Planning of Eco-efficient Process Chains for Automotive Component Manufacturing (Sustainable Production, Life Cycle Engineering and Management) 303062952X, 9783030629526
This book includes the introduction of emerging manufacturing technologies and planning cases with established technolog
156 55 7MB
English Pages 167 [179] Year 2021
Series Editors’ Foreword
Acknowledgements
Contents
Acronyms
Symbols
1 Introduction
1.1 Motivation and Problem Statement
1.2 Research Objective and Work Structure
References
2 Planning of Automotive Component Manufacturing Systems
2.1 Manufacturing of Automotive Components
2.1.1 Production Process and Production System
2.1.2 Production System Structures for Large-Scale Manufacturing
2.1.3 Selected Established and Emerging Manufacturing Technologies for Automotive Components
2.2 Production System Planning
2.2.1 Planning Procedures
2.2.2 Integration of Environmental Criteria into the Planning Process for Eco-efficient Production Systems
2.2.3 Established Methods and Tools for the Planning of Eco-efficient Production Systems
2.3 Preliminary Findings
References
3 State of Research
3.1 Limitation of Research Scope and Research Question
3.2 Classification of Approaches and Definition of Evaluation Criteria
3.2.1 Selection and Classification of Approaches
3.2.2 Evaluation Criteria
3.3 Delimitation of Adjacent Fields of Research
3.3.1 Energy Management in Factories
3.3.2 Life Cycle Assessment of Manufacturing Technologies
3.3.3 Empirical Manufacturing Process Modeling
3.3.4 Energy Efficiency Evaluation and Improvement
3.3.5 Conclusions from the Adjacent Fields of Research
3.4 Presentation and Evaluation of Existing Approaches
3.4.1 Cross-Phase Planning Approaches
3.4.2 Concept Planning with Focus on Early-Stage Evaluation of Manufacturing Technologies
3.4.3 Rough Planning with Focus on Process Chain Configuration
3.4.4 Detailed Planning with Focus on Machine Dimensioning
3.4.5 Detailed Planning with Focus on Production System Simulation
3.5 Findings and Research Demand
References
4 Concept for the Planning of Eco-efficient Process Chains and Implementation
4.1 Objectives and Requirements
4.2 Planning Tool Framework
4.2.1 Conceptual Framework
4.2.2 Potential Application Cycles
4.3 Technology Assessment
4.3.1 Tool Concept and Methods
4.3.2 TAT Implementation
4.4 Value Stream Design
4.4.1 Tool Concept and Methods
4.4.2 VSDT Implementation
4.5 Machine Configuration
4.5.1 MTC—Tool Concept and Methods
4.5.2 MTC Implementation
4.5.3 SPMM—Concept and Methods
4.5.4 SPMM Implementation
4.6 Factory Simulation
4.6.1 Tool Concept and Methods
4.6.2 Modeling of Material Flow System
4.6.3 Modeling of Technical Building Services and Periphery
4.6.4 Integration of Dynamic Component-Based Machine Models into DFS
4.6.5 Statistics and Reporting
4.6.6 DFS Implementation
References
5 Exemplary Applications of Tools
5.1 Case Study A – Simulation Environment of the Open Hybrid LabFactory
5.1.1 Technology Screening Using the TAT
5.1.2 Machine Modeling Using SPMMs
5.1.3 LabFactory Simulation Using the DFS
5.2 Case Study B – Engine Component Manufacturing
5.2.1 Rough Line Design Using the VSDT
5.2.2 Machine Tool Configuration Using the MTC
5.2.3 Quick Simulation Using the DFS with Custom GUI
5.3 Case Study C – Battery Case Manufacturing
5.3.1 Battery Case and Process Chains for IML and OHLF
5.3.2 Manufacturing in an Incremental Manufacturing Lab
5.3.3 Manufacturing with OHLF Processes
5.3.4 Scenario Setup and Evaluation Method
5.3.5 Evaluation and Interpretation
References
6 Concluding Remarks
6.1 Summary
6.2 Critical Review of Concept and Tool Applicability
6.3 Outlook
References
Recommend Papers



![Integrated Planning of Heat Flows in Production Systems (Sustainable Production, Life Cycle Engineering and Management) [1st ed. 2018]
9783319704401, 9783642365133, 3319704400](https://ebin.pub/img/200x200/integrated-planning-of-heat-flows-in-production-systems-sustainable-production-life-cycle-engineering-and-management-1st-ed-2018-9783319704401-9783642365133-3319704400.jpg)






- Author / Uploaded
- Christopher Schmidt
File loading please wait...
Citation preview
Sustainable Production, Life Cycle Engineering and Management
Series Editors: Christoph Herrmann, Sami Kara
Christopher Schmidt
Planning of Eco-efficient Process Chains for Automotive Component Manufacturing
Sustainable Production, Life Cycle Engineering and Management Series Editors Christoph Herrmann, Braunschweig, Germany Sami Kara, Sydney, Australia
SPLCEM publishes authored conference proceedings, contributed volumes and authored monographs that present cutting-edge research information as well as new perspectives on classical fields, while maintaining Springer’s high standards of excellence, the content is peer reviewed. This series focuses on the issues and latest developments towards sustainability in production based on life cycle thinking. Modern production enables a high standard of living worldwide through products and services. Global responsibility requires a comprehensive integration of sustainable development fostered by new paradigms, innovative technologies, methods and tools as well as business models. Minimizing material and energy usage, adapting material and energy flows to better fit natural process capacities, and changing consumption behaviour are important aspects of future production. A life cycle perspective and an integrated economic, ecological and social evaluation are essential requirements in management and engineering. **Indexed in Scopus** To submit a proposal or request further information, please use the PDF Proposal Form or contact directly: Petra Jantzen, Applied Sciences Editorial, email:[email protected]
More information about this series at http://www.springer.com/series/10615
Christopher Schmidt
Planning of Eco-efficient Process Chains for Automotive Component Manufacturing
123
Christopher Schmidt Institute of Machine Tools and Production Technology Technische Universität Braunschweig Braunschweig, Germany
ISSN 2194-0541 ISSN 2194-055X (electronic) Sustainable Production, Life Cycle Engineering and Management ISBN 978-3-030-62952-6 ISBN 978-3-030-62953-3 (eBook) https://doi.org/10.1007/978-3-030-62953-3 © The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 This work is subject to copyright. All rights are solely and exclusively licensed by the Publisher, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed. The use of general descriptive names, registered names, trademarks, service marks, etc. in this publication does not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. The publisher, the authors and the editors are safe to assume that the advice and information in this book are believed to be true and accurate at the date of publication. Neither the publisher nor the authors or the editors give a warranty, expressed or implied, with respect to the material contained herein or for any errors or omissions that may have been made. The publisher remains neutral with regard to jurisdictional claims in published maps and institutional affiliations. This Springer imprint is published by the registered company Springer Nature Switzerland AG The registered company address is: Gewerbestrasse 11, 6330 Cham, Switzerland
Series Editors’ Foreword
The planning of economic and ecological production systems is crucial to sustain the competitiveness of the industrial manufacturing sector. However, the state-ofthe-art planning process for lean production systems does not incorporate environmental decision criteria. This is a result from the lack of environmental data such as the energy demand of machines. If data is available, it is generally historical data from measurements which has limited forecasting applicability and is not available for new and not yet industrialized technologies. With this published work, Christopher Schmidt addressed this challenge by developing a concept for the generation and integration of classic lean and environmental decision criteria into the concept, rough and detailed planning phases of manufacturing systems. The large-scale automotive component manufacturing is chosen for exemplary application. Schmidt developed a method and tool chain to support actual manufacturing system planners and decision-makers. For the concept planning phase, the technology assessment tool (TAT) provides an integrated evaluation portfolio to support the planner in the identification of eco-efficient technologies. For the rough planning phase, Schmidt developed the concept for a value stream design tool (VSDT), which enables the planner to define the necessary process steps based on the workpiece characteristics. It uses analytical process models for the derivation of process rates and cycle times to enable a first line balancing and definition of required machines. Schmidt’s framework provides both machine configuration and factory simulation capabilities during the following detailed planning phase. The machine tool configurator (MTC) allows the detailed machine configuration based on process and workpiece characteristics. In addition, Schmidt provides a methodology for the component-based modeling with physical equations of special-purpose machines (SPMM). Both enable the planner to perform a detailed component dimensioning and hence the derivation of cycle times, energy demands and investments. The concept for the dynamic factory simulation (DFS) enables the flexible simulation of established or new and innovative material flows systems with varying granularity ranging from station-to-station down to workstation
v
vi
Series Editors’ Foreword
internal transports. It also allows the dynamic simulation of energy and media flows including the technical building services and the factory hall. During tool development and implementation, Schmidt focused on the applicability and accessibility for the planner. Within his work, the developed methods and tools are applied in three case studies. Case study A shows the application cycle from the early concept phase, where the TAT is used to evaluate new lightweight manufacturing technologies over to the detailed planning phase where SPMM is developed for the most promising technologies and integrated in a LabFactory simulation environment. Case study B highlights the benefits from the application of the VSDT, MTC and DFS in a classic planning case from automotive component manufacturing with established technologies. The benefits are the making available of energy forecast data, machine configuration by the planner (instead of by the machine vendor) and a quick simulation validation of the system. Case study C shows how the flexibility of the developed tools can be used to compare two innovative manufacturing strategies and concepts. The incremental manufacturing concept and the hybrid lightweight manufacturing concept are compared for the example of a variant production of battery cases. Prof. Dr.-Ing. Christoph Herrmann Braunschweig, Germany Prof. Dr. Sami Kara Sydney, Australia
Acknowledgements
This dissertation is the result of my work in the Sustainable Manufacturing and Life Cycle Engineering Research Group of the Institute of Machine Tools and Production Technology (IWF) at the Technische Universität Braunschweig. I specially thank Prof. Christoph Herrmann for providing a very friendly and innovative working environment as well as for the support of my thesis. Moreover, I thank Prof. Schilde for the coordination of the dissertation committee and Prof. Dilger for assuming the role of the second assessor and for the good research cooperation during the last few years. Many thanks go to all fellow colleagues in the IWF who contributed to great memories. In particular, I am very grateful to Sebastian Thiede for the fruitful professional and personal discussions as well as for the review of my work which helped very much in finalizing this dissertation. Above all, I sincerely thank my family for the support during my academic career. Many thanks go to my parents for enabling my academic studies in a carefree way. Lovely and deep thanks go to my wife Annika for her understanding and support as well as for her countless creative ideas to optimize the dissertation process. And finally, I want to thank our dearly beloved daughter Belaya Emilia for showing me each and every single day what really matters in life. Thank you so much!
vii
Contents
1 Introduction . . . . . . . . . . . . . . . . . . . . . . . . 1.1 Motivation and Problem Statement . . . . 1.2 Research Objective and Work Structure . References . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
. . . .
2 Planning of Automotive Component Manufacturing Systems . . . 2.1 Manufacturing of Automotive Components . . . . . . . . . . . . . . 2.1.1 Production Process and Production System . . . . . . . . . 2.1.2 Production System Structures for Large-Scale Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 2.1.3 Selected Established and Emerging Manufacturing Technologies for Automotive Components . . . . . . . . . 2.2 Production System Planning . . . . . . . . . . . . . . . . . . . . . . . . . 2.2.1 Planning Procedures . . . . . . . . . . . . . . . . . . . . . . . . . . 2.2.2 Integration of Environmental Criteria into the Planning Process for Eco-efficient Production Systems . . . . . . . . 2.2.3 Established Methods and Tools for the Planning of Eco-efficient Production Systems . . . . . . . . . . . . . . 2.3 Preliminary Findings . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3 State of Research . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.1 Limitation of Research Scope and Research Question . . . . . . . 3.2 Classification of Approaches and Definition of Evaluation Criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.2.1 Selection and Classification of Approaches . . . . . . . . . 3.2.2 Evaluation Criteria . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.3 Delimitation of Adjacent Fields of Research . . . . . . . . . . . . . . 3.3.1 Energy Management in Factories . . . . . . . . . . . . . . . . 3.3.2 Life Cycle Assessment of Manufacturing Technologies
. . . .
1 1 4 6
... ... ...
9 9 9
...
12
... ... ...
14 19 20
...
21
... ... ...
24 31 32
... ...
37 37
. . . . . .
38 38 40 42 43 44
. . . .
. . . .
. . . . . .
. . . . . .
ix
x
Contents
3.3.3 Empirical Manufacturing Process Modeling . . . . . . . . . . 3.3.4 Energy Efficiency Evaluation and Improvement . . . . . . . 3.3.5 Conclusions from the Adjacent Fields of Research . . . . 3.4 Presentation and Evaluation of Existing Approaches . . . . . . . . . 3.4.1 Cross-Phase Planning Approaches . . . . . . . . . . . . . . . . 3.4.2 Concept Planning with Focus on Early-Stage Evaluation of Manufacturing Technologies . . . . . . . . . . . . . . . . . . 3.4.3 Rough Planning with Focus on Process Chain Configuration . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.4.4 Detailed Planning with Focus on Machine Dimensioning . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.4.5 Detailed Planning with Focus on Production System Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 3.5 Findings and Research Demand . . . . . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4 Concept for the Planning of Eco-efficient Process Chains and Implementation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.1 Objectives and Requirements . . . . . . . . . . . . . . . . . . . . . . 4.2 Planning Tool Framework . . . . . . . . . . . . . . . . . . . . . . . . . 4.2.1 Conceptual Framework . . . . . . . . . . . . . . . . . . . . . 4.2.2 Potential Application Cycles . . . . . . . . . . . . . . . . . . 4.3 Technology Assessment . . . . . . . . . . . . . . . . . . . . . . . . . . 4.3.1 Tool Concept and Methods . . . . . . . . . . . . . . . . . . 4.3.2 TAT Implementation . . . . . . . . . . . . . . . . . . . . . . . 4.4 Value Stream Design . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.4.1 Tool Concept and Methods . . . . . . . . . . . . . . . . . . 4.4.2 VSDT Implementation . . . . . . . . . . . . . . . . . . . . . . 4.5 Machine Configuration . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.5.1 MTC—Tool Concept and Methods . . . . . . . . . . . . . 4.5.2 MTC Implementation . . . . . . . . . . . . . . . . . . . . . . . 4.5.3 SPMM—Concept and Methods . . . . . . . . . . . . . . . 4.5.4 SPMM Implementation . . . . . . . . . . . . . . . . . . . . . 4.6 Factory Simulation . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6.1 Tool Concept and Methods . . . . . . . . . . . . . . . . . . 4.6.2 Modeling of Material Flow System . . . . . . . . . . . . . 4.6.3 Modeling of Technical Building Services and Periphery . . . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6.4 Integration of Dynamic Component-Based Machine Models into DFS . . . . . . . . . . . . . . . . . . . . . . . . . . 4.6.5 Statistics and Reporting . . . . . . . . . . . . . . . . . . . . . 4.6.6 DFS Implementation . . . . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . . . . . .
. . . . .
44 45 47 47 47
..
50
..
53
..
54
.. .. ..
57 60 63
. . . . .
. . . . . . . . . . . . . . . . . . .
. 71 . 71 . 73 . 73 . 76 . 76 . 77 . 82 . 83 . 84 . 87 . 88 . 89 . 91 . 94 . 95 . 97 . 98 . 100
. . . . . 104 . . . .
. . . .
. . . .
. . . .
. . . .
114 116 117 121
Contents
xi
. . . 123
5 Exemplary Applications of Tools . . . . . . . . . . . . . . . . . . . . . . . . 5.1 Case Study A – Simulation Environment of the Open Hybrid LabFactory . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 5.1.1 Technology Screening Using the TAT . . . . . . . . . . . . 5.1.2 Machine Modeling Using SPMMs . . . . . . . . . . . . . . . 5.1.3 LabFactory Simulation Using the DFS . . . . . . . . . . . . 5.2 Case Study B – Engine Component Manufacturing . . . . . . . . 5.2.1 Rough Line Design Using the VSDT . . . . . . . . . . . . . 5.2.2 Machine Tool Configuration Using the MTC . . . . . . . 5.2.3 Quick Simulation Using the DFS with Custom GUI . . 5.3 Case Study C – Battery Case Manufacturing . . . . . . . . . . . . . 5.3.1 Battery Case and Process Chains for IML and OHLF . 5.3.2 Manufacturing in an Incremental Manufacturing Lab . . 5.3.3 Manufacturing with OHLF Processes . . . . . . . . . . . . . 5.3.4 Scenario Setup and Evaluation Method . . . . . . . . . . . . 5.3.5 Evaluation and Interpretation . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
. . . . . . . . . . . . . . .
123 125 126 135 136 137 140 145 148 149 150 152 153 154 158
6 Concluding Remarks . . . . . . . . . . . . . . . . . . . . . . . . . 6.1 Summary . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 6.2 Critical Review of Concept and Tool Applicability . 6.3 Outlook . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . References . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . .
. . . . .
. . . . .
. . . . .
161 161 163 165 166
. . . . .
. . . . .
. . . . .
. . . . .
. . . . .
. . . . .
. . . . .
. . . . .
Acronyms
AB BCVTB DE DFS DS EC EMC EnMS EVSM FLM FRP GHG HVAC IML LCBA MEFA MPC MRL MTC OHLF PDCA PLC PPC SD SPMM TAT TBS VSD VSDT
Agent based Building Controls Virtual Test Bed Discrete event Dynamic factory simulation Dynamic systems Emissions calculation Energy and media consumption Energy management system Energy value stream mapping Fused layer modeling Fiber-reinforced plastics Greenhouse gas Heating, ventilation and air conditioning Incremental manufacturing laboratory Life cycle cost benefit analysis Material and energy flow analysis Metal–plastic composites Manufacturing readiness level Machine tool configurator Open Hybrid LabFactory Plan–do–check–act Programmable logical controller Production planning and control System dynamics Special-purpose machine model Technology assessment tool Technical building services Value stream design Value stream design tool
xiii
Symbols
ap A BE cp d e f fp h HL ly L m_ n P Q_ t T vc V V_ D U η
Cutting depth Area Illumination level Heat capacity Diameter Specific energy consumption Feed rate Planning factor Enthalpy Heating value Light yield Length Mass flow Number of revolutions Power Heat flow Time Temperature Cutting speed Volume Volume flow Delta Luminous flux Efficiency factor
xv
Chapter 1
Introduction
This chapter introduces the topic of planning of eco-efficient process chains. Subchapter 1.1 explains the motivation and problem statement while Subchap. 1.2 derives the research objective and outlines how this work is structured to address this objective.
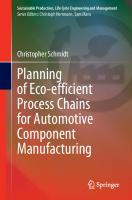
1.1 Motivation and Problem Statement With regard to the gross domestic product of Germany, industry is the largest sector and responsible for more than one quarter of the gross value added (see Fig. 1.1) (Statistisches Bundesamt 2018). The industrial sector uses 45% of the electrical energy (Umweltbundesamt 2018) and is responsible for 14% of the German greenhouse gas (GHG) emissions. 37% of the German GHG emissions in turn come from the energy sector (Umweltbundesamt 2016), whose largest customer as mentioned above is the industrial sector. This correlation highlights the importance of an economically and ecologically efficient industrial manufacturing sector. The planning of lean production systems to avoid waste and hence make the production economically efficient has been state of the art for many years now since the emergence of the Toyota Production System (Womack et al. 1990). This leads to the circumstance that most of today’s production systems are designed with a focus on production efficiency metrics such as minimal investments, minimal throughput time, and minimal stocks in production. In a later step, these production systems are optimized towards e.g. higher energy efficiency which has come more and more into focus during the last years because energy can be a significant cost driver in industry (Grave et al 2016). The survey for the Energy Efficiency Index of the German Industry (EEI) (VDI 2013) reflects this development (EEP 2019):
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 C. Schmidt, Planning of Eco-efficient Process Chains for Automotive Component Manufacturing, Sustainable Production, Life Cycle Engineering and Management, https://doi.org/10.1007/978-3-030-62953-3_1
1
2
1 Introduction Others 29%
Public service, education, health 18% Property and housing 11%
Industry 26% Trade, transport, hospitality 16%
Fig. 1.1 Origin of the German gross value added; data from Statistisches Bundesamt (2018)
Energy efficiency is still very important in companies. The investments made last year and planned for the next twelve months have risen sharply and the total index value is twice as high as half a year ago.
There are, however, significant barriers towards energy efficiency measures in manufacturing companies (see Fig. 1.2). Seven different types of barriers are distinguished in this survey which are listed on the left side of the figure. Six out of the seven barrier types are considered very or fairly relevant by approximately two thirds of the interviewed companies (EEP 2017). These barriers can be summarized as information- and competence-related barriers on the one hand side which correlate with the technical and economic barriers on the other hand because production planners have limited methods and knowledge for a technical and economical evaluation of measures (Neugebauer et al. 2008; Schlomann and Eichhammer 2013; Blume et al. 2018).
Fig. 1.2 Barriers towards energy efficiency in manufacturing companies; adapted from EEP (2017)
1.1 Motivation and Problem Statement
3
In general, energy efficiency is rarely a key aspect during the initial production system planning process. Reasons are that environmental goals are not yet included by default as key targets during planning processes and, moreover, that reliable energy and resource demand data is not available in the sufficient granularity during the planning process. If data is available, it is mostly only empirical measurement data which is not suitable for prognoses regarding the optimal process and machine configuration of new equipment. To identify such optimal configurations, complex interdependencies have to be considered by the planner which requires appropriate planning tools (Müller et al. 2013; Krones and Krones and Müller 2014; Madanchi et al. 2019). Another important lever for an economically and ecologically efficient production system is a reliable evaluation of new technologies and production concepts (Tamborra 2002), beginning in early concept phases and ending in the detailed planning phase before the realization. This is of great importance especially in the automotive sector where, on the one hand, new car concepts require adequate production technologies and, on the other hand, new manufacturing technologies foster new car concepts and/or car components. Examples of such emerging manufacturing technologies are additive manufacturing or hybrid lightweight component manufacturing (Herrmann et al. 2018). The automotive sector is also the most important innovation driver in the German industry sector, accounting for the by far largest research and development spending (BMBF 2018) while facing a situation of radical changes due to alternative drive technologies and mobility concepts. Hence, automotive component manufacturing is chosen as the guiding example for this work. Specifically challenging in this context is the integrated economic and ecological evaluation of these not yet industrialized manufacturing technologies during early concept assessments as no measurement data is available at that point (Zimmermann et al. 2018). Another challenge is that commercially available production simulation software is oriented at established manufacturing concepts and has hence limited applicability for the simulation and evaluation of new and emerging production concepts (Sala et al. 2015). In both cases, production system planners currently still have to rely on external experts because of the high complexity of the matter and the tools (Blume et al. 2018). Against the background of GHG emission reduction, related production data is crucial for deriving the product carbon footprint and the product’s expected production costs. During this life cycle design and engineering process it has to be evaluated how the product design characteristics influence the production system characteristics such as investments, operating costs, output rates as well as the energy and resource demand (Herrmann et al. 2018; Laurent et al. 2019). Consequently, a detailed understanding of these interdependencies is the key for designing economically and ecologically optimized products with directionally safe decisions during the single product design phases (Madanchi et al. 2019). This is of specific importance for products such as automotive components which require elaborate manufacturing while they have to meet strict cost and environmental goals over their lifetime (Gebler et al. 2019; Dér et al. 2019).
4
1 Introduction
As a conclusion it can be stated, that against the background of the demanded GHG emission reductions, a production system planning under economic and environmental targets is required. Achieving this goal is currently challenging because, on the one hand, new manufacturing technologies and manufacturing concepts are emerging which cannot be sufficiently evaluated at this early stage and, on the other hand, because methods and tools for the planning of new eco-efficient manufacturing systems are not yet available or established in industry.
1.2 Research Objective and Work Structure It is the objective of this work to address the aforementioned shortcomings in current production system planning capabilities. Hence it is the goal to provide methods and tools to support the planning of production systems under economic and environmental targets. The result of this planning process is an eco-efficient production system. In Sect. 2.1.1 the general term production system, which is used at this point, will be defined in detail and delimited from the term process chain, which is used in the title of this work and later on. Section 2.1.2 describes in detail the term eco-efficient. In order to enable a comprehensive integration of these criteria into the production system planning process, it is necessary that all relevant planning phases from the technology scouting and concept phase up to the detailed planning phase are covered with appropriate methods and tools. Especially during the early planning phases, production system related planning tasks should be possible on the basis of limited available product data. Also, it is required that all production system levels from machine and process level up to the complete factory system including the production peripherals such as the technical building services (TBS) are covered to identify the optimal configuration and operating point of the production system. On all of these production system levels and planning phases, decision criteria such as energy and resource demand as well as classic lean production system performance criteria have to be made assessable. Hence, it is a requirement that the methods and tools to be developed provide data regarding the investments, operating costs, output capacity and the ecological footprint of production systems and equipment to enable an integrated evaluation of planning options and scenarios. Not within the scope is the decision system itself because this is always very case-specific which contradicts the demanded flexibility of the tools to be developed. Instead, the focus during the development of the methods and tools is on the creation of reliable forecast data instead of using empirical measurement data to overcome the data shortage for new production equipment and technologies. Moreover, it is the goal to enable a simple applicability of the methods and tools by the planner instead of creating expert tools with limited applicability and accessibility. The structure of this work is summarized in Fig. 1.3 which depicts the main chapter contents, their respective objectives and how they build up on each other. Chapter 1 introduces the topic of eco-efficient production systems and outlines the
1.2 Research Objective and Work Structure
5
Fig. 1.3 Work structure with major chapter contents, abstraction levels and objectives
objective of this work. The next chapter defines the central terminology for this work and provides fundamentals about automotive component manufacturing. Current manufacturing system planning procedures and tools are also discussed here. At the beginning of Chap. 3, the research scope is limited and the research question is formulated. Then, the corresponding state of research is presented. A classification of research approaches is established to distinguish between adjacent and core fields of research. The former are delimited in short while the latter are discussed in detail with regard to defined evaluation criteria to assess their applicability for the objective of this work. On this basis, the research demand is derived. Chapter 4 contains the concept development and its prototypical implementation. At first, objectives and
6
1 Introduction
requirements are systematically derived upon the findings from the preceding chapters. Then, a planning tool framework is developed whose single concepts, methods and tools are presented in the single sub-chapters. Each of these sub-chapters contains both the respective concept and its prototypical implementation in a software tool. In Chap. 5, the application of the developed methods and tools is presented in three case studies. This includes the setup of a simulation environment for a research factory, the application of the newly developed tools in a classic planning task for a production system with established technologies and the evaluation and comparison of two future production concepts. The last chapter concludes this work with a discussion of the developed methods and tools regarding their applicability, summarizes the findings and provides an outlook on future research. Summing up, this work will make the following contribution to the body of scientific research in the field of planning eco-efficient production systems: • Provide methods and tools for the early-stage evaluation of new and emerging manufacturing technologies and manufacturing concepts as a basis for their industrialization. • Allow a rough production system planning based on limited product information during early planning phases. • Enable the equitable inclusion of ecological, economic and technical KPIs and goals into the planning process of production systems in order to forestall the currently common strategy of improving the ecological KPIs of manufacturing systems after they have gone operational. • Introduce an overarching planning approach which, on the one hand, covers all relevant production system planning phases and, on the other hand, addresses all relevant production system levels. • Provide phase-specific methods and tools which are robust in a way that they can be used by actual planners instead of only consultancy experts and can cope with the appropriate level of information availability and detailing requirements during the single planning phases. The latter aspect includes the intensive use of forecasting models instead of relying on empirical (and most likely not available) data.
References Blume S, Herrmann C, Thiede S (2018) Increasing Resource efficiency of manufacturing systems using a knowledge-based system. Procedia CIRP 69(1):236–241 BMBF Bundesministerium für Bildung und Forschung (2018) Forschung und Entwicklung in der Wirtschaft. In: Bundesbericht Forschung und Innovation 2018. Available online: https://www.bundesbericht-forschung-innovation.de/de/Forschung-und-Entwicklung-inder-Wirtschaft-1657.html; Accessed 2019-02-28 Dér A, Gabrisch C, Kaluza A, Cerdas F, Thiede S, Herrmann C (2019) Integrating environmental impact targets in early phases of production planning for lightweight structures. Procedia CIRP 80:168–173
References
7
EEP—Institut für Energieeffizienz in der Produktion (2017) Energieeffizienz-Index 2017-I— Ausgewählte Ergebnisse. Available online: https://www.eep.uni-stuttgart.de/dokumente/IndexArchiv-bis-Sommer-2017/2017_I_AusgewaehlteErgebnisse.pdf; Accessed 2019-02-28 EEP—Institut für Energieeffizienz in der Produktion (2019) Energieeffizienz-Index Winter 2018/19. Pressemitteilung. Stuttgart, 09.01.2019: https://www.eep.uni-stuttgart.de/eei/aktuelle-erhebung/; Accessed 2019–02–28 Gebler M, Cerdas F, Kaluza A, Meininghaus R, Herrmann C (2019) Integrating life-cycle assessment into automotive manufacturing—a review-based framework to measure the ecological performance of production technologies. In: Progress in life cycle assessment. Springer, Cham, pp 45–55 Grave K, Breitschopf B, Ordonez J, Wachsmuth J, Boeve S, Smith M, Schleich J (2016) Prices and costs of EU energy. Ecofys Netherlands, Utrecht. Available online: https://www.isi.fraunhofer. de/content/dam/isi/dokumente/ccx/.../report_ecofys2016.pdf Herrmann C, Dewulf W, Hauschild M, Kaluza A, Kara S, Skerlos S (2018) Life cycle engineering of lightweight structures. CIRP Ann 67(2):651–672 Krones M, Müller E (2014) An approach for reducing energy consumption in factories by providing suitable energy efficiency measures. Procedia CIRP 17:505–510 Laurent A, Molin C, Owsianiak M, Fantke P, Dewulf W, Herrmann C, Hauschild M et al (2019) The role of life cycle engineering (LCE) in meeting the sustainable development goals—report from a consultation of LCE experts. J Clean Prod Madanchi N, Thiede S, Sohdi M, Herrmann C (2019) Development of a sustainability assessment tool for manufacturing companies. In: Eco-factories of the future. Springer, Cham, pp 41–68 Müller E, Krones M, Strauch J (2013) Methodical approach to identify energy efficiency measures in factory planning based on qualitative analysis. In: Advances in sustainable and competitive manufacturing systems. Springer, Heidelberg, pp 1627–1637 Neugebauer R, Westkämper E, Klocke F, Kuhn A, Schenk M, Spath D, Weidner E (2008) Energieeffizienz in der Produktion. Untersuchung zum Handlungs- und Forschungsbedarf. Fraunhofer Gesellschaft, Chemnitz. Available online: https://edok01.tib.uni-hannover.de/edoks/e01fb09/590 08982X.pdf; Accessed: 2019-02-28 Statistisches Bundesamt (2018) Volkswirtschaftliche Gesamtrechnungen, Inlandsprodukt. Available online: https://www.destatis.de/DE/ZahlenFakten/GesamtwirtschaftUmwelt/VGR/Volksw irtschaftlicheGesamtVolkswirts.html; Accessed 2019-02-28 Tamborra M (ed) (2002) Socio-economic tools for sustainability impact assessment: the contribution of EU research to sustainable development. Office for Official Publications of the European Communities Umweltbundesamt (2016) Treibhausgas-Emissionen in Deutschland 1990 bis 2016 nach Kategorien der UNFCCC-Berichterstattung. Available online: https://www.umweltbundesamt.de/the men/klima-energie/klimaschutz-energiepolitik-in-deutschland/treibhausgas-emissionen/emissi onsquellen; Accessed 2019-02-28 Umweltbundesamt (2018) Entwicklung des Stromverbrauchs nach Sektoren. Available online: https://www.umweltbundesamt.de/daten/energie/stromverbrauch; Accessed 2019-02-28 VDI—Verein Deutscher Ingenieure (2013): Die Energieeffizienz in der Industrie: eine Zahl. Available online: https://www.vdi-nachrichten.com/Technik-Wirtschaft/Die-Energieeffizienz-in-Ind ustrie-Zahl; Accessed 2019-02-28 Womack JP, Jones DT, Roos D (1990) The machine that changed the world. Simon and Schuster, New York Sala S, Ciuffo B, Nijkamp P (2015) A systemic framework for sustainability assessment. Ecol Econ 119:314–325 Schlomann B, Eichhammer W (2013) Energieverbrauch und CO2 -Emissionen industrieller Prozesstechnologien: Einsparpotenziale, Hemmnisse und Instrumente. In: Fleiter T (ed) Fraunhofer-Verlag
8
1 Introduction
Schmidt C, Labbus I, Herrmann C, Thiede S (2017) Framework of a modular tool box for the design of process chains in automotive component manufacturing. In: Procedia CIRP, Elsevier B.V., Amsterdam, 2017, Ausgabe 63, Seite 739-744 Zimmermann A, Wunderlich J, Buchner G, Müller L, Armstrong K, Michailos S, Williams E (2018) Techno-economic assessment & life-cycle assessment guidelines for CO2 utilization. https:// doi.org/10.3998/2027.42/145436. Available online: https://www.co2value.eu/wp-content/upl oads/2018/10/Global_CO2_Initiative_TEA_LCA_Guidelines-Final.August-2018.pdf; accessed 2019-02-28
Chapter 2
Planning of Automotive Component Manufacturing Systems
In this chapter, basics regarding the manufacturing of automotive components are provided. Also, the state-of-the-art of production system planning is described with a focus on the integration of environmental decision criteria. Moreover, the central terminology as used in this work is defined. The chapter closes with a summary of the preliminary findings as a basis for the goal-oriented limitation of the research scope and the formulation of the research question in the following chapter.
2.1 Manufacturing of Automotive Components In this subchapter, the fundamentals and state of the art of the manufacturing of automotive components are presented. First, the general production system structures are characterized and the central terminology is introduced. This is followed by the exemplary description of selected well-established and emerging manufacturing technologies for automotive components which will later on serve as application scenarios for the planning methods and tools to be developed within this work.
2.1.1 Production Process and Production System Producing companies can in their function be considered as production systems. The processes running in this system are described as input–output processes or as transformation processes. The input variables are the production factors (in particular material, human labor, equipment), the output variables are the main products as well as by-products such as emissions and waste. Thus, the actual production is the transformation process (see Fig. 2.1) between the production factors and the
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 C. Schmidt, Planning of Eco-efficient Process Chains for Automotive Component Manufacturing, Sustainable Production, Life Cycle Engineering and Management, https://doi.org/10.1007/978-3-030-62953-3_2
9
10
2 Planning of Automotive Component Manufacturing Systems
Production equipment Human labor Material*
Main products Production process
Unwanted products, emissions, waste
* supply components (assemblies, parts), semi-finished / raw parts, raw material, consumables, energy
Fig. 2.1 Production process as transformation process; adapted from Schenk et al. 2004
(main) product. The production process consists of technological and logistical subprocesses (Dyckhoff and Spengler 2007; Schuh 2007; Herrmann 2010). Functions of manufacturing are shaping, shape changing, treating and assembling. Primary shaping, forming, separating, joining, coating and changing material properties (treating) form the six main groups of production processes (DIN 8580). Other tasks during assembly are handling and checking, adjusting and special operations (marking, heating, cleaning, etc.) (Lotter 2006). Assembly is the last step in the production process and is defined as “the assembly of parts and/or groups into products or groups of higher product levels in manufacturing” (VDI 2860 1982). This results in a multi-stage production or in multi-stage process chains (Herrmann 2010). The terms manufacturing technology, process step and process chain will be frequently used in the following. They are used differently in literature and thus require a definition of their meaning within this work. In scientific literature, the term technology means the knowledge which is necessary to elaborate solutions for technical problems. A technology primarily corresponds to the know-how about the application and is physically implemented in the form of a technique (e.g. in a machine tool) (Bullinger 1994). As far as the application area is concerned, technologies can be distinguished in product and production technologies. Production technologies are used to produce products or components. In the view of factory planning, production technologies are divided into production, assembly and logistics technologies. Moreover, production technologies for process industries and discrete part manufacturing can be distinguished (Wiendahl et al. 2009). Manufacturing technologies encompass all manufacturing processes according to the aforementioned (DIN 8580). Within this work, the term manufacturing technology refers to production technologies for discrete manufacturing of products. A manufacturing technology can consist of one or more process steps (see Fig. 2.2). According to Fallböhmer, the term technology chain refers to the abstract, sequential classification of production technologies for the production of a product or a component. Value creation on a product is achieved through a technology chain which consists of one or more single process steps. The product output state of one process step is at the same time the input state of the following process step; starting with a blank or semi-finished product via defined intermediate states to a fixed final state (Fallböhmer 2000). In the context of this work, the broader term process chain is used and refers to single manufacturing technology process steps, which are each realized on a single or
2.1 Manufacturing of Automotive Components
Technology chain
Process chain
Technology 1 (e.g. soŌ machining)
11
Technology 2 (e.g. hardening)
Technology 3 (e.g. hard machining)
Machine 1
Machine 2.2
Machine 3
Machine 4
Process step 1
Process step 2
Process step 3
Process step 4 Process step 5
Machine 2.2 e.g. turning machine
e.g. milling on two parallel machines
e.g. hardening oven
e.g. machining center
Fig. 2.2 Understanding of the terms technology (chain), process chain and process step
parallel machine and are linked with each other in a defined order. Hence, a process chain can contain one or more technologies, which may each consist of one or more process steps (see Fig. 2.2). One or more process steps can be performed on a single machine (e.g. both roughing and finishing). These elements are incorporated in a production system. A production system is defined by the REFA as the regular and continuous use of working principles, procedures and tools throughout the company for the effective and economic and social design of processes within all business areas. According to systems theory, a production system can be understood as a socio-technical system in which the input (material, financial means, methods, energy) in value-adding (manufacturing, assembly) and associated processes (transport) are transformed into output (products, costs, residues), wherein various environmental pollutants affect the system. The primary task of a production system is the production of a final or intermediate product. The design and sequence control of the processes results in a succession of transformations defined by the operational and organizational structure (REFA 1987; Krampe et al. 2010; Greschke 2016). Figure 2.3 shows in detail the understanding of the term production system within this work by including the terms process chain, machine and process from Fig. 2.2. Three hierarchy levels are distinguished within the production system. At the bottom, the machine level, the interactions of the production system elements product, process and machine are in focus. At the superordinate process chain level, the single elements from the machine level are linked together by the material flow system and production system structure. On this level it is described how the products flow through their respective process chains which consist of multiple machines with their respective processes. The factory level as the top level consists of one or more process chains. They are located in the factory building that provides certain production conditions. The technical building services (TBS) provide the means to feed the process chains with their required energy and media (e.g. compressed air) and to maintain the production conditions (e.g. heating, ventilation, air conditioning (HVAC)).
12
2 Planning of Automotive Component Manufacturing Systems
Production system hierarchy
Production System Factory Level Process Chain Level
ProcessChain Chain Process Process Chain
Product Product Product
Machine Product Level
Production conditions / building
Material flow system and PS structure
Process
Machine
Technical building services (TBS)
Machine Process Process Machine Machine Process
Legend Focus elements Focus interactions
Fig. 2.3 Production systems elements and hierarchy levels
The main focus of this work is on the process chain level with the products, the material flow system and the production machines with their respective processes. Nevertheless, the process chain integration into the factory level is also considered; especially the interactions of the production machinery with the TBS. Also, where the degree of detail is necessary, the machine level and even machine component level (not explicitly depicted in Fig. 2.3) are considered.
2.1.2 Production System Structures for Large-Scale Manufacturing The process sequence is the central element of the material flow. Based on (VDI Guideline 2860 1982), material flows can be understood as all processes that are necessary for the exploitation, processing and distribution of material goods within certain defined production areas. Accordingly, thenmaterial flow system can be defined as the totality of all facilities for the supply and disposal of all working cells with workpieces and tools (REFA 1987). Three structure types for the material flow of products between single workstations can be distinguished (Glaser 1986; Schenk et al. 2004; Krampe et al. 2010; Greschke 2016): point structure, line structure and net structure.
2.1.2.1
Point Structure
The point structure is characterized by the fact that it contains exclusively relationships between the respective system element (structural unit) and the system-limiting receiving store and outgoing goods store. The directions of flow are uniform; the
2.1 Manufacturing of Automotive Components
13
arrangement of the structural elements takes place exclusively in consideration of the flow intensity between the respective structural elements, the store and a corresponding comparison thereof. Characteristic is the product manufacturing on a single production place and a product flow only within the production place (Krampe et al. 2010; Greschke 2016). Due to the complexity of automotive value creation, the point structure is generally not applied in automotive large-scale production systems. Hence, it will not be described in more detail here.
2.1.2.2
Line Structure
The line structure is generally characterized in that the structural units are arranged according to the order of the process steps. Both non-directional flows as well as directed ones can occur, the structural units are arranged accordingly. The transport system and restrictions of the location or external relations have a strong influence on this structure. Characteristic for a line structure are (Krampe et al. 2010; Greschke 2016): • • • •
product manufacturing at several production places and locations strong product orientation product flow between multiple workstations (in line) internal material and information flow which connects the workstations
The line structure can be designed as a series or flow production. In series production, the composition of the production equipment is based on the sequence of operations of a subgroup. The material flow is directed and is principally not subject to line clock constraints. It is possible to skip individual workstations in order to implement process variants with regard to the possible processing sequence of individual parts (Krampe et al. 2010). The flow production is defined according to (Luczak et al. 1998) as a locally progressive, timed and complete sequence of operations. In a flow system, the spatial arrangement of equipment and workplaces takes place according to the production process sequence. The production process therefore determines the arrangement of the machines. In contrast to series production, the individual processing stations are linked to rigid systems (Eversheim and Schuh 1999). The advantages of high throughput speed and transparency contrast with the disadvantages of lacking flexibility and high susceptibility to interference. This type of material flow structure is particularly suitable for the production of products and their components, which are produced in large quantities over long periods of time (Greschke 2016). Hence, it is very common for automotive large-scale manufacturing systems.
14
2.1.2.3
2 Planning of Automotive Component Manufacturing Systems
Net Structure
A flexible material flow between workstations is realized in the network structure. A network structure is usually implemented as a job-shop or group production (Krampe et al. 2010; Schenk et al. 2004; Greschke 2016). The job-shop principle is characterized by the fact that the products pass through workstations in different areas. The respective areas, in turn, perform the same or similar processing or manufacturing steps with a particular execution orientation. The network character results from the combination of areas with the same functional character, wherein the material flow between the individual production units is undirected. The processing times and the occupancy of the work cells with products are variable. The advantages of job-shop manufacturing are the high elasticity and adaptability to changing requirements in the production process. Disadvantages are the high transport costs and the lack of clarity of the production process. Also, capacity matching of equipment is difficult, which favors the unwanted emergence of bottlenecks. Overall, the job-shop production is currently more typical for parts production in small batches (Schneider et al. 2005; Schenk et al. 2004; Eversheim and Schuh 1999; Greschke 2016). In the case of the group principle, however, the products go through a group of diverse but spatially and organizationally combined systems. The group arrangement is generally intended to enable the production of equal to similar products with a high vertical integration of the group, i.e. as far as possible, all operators are located within a group. This production structure is product-oriented. The network character in this case consists in linking the workstations within the group. Within the limits of these “production islands”, the material flow is largely variable. Characteristic is also the extensive self-control by the working groups. Consequently, the advantages of flow production are combined with those of a job-shop production (Krampe et al. 2010; Wiendahl 1989; Greschke 2016).
2.1.3 Selected Established and Emerging Manufacturing Technologies for Automotive Components In this section selected manufacturing technologies and process chains for the manufacturing of automotive components are presented. First, machining processes and the respective production equipment are described. These well-established processes are clearly defined and delimited from each other to be then combined in process chains. Second, representing an example for emerging technologies, hybrid lightweight component manufacturing technologies are introduced. These technologies are, in contrast, difficult to allocate to one of the six main groups of the DIN 8580 as very often multiple processes steps are integrated into one process following the idea “one stroke, one part” (OHLF 2019).
2.1 Manufacturing of Automotive Components
2.1.3.1
15
Machining Processes and Equipment
Many components of the chassis, gearbox and internal combustion engines are produced mainly by machining processes which follow the upstream primary shaping or forming processes for the manufacturing of the raw parts. The focus of this section is on the machining processes which include processes with geometrically defined cutting edges (e.g. milling, turning) and geometrically undefined processes (e.g. grinding). In the following, the basic production concepts for machining the workpieces in large series are examined. In essence, rigid or flexible multimachine systems are used. A machine tool is a working machine that brings a tool on the workpiece under mutual specific guidance to the effect. Exemplarily described in the following are convertible transfer lines and flexible machining centers as two common base structures, followed by multi-machine systems which are high-productivity manufacturing systems composed of several machine tools and assemblies (Perovic 2009; Hehenberger 2011; Becker 2013). A transfer line is a fully automatic machine system that is tailored to the specific workpiece and, very limited, to the workpiece variants. Transfer lines are constructed from modular units, which are usually designed as special machines specifically for a machining task. The individual processing operations are divided into rigid sequentially arranged processing stations, which are interconnected by an automatic workpiece transport device. The working spaces of the processing units are thus located directly in the production flow. The work progress is clocked and usually without buffers. As soon as all stations have completed the processing task, the workpieces are conveyed synchronously to their respective next station and thus travel through the entire transfer line. The total cycle time of a transfer line depends on the station with the longest processing time. Therefore, it is essential for the production in transfer lines to design the processing contents between the individual stations in such a way that waiting times in the individual stations are minimized and the processing contents are evenly distributed (Weck 2005; Perovic 2009; Becker 2013). A machining center is a compact machine tool equipped with a CNC control and designed for maximum flexibility. Other features include an automatic tool and workpiece change. Larger systems in which several machining centers are linked via a flexible transport system (e.g. gantry robot) with each other and with material warehouses, are referred to as flexible manufacturing systems. These are generally implemented by a strictly modular design of the machining centers and linking systems. The modular system allows the machine configuration to be put together as needed for the current application. This means that the processing and special machines are adaptable to each change in the production process as needed. The linking of the machining centers is possible both serially and in parallel. Although machining centers have a high degree of flexibility compared to transfer lines, they do not achieve their productivity (Weck 2005; Conrad 2002; Becker 2013). To unite the main goals of flexibility and productivity in manufacturing, some approaches aim to combine the advantages of rigid machine systems with those of flexible manufacturing systems. In these concepts, (parallel) flexible machining
16
2 Planning of Automotive Component Manufacturing Systems
centers are integrated between transfer lines. By this measure, the flexibility of transfer line production can be increased by outsourcing work contents requiring high flexibility to the machining centers. If one transfer unit fails, however, the entire production process still comes to a standstill. Therefore, in the planning of new production lines, the increased use of machining centers is being pushed (Volkswagen AG 2010; Becker 2013).
2.1.3.2
Emerging Manufacturing Technologies for Hybrid Lightweight Components
In cars, the internal combustion engine or the electric drive system work against the total drag force consisting of the rolling friction force, the accelerating force, the upward slope resistance force, and the aerodynamic drag force. The first three are influenced by the vehicle mass (Braess et al. 2013). Consequently, lightweight design is an important lever in car development to reduce fuel consumption and related emissions or to extend the range of electric vehicles (Trautwein et al. 2011). Material lightweight design is a strategy which aims at substituting conventional materials such as steel by aluminum or fiber reinforced plastics (FRP) to reduce the component’s weight while maintaining its mechanical properties (Friedrich 2013). Figure 2.4 shows the weight saving potentials of lightweight materials. The first big lever is the substitution of steel by aluminum, the second big lever is to employ components made of carbon fiber reinforced plastics. These new materials require, however, new (emerging) manufacturing technologies which is indicated on the righthand side of the picture. Also, these lightweight materials come at higher costs and environmental impacts compared to steel. Against this background, an intelligent combination of the different materials in hybrid lightweight components makes sense from an economic and environmental point of view (Schönemann et al. 2016). component weight reduction potential (including change of component geometry) 100%
75%
Steel Steel lightweight design
-10%
GFRP (glass fiber reinforced plastics) Aluminum Magnesium
-15%
CFRP* (quasi-isotropic) CFRP* (unidirect.)
-20% -40%
-20% -60%
*CFRP: carbon fiber reinforced plastics
established
50%
emerging
25%
Fig. 2.4 Weight saving potentials through material substitution while maintaining mechanical properties; adapted from Friedrich (2013)
2.1 Manufacturing of Automotive Components
17
Furthermore, the combination of different materials also enables the design strategy of functionalization or functional integration (e.g. molding of ribs onto metallic components or integrating metallic inserts in FRP structures) (Dröder et al. 2014). The manufacturing of hybrid lightweight components is based on forming, molding and joining processes which are combined in a single manufacturing operation cycle. This approach enables a high-volume manufacturing of these hybrid components which is mandatory for their integration into high-volume cars. The required short process times are achieved by employing thermoplastics (instead of thermosetting plastics as in e.g. aerospace industry) as matrix material in the FRP parts. This makes the further development of existing material-specific processes and process chains necessary. The principal process chains in the production of hybrid components can be structured as follows (Dröder et al. 2014): • Fibers can be transformed by textile processes into two- and three-dimensional semi-finished textile products. These semi-finished textiles can either be combined with plastics to FRP semi-finished products (e.g. organic sheets, tapes) or be used directly in the final component manufacturing operations (e.g. RTM process). • Metal parts can either be combined with plastics to form metal-plastic-composites (MPC, e.g. sandwich sheets) or be used directly in the final component manufacturing operations (e.g. metallic inserts in injection molding process). Typical hybrid component manufacturing processes which are most relevant for high-volume car manufacturing are briefly described in the following. The potential integration of the single manufacturing technologies into process chains is depicted in Fig. 2.5.
Semi-Finished Product Manufacturing
Component Manufacturing injection molding injection molding machine
multi-axial multi-ply fabrics mfg.* multi-axial fabrics machine
organosheet mfg.
RTM process injection hydraulic unit press HP-RTM process
woven fabric mfg. picker arm weaving loom
tape mfg.
nonwoven fabric mfg.
no relevant further processing steps
compression molding hydraulic extruder press
profile mfg. pultrusion machine
hydr. deep-drawing press
carding
bonding
*mfg.: manufacturing
calender
thermoforming
Fig. 2.5 Hybrid lightweight component manufacturing processes, machines and process chains
18
2 Planning of Automotive Component Manufacturing Systems
• Multi-axial multi-ply fabrics manufacturing: Multi-ply fabrics are non-woven fabrics, the fibers of which are positioned endlessly and parallel next to one another and fixed in their position by one or more yarn systems. Multi-ply fabrics can consist of one or more layers with different orientations (multi-axial) (EN 134731 2001). For their manufacturing, multiple fiber rovings are unwound from a spool rack, deflected by rollers, parallelized and distributed evenly over the entire production width of the multi-axial fabrics machine by a weft placer. In case of multi-axial multi-ply fabrics, one weft placer is required for each ply. The plys are then needled and wrapped up (Witten 2014, p. 228). • Woven fabric manufacturing: Woven fabrics are textiles which are characterized by two or more threads which are interlaced at right angles to one another (DIN 61100-1 1976). They are manufactured on looms in a weaving process, where a weft is drawn through the lengthwise warp yarns (Witten 2014, p. 222ff). • Nonwoven fabric manufacturing: Four main processes with a number of variants can be distinguished for the manufacturing of nonwoven fabrics (Fuchs and Albrecht 2012, p. 121). For automotive applications, carding of long glass or (recycled) carbon fibers is the most important process (Fuchs and Albrecht 2012, p. 136) and can be divided into the processing stages of fiber preparation, nonwoven formation (carding), nonwoven bonding (needling, thermofixing) and provision (cutting, wrapping) (Trützschler 2016, p. 6). • Organosheet manufacturing: Organosheets are fiber semi-finished parts which are completely impregnated and consolidated with a thermoplastic matrix. The impregnation and consolidation can be carried out in static, semi-continuous and continuous processes depending on the required output rate. For automotive largevolume production, a continuous production of organosheets is generally realized on calenders (Cherif 2011, p. 395; Neitzel et al. 2014, p. 172ff) • Tape manufacturing: Similar to organosheets, tapes are semi-finished prepregs with a consolidated thermoplastic matrix and continuous filaments. They can be heated and applied as local reinforcements on components. Besides the dispersion impregnation process, tapes are also produced in calenders where they are cut to the desired width if required (Kermer-Meyer 2015, p. 10ff) • Profile manufacturing: In a pultrusion process, profiles with endless reinforcement fibers can be manufactured in high quantities. The profile cross sections stay generally constant but may feature complex geometric forms. In a continuous process, the fibers are unwound from a spool rack, impregnated with a thermoplastic or thermosetting matrix and then consolidated in a forming tool. For consolidation, the forming tool has to be cooled down for thermoplastic matrices and heated for thermosetting matrices (Neitzel et al. 2014, p. 317ff; Bonnet 2014, p. 201) • RTM and HP-RTM process: In a resin transfer molding process (RTM), dry reinforcing structure of fiber material is deposited into a tool cavity and impregnated with low-viscosity matrices by the creation of a pressure gradient in the form (Kissinger 2001, p 3f.). The RTM process works with an injection pressure of 1–20 bar, has a cycle time of 5–30 min and processes thermosetting plastics (Neitzel et al. 2014, p. 369f.; Louis 2004, p. 9). Its variant, the high-pressure RTM
2.1 Manufacturing of Automotive Components
19
process operates at 100–200 bar and enables also the processing of thermoplastics with injection times of a few seconds (Domininghaus 2011, p. 699f.; Bitterlich 2014, p. 80ff.; Haspel 2015, p. 13ff). • Injection molding process: Components with complex geometry can be manufactured in large quantities using the injection molding process. These components can be reinforced with short or long fibers. The matrix material or the matrix fiber compound are molten and extruded by a screw and injected into a mold for consolidation. Thermoplastic materials (mold is cooled down) as well as thermosetting materials (mold is heated, hot workpiece is demolded) can be processed (Hopmann and Michaeli 2016, p. 144ff). The workpiece geometry, especially its thickness, has a significant influence on the plasticizing time and thus on the achievable process time (Baur et al. 2013, p. 247). • Thermoforming process: This is a process for the forming of semi-finished FRP products such as organic sheets which have to be heated in an upstream process. The component geometry is then defined by draping the sheet while inserting it into the molding tool. During the following forming process, the workpiece material delivers its heat to the molding tool and hardens. The material must not flow during the process in order to preserve the fiber structure so that hydraulic presses with defined closing speeds are used. Process times below 1 min can be achieved (Neitzel et al. 2014, p. 265ff, 393ff; Siebenpfeiffer 2014, p. 70) Hybrid sandwich structures of FRP and metal sheets can be manufactured in a one-step process (joint sheet forming) or in a two-step process (sheet forming of metal with subsequent joining of heated FRP sheet (Ickert 2014, p. 28ff; Ermanni 2010, p. 22). • Compression molding process: Thermoplastic granulate and carbon or glass fibers with a length of 4.5–50 mm are compounded in an extruder and directly injected into the molding tool within a parallelism-controlled press. Additionally, metallic inserts can be placed in the molding tool (Brast et al. 2001, p. 24ff). The indirect process uses semi-finished parts such as pre-impregnated fiber mats which are heated in the mold tool to enable the flow of the material (Mathes and Witten 2014, p. 429ff; Neitzel et al. 2014, p. 365ff)
2.2 Production System Planning This subchapter provides a brief overview of planning procedures for production systems and evaluates the current state for integrating environmental decision criteria in the planning process. Also, established planning methods and tools are briefly presented and discussed with regard to their applicability towards the planning of eco-efficient production systems.
20
2 Planning of Automotive Component Manufacturing Systems
2.2.1 Planning Procedures A large body of research as well as standards and guidelines are available for the planning of production systems. Many of them focus on the planning of complete factories. An overview of these works is provided by Lösch (2013) and in Müller (2015). The overviews comprise the approaches of Rockstroh (1970), Kettner et al. (1984), REFA (1985), Aggteleky (1987), Schmigalla (1995), Felix (1998), Wiendahl (1996), Wiendahl et al. (2009), Grundig and Hartrampf (2006), Grundig (2009), VDI 5200 (2009) which shall not be discussed here in detail. In summary, it can be stated that all of these approaches cover at least the first three of the defined factory planning phases of preparation, structure planning, detailed planning, execution planning and execution, whereas only the newer ones cover all five phases. The phases as defined in the VDI 5200 are depicted in Fig. 2.6. They principally apply to all four factory levels which are defined by the VDI 5200 as follows: • • • •
1st level—plant 2nd level—building (~factory level as defined in Fig. 2.3) 3rd level—segment (~process chain level as defined in Fig. 2.3) 4th level—work center (~machine level as defined in Fig. 2.3)
Several cases for the planning of factories can be distinguished (VDI 5200 2009; Grundig 2009; Müller 2015): • Greenfield planning: development of a factory or building or production equipment from scratch on a new site • Brownfield planning: for re-engineering or expansion; buildings, production areas or production equipment are relocated or re-planned. • Destruction: factory is demolished for re-use of the site. • Revitalization: abandoned site (greyfield) is made accessible for production. The presented planning procedures all have in common that they comprise various planning stages from rough to detailed or from early-stage to late-stage. With regard to the focus of this work, three sequential planning process stages and the operations phase are defined and used in the following:
Fig. 2.6 Phase model of the factory planning process; adapted from (VDI 5200 2009)
2.2 Production System Planning
21
• Concept Planning: At this stage, the principal decisions regarding the technology or technology chain to be employed are made. If the use of new or emerging technologies is considered, this planning stage is characterized by a lack of or at least very limited process and production machinery data. • Rough Planning: During this phase, the principal process chain is designed. This includes the definition of process steps and their allocation to single production machines. Also, a first production line balancing is conducted here in order to evaluate the number of required machines to ensure the demanded production system output. • Detailed Planning: Two single aspects can be distinguished in the detailed planning stage. First, the single machines and their components need to be dimensioned and specified regarding their capabilities. Second, the complete manufacturing system including the technical building services needs to be designed at which the single production system elements have to be matched up. At this point, also the dynamic behavior of e.g. the material flow system and the demand and provision of energy and media is analyzed and the single production system elements are designed with a focus on the best system performance. The detailed planning stage ends with the procurement and putting into service of the production equipment. • Operations: At this point, the production system is built up and running. This is the phase where optimization measures or changes to the system are evaluated and conducted. Of course, although these planning process stages build on each other in time, they do not have to be conducted strictly sequentially. Instead, depending on the planning tasks, only the relevant steps need to be performed. An iterative procedure is also possible; e.g. if the pre-selection of manufacturing technologies during the concept planning turns out to be an unfavorable selection during the rough or detailed planning.
2.2.2 Integration of Environmental Criteria into the Planning Process for Eco-efficient Production Systems The term “eco-efficiency” has its origins in the sustainable development and is used in this work in the context of the design of eco-efficient process chains. Consequently, the understanding of the term in this work is defined in the following based on the related works and definition in scientific literature (Meadows et al. 1972) with their report “The limits to Growth” laid the basis for the political discussions regarding sustainability. In 1987, the so-called Brundtland report defined the term “sustainable development” as a “development that meets the needs of the present without compromising the ability of future generations to meet their own needs” (Brundtland Commission 1987). This laid the foundation for sustainable development to be
22
2 Planning of Automotive Component Manufacturing Systems
widely considered as a goal (Schaltegger and Sturm 1989) introduced the first “ecoefficiency” approach as a means to sustainable development by producing more value for goods and services while creating less waste and pollution. However, the term “eco-efficiency” was coined later with the “Changing Course” report by Schmidheiny (1992), that was a contribution to the United Nations Conference on Environment and Development. One result of the summit was the “Agenda 21” containing suggestions for national policies and strategies to encourage changes in unsustainable demand patterns. With this agenda, politics and business defined “efficiency” and “sufficiency” as strategies for sustainable development with the goal to separate industrial growth from environmental impact (UN 1992). While these two strategies only focus on improving the existing system, a third “consistency” strategy was introduced which focuses on the reconcilability of economy and environment (Herrmann 2010). This consistency strategy is also named as eco-effectiveness (Liedtke et al. 2013) and indicates the degree of absolute environmental compatibility of a business activity (Schaltegger 1999). A comprehensive overview of the various definitions for “eco-efficiency” is provided in Winter (2016). With regard to the production perspective, Winter states that the term eco-efficiency can be defined as lowering the environmental impact per created value. Hence, it can be concluded that the term “eco-efficiency” comprises environmental aspects such as resource use as well as waste and emissions, financial aspects such as production costs. Moreover, and closely related with these aspects, the productivity aspect is of importance which sets the absolute output and output rate in relation to the input such as material, energy, media and consumables, as well as operating costs for and investments in production equipment. Against this background, the “planning of eco-efficient production system” is defined in this work as: A planning process in which • the use of resources such as material, consumables, media and energy for the manufacturing of products, • the investments and operating costs for the production system, and • the output rate (cycle time, lead time) of the production system • are assessed and evaluated in an integrated manner and can hence be balanced with each other. Consequently, it is crucial to integrate environmental decision criteria into the planning process of production systems. Figure 2.7 shows the planning phases as defined in Sect. 2.2.1 together with typical environment-related planning tasks and methods. At the top of the picture the data availability and the design persuasibility are qualitatively illustrated over the respective planning phases. Early planning phases are generally characterized by limited data availability which can be a barrier towards making use of the high degree of persuasibility during these early phases. For late planning phases this effect works vice versa because most decisions have been made and further change requests result in extra costs. The middle part of the picture shows the three production system levels as defined in Fig. 2.3 and the most relevant planning tasks from the perspective of this work. The tasks are allocated to the respective planning phases and factory levels. At the bottom of the picture, selected established
23
Data availability
Design persuasibility
2.2 Production System Planning
Planning Phase
Concept
Factory Level Process Chain Level
Early-stage evaluation of manufacturing Machine technologies Level Sel. methods & tools
Rough
Value stream design (VSD)
Detailed
Energy value stream
Investment planning
Operations
Energy management
Environmental impact assessm.
Machine type / Machine dimenprocess sioning selection Simulation TCO/LCC EnMS
LCA
Acronyms: TCO/LCC – Total cost of ownership / Life cycle costing | EnMS – Energy management system | LCA – Life cycle assessment
Fig. 2.7 Production system planning: phases, tasks and methods
methods and tools to support or carry out the tasks are depicted. A selection of these methods and tools is presented in more detail in Sect. 2.2.3. Environmental targets are influenced during the planning process by various decisions; especially investment decisions. In particular, the target of energy efficiency has recently moved more into focus. Their integration into the planning process should therefore be described here as a proxy for other environmental targets. In order to promote energy efficiency in a targeted manner, it has to be integrated into the decision-making world as a new target, along with classic parameters such as quality rates and cycle times. For this purpose, energy efficiency measures should be comparable to alternative projects with regard to their economic viability, or investment decisions should be made taking energy costs into account (Schmid 2004; Herrmann et al. 2010; Elliot et al. 1997; Spiering 2014). Due to a lack of suitable methods, there is still a need for action on the points mentioned in manufacturing companies. The lack of these methods means that no systematic approach is possible and activities to increase energy efficiency are rather impulsive and occur at random. The degree of implementation of energy efficiency measures is therefore rather low, even with economic alternatives. The phenomenon that even sensible energy efficiency measures are often not implemented is described by the so-called “energy efficiency gap”. It is defined as the potential for greater energy efficiency, which is not used due to market failures and other barriers (Dietmair et al. 2008; Schmid 2004; Elliot et al. 1997; Porter and van der Linde 1995; Heinzler et al. 2012; Spiering 2014) A comprehensive overview of these barriers is provided in the work of Spiering (2014) so that only the major barriers with regard to production system planning shall be summarized here in short:
24
2 Planning of Automotive Component Manufacturing Systems
• Information deficit: lacking overview of potential measures, lack of knowledge about consumption structure and improvement potentials • Split incentives: investor of energy efficiency measure is not or not the only profiteer; purchase and manufacturing department have different interests and targets • Organizational barriers: lack of experts and expert knowledge; focus on optimization of existing equipment instead of goal-oriented planning energy efficient equipment in the first place • Insufficient assessment of economic potential: investment evaluation via amortization calculation (often with high discounting) despite long-term effectiveness of measures
2.2.3 Established Methods and Tools for the Planning of Eco-efficient Production Systems In this section, selected fundamentals about production system planning methods and tools are presented. Their subsumption in the planning phases and production system levels is depicted in Fig. 2.7 in the preceding section.
2.2.3.1
Digital Factory
The Digital Factory needs to be mentioned first as an overarching planning environment across the different planning phases and levels: A large number of commercially available and custom-built software tools is employed to support the planning, realization and improvement of manufacturing systems or factories as well as their related processes and products. This set of methods and tools also comprises employees, software and workflows which are required for the realization of the virtual and realworld production. All of which is summarized under the term Digital Factory (VDI 4499 2008; Bullinger et al. 2009; Westkämper et al. 2013). It is the main purpose of the Digital Factory to predict, visualize and simulate the production of future products. As such, the Digital Factory is employed as a link between product development and production management (Bracht et al. 2011; Westkämper et al. 2013; Schönemann 2017). The Digital Factory also addresses the improvement of the communication and collaboration of stakeholders during the planning process as it can ensure redundancy-free planning data sets and provides consistent knowledge bases (Landherr et al. 2013). Consequently, it is the vision of the Digital Factory to establish standardized tools and models which can be re-used within different planning tasks such as the planning of factory buildings and TBS equipment, production area layout, production processes, logistics and material flow, manufacturing- and logistic-oriented product development and machine configuration. However, there is
2.2 Production System Planning
25
no established or standardized framework and structure for the methods and tools employed in the digital factory (Bracht et al. 2011; Schönemann 2017).
2.2.3.2
Simulation
An important part of the Digital Factory and also the planning of production systems is the modeling and simulation of the product manufacturing and the factory as a system. Simulation is a method employed by various disciplines for manifold planning tasks in industry. With a simulation it is possible to emulate a real-world or fictive system and its behavior and structure over time by using a model. Hence, improvement potentials for the simulated system can be derived and evaluated with virtual experiments (Banks et al. 2010; VDI 3633 2014). It can be differentiated between simulation models which feature stochastic effects and those which are of deterministic nature. Moreover, a distinction can be made between static models and dynamic models; the latter depicting the system behavior over time. Simulation models can also be classified as discrete or continuous models with hybrid combinations of both types also being possible. Accordingly, four main simulation paradigms can be distinguished (see Fig. 2.8). These are Discrete Event (DE), Agent Based (AB), System Dynamics (SD), Dynamic Systems (DS) which differ in their addressed level of abstraction and their predominantly discrete or continuous behavior (Banks et al. 2010; Borshchev and Filippov 2004; Law 2000). A comprehensive review of commercially available software tools and also software prototypes for an energy- or resource-oriented simulation of production systems can be found in Garwood et al. (2018). In the following, the findings for the state-of-the-art solutions are summarized.
Fig. 2.8 Classification of simulation paradigms; adapted from (Borshchev and Filippov 2004)
26
2 Planning of Automotive Component Manufacturing Systems
Arena,1 DELMIA,2 FlexSim,3 Plant Simulation,4 Simio LLC,5 Simul8,6 and WITNESS7 are commercially available discrete event simulation (DES) software tools which have applications within the manufacturing industry. They enable manufacturers to simulate their production systems to pursue the goals of waste reduction, productivity increase, material flow optimization, resource utilization and logistics. Hence, these tools offer significant benefits by enabling process optimization, lean manufacturing, machine optimization and bottleneck identification via simulation. The focus of the software in general can be summarized as improving throughput and decision support regarding productivity. These software tools, however, are limited in that they are unable to directly model energy usage of equipment in a manufacturing line. Instead, only a very aggregated view on energy consumption is implemented with state-based static energy demand values for machines in Plant Simulation (Garwood et al. 2018). Further simulation tools are available which enable a better integration of energy considerations in production system simulations. AnyLogic8 is a commercially available simulation software in which DES (e.g. for manufacturing line), System Dynamics (e.g. for thermal building model) and agent based (e.g. for products, machines, workers) modeling can be combined in order to set up a holistic simulation environment. TRNSYS,9 also commercially available, is a simulation tool for transient environments such as time-based simulations and has traditional applications in simulating energy use in thermal and electrical systems. It can well be used for the simulation of the factory building-internal thermal environment but the manufacturing process itself can only be depicted very simplified as a thermal zone (Hesselbach et al. 2008). MATLAB and Simulink10 by Mathworks are generic but powerful 1 Arena.
Arena Simulation; https://www.arenasimulation.com/industrysolutions/manufacturingsimulation-software [Accessed 11 November 2018]. 2 Dassult Systems. DELMIA; https://www.3ds.com/products-services/delmia/ [Accessed 11 November 2018]. 3 FlexSim Software Products Inc., FlexSim Simulation Software; https://www.flexsim.com/ [Accessed 11 November 2018]. 4 Siemens PLM Software. Plant simulation; https://www.plm.automation.siemens.com/en_gb/ products/tecnomatix/manufacturing-simulation/materialflow/plant-simulation.shtml [Accessed 11 November 2018]. 5 Simio LLC Simio; https://www.simio.com/applications/manufacturingsimulation-software/ [Accessed 11 November 2018]. 6 SIMUL8 Corporation. SIMUL8; https://www.simul8.com/manufacturing/ [Accessed 11 November 2018]. 7 Lanner. WITNESS—system simulation modeling; https://www.lanner.com/technology/witnesssimulation-software.html. [Accessed 11 November 2018]. 8 AnyLogic. AnyLogic Simulation Software; n.d. https://www.anylogic.com/areas/manufacturing [Accessed 11 November 2018]. 9 Thermal Energy System Specialists LLC. TRNSYS: transient system simulation tool; https://www. trnsys.com/ [Accessed 11 November 2018]. 10 Mathworks. Simulink—simulation and model-based design; https://uk.mathworks.com/products/ simulink/index.html?S_tid=gn_loc_drop&Mathworks. MATLAB; https://uk.mathworks.com/pro ducts/matlab/ [Accessed 11 November 2018].
2.2 Production System Planning
27
simulation tools which are not specifically focused on energy modeling in production. Nevertheless, Simulink is capable of both time-based simulations and DES which principally allows the linkage of factory thermal zones with manufacturing processes. In summary, the standard DES tools for process simulations are very limited in their functionalities regarding energy flow modeling. AnyLogic, TRNSYS and Matlab/Simulink principally enable a holistic simulation but have not yet found their way into industrial manufacturing planning processes on a broad and standardized basis.
2.2.3.3
Early-Stage Evaluation of Manufacturing Technologies
It is the goal of manufacturing companies to enhance their manufacturing systems by implementing new manufacturing technologies in order to enable the manufacturing of new products (e.g. hybrid lightweight components) which require new technologies (e.g. integrated processing of different materials) and to enhance the ecoefficiency of their processes (e.g. shorter cycle times and reduced energy demand by process integration). A summary of the relevant method fields and intersect methods towards sustainable technology paths (see Fig. 2.9) is provided in Gausemeier (2014): Technology scenarios are used within the technology management to evaluate the technology potential and to determine which technologies can be implemented in market services. The technology consequence assessment deals with the societal impact of technology and technological developments on social, environmental and economic issues. Sustainable product design or EcoDesign are approaches for the development of products which are ecologically and economically sustainable over their life cycle. Within the context of this work it is the goal to identify and adapt methods and tools from the state of research or to develop new ones for an early-stage assessment of manufacturing technologies as a key enabler for sustainable technology paths. Existing approaches are reviewed in Sect. 3.4.2.
Product development Sustainable product design
Technology scenarios Sustainable technology paths
Futurology
Technology consequence assessm.
Sustainability assessment
Fig. 2.9 Overview of the method fields and intersect methods towards sustainable technology paths; adapted from Gausemeier (2014)
28
2.2.3.4
2 Planning of Automotive Component Manufacturing Systems
Value Stream Design and Energy Value Stream
As outlined in Sect. 2.1.1, a factory incorporates one or more process chains. From a product perspective, these process chains can also be named value streams, meaning that added value is created during the single process steps. The general aim of the value stream method is the design of a value stream optimized factory. To achieve this goal, the value stream design method provides a defined and ordered set of design guidelines to be applied during the production system planning. In value stream design, the customer clock defines the target for capacity dimensioning of the production resources. In general, the cycle times should be as equal as possible and never exceed the customer cycle. Consequently, the cycle times of the single processes have to be aligned with each other and have to be dimensioned correctly in terms of the customer cycle by eliminating both bottlenecks and overcapacities (Rother and Shook 2003; Erlach 2009a). The resource requirement in a segment is specified for each production process by the number of resources used in parallel—and must therefore be an integer. If the processing time is greater than the customer clock, at least one additional resource is required for the corresponding production process so that the cycle time, as the quotient of the processing time and the number of resources, falls below the value of the processing time. If the customer clock is used to design the available capacity according to the customer’s needs, the minimum number of required resources results from the division of processing time and customer cycle. The result should be rounded up as there are no divisible resources. This relationship applies under ideal technical conditions because setup processes, maintenance times and disruptions as well as quality problems usually reduce the available capacity of a resource (Rother and Shook 2003; Erlach 2009a). In the case of series production, production processes should as far as possible be combined in an integrated production process or in a continuous flow production. An example for the actual technological integration is a combination of several machining processes, such as the three cutting processes drilling, milling and, to a lesser extent, turning in an automated, multi-axis machining center. Thus, a sequence of turning, milling in two fixtures and drilling, over several machine tools are replaced by a complete machining on a single machine. Process integration in flow production requires clock synchronization between the integrated process steps. While isolated production processes with overtime or by stroking or adding individual layers in their capacity can be easily adapted to customer requirements, all processes must work in the same cycle in flow production, if not expensive waiting times of the resources are to be accepted. For this leveling process, single processing steps can—as far as it is technologically feasible—be allocated to the resources (Rother and Shook 2003; Erlach 2009a). The original value stream method has been extended by including an energy perspective in order to minimize the energy demand in production (Erlach 2009b). Further extensions of the (energy) value stream method from the state of research are summarized in Sect. 3.3.4.
2.2 Production System Planning
2.2.3.5
29
Machine Dimensioning
The dimensioning of production machines is a crucial planning task as, on the one hand, the functioning of the machine in regards of production output needs to be ensured which might include over-dimensioning of components due to security considerations. On the other hand, this over-dimensioning has negative impacts on the required investments and the future energy demand of the machine. With regard to eco-efficient manufacturing, the goal of energy efficiency should be included in the planning of production machines. A variety of general planning guidelines such as the VDI-Standard 2221: “Systematic approach to the development and design of technical systems and products” (VDI 2221 1993) or the VDI-Standard 2206: “Design methodology for mechatronic systems” (VDI 2206 2004) are available. However, they only provide procedural planning frameworks and no concrete planning support for specific production machines.
2.2.3.6
Investment Planning for Manufacturing Equipment
Costs to be considered during manufacturing equipment planning include, in addition to the one-off acquisition costs, all subsequent costs arising during the life cycle of a product or production technology. For some technologies, the follow-up costs exceed the acquisition costs after just a few years; e.g. the follow-up costs of machine tools account for 60–80% of the total costs (Eikötter 2011; Bockskopf et al. 2009). In scientific literature, the terms “Life Cycle Costing (LCC)” and “Total Cost of Ownership (TCO)” are often used synonymously. Kiel defines LCC as a method for the determination and optimization of the life cycle costs of a product or equipment including the time spans before (development, production, acquisition), during (operating costs, maintenance) and after (disposal, sales revenue of old equipment) usage whereas the TCO approach only considers the costs of the operator, i.e. during usage. For this reason, machine operators and equipment planners mainly apply the TCO method because a cost reduction during the use phase is in focus (Kiel 2007). Various standards exist to evaluate life cycle costs. The basic standard DIN EN Application Guideline 60300 3-3 provides a comprehensive source for users and manufacturers of products for the determination of LCC (DIN EN 60300 2005). The VDI guideline 2884 aims at providing a method for conducting a LCC evaluation in order to optimize the total costs and revenues of a system and of the linked activities and processes related to their life cycles (VDI 2884 2005). The VDMA sheet 34160 addresses machine manufacturers and operators and provides a uniform and machine engineering-specific calculation aid for forecasting the life cycle costs of manufacturing technologies (VDMA 34160 2006). The American standard SAEARP 4293 is geared to the aircraft and automotive industry and describes methods for identifying cost drivers, budgeting, planning, project selection and investment assessment (SAE-ARP 1992). Within this work, the term TCO will be used referring to the evaluation of investments and operating costs of manufacturing equipment. A particular focus is on
30
2 Planning of Automotive Component Manufacturing Systems
machine component dimensioning as an indicator for the investment sum and on the energy and media demand as a relevant share of the operating costs.
2.2.3.7
Energy Management in Factories
Energy management systems (EnMS), which have been implemented in manufacturing companies according to the international standard DIN EN ISO 50001, have the goal to document and to drive forward the improvement of the energy efficiency. A PDCA cycle (Plan-Do-Check-Act) is to be performed in order to ensure a continuous improvement. The implementation of a certified EnMS comes with financial incentives for energy-intensive businesses (BAFA 2014). Beyond purely financial incentives, the introduction of an EnMS is a promising approach to increase the transparency of consumption and to enable a clear allocation of responsibility. Above all, lack of transparency and no explicit responsibilities for energy efficiency measures are often obstacles to the introduction of these measures [Hirz11] (Döbbeler 2016).
2.2.3.8
LCA-Oriented Production System Planning
Life Cycle Assessment (LCA) according to ISO 14040 is a method that has been developed to better comprehend and reduce possible environmental impacts associated with products. LCA considers these impacts throughout a product’s life from raw material acquisition through production, use and disposal by • compiling an inventory of relevant inputs and outputs of a product system, • evaluating the potential environmental impacts associated with those inputs and outputs, and • interpreting the results of the inventory analysis and impact assessment phases in relation to the objectives of the study. For conducting a full LCA, life cycle inventory data of the involved manufacturing processes is mandatory to quantify the related inputs and outputs such as resources and energy. Such data is made available for LCA studies by gathering measurement data of processes which is then generalized and stored in life cycle inventory databases. This proceeding has two major disadvantages: Firstly, manufacturing process data is only available in a generalized form without the possibility of detailed parameterization. Secondly, data is only available for processes that have already been analyzed which is rarely true for innovative, emerging manufacturing processes. Against this background, a body of research addresses LCA of manufacturing technologies which is briefly described in Sect. 3.3.2.
2.2 Production System Planning
31
A software solution to consider energy and resource efficiency in manufacturing is the free software Ecoinvent,11 which provides access to the world’s largest transparent life cycle inventory database. It can hence be used to conduct a Life Cycle Assessment (LCA) on manufacturing systems. The software Umberto12 integrates the Ecoinvent database and functionalities for energy and material flow modeling. The CES Selector13 is another database solution which contains and makes available in portfolios the eco property data for thousands of materials and the respective manufacturing technologies. Consequently, the CES Selector has potential applications in early-stage product concept decisions. However, all three solutions have a high level of aggregation and do not feature the necessary degree of manufacturing process details.
2.3 Preliminary Findings In automotive manufacturing, a clear trend towards individualized products and high variant counts can be observed (Koren 2010). Against this background, both the line structure and the net structure are principally suitable for the large-scale manufacturing of automotive components. Especially the series production, the flow production and the group principle in forms of production islands are therefore of importance to this work. Consequently, the methods and tools to be developed have to consider these production structure options. With regard to the employed manufacturing technologies it can be stated that there is a trend from classic well-researched manufacturing technologies towards the manufacturing of innovative components with new manufacturing technologies, which are often still in the prototype status. Against this background it is important that the methods to be developed within this work can deal with both of these two groups and offer possibilities to evaluate the emerging technologies from an early point during the concept phase until their (first) implementation. For the established planning procedures as outlined in Sect. 2.2.1 it can be stated that all approaches provide clear frameworks for the organization of the manufacturing system planning process. The main factory elements such as buildings, production machinery, technical building services and logistics are covered. However, none of them addresses the level of detail which is aimed for in this work to enable the detailed dimensioning of machines. The value stream design method is a wellestablished solution that can be applied during the rough planning phase but requires reliable forecast data regarding processing times.
11 Ecoinvent.
ecoinvent; https://www.ecoinvent.org/ [Accessed 11 November 2018].
12 ifu Hamburg. Material flow analysis & Life Cycle Assessment with the software Umberto; https://
www.ifu.com/en/umberto/ [Accessed 11 November 2018]. 13 Granta. CES Selector; https://www.grantadesign.com/products/ces/eco.htm [Accessed 11 November 2018].
32
2 Planning of Automotive Component Manufacturing Systems
Environmental decision criteria do not yet play a major role in the established production system planning process frameworks. Often, environmental criteria cannot be sufficiently quantified to create reliable statements regarding the economic viability during investment decisions. Consequently, there is a demand for methods and tools which support the planners and decision makers in integrating environmental criteria into the planning process. This includes especially the making-available of reliable energy and media consumption data. For the simulative assessment of planning scenarios, a number of software tools is available. However, the common DES standard tools for process chain simulations do not feature sufficient energy and resource modeling functionalities while those tools which principally enable a holistic simulation perspective or are too generic in nature to be applied as standard solutions yet. The eco-database solutions only provide very aggregated data. Their application is therefore rather at supporting or evaluating principal product design decisions where the underlying production system contributes to the product carbon footprint.
References Aggteleky B (1987) Fabrikplanung: Werksentwicklung und Betriebsrationalisierung. 1. Grundlagen-Zielplanung-Vorarbeiten, unternehmerische und systemtechnische Aspekte, Marketing und Fabrikplanung. Hanser, München BAFA Bundesamt für Wirtschaft und Ausfuhrkontrolle (2014) Merkblatt für stromkostenintensive Unternehmen zu den gesetzlichen Regelungen nach §§63 ff. Erneuerbare-EnergienGesetz 2014 einschließlich der Regelungen zur Zertifizierung des Energieverbrauchs und der Energieverbrauchsminderungspotenziale. Eschborn. Banks J, Carson JS, Nelson BL, Nicol DM (2010) Discrete-event System Simulation. PrenticeHall international series in industrial and systems engineering. Pearson, 5th edn. ISBN 9780136062127 Baur E, Osswald TA, Rudolaph N (eds) (2013) Saechtling Kunststoff Taschenbuch (31st edn). Carl-Hanser, München. ISBN: 978-3-446-43442-4 Becker T (2013) Energie- und Ressourceneffizienz in der Zylinderkopffertigung. Dissertation. AutoUni - Schriftenreihe, Band 56. Logos Verlag, Berlin Bitterlich M (2014) Thermoplastic Resin transfer molding (T-RTM): tailored to reactive polyamide 6. Kunststoffe Int 3:80–84 Bockskopf V, Brucksch-Richter M (2009) Energie- und Kosteneffizienz. Eine Frage des Lebenszyklus. Technik+Einkauf 9(3):10–11. Bonnet M (2014) Kunststofftechnik. Grundlagen, Verarbeitung, Werkstoffauswahl und Fallbeispiele. Springer Vieweg, Wiesbaden; 2014. ISBN 978-3-658-03139-8 Borshchev A, Filippov A (2004) From system dynamics and discrete event to practical agent based modeling: reasons, techniques, tools. In Proceedings of the 22nd international conference of the system dynamics society (vol 22). System Dynamics Society Oxford Bracht U, Geckler D, Wenzel S (2011) Digitale Fabrik. Springer, Berlin. ISBN 978-3-540-89038-6. https://doi.org/10.1007/978-3-540-88973-1 Braess HH, Seifert U (ed) (2013) Vieweg Handbuch Kraftfahrzeugtechnik (Vieweg Handbook for Automotive Technology). Vieweg+Teubner Verlag Brast K (2001) Verarbeitung von langfaserverstärkten Thermoplasten im direkten Plastifizier/Pressverfahren (Doctoral dissertation, Bibliothek der RWTH Aachen) Brundtland Commission (1987) Our common future. Oxford University Press, Oxford
References
33
Bullinger H-J (1994) Einführung in das Technologiemanagement: Modelle, Methoden, Praxisbeispiele. Teubner, Stuttgart. ISBN 978-3-322-84859-8 Bullinger H-J, Spath D, Warnecke H-J, Westkämper E (eds) (2009) Handbuch Unternehmensorganisation – Strategien, Planung, Umsetzung. Number 1. Springer, 3rd modified edition. ISBN 9783540721369. https://doi.org/10.1007/978-3-540-87595-6 Cherif C (ed) (2011) Textile Werkstoffe für den Leichtbau. Techniken – Verfahren – Materialien – Eigenschaften. Springer, Berlin Conrad K-J (2002) Taschenbuch der Werkzeugmaschinen. Carl Hanser Verlag, München Dietmair A, Verl A, Wosnik M (2008) Zustandsbasierte Energieverbrauchsprofile–Eine Methode zur effizienten Erfassung des Energieverbrauchs von Produktionsmaschinen. wt Werkstattstechnik online 98(7, 8), 640–645 DIN EN 60300-3-3. Anwendungsleitfaden 60300-3-3 (2005) Zuverlässigkeitsmanagement. BeuthVerlag, Berlin DIN 61100-1 (1976) Woven fabrics; characteristics Döbbeler B (2016) Entwicklung eines ressourceneffizienzorientierten Entscheidungsmodells zur Auswahl von Technologieketten in der Fertigungstechnik. Dissertation; Apprimus, Aachen Dominghaus H (2011) Kunststoffe: Eigenschaften und Anwendungen, 8th edn. Berlin: Springer Dröder K, Herrmann C, Raatz A, Große T, Schönemann M, Löchte C (2014) Symbiosis of plastics and metals: integrated manufacturing of functional lightweight structures in high-volume production. Kunststoffe im Automobilbau. Mannheim, pp 31–44 Dyckhoff H, Spengler TS (2007) Produktionswirtschaft. Eine Einführung für Wirtschaftsingenieure, 2nd edn. Springer, Berlin Eikötter M (2011) Synchronisation der Produkt-, Technologie- und Fabrikplanung durch integratives Roadmapping. Dissertation; PZH Produktionstechnisches Zentrum GmbH, Garbsen. ISBN 9783-943104-21-9 Elliot RN, Laitner S, Pye M (1997) Considerations in the estimations of costs and benefits of industrial energy efficiency projects. In: American Institute of Chemical Engineers (eds) Proceedings of the 32nd Intersociety energy conversion engineering conference, pp 2143–2147 EN 13473-1 (2001): Reinforcement—Specifications for multi-axial multi-ply fabrics Ermanni P (2010) Grundlegendes über Composite Werkstoffe. Fertigungsprozesse - Verfahren zur Herstellung von Bauteilen aus faserverstärkten Kunststoffen. Swiss Federal Institute of Technology Zürich (Ed.) Erlach K (2009a) Wertstromdesign. VDI-Buch, Springer, Berlin Erlach K (ed) (2009b) Energiewertstrom: der Weg zur energieeffizienten Fabrik. Fraunhofer-Verlag Eversheim W, Schuh G (1999) Gestaltung von Produktionssystemen. Springer, Berlin Fallböhmer M (2000) Generieren alternativer Technologieketten in frühen Phasen der Produktentwicklung. Dissertation. Shaker, Aachen. ISBN 3-8265-7794-9 Felix H (1998) Unternehmens-und Fabrikplanung: Planungsprozesse, Leistungen und Beziehungen. Hanser, München Flemming M, Ziegmann G, Roth S (1996) Faserverbundbauweisen. Halbzeuge und Bauweisen. Springer, Berlin Friedrich HE (ed) (2013) Leichtbau in der Kraftfahrzeugtechnik. Springer Vieweg, Wiesbaden Fuchs H, Albrecht W (2012) Vliesstoffe. Rohstoffe, Herstellung, Anwendung, Eigenschaften, Prüfung; 2. Aufl. Wiley VCH, Weinheim Garwood TL, Hughes BR, Oates MR, O’Connor D, Hughes R (2018) A review of energy simulation tools for the manufacturing sector. Renew Sustain Energy Rev 81:895–911 Gausemeier P (2014) Nachhaltige Technologiepfade für unterschiedliche Entwicklungsniveaus. Dissertation; Fraunhofer Verlag, Berlin. ISBN 978-3-8396-0670-4 Glaser H (1986) Material- und Produktionswirtschaft (Reihe Betriebswirtschaft und Betriebspraxis). VDI-Verlag, Düsseldorf Greschke PI (2016) Matrix Produktion als Konzept einer taktunabhängigen Fließfertigung. Dissertation TU Braunschweig. Vulkan Verlag, Essen
34
2 Planning of Automotive Component Manufacturing Systems
Grundig C-G (2009) Fabrikplanung. Planungssystematik–Methoden–Anwendungen. 3. Aufl. Hanser, München Grundig CG, Hartrampf D (2006) Fabrikplanung. Service-Agentur des HDL Hartberger H (1991) Wissensbasierte Simulation komplexer Produktionssysteme. Springer-Verlag, Berlin Haspel B (2015) Werkstoffanalytische Betrachtung der Eigenschaften von mittels neuartiger RTM-Fertigungsprozesse hergestellten glasfaserverstärkten Polymerverbunden. KIT Scientific Publishing, Karlsruhe Hehenberger P (2011) Werkzeugmaschinen - Eine kompakte Einführung. Springer, Heidelberg Heinzler FA, Weiss P, Wortberg J (2012) Wenn Effizienzpotenziale aus Unwissenheit liegen bleiben. Kunststoffe 102(6):74–78 Herrmann C (2010) Ganzheitliches Life Cycle Management - Nachhaltigkeit und Lebenszyklusorientierung in Unternehmen. Springer, Berlin Herrmann C, Thiede S, Heinemann T (2010) Ganzheitliche Ansätze zur Erhöhung der Energie- und Ressourceneffizienz in der Produktion. In: Dr.-Ing. Robert Ruprecht (ed) Produktion in Deutschland hat Zukunft – Ergebnisse aus dem BMBF-Rahmenkonzept „Forschung für die Produktion von morgen“, p 94–102 Hesselbach J, Herrmann C, Detzer R, Martin L, Thiede S, Lüdemann B (2008) Energy efficiency through optimised coordination of production and technical building services. In: Proceedings of the 15th CIRP international conference life cycle engineering Hopmann C, Michaeli W (2016) Extrusion dies for plastics and rubber: design and engineering computations. Carl Hanser Verlag GmbH Co KG Ickert LH (2014) FVK-Metall-Hybridbauweise für die automobile Großserie. Dissertation, Technische Hochschule Aachen. Kermer-Meyer A (2015) Formhaltige und komplexe Laminatstrukturen in ThermoplastTapelegeverfahren. Apprimus Wissenschaftsverlag Kettner H, Schmidt J, Greim H-R (1984) Leitfaden der systematischen Fabrikplanung. Carl Hanser Verlag, München Kiel E (2007) Engineering und Lebenszykluskosten in der Antriebstechnik. In: Kiel E (ed) Antriebslösungen Mechatronik für Produktion und Logistik. Springer, Berlin Heidelberg, pp 483–524 Kissinger C (2001) Ganzheitliche Betrachtung der Harzinjektionstechnik: Messsystem zur durchgängigen Fertigungskontrolle. IVW, Kaiserslautern Koren Y (2010) The global manufacturing revolution: product-process-business integration and reconfigurable systems. Wiley, Hoboken Krampe H, Lucke H-J, Schenk M (2010) Grundlagen der Logistik – Theorie und Praxis logistischer Systeme, Systemtheoretische Grundlagen. HUSS-Verlag, München, 4. Aufl Landherr M, Neumann M, Volkmann J, Constantinescu C (2013) Digitale Fabrik. In: Westkämper E, Spath D, Constantinescu C, Lentes J (eds) Digitale Produktion. Springer, Berlin, pp 107–131. ISBN 9783642202582 Law AM, Kelton WD, Kelton WD (2000) Simulation modeling and analysis (vol 3). New York: McGraw-Hill Liedtke C, Buhl J, Ameli N (2013) Microfoundations for sustainable growth with eco-intelligent product service-arrangements. Sustainability 5:1141–1160 Lösch F (2013) Wertorientierte Investitionsplanung für Betriebsmittel. Dissertation. ApprimusVerlag, Aachen Louis M (2004) Zur Simulation der Prozesskette von Harzinjektionsverfahren. Institut für Verbundwerkstoffe, Kaiserslautern Luczak H, Eversheim W, Schotten M (1998) Produktionsplanung und -steuerung. Springer, Berlin Mathes V, Witten E (eds) (2014) Handbuch Faserverbundkunststoffe/Composites. Grundlagen, Verarbeitung, Anwendungen, 4th edn. Springer Vieweg, Wiesbaden Meadows DH, Meadows DL, Randers J, Behrens WW III (1972) The limits to growth. Universe Books, New York
References
35
Müller F (2015) Modular Planning Concept for Green Factories. Dissertation. Essen: Vulkan Verlag. ISBN 978-3-8027-8342-5 Neitzel M, Mitschang P, Breuer U (2014) Handbuch Verbundwerkstoffe: Werkstoffe, Verarbeitung, Anwendung, 2nd edn. Hanser, München OHLF—Open Hybrid LabFactory (2019) Forschung. Available online: https://open-hybrid-labfac tory.de/forschung/. Accessed 2019-09-28 Perovic P (2009) Spanende Werkzeugmaschinen - Ausführungsformen und Vergleichstabellen. Springer, Berlin Porter M.E., van der Linde C (1995): Green and competitive. Harvard Bus Rev Profit Green Bus 73(5):120–134 REFA (1985) Methodenlehre der Planung und Steuerung. Hanser, München REFA (1987) Methodenlehre der Betriebsorganisation. Planung und Gestaltung komplexer Produktionssysteme. Carl Hanser Verlag, München Rockstroh W (1970) Technologische Betriebsprojektierung. BED Verlag Technik, Berlin Rother M, Shook J (2003) Learning to see: value stream mapping to add value and eliminate MUDA. Lean Enterprise Institute SAE-ARP 4293 (1992) Life-cycle-cost—techniques and application. SAE International, Milwaukee Schaltegger S (1999) Öko-Effizienz als Element des sozio-ökonomisch vernünftigen Umweltmanagements. Ökologisches Wirtschaften 3:12–14 Schaltegger S, Sturm A (1989) Ökologieinduzierte Entscheidungsprobleme des Managements: Ansatzpunkte zur Ausgestaltung von Instrumenten. WWZ-Discussion Paper No. 8914 Schenk M, Wirth S, Müller E (2004) Fabrikplanung und Fabrikbetrieb – Methoden für die wandlungsfähige und vernetzte Fabrik. Springer-Verlag, Berlin Schmid C. (2004): Energieeffizienz in Unternehmen – Eine handlungstheoretische und wissensbasierte Analyse von Einflussfaktoren und Instrumenten. Dissertation. vdf Hochschulverlag, Zürich Schmidheiny S (1992) Changing course: a global business perspective on development and the environment. MIT Press, Cambridge Schmigalla H (1995) Fabrikplanung: Begriffe und Zusammenhänge. Carl Hanser Verlag, München Schneider H, Buzacott JA, Rücker T (2005) Operative Produktionsplanung und -steuerung: Konzepte und Modelle des Informations- und Materialflusses in komplexen Fertigungssystemen. Oldenbourg Wissenschaftsverlag, München Schönemann M, Schmidt C, Herrmann C, Thiede S (2016) Multi-level modeling and simulation of manufacturing systems for lightweight automotive components. Procedia CIRP 41:1049–1054 Schönemann M (2017) Multiscale simulation approach for battery production systems. Springer International Publishing Schuh G (2007) Komplexitätsmanagement für eine nachhaltige Produktionswirtschaft: PTK 2007— XII. Internationales Produktionstechnisches Kolloquium, pp 17–29 Spiering T (2014) Steigerung der Wirtschaftlichkeit im Kunststoffspritzgießen durch Energieeffizienz. Dissertation. Vulkan, Essen Trautwein T, Henn S, Rother K (2011) Weight spiral—adjusting lever in vehicle engineering. ATZ Worldwide eMagazines Edition; p 113 Trützschler (2016) Nonwovens—getting fibers into shape. https://www.truetzschler-nonwovens. de/fileadmin/user_upload/truetzschler_nonvovens/downloads/broschueren/Nonwovens/Non wovens_EN.pdf UN (United Nations) (ed) (1992) Earth Summit. Agenda 21. The United Nations Programme of Action from Rio. The final text of agreements negotiated by Governments at the United Nations Conference on Environment and Development (UNCED) VDI 2860 (1982) Handhabungsfunktionen, Handhabungseinrichtungen: Begriffe, Definitionen, Symbole (Entwurf 10/1982). VDI-Verlag, Düsseldorf VDI 4499 (2008) Digitale Fabrik – Grundlagen. VDI-Verlag, Düsseldorf VDI 5200 (2009) Fabrikplanung Planungsvorgehen. VDI-Verlag, Düsseldorf VDI 2206 (2004) Entwicklungsmethodik für mechatronische Systeme. VDI-Verlag, Düsseldorf
36
2 Planning of Automotive Component Manufacturing Systems
VDI 2221 (1993) Methodik zum Entwickeln und Konstruieren technischer Systeme und Produkte. VDI-Verlag, Düsseldorf VDI 2884 (2005) Beschaffung, Betrieb und Instandhaltung von Produktionsmitteln unter Anwendung von Life Cycle Costing (LCC). VDI-Verlag, Düsseldorf VDI 3633 (2014) Simulation von Logistik-, Materialfluss- und Produktionssystemen Grundlagen. VDI-Verlag, Düsseldorf VDMA 34160. VDMA Einheitsblatt 34160: Prognosemodell für die Lebenszykluskosten von Maschinen und Anlagen. Beuth-Verlag, Frankfurt am Main Volkswagen AG (2010) Fertigungskonzept der spanenden Zylinderkopffertigung. Volkswagen AG, Salzgitter Weck M (2005) Werkzeugmaschinen - Maschinenarten und Anwendungsbereiche. Springer, Berlin Westkämper E, Decker M (2006) Einführung in die Organisation der Produktion. Springer, SpringerLehrbuch, Berlin Westkämper E, Spath D, Constantinescu C, Lentes J (eds) (2013) Digitale Produktion. Springer, Berlin. ISBN 978-3-642-20258-2. https://doi.org/10.1007/978-3-642-20259-9 Wiendahl H-P (1989) Betriebsorganisation für Ingenieure. Hanser-Verlag, München Wiendahl H-P (1996) Grundlagen der Fabrikplanung. Betriebshütte Produktion Und Management, Teil 2(7):9–1 Wiendahl H-P, Reichardt J, Nyhuis P (2009) Handbuch Fabrikplanung: Konzept. München; Carl Hanser, Gestaltung und Umsetzung wandlungsfähiger Produktionsstätten Winter M (2016) Eco-efficiency of grinding processes and systems. Dissertation. Springer International Publishing Witten E (ed) (2014) Handbuch Faserverbundwerkstoffe/Composites. Grundlagen, Verarbeitung, Anwendungen, 4th edn. Springer Vieweg, Wiesbaden Wunderlich J (2002) Kostensimulation: simulationsbasierte Wirtschaftlichkeitsregelung komplexer Produktionssysteme. Dissertation, Universität Erlangen-Nürnberg
Chapter 3
State of Research
This chapter provides an overview of the state of research in the field of planning of eco-efficient production systems. At first, based on the findings of the preceding chapter, the research scope is defined and the research question is derived. Then, the classification system for literature evaluation is described as well as the derivation of evaluation criteria. In the following, the adjacent fields of research are delimitated before the core research approaches are presented and evaluated in detail. On this basis, the findings and research demand are derived.
3.1 Limitation of Research Scope and Research Question The preceding Sect. 2.3 lays the foundation for the limitation of the research scope of this work. The scope of this work is limited to the planning phases concept planning, rough planning and detailed planning as defined in Sect. 2.2.1. Here, the focus is on an integrated method and tool chain to support the planner during the three phases of the production system planning process with appropriate means. Figure 3.1 shows how the demanded method and tool chain supports the planning situation based on certain input data. An emphasis is on enabling the method- and tool-based creation of relevant planning data during the planning process instead of relying on the collection, processing and making available of data from production systems that are already operational. Hence, the optimization of the production system during the operations phase is explicitly excluded in this work, although the methods from the other phases can of course be transferred. In order to enable the planning of eco-efficient process chains, this work focuses on the forecast of productivity rates as well as energy and media demands depending on the production equipment configuration. This allows a balancing of potentially contradicting targets such as investment sum, operating costs and energy and media demands to strive for the best solution from a TCO perspective. Consequently, the © The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 C. Schmidt, Planning of Eco-efficient Process Chains for Automotive Component Manufacturing, Sustainable Production, Life Cycle Engineering and Management, https://doi.org/10.1007/978-3-030-62953-3_3
37
38
3 State of Research
Targets Product characteristics Technologies ...
Target group: Planners of process chains during concept, rough & detailed planning Improved process chain design
Planning situation Input
Output
Set of tools / method chain Tool 1
Tool 2
Tool ...
Tool n
Method 1
Method 2
Method ...
Method n
Fig. 3.1 Tool and method chain to support planning situation
economical aspect is in focus of this work which includes environmental aspects to the extent of energy, media and material costs. A complete LCA (Life Cycle Assessment, see Sect. 3.3.2) of the planned production system is beyond the scope of this work. Nevertheless, the derived planning data can be used to perform such an LCA. In order to achieve the goal of planning an eco-efficient process chain under the boundary conditions as defined above, the following central research question has to be answered: How can planning step-relevant data be created during the single planning stages considering the availability or non-availability of forecasting models and/or empirical data in order to create eco-efficient process chains?
3.2 Classification of Approaches and Definition of Evaluation Criteria In this subchapter, it is described how the approaches from scientific literature are classified into core and adjacent fields of research. Moreover, the evaluation criteria for assessing the approaches are derived.
3.2.1 Selection and Classification of Approaches A large body of work has been published within the wide field of sustainable manufacturing. A general distinction can be made between those methods and tools which focus on the evaluation and optimization of existing manufacturing systems and those which specifically address the planning process of new production systems as defined in Sect. 2.2.1. Although the latter group is in the focus of this work, also the
3.2 Classification of Approaches and Definition of Evaluation Criteria Automotive component manufacturing system planning process
Technology decision 3.4.2 Concept planning 3.4.1
Legend section
Process chain config. 3.4.3 Rough planning
Machine dimens. 3.4.4
Factory simulat. 3.4.5
Detailed planning
Cross-phase planning approaches
core fields adjacent fields of research of research
39
Energy management 3.3.1
operations
Life cycle assessment (LCA) 3.3.2
Empirical 3.3.3 manuf. process 3.3.4 modeling Energy efficiency evaluation & improvement
Fig. 3.2 Classification of approaches
adjacent fields of research from the first group are relevant because their methods may partly be already applicable during the planning process. The classification of single research fields to the core and adjacent bodies of work is depicted in Fig. 3.2. The planning phase is concluded by the realization and operations phase of the production system during which the focus of published research is generally on manufacturing process evaluation and improvements. These adjacent fields of research include energy management in factories (Sect. 3.3.1), life cycle assessment (LCA) of manufacturing technologies (3.3.2), empirical manufacturing process modeling (3.3.3; as opposed to predictive process modeling), and methods for energy efficiency evaluation and improvement of existing systems (3.3.4). All of which will be presented briefly as some of the methodologies and tools from the planning phase are based on these approaches or use empirical data of existing systems for forecasting during new planning processes. The core fields of research comprise those publications which directly address one or more of the planning phases and go beyond the scope of classic planning methodologies by including environmental aspects such as energy efficiency. The approaches are categorized by the addressed planning phase and its respective planning task focus. Cross-phase planning approaches deal with at least two planning phases and are discussed in Sect. 3.4.1. In the following Sect. 3.4.2, publications regarding the concept planning phase are evaluated which specifically support the identification and fundamental evaluation of suitable manufacturing technologies. Methodologies supporting the principal process chain configuration during the rough planning phase are evaluated in Sect. 3.4.3. In the following two sections, publications regarding the two core planning activities machine dimensioning and factory simulation during the detailed planning phase are discussed.
40
3 State of Research
3.2.2 Evaluation Criteria The approaches from the core fields of research are evaluated regarding a set of criteria. These criteria derive from the defined research objective in Sect. 1.2, from the demand for new methods and tools in current planning processes, which has been revealed in Sect. 2.3, and reflect the research scope which has been set in Sect. 3.1. The criteria are clustered into groups regarding the addressed planning phase, planning level, planning model capabilities, planning target variable and planner support. The or complete fulfillment single criteria and the preconditions for their partial are presented in the following. The addressed planning phase is the main criterion for the gradation and classification of the evaluated publications. One approach can tackle one or multiple planning phases. The planning phase which is in focus of an approach is marked and those phases which are peripherally covered are marked . • Concept phase: This is the phase where the principal technology decision is made. Approaches which address this phase provide methodologies for the identification of contemplable manufacturing technologies and their early-stage assessment and comparison. • Rough planning phase: During this phase the principal process chain is designed with regard to the basic value stream. This requires methods and tools for the estimation of process times and the determination of the required (number of) machines for line balancing. • Detailed planning phase: On the one hand, the detailed design of the manufacturing process and the machine or machine components are of interest during this phase. However, on the other hand, also the factory simulation which requires the detailed input data that is firstly available at this point is conducted here. The focus on one of these two fields of action is sufficient to receive a mark as indicated above. • Existing systems: This category is marked if an approach does not only support the planning phase but also the assessment and improvement of existing manufacturing systems. Examples can be a feedback loop of real data into the planning process or the goal-oriented re-use of simulation models to support the continuous improvement process. The category addressed planning level evaluates the level of detail in the production system hierarchy that is addressed by the respective publication. Again, one or more levels can be tackled by the same approach. • Factory level: This criterion receives a rating, if the whole factory system is considered which includes not just the production machinery but also the technical building services such as compressed air generation, lighting and HVAC systems (heating, ventilation, air conditioning) and their interaction with the production rating is assigned in case that just the principal integrability machinery. The of a machine or process into the factory is qualitatively covered.
3.2 Classification of Approaches and Definition of Evaluation Criteria
41
• Process chain level: Here it is evaluated to what extent the interaction between the single machines in the process chain and the products are depicted. In case that just the design of a process sequence is supported, a rating is given. If, however, at least a static linkage between products, machines and buffers in forms of a value stream is offered, the publication is marked with . • Machine level: On this level it is assessed how detailed the production machine is depicted with regard to its outwards behavior and adaptability. Each a rating is given if the machine models are parameterable and/or if a machine state distinction is available which is important for the machine behavior within process chains. • Machine component level: In case at least a selection of the most relevant components of a production machine are considered, each a rating is given for a detailed modeling of the component behavior and for providing methods for dimensioning of the components. Regarding the planning model capabilities, it is assessed to what extent the interaction and interdependencies between product, process and machine are depicted in the methods and tools and if the latter. • Product-process-machine interaction: Each a rating is given, if machine and process parameters can be derived from the product characteristics and/or if machine characteristics can be used to derive process and product parameter limitations. • Dynamic behavior: Production machines and production systems show a complex time-variable behavior which requires a dynamic modeling to be sufficiently depicted for the given planning scope. Each a rating is given, if the machine behavior is dynamically depicted (e.g. by changing machine states) and if the process chain behavior is able to show dynamic effects such as blocking or starvation. Planning target variables of the methodologies are of great importance as they determine whether the aim of eco-efficient (considering production system output, cost and environmental impacts) process chain planning is directly achievable. • Production system output: A partial fulfillment is achieved if indications for the achievable process rates and tact times of single machines are provided whereas a ürating is given if the output of the complete manufacturing system can be determined. • Investment: Relevant for the investment sum are both the costs for the production machines to be purchased as well as potentially required extensions of the TBS. Consequently, each a rating is given, if the methodology provides the required information about machine design and dimensioning, which is required for the purchase of optimally dimensioned machinery, and/or if the impact of the production machinery on the TBS can be analyzed (e.g. sufficient or insufficient compressed air generation by existing air compressors). • Operating costs: Multiple factors such as required personnel or maintenance are allotted to the operating costs of production systems. With regard to the narrowed scope of this work and its focus on energy and media demand, it is assessed, if
42
3 State of Research
only the direct electrical energy demand ( rating) or if also further media such as coolant lubricants or compressed air are considered which results in a rating. • CO2 footprint assessment: To-date, many company strategies encompass environmental goals which are often expressed in CO2eq targets. To receive a rating, the methodology needs to provide the most relevant information regarding energy, material and media flows to allow an external calculation of the CO2 footprint. If rating is given. the CO2 footprint is a direct output, a The category planner support comprises those criteria which determine the added value of the methods and tools for the planners of automotive component manufacturing systems. • Accessibility of tools: One of the barriers towards implementation of advanced software tools in the planning process is the limited accessibility. Against this background, a rating is given, if a prototypic software tool is provided in conjunction with the developed methodology. If the software implementation designed for intuitive usability by the planners (no expert tool look and feel, rating is given. familiar GUI and software environment), a • Make data available: This criterion refers to the data types that are made available to the planner by the tools (e.g. process times, energy and media demand) Each a rating is provided if empirical data and/or prognosis data are made available. • Enable relevant planner abilities: Many planning tasks such as conducting dynamic simulation runs for planning validation have been outsourced to third parties. Each a rating is provided if the key competencies of conducting simulations and/or the support for machine component dimensioning are brought back to the planner by the tools. • Support purchase decision of machinery: One key task towards the end of the planning process is the decision in favor of or against a vendor offer. A rating is given if the tools provide a full data set regarding the evaluation of a machine, i.e. detailed machine capabilities and requirements as well as forecast data for its energy and media demand for TCO calculations. A partial fulfillment ( ) is given if just one of these aspects is provided. • Applicability for emerging technologies: As highlighted in Sect. 2.1.3, there is a clear trend towards new technologies and process chains for which no detailed insight is yet available. Each a rating is provided if the approach provides methods and tools to depict emerging technologies with an appropriate level of detail in the concept phase (for pre-evaluation of scenarios) and/or in the detailed planning phase (projection and development of new manufacturing equipment).
3.3 Delimitation of Adjacent Fields of Research In the following sections, a brief overview on the adjacent fields of research is provided. These fields of research do address the aspects of energy and resource efficiency in manufacturing but mainly focus on manufacturing systems that are already
3.3 Delimitation of Adjacent Fields of Research
43
operational instead of focusing on the planning phase. Hence, the approaches are only listed and described in short without further evaluation. Section 3.3.5 draws a conclusion and highlights potential applications of the methods from the adjacent fields for this work.
3.3.1 Energy Management in Factories Energy management systems (EnMS), which have been implemented in manufacturing companies according to the international standard DIN EN ISO 50001, have the goal to document and to drive forward the improvement of the energy efficiency. A PDCA cycle (Plan-Do-Check-Act) is to be performed in order to ensure a continuous improvement. Schulze et al. (2016) provide a systematic review on energy management in industry in which they identify the aspects of strategy/planning, implementation/operation, controlling, organization and culture as the overarching themes for research in this field. Posselt (2016) developed an approach with a focus on metering strategies and energy monitoring to achieve energy transparent factories. Methods for efficient energy data collection in production were provided by Dietmair et al. (2008) on the basis of state-based demands of production machines and by Abele et al. (2015) with a focus on gathering the data for direct energy control functionalities within the production machines’ PLC. Eberspächer et al. (2012) developed an energy information description language for the automated provision and exchange of respective information among manufacturing processes. The same research group also presented an approach for multilevel control of energy consumption (Schlechtendahl et al. 2011). Große Böckmann (2014) applied the fundamental structure of control loops to help manufacturing companies in minimizing their energy costs by goal-oriented control of their production processes. Energy-oriented production scheduling approaches which address the avoidance of e.g. electrical peak loads and energy consumption by unproductive production equipment were developed by Fang et al. (2011), Dai et al. (2013) Shrouf et al. (2014), Zhang et al. (2016), Gong et al. (2015), Gong et al. (2017). Additionally, Giret et al. (2015) provide a comprehensive overview on existing methods and research regarding manufacturing scheduling under sustainability goals. In order to cope with the increase of electricity supply from renewable energy sources, which can be characterized by intermittent, noncontrollable energy availability, energy flexible production systems are required. A concept for the evaluation of energy flexibility has been developed by Graßl (e.g. Graßl and Reinhart 2014; Graßl 2015). Methods for an energy flexible production planning are provided by Keller (e.g. Keller et al. 2015; Keller and Reinhart 2015) while approaches for an energy flexible production control have been presented by Schultz (e.g. Reinhart and Schultz 2014; Schultz et al. 2015). Beier (2017) developed a simulation approach to pave the way towards energy flexible manufacturing systems.
44
3 State of Research
3.3.2 Life Cycle Assessment of Manufacturing Technologies As outlined in Sect. 2.2.3, an LCA can principally support design decisions. The framework of the Unit Process Life Cycle Inventory (ULPCI) is a holistic approach to the determination and publication of environmental impacts of production processes within the framework of the CO2 PE-initiative (Duflou and Kellens 2010; Kellens et al. 2011). For the necessary data collection and processing, the methods by Kellens and Overcash are envisaged (Kellens et al. 2012; Kellens 2015; Overcash et al. 2012). Schlosser (2013) developed an empirical-analytical model for predicting the energy and material flows of a machining process with very detailed consideration of all the necessary input variables such as energy and resource flows of the manufacturing and coating of the cutting tool. The LCA-oriented methodology by Reinhardt (2013) allows the identification of the most resource-efficient manufacturing process chain from a set of alternatives based on resource flow modeling and the inclusion of up- and downstream processes. Heinemann et al. (2014) presented an approach to evaluate environmental impacts on different hierarchy levels of manufacturing systems. Filleti et al. (2014) developed a method to perform a web based dynamic life cycle inventory and impact assessment for manufacturing processes with the aim of improving the data quality and accuracy of environmental aspects and potential impacts. In addition to these overarching approaches, many further LCA studies on specific production processes have been conducted such as for Titanium dioxide manufacturing processes (Middlemas et al. 2015). However, as LCA of manufacturing technologies is not the focus topic, no additional publications are mentioned here.
3.3.3 Empirical Manufacturing Process Modeling A lot of empirical research has been done to gain a better understanding of electricity consumption in manufacturing processes. Based on power measurements and findings, empirical models for depicting the energy demand of manufacturing processes have been derived. A number of unit process energy consumption models have been developed by Kara, Li et al. These black box models are able to predict the specific energy consumption based on the process rate (e.g. material removal rate MRR for machining processes) and empirically derived machine-specific factors. Such models have been developed for turning and milling machines (Kara and Li 2011), injection molding machines (Qureshi et al. 2012), an extrusion line (Li et al. 2013), and electrical discharge machining processes (Li and Kara 2015). The approach has been extended to further dimensions such as quality rate for improving the eco-efficiency of grinding processes (Li et al. 2012; Winter et al. 2014; Winter 2016) and injection molding (Li et al. 2015). A detailed overview on the models can be found in Li (2015). Further models for the prediction of the energy demand of machining processes based on empirical data have been developed by Sealy et al. (2016), Mourtzis et al. (2016)
3.3 Delimitation of Adjacent Fields of Research
45
and Borgia et al. (2014). A study on energy and cost efficiency of injection molding processes has been conducted by Spiering (2014). Other approaches require electrical measurements on the machine component level. Rief (2012) developed a prognosis model which enables planners to forecast the expected energy demand based on the NC program for the manufacturing of a workpiece. A similar approach for NC code-based energy demand prediction, which features a hybrid analytical and empirical modeling of machine components, has been proposed by He et al. (2011). A Therblig1 -based modeling methodology for forecasting the energy demand of machining processes has been proposed by Jia et al. (2014). Similarly, Schmidt et al. (2015) published a methodology for the set-up of energy Therbligs for arbitrary manufacturing processes with customizable efforts based on a minimal number of measurements.
3.3.4 Energy Efficiency Evaluation and Improvement A large body of research has been published regarding the evaluation and improvement of energy efficiency in manufacturing. A brief overview shall be presented on energy efficiency on factory and process chain level as well as on machine and process level. Many approaches deal with the systematic identification and evaluation of energy efficiency improvement potentials on factory and process chain level. A methodology to enhance the energy efficiency at factory level has been presented by Cannata (2011). Despeisse et al. developed a structured and systematic approach to identify improvement opportunities by employing sustainable manufacturing tactics with the aim of generalizing sustainable practices across the manufacturing industry. A tactics library is proposed to provide a connection between generic sustainability concepts and more specific examples of operational practices for resource efficiency in factories (Despeisse et al. 2013; Despeisse 2013). A methodological framework that specifically supports SMEs in improving their energy and resource efficiency was presented by Thiede et al. (2013). Mose and Weinert (2014) focus on the energy efficiency evaluation of process chains including their pre- and post-processes to achieve an overall optimum. Similarly, Germani et al. (2014) address the evaluation of the economic and ecological sustainability of production lines. Dehning et al. developed a methodology for the comparison of automotive factories in order to identify the best in class factory and to derive fields for improvements for the others while considering factory-specific influencing factors (Dehning 2017; Flick et al. 2017). Another approach for energy benchmarking of factories has been proposed by Mahamud et al. (2017). Additionally, a number of approaches deals with energy efficiency KPIs in manufacturing and their design, measurement and application for energy efficiency improvements (Patterson 1996; Tanaka 2008; Bunse et al. 2011; 1 Based
on the concept of Therblig building blocks from methods-time measurements (MTM).
46
3 State of Research
Krings 2012; Lindberg et al. 2015; May et al. 2015; Schmidt et al. 2016). Several approaches are based on material and energy flow analyses (MEFA) or the concept of energy value stream mapping (EVSM). The EVSM approach was originally developed by Erlach (2009b) and received several extensions such as an inclusion of the TBS (Posselt et al. 2014) or the support of multi-product environments (Schönemann et al. 2016). A concept for the integrated analysis of material and energy flows has been proposed by Ghadimi et al. (2014). This approach has later been extended so that the time dimension can also be considered in an integrated way (Thiede et al. 2016). These methods are supported by a generic Sankey tool for the evaluation of EVSM in manufacturing systems developed by Li et al. (2017). Schnellbach (2015) elaborated a methodology for the reduction of “energy waste” which is based on an energy-oriented value stream analysis being implemented in a system dynamics model to consider the interdependencies between energy efficiency and lean management goals. Additionally, some software tool suites have been developed to foster energy efficiency on factory level. Wilson et al. (2016) propose an interactive manufacturing energy management toolkit which makes use of existing productivity simulation models for the prediction of energy usage. Bakir (2015) implemented his methodology for increasing the in-plant ecological and economical resource efficiency in a software tool specifically for SMEs. Also addressing SMEs, the Sustainability Cockpit provides a tool set for the continuous assessment and improvement of sustainability in manufacturing which can be integrated into the existing company IT infrastructure (Li et al. 2016). A large body of research has also been published with a focus on energy efficiency evaluation and optimization on machine and process level. A review of energy efficiency techniques for machining processes is provided in Yingjie (2014) and, for manufacturing processes in general, in Fysikopoulos et al. (2013). As this field of research is only tangent to the focus of this work, just selected approaches are presented briefly here to provide an overview on the fields of action regarding energy efficiency on machine and process level. A number of approaches address the field of energy efficiency evaluation and benchmarking (Herrmann et al. 2007; Zein 2012; Spiering et al. 2015; Kuznetsov et al. 2016; Paetzold et al. 2017). Additional approaches pursue the same goal but specifically highlight the aspect of data gathering (Kuhrke et al. 2010; Panten et al. 2016). Other research addresses the field of energy-oriented machine design (e.g. Beck et al. 2016), machine component design (e.g. Abele et al. 2011) or process design (e.g. Rahäuser et al. 2013). Moreover, organizational improvement measures are presented in forms of guidelines (e.g. Dietmair and Verl 2010) or decision rules (e.g. Zhong et al. 2017) for energy efficient operations. Organizational measures can also be technically implemented; e.g. in forms of an automated electrical load management on machine level (Abele et al. 2016). Some improvement methods have been implemented in prototypical software tools. Examples are an energy benchmarking tool (Cai et al. 2017), a software package for energetic simulations of production processes (Kirschbaum 2012), and an energy-oriented optimization tool for multi variant production (Kruse et al. 2016).
3.3 Delimitation of Adjacent Fields of Research
47
3.3.5 Conclusions from the Adjacent Fields of Research All fields a priori strongly focus on the evaluation and optimization of already existing production structures or well-researched technologies and have, consequently, limited applicability for emerging technologies. Nevertheless, some valuable contributions from these fields can be used in an adapted way as elements for the concept of this work. The application potential is summarized in the following list: • Energy management: Peak load optimization via e.g. production scheduling actually aims at operating existing structures in a more efficient way. Such structures can, however, potentially also be actively planned in the detailed planning phase with simulations. • LCA: With the empirical-analytical modeling for energy and material flow predictions, Schlosser (2013) pursues one of the same goals from this work in a promising methodological approach. In general, a full LCA calculation makes no sense with regard to the focus of this work; however, this work should in turn provide as much LCA input data as possible. • Empirical modeling: A strong correlation between the process rate and the energy demand is identified by the research in this field. This correlation has a potential application in early planning stages for energy demand predictions, as soon as process rates can already be roughly estimated. • Energy efficiency evaluation: Many approaches from this field focus on KPIs for the evaluation. These KPIs can generally be flexibly employed and have hence a potential application for the assessment of planning scenarios.
3.4 Presentation and Evaluation of Existing Approaches In this subchapter, approaches which have been identified within the core fields of research (comp. Fig. 3.2) are discussed. The approaches are briefly described and evaluated against the evaluation criteria which have been derived and defined in Sect. 3.2.2. Figure 3.3 provides an overview of the evaluated approaches, their allocation to the defined planning phase and the corresponding section numbers.
3.4.1 Cross-Phase Planning Approaches In this section, cross-phase planning approaches are discussed which address at least two planning phases. Apart from the large body of work regarding general phaseintegrating planning approaches, only those approaches have been selected which include environmental criteria and classic production engineering goals.
48
3 State of Research
3.4.1
Cross-phase planning approaches
Concept planning 3.4.2 Technology decision Eikötter 2011 Gausemeier 2014 Schindler 2014 Döbbeler 2016 S-LCA, e.g. Graedel 1998
Henning 2012 ECOMATION 2008-2013 Bonvoisin et al. 2013 Müller 2015, Krones 2017 Seow & Rahimifard 2010-2016
Rough planning 3.4.3 Process chain configuration Schrems et al. 2011 Larek 2012 Lütjen 2014 Lindner & Schmitt 2015
Detailed planning 3.4.5 3.4.4 Machine Factory simulation dimensioning Weinert 2010 Kuhrke 2011 Borgia et al. 2013 Schrems 2014 Eisele 2014 Wegener et al. 2012-2016 Frank 2015 Hülsemeyer 2016
ENOPA 2008-2011 Stahl et al. 2013 Haag 2013 INFO 2011-2014 Sproedt et al. 2013-2015 JGARG simulations 2012-2015 Schönemann 2017 Kurle 2017
Fig. 3.3 Overview of evaluated approaches
henning’s work aims at closing the gap between rough planning and detailed planning of process chain adaptions in the form of integrating new and substituting old process technologies. The methodology enables an evaluation of the technological interdependencies between processes and of the cause-effect-relationships which often lead to contradictory effects. These complex decisions are supported by a mathematical evaluation logic for planning alternatives which can be parameterized according to the respective target system. The methodology has been implemented in a prototypical software solution and has been applied for a forging process chain adaption and machining process chains. Both the methodology and the tool strongly depend on a comprehensive empirical data set and understanding of the single processes and process chains and have thus very limited abilities for process data forecasting and machine dimensioning. Dynamic interdependencies cannot be considered due to the static mathematical models (Henning 2012). müller elaborated a modular planning concept for green factories which addresses all stages of the factory planning process. With regard to process chain planning, principal fields of action such as scouting of future technologies, value stream definition and machine selection are mentioned but not underlaid with concrete methods or tools. Planning processes for all production system levels down to the point of machine level are provided. Machines are with regard to energy demand considered as “footprint blocks” (Müller 2015). This approach does neither provide any process, energy or machine datasets nor does it provide any prognosis methods or tools for data generation. Similarly, krones’ work focuses on supporting factory planners in elaborating energy-efficient planning solutions based on a qualitative description of factory planning tasks, planner roles and energy efficiency knowledge which are linked by a matching algorithm. The employed factory model principally includes all levels from factory over building, division, segment, work center down to components (Krones 2017). However, with regard to the goals of this work, Krones’ abstract guideline-oriented approach has the same shortcomings as Müller’s work.
3.4 Presentation and Evaluation of Existing Approaches
49
Seow and Rahimifard published a large body of work regarding the integration of the embodied energy and specifically the energy demand (direct and indirect energy) from product manufacturing as decision criteria in the product design process (Rahimifard et al. 2010; Seow and Rahimifard 2011a, b). The proposed EPE (embodied product energy) framework was implemented in the simulation environment Arena to support the evaluation of products and their manufacturing (Seow et al. 2013). On this basis, a “Design for Energy Minimization” approach was developed with the aim of reducing the energy consumption during the manufacturing phase (Seow et al. 2016). This approach addresses the concept planning phase by applying a streamlined life cycle assessment (S-LCA)2 tool and the detailed planning phase by using the aforementioned energy simulation model tool. Moreover, the manufacturing phase is also addressed by making use of an Advanced Energy Metering system tool with the aim of feeding back energy and process information to the design process of future developments. The functionalities of the approach from Seow and Rahimifard come close to the goal of this work as they address the concept planning as well as the rough and partly the detailed planning of manufacturing systems. However, critical aspects such as machine and machine component dimensioning and the forecasting of energy data instead of relying on empirical data are not included. The research group ecomation aimed at implementing energy control loops on different hierarchy levels of production systems to enhance energy efficiency by operating at energy-optimal points. In focus are energy control loops on machine level for an automated, situation- and demand-oriented control of parameters and processes. For this purpose, state-based energy models according to (Dietmair et al. 2008, 2009; Verl et al. 2011a, b) and (Abele et al. 2012a) are set up for machine tools and peripheral equipment. After being set up, these models can automatically be fed with monitoring data (Verl et al. 2011a, b; Schlechtendahl et al. 2012; Eberspächer et al. 2014). Additionally, the energy efficiency on company level is addressed by machine-remote energy control loops in planning and control. Production KPIs such as quality, cost and time are also considered. A link between the two control layers as described in Schlechtendahl et al. (2013) ensures that the single machines operate as energy efficient as possible while carrying out the orders from the upper layer. Different production scenarios can be assessed by a KPI-based performance function which processes the results of a dynamic simulation implemented in the software Plant Simulation (Abele et al. 2012b). With regard to the goal of this work, the Ecomation approach enables an evaluation of the dimensioning of machine components and the design of the machining process parameters including their implications on the process chain level (Haag et al. 2013). However, the approach does not provide integrated methodologies for the actual production system and equipment design and widely relies on the availability of energy measurement data for the machines. Also, the approach aims predominantly at improving operational production systems instead of focusing on the support of the planning process of future manufacturing systems. 2 The
S-LCA concept as such is described in detail in Sect. 3.4.2.
50
3 State of Research
bonvoisin et al. introduced a framework to predict the manufacturing-related energy demand in the product design phase. Therefore, multiple approaches from literature are integrated, i.e. process energy consumption models, models regarding the energy consumption on factory level and material-related environmental impacts. The prototypical implementation comprises a CAD tool and a CAM tool which feed product parameters, process steps and process parameters into a process-level energy estimation tool which is based on databases with consumption models and machines. The resulting operation sequence and operation characteristics are then fed into a factory-level energy estimation tool which includes the TBS. Consequently, detailed consumption data can be derived. The approach has been applied to evaluate different scenarios for the machining of a simple metal component with variations in part geometry, processing speed and production batch forming (Bonvoisin et al. 2013). The approach is very promising as it brings additional decision support regarding lean and green production to product designers. However, the included models are heavily relying on existing consumption models which are based on empirical data. Hence, the production system for the part to be manufactured needs to be known in detail meaning that the approach is not suitable for the planning of new production systems.
3.4.2 Concept Planning with Focus on Early-Stage Evaluation of Manufacturing Technologies Of special interest for the sustainable technology paths is the energy and resource demand of technologies. Sauer and Losert (2013) conducted a study about the prominence of prognosis and measuring methods for determining energy and material consumptions. The results have been refined by Neugebauer (2014) and are depicted in Fig. 3.4. The filling degree of the Harvey balls indicate that a significant amount of research has been carried out on prognosis-based energy and resource-oriented technology assessment which can principally be employed for an early stage ecoefficiency evaluation. However, for the assessment of future or not yet evaluated technologies, there is a methodological demand. Hence, approaches for the early stage assessment of technologies are discussed in the following with the aim of providing an overview on the possibilities for the screening and eco-efficiency evaluation of technologies during the concept phase. The methodology of eikötter integrates the separate roadmaps of product, technology and factory planning with the aim of ensuring an efficient production while considering the interdependencies. His work includes a systematic life cycle-based technology assessment and selection with the specifically developed Total Costs and Benefits of Ownership methodology. On this basis, the factory performance in concurrence with the influencing factors product, manufacturing technology and factory concept can be evaluated with a KPI system. However, the work does not
3.4 Presentation and Evaluation of Existing Approaches
51
Manufacturing technologies according to DIN 8580
Primary shaping
Forming
Seperating
Joining
Coating and finishing
Change of material properties
Real determination Prognosis (simulation) Prognosis (calculation) Prominence of energy and material efficiency assessments
Fig. 3.4 Prominence of prognosis and measuring methods for determining energy and material consumptions; adapted from (Döbbeler 2016)
provide specific methods for technology screening or for their concrete applications planning (Eikötter 2011). Besides the fields of mobility and energy, gausemeier addresses in her work sustainable technology paths in the field of production. The basis is a technology pool which is implemented as a database with scoring models (social, ecological, economical) for each technology. Building on this, environmental scenarios can be set up and evaluated by employing a value benefit analysis which is extended by criteria to meet the specific demands of the three-dimensional sustainability analysis (Gausemeier 2014). As this work does not specifically address the assessment of manufacturing technologies, the proposed methodology is too abstract for a goaloriented application in the context of this work. However, Gausemeier was able to demonstrate the applicability of methods such as the value benefit analysis for the evaluation of sustainability criteria of manufacturing technologies. schindler developed a methodology for the strategic planning of manufacturing technology chains. He focuses on the derivation of technology evaluation criteria such as economic feasibility and technology readiness; the latter also includes technical and organizational risks. In a first step, a pre-selection and assessment of single technologies is conducted using standardized technology templates. On this basis, aggregated models are derived to enable an evaluation of whole technology chains. The methodology also includes an approach for the analysis of interdependencies between technologies and workpiece features which is used as a basis for the generation of alternative technology chains. Consequently, the best technology chain for the given production task can be identified (Schindler 2014). Schindler’s approach makes a valuable contribution to this work by deriving important evaluation criteria and by introducing the standardized technology templates for a quick assessment of manufacturing technologies within their technology chains. However, he does not indicate a way towards further detailed planning of technologies and machinery after
52
3 State of Research
the technology has been selected. Also, environmental criteria are not considered in the methodology. döbbeler developed a modular, KPI-based evaluation model for supporting the choice of technology chains grounded on economical, ecological and technological factors. The basis is a hierarchical tree of key figures whose criteria values are basically determined by the energy and resource demand of processes and process chains. The evaluation can be performed by two different mathematical approaches and is implemented in a software tool. In order to determine energy and material demand data, prognosis and determination methods are provided which rely mainly on LCI databases. In addition to the energy and media demand of the actual processes, the demand of the peripheral processes and the workpiece material (losses) are taken into account (Döbbeler 2016). The proposed method does not allow the forecasting of relevant technology characteristics for new or future technologies, whose data is not yet contained in LCI databases. The streamlined life cycle assessment (s- lca) approach was initially proposed by Graedel (1998) to deal with the shortage of life cycle inventory data during the early stages of product design, which would be necessary to conduct a full Life Cycle Assessment. Moreover, the evaluation effort of a traditional LCA can be reduced by minimizing complexity and utilizing streamlined models and additional assumptions while still enabling effective decision support and the identification of potential hotspots for more detailed analyses (Seow et al. 2016). The S-LCA idea has been implemented in software tools for the support of product designers. The EcoPaS tool developed by (Duflou et al. 2002) can estimate the environmental impact of a product based on its functional requirements instead of detailed technical parameters, which are generally not available during early product design stages. Another S-LCA tool is the Eco Audit tool which is a part of the Cambridge Engineering Selector software suite by Granta Design. It uses information about product composition, processing, usage, transportation and disposal which are then combined with eco-property data on the underlying materials and processes to estimate the energy demand and CO2 emissions for each product life cycle phase (Granta Design 2018). The S-LCA method is well applicable in the early product design stages. As it encompasses manufacturing process data (eco-properties of the product, which depend on the processes), it can indirectly also support the selection of process chains or manufacturing technologies. However, it still heavily depends on available life cycle inventory data and, consequently, cannot forecast environmental data of emerging manufacturing technologies.
3.4 Presentation and Evaluation of Existing Approaches
53
3.4.3 Rough Planning with Focus on Process Chain Configuration Methodologies supporting the principal process chain configuration during the rough planning phase are evaluated in this section. After the principal manufacturing technology has been chosen in the concept phase, the main planning tasks in this phase is a rough line balancing by forecasting achievable process rates and, consequently, the required number of machines and the production line structure. On this basis, also first estimations regarding investments and energy and media demands can be conducted. schrems et al. published a methodology to support an energy and resource efficient process chain design already in the product development phase. The modeling of the processes is oriented on a three-stage reference model which classifies the process from a conceptual process chain to a concrete process layer. Generic models for five different production processes (e.g. machining, varnishing) have been developed which include parameters for the actual process, the machine and the peripheral components. The underlying data for the models come from physical modeling, literature and measurements. On this basis different process chain scenarios can be modeled which are then evaluated using a specific decision model which includes ecological, economic and technological parameters (Schrems et al. 2011). The proposed methodology systematizes the modeling of single processes within process chains due to the use of generic models and also the decision making with regard to process chain alternatives. However, it does not provide methods and tools for the derivation of the required process data. larek developed a simulation environment with numerical optimization algorithms which supports an early design of products and manufacturing processes. The optimization is employed to minimize use of resources while exploiting existing degrees of freedom and ensuring compliance with applicable restrictions. The selection of process chains is supported but limited to process chains where an in-depth unit process understanding is already available. Functionalities for detailed prognoses of the energy demand of machines are implemented but do not help with machine component dimensioning, although a machine component library with “base models” is implemented to set up machine tool models. These models can be horizontally linked to process chains for rudimentary dynamic material flow simulations (Larek 2012). lütjen developed a modeling concept for the integrated planning and simulation of production scenarios using the example of FRP volume production. The basis is a proprietary domain-specific modeling language that enables material flow- and simulation-based modeling of production and logistics processes with a focus on automated model generation from a factory data model. The modeling framework for the production system consists of eight hierarchical model levels. On the higher levels, aspects such as product concepts are addressed, while manufacturing, organization and layout concepts are considered in the middle levels followed by material flow and control concepts on the lower levels. On each of these levels, alternative
54
3 State of Research
production scenarios can be defined in order to meet the specific requirements of handling the uncertainties while simulating new manufacturing technologies. The evaluation of the individual production scenarios takes place by means of material flow simulation using a process cost approach. A software prototype has been implemented in Tecnomatix Plant Simulation and exemplarily employed for the modeling of a production system for airplane side shells (Lütjen 2014). However, the tool does not support the planner by forecasting realistic process and machine parameters, nor does it consider environmental criteria. lindner and schmitt elaborated a methodology for life cycle investigations for composite manufacturing chains. They provide a phase-based approach which accepts data and model uncertainties for first estimations of ecological and economic impacts for decision support in early project development stages. To set up an initial process chain model, a specific ecological characterization of all process flows is conducted using—depending on the availability—LCI data, measurements or estimations. On this basis, early impact estimations can be performed and parameter analyses indicate the need for more detailed assessments of processes and process chain scenarios. During this process the pedigree matrix concept is applied for estimating ranges which describe the uncertainty of data acquisition, the model or the database. The methodology has been applied to conduct a pre-analysis on the environmental impacts of a manufacturing chain of automotive components to provide recommendations and to build the basis for an expedient development of LCA models (Lindner and Schmitt 2011). This methodology principally helps in decision making during early development stages but it still works only as effective as process LCI data is available or can be estimated.
3.4.4 Detailed Planning with Focus on Machine Dimensioning An optimal dimensioning of production machinery is a key task and challenge in eco-efficient production engineering (Abele et al. 2010). As outlined in Sect. 2.2.3, the VDI-Standards 2206 and 2221 only provide procedural planning frameworks and no concrete planning support for specific production machines. Against this background, approaches are presented in the following which address the specific tasks of production machine component dimensioning and/or enable a detailed forecast of the machines’ future energy and media demand. A comprehensive review on energy efficiency evaluations and improvement methods for machine tools is provided in (Zhou et al. 2016). weinert developed an approach to forecast the energy demand of a production system with a focus on the individual machines in order to create a basis for the planning of efficient systems. The created planning system allows—depending on the deployment phase of the system—to predict both electric load profiles and aggregated overall energy demands. The planning system is based on “energy blocks”
3.4 Presentation and Evaluation of Existing Approaches
55
which describe the energy consumption behavior of production machinery in specific states and during specific operations. Energy blocks are set up by the planner in the “EB Creator” using both empirical data and forecasting methods based on reference processes. These energy blocks can be aligned to sequences to derive an electrical load profile of the machine. This machine model can be integrated into a process chain simulation within the commercial software Plant Simulation (Weinert 2010). In his work, kuhrke has developed a method for the energy and media demand assessment of cutting machine tools. This method allows for a thorough comparison of the various demands of different machine tools from different manufacturers already in the phase of solicitating of quotations. Crucial is the determination of the intended use of the machines as a basis for calculating and evaluating the energy and media costs over the lifetime of the machine tools. To overcome the lack of detailed data, a demand group-oriented machine structure model for the single machine components is introduced. On the basis of measurements on a reference machine, the use profiles and demands of the single components can be determined. The total energy demand can then be calculated as the sum of the single components (Kuhrke 2011). However, this methodology does not support planners in dimensioning machine components depending on the specific machining job and the workpiece characteristics. Instead, only static time slices for the single machine states can be defined. schrems developed a method for model-based integration of machine-related energy requirements into production planning. It focuses on the creation of statebased machine tool models which can be integrated into a process chain simulation, which excludes, however, the technical building services. Based on an energyoriented machine structure model, the main machine tool components are implemented as parameter models in MS Excel. Some of the components such as the coolant lubricant system, the hydraulic system and the machine cooling system including the cabinet climatization are modeled in detail based on empirical equations. This helps the planner during the machine tool dimensioning and purchase process (Schrems 2014). However, the spindle, being among the bigger energy consumers and having an impact on the dimensioning of other components, is not modeled in detail but mainly based on empirical analyses. Moreover, the planner has to design the workpiece-depending machining process parameters by himself based on his know-how. eisele’s work focused on the simulation-based optimization of the electrical energy requirement of machine tools. Single machine tool components and the machining process are modeled based on physical equations and implemented in Matlab/Simscape with the possibility of flexible parameterization. Hence, different machine tool configurations and processes can be evaluated with regard to their energy demand. By coupling the models with optimization algorithms, an automated and demand-oriented dimensioning of components is possible while considering given boundary conditions (Eisele 2014). By excluding the process chain perspective, relevant aspects such as the energy demand while waiting for workpieces or required extensions of the technical building services cannot be considered for TCO calculations during the purchase process.
56
3 State of Research
wegener et al. published a large body of work regarding the energy efficient design of machine tools. An energy model framework (EMod) has been developed which is initiated by a configuration procedure to configure the machine tool model based on a component database with underlying physical models. On this basis, simulation runs and analyses regarding the configuration can be conducted. The model logic begins at the required cutting force to calculate the energy demand of the main drives which then influence the auxiliary systems and subsystems. The model has been validated with sufficient accuracy for a lathe (Gontarz et al. 2012). In addition, an approach for the evaluation of component retrofit measures was elaborated, which is based on electrical measurements of the machine tool to be retrofitted and provides economic break-even analyses for the derived measures (Gontarz et al. 2013). More recently, a framework of a machine tool configurator for energy efficiency has been introduced to address the challenge of an adequate and reliable machine tool configuration for the intended machine use. It includes an optimization logic which processes data from a component-oriented multichannel power metering system and from the prospected machine tool use phase. Instead of addressing the machine tool user, this approach focuses on machine tool manufacturers who have detailed insight into the consumption behavior of similar machine tools and want to provide optimal solutions for their customers (Gontarz et al. 2015). In Addition, an Eco-design tool addressing the evaluation and improvement of the cumulative energy demand over the machine tool life cycle was developed which bases on mass and energy flow measurements of 35 different machine tools (Züst et al. 2016). hülsemeyer analyzed in detail the energy efficiency improvement potentials of cutting machine tools. With electrical power measurements of various machines and workpiece or process parameter sensitivities, he identified and generalized the most important energy consuming components. It was found that the energy share of the main drive system accounts for only 15…39% and that the cooling system, the coolant lubricant system and the hydraulics are the most relevant peripheral consumers. On the basis of these findings, he derived component-oriented energy efficiency improvements and evaluated the potential of a demand-oriented control of the inner coolant lubricant supply (Hülsemeyer 2016). Hülsemeyer’s general findings make a valuable contribution to this work with regard to the effects of optimal component dimensioning. However, there is no methodology provided for the implementation during the planning process of new machines. A large number of further publications deal with modeling and dimensioning of specific machine components such as the main drive system (e.g. Liu et al. 2015) or further auxiliary units (e.g. Kolar et al. 2016). Their scope is generally too narrow and the underlying methodologies are thus too complex for the desired application by production system planners for quick evaluation of alternatives and rough dimensioning. Other publications such as (Böhner et al. 2014) derive only generic measures for an energy efficient machine design but do not support the actual dimensioning of components. Hence, these publications are not presented here.
3.4 Presentation and Evaluation of Existing Approaches
57
3.4.5 Detailed Planning with Focus on Production System Simulation With regard to the goal of this work the choice of the simulation paradigm (compare Fig. 2.8) is not in focus although it can be stated, that most approaches use the DE and partly AB paradigms for modeling the material flow system and the manufacturing equipment behavior. More important are the capabilities of the simulation approach. In focus are the criteria that all relevant factory levels and elements are depicted, that the dynamic interdependencies between products, processes and machines can be modeled, that simulation results address the relevant planning target variables and that there is a good accessibility for the planner. The research project ENOPA (engl.: Energy efficiency through optimized coordination of production and technical building services) aimed at an energy-oriented coupling of models for the single factory elements (process chain, TBS and building shell) for a simulation of their interdependencies. It was the goal to orchestrate the energy and media demand side (production machines, building) and the provision side (TBS) in order to improve the energy efficiency. (Hesselbach et al. 2008). The complete project results can be found in ENOPA (2011). The detailed depiction of TBS entities as physical models is a strength of this approach as it allows the evaluation of configuration variants and a forecast of energy demands. However, production machines are only considered as black boxes with energy and media demands and dynamic interdependencies between them cannot be depicted due to a lack of a material flow simulation element. Based on the applied tools, the focus of the approach lies clearly on TBS planning experts rather than on process chain designers. stahl et al. propose the application of a “Total Factory Simulation” which integrates energy and material flow simulations with a building simulation to support the planning of green factories. The core of the approach is a combined application of the tools Plant Emulation, which provides algorithms for inter-machine connections, and Plant Simulation, which is employed for energy and material flow simulations. This combination enables user support in production scheduling, planning and batching. Results from the simulation can then be imported to a customized building and periphery system simulation. For pre-evaluations, this modeling core is accompanied by a parametric-based rapid simulation tool. It allows the user to attribute specific values such as energy demand and production rate to production system elements to derive rough performance estimations (Stahl et al. 2013). This approach addresses the detailed planning phase and partly also the rough planning. However, for neither of these two phases, energy and media demand forecasting methods are implemented. Also, the relationship between product, process and machine dimensioning is not considered so that the added value for the planner lies mostly in the simulative validation of his production system design. haag developed a methodology for the model-based planning and assessment of energy efficiency in manufacturing. Single production resources are modeled in a state-based approach. Models of the main processes are linked to process chains and are connected to peripheral resources. By integrating the operations scheduling
58
3 State of Research
it is possible to evaluate different planning alternatives with regards to their later energetic behavior already in the planning phase. A developed KPI system forms the basis for evaluating the various possible production scenarios. In addition to energy efficiency, other target variables of production (quality, lead time, OEE) are also included in the assessment in order to establish correlations between the individual parameters. A problem-specific weighting of the individual parameters allows the evaluation method to be used for various questions. The simulation is implemented in the commercial software Plant Simulation 10 (Haag 2013). The energy demand of resources has to be determined by measurements, relevant time spans (e.g. for machining of a specific part) are determined by works preparation. Due to this lack of forecasting functionalities, this approach has limited applicability for planning tasks. The research project info (Interdisciplinary research for energy optimization in production operations) aimed at the development of an innovative simulation tool with a holistic perspective (including process, machine, production system, building and energy system (Leobner et al. 2011) to evaluate the energy and resource efficiency of manufacturing companies already during the planning stage. Moreover, it was the goal to identify and evaluate optimization potentials of existing manufacturing systems by applying a life cycle cost benefit analysis (LCBA). Multiple publications address specific aspects of the project such as employing the co-simulation environment with BCVTB (Building Controls Virtual Test Bed, see Wetter 2011 for details) for a zone-based simulation of thermal processes in production buildings (Hafner et al. 2012, 2014), conduction of a building-focused LCBA (Kovacic et al. 2013) and solutions for methodological challenges in the co-simulation itself (Heinzl et al. 2013). The most relevant outcomes for this work are presented in the project report (Dür et al. 2013): Machines, production-supporting equipment and the production system are implemented as data-based parameter models in MS Excel and connected to the dynamic simulation environment via a MATLAB instance. The model granularity regarding energy and media demand was limited to 15-min intervals but included a distinction between the static base load share, the dynamic load share (machine operations without material cut) and the cutting load share. The individual contribution of the machine components to these load shares are determined by measurements. Based on the INFO project, bleicher et al. further proposed a prototypical co-simulation framework which is able to model the machine tool component behavior in detail in the software Modelica or Simscape, which is, however, not applicable in this level of detail for a larger number of machines (Bleicher et al. 2014). Summing up, the INFO simulation environment tackles all production system levels which are relevant for this work but does not provide sufficient granularity with regard to machine models. Also, on the process chain level, the dynamic interactions between machines and products are not implemented. The production system output is not considered either. Models are based on empirical data and energy demand forecasting methods or machine dimensioning tools are not provided. sproedt et al. provided a solution for the decision support regarding ecoefficiency improvements in production systems. To enable the evaluation of both
3.4 Presentation and Evaluation of Existing Approaches
59
environmental and classic production performance criteria, a discrete event production system simulation environment is coupled with the Ecoinvent LCI database. The prototypical simulation environment includes a process library containing parameterable production machine modules as well as modules for supporting systems. The simulation is able to depict the interdependencies between varying products and machines as well as the dynamic generation and consumption of media such as compressed air. Machines are not modeled down to the component level but are solely implemented as state-based models with state-related consumption behavior. The accompanying evaluation module allows the assessment of simulation scenarios regarding KPIs such as cost, throughput time and material utilization with the related environmental impacts. The approach provides the production planner with a clear application guideline (Sproedt 2013; Sproedt et al. 2015). However, it does not feature forecasting methods for the energy and media demand of production machinery but completely relies on empirical data from measurements and the LCI database. Hence, it is limited with regard to application during the planning of new production systems. Within the Joint German-Australian Research Group (JGARG) between the University of New South Wales and Technische Universität Braunschweig, multiple production system simulation approaches have been developed. thiede provides a generic discrete event simulation suite to analyze the energy efficiency of production systems. His approach features generic state-based machine models which are linked by a linear material flow system. The machines’ energy and media demand dynamically interact with modules for the technical building services. The simulation environment mainly focuses on the support of operational and strategic decisions in production management by evaluating the production system throughput and energy load curve of simulation scenarios (Thiede 2012). alvandi et al. proposed a similar approach which additionally includes the modeling of the machine component level (Alvandi et al. 2015). A third approach by mousavi et al. enabled a more detailed depiction of the product-process-machine interaction and provided functionalities for the forecast of energy consumption data (the prior approaches relied solely on measurements) by including an interface for the integration of selected energy consumption model types (Mousavi et al. 2016). All three approaches focus on the evaluation and optimization of existing production systems with known machine and process characteristics. Neither of them provides forecasting capabilities for energy demands or supports planners in the dimensioning of machine components or process parameter selection. Based on the joint preliminary findings in Schmidt et al. (2016), schönemann developed a multiscale simulation approach for battery production systems. The core of his approach is the flexible process chain model which allows the integration of detailed machine models and further models for products, processes, TBS systems and the building. The work focuses on the coupling of these single models, which can be implemented in different specialized modeling environments, via a middleware software (Schönemann 2017). Due to this holistic approach, Schönemann tackles all relevant factory levels and allows the integration of models with the required degree of detail. However, there is again no support for the forecasting of energy and media demand or the dimensioning of production machinery so that the applicability for
60
3 State of Research
planning purposes is limited. Moreover, the coupling of different models and tools require a profound training of planners. In contrast, kurle aimed at coupling different models and modules within one single simulation environment (Anylogic) to avoid the model coupling complexity. Despite focusing on the simulation of heat flows in production systems which is out of the scope of this work, Kurle includes galleries with detailed machine models (e.g. hard chrome plating, machining) which can be of analytical or empirical nature. These machine models are integrated into a flexible material flow simulation which in turn is linked with models for the factory building and TBS systems. The simulation can be parameterized by planners via a comfortable Excel GUI (Kurle 2018). This approach specifically supports the planning of new production systems and has, to some extent, energy demand forecasting capabilities due to the inclusion of analytical models. However, functionalities for the dimensioning of machines and recommendations for process design are not provided.
3.5 Findings and Research Demand In total, 31 approaches have been identified which provide relevant contributions to the research focus of this work. The evaluation results are summarized in Fig. 3.5 using the evaluation criteria and Harvey ball thresholds which have been defined in Sect. 3.2.2. The picture clearly shows that none of the approaches and concepts fulfills all criteria which are relevant for the planning of eco-efficient process chains in automotive component manufacturing while covering all relevant planning phases. This work focuses on the planning support of the relevant planning phases from concept over rough to detailed planning. None of the cross-phase approaches sufficiently covers all of these phases. Instead, they either aim at the early planning stages or at the detailed planning phase and existing production systems. Moreover, a clear focus of these approaches are the factory and process chain level with a partly consideration of the machine level but insufficient coverage of the machine component level. All approaches of this group show major shortcomings in the category which evaluates the degree of planner support. It becomes obvious that the approaches generally base on a single methodology which is stretched to address as many phases as possible but that there is no concept which encompasses multiple methodologies which each address single planning phases but work together seamlessly. Hence, approaches which directly focus on one planning phase have also been evaluated in order to identify methodologies which could be linked to jointly cover all planning phases. For the concept planning phase, five approaches have been assessed. With regard to the goals of this work, it is the aim of the planner during the concept phase to identify suitable manufacturing technologies by conducting early-stage evaluations regarding their eco-efficiency based on the limited available information. Eikötter (2011) and Gausemeier (2014) provide comparably abstract methods for technology assessment based on total cost and benefit analyses which do not sufficiently cover
3.5 Findings and Research Demand
61
Fig. 3.5 Evaluation of relevant research approaches
the process chain and machine level but, at least, partly cover most of the planning target variables. The remaining approaches include the machine level but show shortcomings in comprehensively covering the planning target variables. Only the S-LCA method with its commercial software tool implementations and Schindler (2014) with his standardized technology assessment templates provide significant planner support. During the rough planning phase, especially the estimation of process rates is of importance for a first line balancing and machine count determination. All of the
62
3 State of Research
four approaches from this category address the required planning levels. Only the work of Schrems et al. (2011), Larek (2012) and Lütjen (2014) support this planning task but neither of these approaches sufficiently tackles all planning target variables. The work of Lindner and Schmitt (2011) is the only one that specifically deals with process chains for the manufacturing of hybrid lightweight components but only on the basis of LCI data which does not allow conclusions regarding process rates and line balancing. One important task during the detailed planning phase is the dimensioning of machines. Crucial here is that the machine component level is addressed, that the components can be dimensioned according to the workpiece and process requirements, and that at least different machine states can be depicted. This is true for most of the approaches. Exceptions are Weinert (2010), who considers the machines as black boxes, and Hülsemeyer (2016), who exclusively addresses the component level without considering the machine as a system. It has to be noted that all approaches but one are specifically designed for machine tools. Only Frank (2015) addresses the engineering of special-purpose machines such as machines for hybrid lightweight component manufacturing but does neither include the required planning targets nor does he provide the required planner support. The simulation of production systems during the detailed planning phase aims at supporting two planning fields. On the one hand, the simulation is employed to evaluate dynamic effects in the material flow such as blocking and starving of machines. On the other hand, the simulation is required to depict the dynamic energy and media flows within a production system to derive the optimal TBS configuration and to generate electrical load profiles on factory level. As this is the final planning step, all evaluation criteria are relevant. It is found that only schönemann (2017) and Kurle (2018) sufficiently consider the machine component level, which is important for the inclusion of detailed machine models, and the product-process-machine interaction, which is required in order to dynamically adapt the machine behavior depending on the processed product. Of these two approaches, only Kurle (2018) at least partly provides the required planner support but fails in providing the possibility of detailed machine design according to product and process requirements. In summary, it can be stated that • there is so far no overarching approach which addresses all relevant planning phases with the respectively required degree of detail, • all reviewed approaches have only selective strengths with regard to the goals of this work; however, there is no integrative work to be found which makes use of these individual strengths, • the requirements as defined for this work regarding planner support of the discussed approaches are met only to a very limited extent, • the applicability of the methods and tools for emerging technologies as one of the most crucial requirements is hardly given at all. Consequently, there is research demand for the development of a planning tool chain which provides appropriate methods for enabling the production system planner
3.5 Findings and Research Demand
63
• to systematically evaluate the potential of emerging manufacturing technologies at an early stage on the basis of varying and rough data sources, • to quickly design the value stream for a process chain on the basis of workpiece features and required cycle times, • to define the configuration of the single machines within the value stream and to finetune these configurations based on the findings from a production system simulation, • to enable a case- and customer-specific projection of emerging technologies in the detailed planning phase, • to conduct dynamic production system simulations runs with minimal modeling effort, and • to design and evaluate eco-efficient process chains for component manufacturing without having to outsource planning activities such as machine component dimensioning and dynamic simulations to external experts.
References Abele E, Kuhrke B, Rothenbücher S (2010) Entwicklungstrends zur Erhöhung und Bewertung der Energieeffizienz spanender Werkzeugmaschinen. In: Neugebauer R (Hrsg.): Energieeffiziente Produkt- und Prozessinnovationen in der Produktionstechnik, Tagungsband zum 1. Internationalen Kolloquium des Spitzentechnologieclusters eniPROD, Technische Universität Chemnitz, Fraunhofer IWU. Verlag Wissenschaftliche Scripten, Auerbach, pp 99–120 Abele E, Sielaff T, Schiffler A, Rothenbücher S (2011) Analyzing energy consumption of machine tool spindle units and identification of potential for improvements of efficiency. In: Glocalized solutions for sustainability in manufacturing. Springer, Berlin, Heidelberg, pp 280–285 Abele E, Eisele C, Schrems S (2012) Simulation of the energy consumption of machine tools for a specific production task. In: Dornfeld D, Linke B (eds) Leveraging technology for a sustainable world. Springer, Berlin, Heidelberg Abele E, Schrems S, Eisele C, Schraml P (2012) Simulation-based assessment of the energy consumption of manufacturing processes. In: Dornfeld D, Linke B (eds) Leveraging technology for a sustainable world. Springer, Berlin, Heidelberg Abele E, Panten N, Menz B (2015): Data collection for energy monitoring purposes and energy control of production machines. Procedia CIRP 29:299–304 Abele E, Schraml P, Moog D (2016) Electric load management on machine tools. Procedia CIRP 55:164–169 Alvandi S, Bienert G, Li W, Kara S (2015) Hierarchical modelling of complex material and energy flow in manufacturing systems. Procedia CIRP 29:92–97 Bakir DC (2015) KMU-taugliche Methodik zur Erhöhung der innerbetrieblichen ökonomischen und ökologischen Ressourceneffizienz. Dissertation; Shaker, Aachen. ISBN 978-3-8440-3536-0 Beck M, Helfert M, Burkhardt M, Abele E (2016) Rapid assessment: method to configure energy performant machine tools in linked energy systems. Procedia CIRP 48:514–519 Beier J (2017) Simulation approach towards energy flexible manufacturing systems. Springer Bleicher F, Duer F, Leobner I, Kovacic I, Heinzl B, Kastner W (2014) Co-simulation environment for optimizing energy efficiency in production systems. CIRP Ann Manuf Technol 63(1):441–444 Böhner J, Hamacher M, Reger A, Steinhilper R (2014) Derivation of measures for energy efficient machine design by evaluating energy consumption data. Procedia CIRP 15:437–442
64
3 State of Research
Bonvoisin J, Thiede S, Brissaud D, Herrmann C (2013) An implemented framework to estimate manufacturing-related energy consumption in product design. Int J Comput Integr Manuf 26(9):866–880. https://doi.org/10.1080/0951192X.2013.799782 Borgia S, Pellegrinelli S, Bianchi G, Leonesio M (2014) A reduced model for energy consumption analysis in milling. Procedia CIRP 17:529–534 Bunse K, Vodicka M, Schönsleben P, Brülhart M, Ernst FO (2011) Integrating energy efficiency performance in production management–gap analysis between industrial needs and scientific literature. J Cleaner Prod 19(6–7):667–679 Cai W, Liu F, Xie J, Liu P, Tuo J (2017) A tool for assessing the energy demand and efficiency of machining systems: energy benchmarking. Energy 138:332–347 Cannata A (2011) A methodology to enhance energy efficiency at factory level. Improvements for sustainable manufacturing. Dissertation, Politecnico di Milano Dai M, Tang D, Giret A, Salido MA, Li WD (2013) Energy-efficient scheduling for a flexible flow shop using an improved genetic-simulated annealing algorithm. Robot Comput-Integr Manuf 29(5):418–429 Dehning P (2017) Steigerung der Energieeffizienz von Fabriken der Automobilproduktion. Springer Fachmedien Wiesbaden GmbH Despeisse M (2013) Sustainable manufacturing tactics and improvement methodology: a structured and systematic approach to identify improvement opportunities Despeisse M, Oates MR, Ball PD (2013) Sustainable manufacturing tactics and cross-functional factory modelling. J Cleaner Prod 42:31–41 Dietmair A, Verl A, Wosnik M (2008) Zustandsbasierte Energieverbrauchsprofile – Eine Methode zur effizienten Erfassung des Energieverbrauchs von Produktionsmaschinen. wt Werkstattstechnik online, 98(7, 8); pp 640–645 Dietmair A, Verl A (2010) Energieeffizienter betrieb von Produktionsanlagen. Tagungsband Energieeffiziente Produkt- und Prozessinnovationen in der Produktionstechnik 1:185–206 Döbbeler B (2016) Entwicklung eines ressourceneffizienzorientierten Entscheidungsmodells zur Auswahl von Technologieketten in der Fertigungstechnik. Dissertation; Apprimus, Aachen Duflou J, Dewulf W, Al-Bender F, Sas P, Vermeiren C (2002) Parametric eco-efficiency analysis: a DfE support tool. In: Proceedings 9th CIRP life cycle seminar Erlangen, pp 1–6 Duflou J, Kellens K (2010) Unit process impact assessment for discrete part manufacturing: A state of the art. In: Neugebauer R (ed) Energieeffiziente Produkt- und Prozessinnovationen I der Produktionstechnik. Auerbach, Wissenschaftliche Scripten, pp 81–98 Dür F, Flatz T, Kovacic I, Waltenberger L, Wiegand D, Emrich S, Leobner I, Bednar T, Eder K, Kastner W, Heinzl B, Kiesel K, Liesel K (2013) INFO – Interdisziplinäre Forschung zur Energieoptimierung in Fertigungsbetrieben. Technical report, TU Wien, Wien Eberspächer P, Haag H, Rahäuser R, Schlechtendahl J, Verl A, Bauernhansl T, Westkämper E (2012) Automated provision and exchange of energy information throughout the production process. In: Leveraging technology for a sustainable world. Springer, Berlin, Heidelberg, pp 381–386 Eberspächer P, Schraml P, Schlechtendahl J, Verl A, Abele E (2014) A model-and signal-based power consumption monitoring concept for energetic optimization of machine tools. Procedia CIRP 15:44–49 Eikötter M (2011): Synchronisation der Produkt-, Technologie- und Fabrikplanung durch integratives roadmapping. Dissertation; PZH Produktionstechnisches Zentrum GmbH, Garbsen. ISBN 978-3-943104-21-9 ENOPA (2011) Verbundvorhaben ENOPA: Energieeffizienz durch optimierte Abstimmung von Produktion und TGA Schlussbericht. Förderkennzeichen BMWi 0327422A. Verbund-Nr. 01055553 Eisele C (2014) Simulationsgestützte Optimierung des elektrischen Energiebedarfs spanender Werkzeugmaschinen. Dissertation; Shaker, Aachen. ISBN: 978-3-8440-3270-3 Erlach K (ed) (2009b) Energiewertstrom: der Weg zur energieeffizienten Fabrik. Fraunhofer-Verlag Fang K, Uhan N, Zhao F, Sutherland JW (2011) A new approach to scheduling in manufacturing for power consumption and carbon footprint reduction. J Manuf Syst 30(4):234–240
References
65
Filleti RA, Silva DA, Silva EJ, Ometto AR (2014) Dynamic system for life cycle inventory and impact assessment of manufacturing processes. Procedia CIRP 15:531–536 Flick D, Ji L, Dehning P, Thiede S, Herrmann C (2017) Energy efficiency evaluation of manufacturing systems by considering relevant influencing factors. Procedia CIRP 63:586–591 Frank G (2015) Durchgängiges mechatronisches Engineering für Sondermaschinen. Dissertation; Fraunhofer Verlag, Stuttgart. ISBN 978-3-8396-0968-2 Gausemeier P (2014) Nachhaltige Technologiepfade für unterschiedliche Entwicklungsniveaus. Dissertation; Fraunhofer Verlag, Berlin. ISBN 978-3-8396-0670-4 Germani M, Mandolini M, Marconi M, Marilungo E (2014) A method for the estimation of the economic and ecological sustainability of production lines. Procedia CIRP 15:147–152 Ghadimi P, Li W, Kara S, Herrmann C (2014) Integrated material and energy flow analysis towards energy efficient manufacturing. Procedia CIRP 15:117–122 Giret A, Trentesaux D, Prabhu V (2015) Sustainability in manufacturing operations scheduling: a state of the art review. J Manuf Syst 37:126–140 Gong X, De Pessemier T, Joseph W, Martens L (2015) An energy-cost-aware scheduling methodology for sustainable manufacturing. Procedia CIRP 29:185–190 Gong X, Van der Wee M, De Pessemier T, Verbrugge S, Colle D, Martens L, Joseph W (2017) Energy-and labor-aware production scheduling for sustainable manufacturing: a case study on plastic bottle manufacturing. Procedia CIRP 61:387–392 Gontarz A, Züst S, Weiss L, Wegener K (2012) Energetic machine tool modeling approach for energy consumption prediction. In: Proceedings of the GCSM 2012 10th global conference on sustainable manufacturing. Institute of Machine Tools and Manufacturing (IWF), Swiss Federal Institute of Technology, Switzerland Gontarz A, Hänni F, Weiss LB, Wegener K (2013) Machine tool optimization strategies for ecologic and economic efficiency. Proc Instit Mech Eng Part B J Eng Manuf 227(1):54–61 Gontarz A, Schudeleit T, Wegener K (2015) Framework of a machine tool configurator for energy efficiency. Procedia CIRP 26:706–711 Graedel TE (1998) Streamlined life-cycle assessment. Prentice Hall. ISBN 978-0136074250 Granta Design (2018) Eco audit tool. https://www.grantadesign.com/products/ecoaudit/. Accessed 01.02.2018 Graßl M, Reinhart G (2014) Evaluating measures for adapting the energy demand of a production system to volatile energy prices. Procedia CIRP 15:129–134 Graßl M (2015) Bewertung der Energieflexibilität in der Produktion, vol 300. Herbert Utz Verlag Große Böckmann M (2014) Senkung der Produktionskosten durch Gestaltung eines Energieregelkreis-Konzeptes. Dissertation; Apprimus, Aachen. ISBN 978-3-86359-240-0 Haag H (2013) Eine Methodik zur modellbasierten Planung und Bewertung der Energieeffizienz in der Produktion. Dissertation; Fraunhofer Verlag, Stuttgart Haag H, Eberspächer P, Siegert J, Bauernhansl T, Verl A (2013) Energieoptimierung in der spanenden Fertigung; Energieverbrauch von der Planung bis zur optimalen Steuerung reduzieren. WT Werkstattstechnik 103:410–415 Hafner I, Rössler M, Heinzl B, Körner A, Breitenecker F, Landsiedl M, Kastner W (2012) Using BCVTB for co-simulation between Dymola and MATLAB for multi-domain investigations of production plants. In: Proceedings 9th international modelling conference, pp 557–564, Munich. https://doi.org/10.3384/ecp12076557 Hafner I, Rößler M, Heinzl B, Körner A, Landsiedl M, Breitenecker F (2014) (2013) Investigating communication and step-size behaviour for co-simulation of hybrid physical systems. J Comput Sci 5(3):427–438. https://doi.org/10.1016/j.jocs.2013.08.007 He Y, Liu F, Wu T, Zhong FP, Peng B (2012) Analysis and estimation of energy consumption for numerical control machining. Proc Instit Mech Eng Part B J Eng Manuf 226(2):255–266 Heinemann T, Schraml P, Thiede S, Eisele C, Herrmann C, Abele E (2014) Hierarchical evaluation of environmental impacts from manufacturing system and machine perspective. Procedia CIRP 15:141–146
66
3 State of Research
Heinzl B, Rossler M, Popper N, Leobner I, Ponweiser K, Kastner W, Dur F, Bleicher F, Breitenecker F (2013) Interdisciplinary strategies for simulation-based optimization of energy efficiency in production facilities. In: 2013 UK Sim 15th international conference computer modelling simulation. IEEE, pp 304–309. ISBN 978-1-4673-6421-8. https://doi.org/10.1109/UKSim.201 3.115 Henning H (2012) Modellbasierte Prozess-adaption in der Feinplanung fertigungstechnischer Prozessketten. Dissertation; PZH Produktionstechnisches Zentrum GmbH, Garbsen Herrmann C, Bergmann L, Thiede S, Zein A (2007) Energy labels for production machines–an approach to facilitate energy efficiency in production systems. In: Proceedings of 40th CIRP international seminar on manufacturing systems location Herrmann C, Kara S, Thiede S (2011) Dynamic life cycle costing based on lifetime prediction. Int J Sustain Eng 4(3):224–235. https://doi.org/10.1080/19397038.2010.549245 Hesselbach J, Herrmann C, Detzer R, Martin L, Thiede S, Lüdemann B (2008) Energy efficiency through optimized coordination of production and technical building services. In: 15th CIRP international conference life cycle engineering, pp 17–19. ISBN 1877040673 Hülsemeyer L (2016) Energieeffizienz spanender Werkzeugmaschinen und bedarfsgerechter Betrieb am Beispiel der inneren Kühlschmierstoffzufuhr. Dissertation; PZH, Garbsen. ISBN 978-3-95900-093-2 Kara S, Li W (2011) Unit process energy consumption models for material removal processes. CIRP Ann Manuf Technol 60(1):37–40 Kellens K, Dewulf W, Overcash M, Hauschild MZ, Duflou JR (2011) Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory (ULPCI) CO2PE! Initiative (cooperative effort on process emissions in manufacturing). Part 1: methodology description. Int J Life Cycle Assessm 17(1):69–78 Kellens K, Dewulf W, Overcash M, Hauschild MZ, Duflou JR (2012) Methodology for systematic analysis and improvement of manufacturing unit process life cycle inventory (ULPCI) CO2PE! Initiative (cooperative effort on process emissions in manufacturing). Part 2: case studies. Int J Life Cycle Assess 17(2):242–251 Kellens K (2015) Energy and resource efficient manufacturing. Unit process analysis and optimization. Ph.D. thesis; KU Leuven, Science, Engineering & Technology; 2013. ISBN 978-94-6018-765-0 Keller F, Reinhart G (2015) Produktionsplanung unter Berücksichtigung des Energiebezugs. wt Werkstattstechnik 105(3):141–147 Keller F, Schönborn C, Reinhart G (2015) Energy-orientated machine scheduling for hybrid flow shops. Procedia Cirp 29:156–161 Kirschbaum S (2012) Entwicklung eines Softwarepakets zur Simulation industrieller Produktionsprozesse unter energetischen Gesichtspunkten. Hochschulbibliothek der RheinischWestfälischen Technischen Hochschule Aachen Kolar M, Vyroubal J, Smolik J (2016) Analytical approach to establishment of predictive models of power consumption of machine tools’ auxiliary units. J Cleaner Prod 137:361–369 Kovacic I, Orehounig K, Mahdavi A, Bleicher F, Dimitrou A-A, Waltenberger L (2013) Energy efficient production—interdisciplinary, systemic approach through integrated simulation. Strojarstvo 55(1):17–34 Krings R (2012) Bewertung und kontinuierliche Verbesserung der Ressourceneffizienz von automatisierten Fertigungssystemen. Dissertation; Shaker, Aachen. ISBN 978-3-8440-1476-1 Krones M (2017) A method to identify energy efficiency measures for factory systems based on qualitative modeling. Dissertation; Springer Vieweg, Wiesbaden. ISBN 978-3-658-18342-4 Kruse A, Uhlemann THJ, Steinhilper R (2016) Simulation-based assessment and optimization of the energy consumption in multi variant production. Procedia CIRP 40:396–401 Kuhrke B, Schrems S, Eisele C, Abele E (2010) Methodology to assess the energy consumption of cutting machine tools. In: Proceedings of the 17th CIRP international conference on life cycle engineering, pp 76–82
References
67
Kuhrke B (2011) Methode zur Energie- und Medienbedarfsbewertung spanender Werkzeugmaschinen. Dissertation; epubli, Berlin. ISBN 978-3-8442-1461-1 Kurle D (2018) Integrated planning of heat flows in production systems. Springer Kuznetsov AP, Blau P, Koriath HJ, Richter M (2016) Criteria for energy-efficiency of technological processes, technological machines and production engineering. Procedia CIRP 46:340–343 Larek R (2012) Ressourceneffiziente Auslegung von fertigungstechnischen Prozessketten durch Simulation und numerische Optimierung. Dissertation, Shaker, Aachen. ISBN 978-3-8440-11135 Leobner I, Ponweiser K, Neugschwandtner G, Kastner W (2011) Energy efficient production—a holistic modeling approach. In: 2011 world congress sustainable technology (WCST), London. IEEE, pp 62–67 Li W, Winter M, Kara S, Herrmann C (2012) Eco-efficiency of manufacturing processes: a grinding case. CIRP Ann Manuf Technol 61(1):59–62 Li W, Kara S, Kornfeld B (2013) Developing unit process models for predicting energy consumption in industry: a case of extrusion line. In: Re-engineering manufacturing for sustainability. Springer, Singapore, pp 147–152 Li W (2015) Efficiency of manufacturing processes. Springer Li W, Kara S (2015) Characterising energy efficiency of electrical discharge machining (EDM) processes. Procedia CIRP 29:263–268 Li W, Kara S, Qureshi F (2015) Characterising energy and eco-efficiency of injection moulding processes. Int J Sustain Eng 8(1):55–65 Li W, Alvandi S, Kara S, Thiede S, Herrmann C (2016) Sustainability Cockpit: an integrated tool for continuous assessment and improvement of sustainability in manufacturing. CIRP Ann Manuf Technol 65(1):5–8 Li W, Thiede S, Kara S, Herrmann C (2017) A generic Sankey tool for evaluating energy value stream in manufacturing systems. Procedia CIRP 61:475–480 Lindberg CF, Tan S, Yan J, Starfelt F (2015) Key performance indicators improve industrial performance. Energy Procedia 75:1785–1790 Lindner R, Götze U (2011) Lebenszykluskostenrechnung als Instrument der energiebezogenen wirtschaftlichen Bilanzierung und Bewertung von Werkzeugmaschinen. In: Neugebauer R, Götze U, Drossel WG (eds) Methoden der energetisch-wirtschaftlichen Bilanzierung und Bewertung in der Produktionstechnik. Verlag Wissenschaftlicher Scripten, Zwickau, pp 115–129 Liu F, Xie J, Liu S (2015) A method for predicting the energy consumption of the main driving system of a machine tool in a machining process. J Cleaner Prod 105:171–177 Lütjen M (2014) Modellierungskonzept zur integrierten Planung und Simulation von Produktionsszenarien entwickelt am Beispiel der CFK-Serienfertigung. Dissertation; Universität Bremen Mahamud R, Li W, Kara S (2017) Energy characterisation and benchmarking of factories. CIRP Ann 66(1):457–460 May G, Barletta I, Stahl B, Taisch M (2015) Energy management in production: a novel method to develop key performance indicators for improving energy efficiency. Appl Energy 149:46–61 Middlemas S, Fang ZZ, Fan P (2015) Life cycle assessment comparison of emerging and traditional titanium dioxide manufacturing processes. J Cleaner Prod 89:137–147 Mose C, Weinert N (2014) Energy efficiency optimization of joining processes on shop floor and process chain level. In: Procedia CIRP 15:86–89 Mourtzis D, Vlachou E, Milas N, Dimitrakopoulos G (2016) Energy consumption estimation for machining processes based on real-time shop floor monitoring via wireless sensor networks. Procedia CIRP 57:637–642 Mousavi S, Thiede S, Li W, Kara S, Herrmann C (2016) An integrated approach for improving energy efficiency of manufacturing process chains. Int J Sustain Eng 9(1):11–24 Müller F (2015) Modular planning concept for green factories. Dissertation. Essen: Vulkan Verlag. ISBN 978-3-8027-8342-5 Neugebauer R (ed) (2014) Handbuch Ressourcenorientierte Produktion, 1st edn. Hanser, München, Wien
68
3 State of Research
Overcash M, Twomey J (2012) Unit process life cycle inventory (ULPCI)—a structured framework to complete product life cycle studies. In: Dornfeld DA, Linke BS (eds) Leveraging technology for a sustainable world. Springer, Berlin, Heidelberg, pp 1–4 Paetzold J, Kolouch M, Wittstock V, Putz M (2017) Methodology for process-independent energetic assessment of machine tools. Procedia Manuf 8:254–261 Panten N, Abele E, Schweig S (2016) A power disaggregation approach for fine-grained machine energy monitoring by system identification. Procedia CIRP 48:325–330 Patterson MG (1996) What is energy efficiency? Concepts, indicators and methodological issues. Energy Policy 24(5):377–390 Posselt G, Fischer J, Heinemann T, Thiede S, Alvandi S, Weinert N, Herrmann C (2014) Extending energy value stream models by the TBS dimension–applied on a multi product process chain in the railway industry. Procedia CIRP 15:80–85 Posselt G (2016) Towards energy transparent factories. Springer International Publishing, Cham Qureshi F, Li W, Kara S, Herrmann C (2012) Unit process energy consumption models for material addition processes: a case of the injection molding process. In: Leveraging technology for a sustainable world. Springer, Berlin, Heidelberg, pp 269–274 Rahäuser R, Klemm P, Verl A, Kircher C (2013) Increasing the energy efficiency in metal cutting manufacturing through a demand based coolant filtration. In: Re-engineering manufacturing for sustainability. Springer, Singapore, pp 233–239 Rahimifard S, Seow Y, Childs T (2010) Minimising embodied product energy to support energy efficient manufacturing. CIRP Ann 59(1):25–28 Reinhardt S (2013) Bewertung der Ressourceneffizienz in der Fertigung. Dissertation; Herbert Utz, München. ISBN 978-3-8316-4317-2 Reinhart G, Schultz C (2014) Herausforderungen einer energieorientierten Produktionssteuerung. ZWF Zeitschrift Für Wirtschaftlichen Fabrikbetrieb 109(1–2):29–33 Rief M (2012) Vorhersagemodell für den Energiebedarf bei der spanenden Bearbeitung für eine energieeffiziente Prozessgestaltung. Dissertation; Shaker, Aachen. ISBN 978-3-8440-1540-9 Sauer A, Losert F (2013) Energieeffizienz in der Fertigungstechnik: Modellbildung. Kurzstudie und Fallbeispiele, München Schindler S (2014) Strategische Planung von Technologieketten für die Produktion. Dissertation; Technische Universität München Schlechtendahl J, Haag H, Eberspächer P, Friedrich J, Verl A, Westkämper E (2011) Multilevel control of energy consumption. In 21st international conference on production research (ICPR) Schlechtendahl J, Sommer P, Eberspächer P, Verl A (2012) Automated linkage of consumption models and control information in control systems. In: Leveraging technology for a sustainable world, pp 387–391 Schlechtendahl J, Eberspächer P, Schrems S, Sekler P, Verl A, Abele E (2013) Automated approach to exchange energy information. In: Future trends in production engineering. Springer Berlin Heidelberg, pp 47–54 Schlosser R (2013) Methodik zur Prognose der Nachhaltigkeit des Energie- und Stoffeinsatzes spanender Fertigungsprozesse. Dissertation; Apprimus, Aachen Schmidt C, Li W, Thiede S, Kara S, Herrmann C (2015) A methodology for customized prediction of energy consumption in manufacturing industries. Int J Prec Eng Manuf-Green Technol 2(2):163– 172 Schmidt C, Li W, Thiede S, Kornfeld B, Kara S, Herrmann C (2016) Implementing key performance indicators for energy efficiency in manufacturing. Procedia CIRP 57:758–763 Schnellbach P (2015) Methodik zur Reduzierung von Energieverschwendung unter Berücksichtigung von Zielgrößen Ganzheitlicher Produktionssysteme. Dissertation; Technische Universität München Schönemann M, Kurle D, Herrmann C, Thiede S (2016) Multi-product EVSM simulation. Procedia CIRP 41:334–339 Schönemann M (2017) Multiscale simulation approach for battery production systems. Springer International Publishing
References
69
Schrems S (2014) Methode zur modellbasierten Integration des maschinenbezogenen Energiebedarfs in die Produktionsplanung. Dissertation; Shaker, Aachen. ISBN: 978-3-8440-2999-4 Schrems S, Eisele C, Abele E (2011) Methodology for an energy and resource efficient process chain design. In: Glocalized solutions for sustainability in manufacturing. Springer, Berlin, Heidelberg, pp 299–304 Schulze M, Nehler H, Ottosson M, Thollander P (2016) Energy management in industry–a systematic review of previous findings and an integrative conceptual framework. J Cleaner Prod 112:3692–3708 Schultz C, Braunreuther S, Reinhart G (2015) Integration von Lastmanagementstrategien in die Produktionssteuerung. ZWF Zeitschrift Für Wirtschaftlichen Fabrikbetrieb 110(11):675–680 Sealy MP, Liu ZY, Zhang D, Guo YB, Liu ZQ (2016) Energy consumption and modeling in precision hard milling. J Cleaner Prod 135:1591–1601 Seow Y, Goffin N, Rahimifard S, Woolley E (2016) A ‘design for energy minimization’ approach to reduce energy consumption during the manufacturing phase. Energy 109:894–905 Seow Y, Rahimifard S (2011a) A framework for modelling energy consumption within manufacturing systems. CIRP J Manuf Sci Technol 4(3):258–264 Seow Y, Rahimifard S (2011b) Improving product design based on energy considerations. In: Glocalized solutions for sustainability in manufacturing. Springer, Berlin, Heidelberg, pp 154– 159 Seow Y, Rahimifard S, Woolley E (2013) Simulation of energy consumption in the manufacture of a product. Int J Comput Integr Manuf 26(7):663–680 Shrouf F, Ordieres-Meré J, García-Sánchez A, Ortega-Mier M (2014) Optimizing the production scheduling of a single machine to minimize total energy consumption costs. J Cleaner Prod 67:197–207 Spiering T (2014) Steigerung der Wirtschaftlichkeit im Kunststoffspritzgießen durch Energieeffizienz. Vulkan Spiering T, Kohlitz S, Sundmaeker H, Herrmann C (2015) Energy efficiency benchmarking for injection moulding processes. Robot Comput-Integr Manuf 36:45–59 Sproedt A (2013) Decision-support for eco-efficiency improvements in production systems based on discrete-event simulation. Dissertation, ETH Zürich Sproedt A, Plehn J, Schönsleben P, Herrmann C (2015) A simulation-based decision support for eco-efficiency improvements in production systems. J Clean Prod, pp 1–17. https://doi.org/10. 1016/j.jclepro.2014.12.082 Stahl B, Taisch M, Cannata A, Müller F, Thiede S, Herrmann C, Cataldo A, Antonio FC (2013) Combined energy, material and building simulation for green factory planning. In: Proceedings of 20th CIRP international conference life cycle engineering. Singapore. Springer Singapore, pp 493–498. https://doi.org/10.1007/978-981-4451-48-2_80 Tanaka K (2008) Assessment of energy efficiency performance measures in industry and their application for policy. Energy Policy 36(8):2887–2902 Thiede S (2012) Energy efficiency in manufacturing systems. Springer Science & Business Media Thiede S, Posselt G, Herrmann C (2013) SME appropriate concept for continuously improving the energy and resource efficiency in manufacturing companies. CIRP J Manuf Sci Technol 6(3):204–211 Thiede S, Li W, Kara S, Herrmann C (2016) Integrated analysis of energy, material and time flows in manufacturing systems. Procedia CIRP 48:200–205 Verl A, Abele E, Heisel U, Dietmair A, Eberspächer P, Rahäuser R, Braun S (2011a) Modular modeling of energy consumption for monitoring and control. In: Glocalized solutions for sustainability in manufacturing; pp 341–346 Verl A, Westkämper E, Abele E, Dietmair A, Schlechtendahl J, Friedrich J, Schrems S (2011b) Architecture for multilevel monitoring and control of energy consumption. In: Glocalized solutions for sustainability in manufacturing. Springer, Berlin, Heidelberg, pp 347–352 Wetter M (2011) Co-simulation of building energy and control systems with the Building Controls Virtual Test Bed. J Build Perform Simul 4(3):185–203
70
3 State of Research
Weinert N (2010) Approach for planning and operation of energy-efficient production systems. Vorgehensweise für Planung und Betrieb energieeffizienter Produktionssysteme Wilson J, Arokiam A, Belaidi H, Ladbrook J (2016) A simple energy usage toolkit from manufacturing simulation data. J Cleaner Prod 122:266–276 Winter M, Li W, Kara S, Herrmann C (2014) Determining optimal process parameters to increase the eco-efficiency of grinding processes. J Cleaner Prod 66:644–654 Winter M (2016) Eco-efficiency of grinding processes and systems. Springer International Publishing Yingjie Z (2014) Energy efficiency techniques in machining process: a review. Int J Adv Manuf Technol 71(5–8):1123–1132 Zein A (2012) Transition towards energy efficient machine tools. Springer Science & Business Media Zhang Z, Tang R, Peng T, Tao L, Jia S (2016) A method for minimizing the energy consumption of machining system: integration of process planning and scheduling. J Cleaner Prod 137:1647–1662 Zhong Q, Tang R, Peng T (2017) Decision rules for energy consumption minimization during material removal process in turning. J Cleaner Prod 140:1819–1827 Zhou L, Li J, Li F, Meng Q, Li J, Xu X (2016) Energy consumption model and energy efficiency of machine tools: a comprehensive literature review. J Cleaner Prod 112:3721–3734 Züst S, Züst R, Schudeleit T, Wegener K (2016) Development and application of an eco-design tool for machine tools. Procedia CIRP 48:431–436
Chapter 4
Concept for the Planning of Eco-efficient Process Chains and Implementation
In this chapter, the concept and the implementation for the planning tool framework as well as for the single planning tools are presented. At first, the objectives are defined and the requirements are derived accordingly. On this basis, the planning tool framework is introduced. The following subchapters then present the concepts and implementation of the planning tools from the framework.
4.1 Objectives and Requirements Based on the findings from the analysis of existing industrial planning processes in Sect. 2.3 and the identified research demand (see Sect. 3.5), objectives (Oi ) are formulated that have to be achieved by the concept to be developed for the digital planning of eco-efficient process chains. The respective requirements (Rj ) describe what has to be fulfilled in order to achieve the objectives. The objectives and requirements are grouped according to the overarching topics scope and boundaries and planner support as well as to the single planning phases. Regarding the scope and boundaries, it is the first objective to develop a planning solution which can be applied for both established technologies as well as for new and emerging technologies [O1 ]. To properly achieve this goal, it is important to support the planning of manufacturing systems in all relevant steps and production system levels [O2 ]. To meet the defined planning targets, a sufficient and efficient dimensioning of all manufacturing system elements in order to meet the required product output rates needs to be ensured [O3 ]. Thereby it is important that the concept provides the necessary data for an evaluation of required investments [O4 ] and also the necessary data for an evaluation of operating costs and ecological impacts [O5 ]. Against this background, the following first set of requirements are derived:
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 C. Schmidt, Planning of Eco-efficient Process Chains for Automotive Component Manufacturing, Sustainable Production, Life Cycle Engineering and Management, https://doi.org/10.1007/978-3-030-62953-3_4
71
72
4 Concept for the Planning of Eco-efficient Process Chains and Implementation
• R1 : Provision of methods and tools to systematically evaluate the potential of emerging manufacturing technologies at an early stage on the basis of varying and rough data sources • R2 : Enabling a case- and customer-specific projection of emerging technologies in the detailed planning phase • R3 : Integration of all planning phases from concept planning to detailed planning in a seamless approach • R4 : Integration of all relevant production system levels from factory (process chain, TBS) to machine component level • R5 : Depiction of the interdependencies between production machines and TBS • R6 : Modeling of the interdependencies between machine and machine component dimensioning and the consequently achievable process rates • R7 : Support functionalities for the dimensioning of machines, machine components and TBS • R8 : Provision of planning decision supporting data regarding the expected energy and media demand of production equipment. With regard to the planner support, it is the objective to provide relevant planning and forecasting data with planning phase-appropriate degree of detail [O6 ]. Thereby it is important that the planning methods and tools have a good accessibility for enabling planners to conduct planning tasks themselves which have had to be outsourced before [O7 ]. From these objectives the second set of requirements is derived: • R8 : Implementation of functional interrelationships (models) to generate forecasting data (instead of relying on empirical/measurement data) • R9 : Development of intuitive GUIs for the planning tools • R10 : Minimization of the amount of data to be entered by the planner • R11 : Automation of functionalities if possible and reasonable while enabling an override by manual detailed configurations. For the concept planning phase, it is an objective to support the early stage technology assessment regarding suitability for large-scale manufacturing and ecoefficiency [O8 ]. This results in the following two requirements: • R12 : Development of a robust scoring system for the evaluation and comparison of manufacturing technologies which can flexibly handle differing amounts and quality of technology information • R13 : Enable an identification of promising new manufacturing technologies in order to initiate goal-oriented further, more detailed investigations. During the rough planning phase, it is the objective to derive the principal design of a manufacturing process chain based on workpiece characteristics [O9 ]. To achieve this, the following two requirements have to be fulfilled: • R14 : Implementation of functionalities for process rate forecasting depending on workpiece features • R15 : Provide functionalities for rough line balancing (allocation of working steps to single manufacturing line stations, parallelization of machines).
4.1 Objectives and Requirements
73
In the detailed planning phase, an eco-efficient dimensioning of machine components is needed [O10 ]. Second, a simulative validation of manufacturing system design considering dynamic aspects such as blocking and starving effects as well as consumption and generation of media (e.g. sufficiently dimensioned compressed air generation) is important [O11 ]. The simulation of innovative material flow systems as they might be of importance for emerging technologies and new manufacturing concepts must be possible [O12 ]. From these objectives the following set of requirements is derived: • R16 : Provision of a method and tool for the design of standard machine tools featuring functionalities for the optimal dimensioning of components for the given production task and for the forecast of energy and media demands • R17 : Provision of guidelines for the component-oriented modeling of specialpurpose machines • R18 : Provision of a simulation method and tool which can integrate the detailed machine models and depict the dynamic behavior of the manufacturing system including material flow, machine and buffer utilization, energy and media demand and generation etc. while providing well accessible GUIs for selected tasks • R19 : Implementation of a flexible material flow simulation which can be adapted to model both rigid or linear linkages between work stations and flexible matrix structures. The presented objectives and requirements for the concept are the basis for the development of the planning tool framework and the specifications of the single methods and tools.
4.2 Planning Tool Framework In this subchapter, the conceptual framework for the planning tools is described as an overview with a focus on the interdependencies between the single elements. Moreover, potential application cycles for the user of the framework and its tools are outlined.
4.2.1 Conceptual Framework It is the goal of the planning tool framework to structure methods and tools which support the planner during the relevant planning phases (concept, rough and detailed planning) in order to achieve the technical, monetary and environmental goals of the planning tasks. The framework is structured as follows (see Fig. 4.1): At the top, the goals of the planning task are addressed. After the targets to be reached have been defined by the planner, a continuous evaluation of the fulfillment level during the single planning phases takes place using a KPI system. The individual KPIs for the
74
4 Concept for the Planning of Eco-efficient Process Chains and Implementation Target group: Planners of production systems during concept, rough & detailed planning Technical Monetary $ KPI System KPIs, e.g. $ KPIs, e.g. Target definition takt time operating cost Continuous evaluation throughput investment and iterative adaption techn. availability utilization
I Technology Assessment
II Value Stream Design
M2.1
Data
technology fact sheets with defined scoring thresholds for technol. and ecological performance rating system to support the identification of eco-efficient technologies
P1 ≈ P2
Legend:
(scientific) literature
tact [s]
M1
Pre-evaluation
Logic
Rough Planning
M2.2
1
2.2 2.1
Detailed Planning III
Machine Configuration
M3
Machine Tool Configurator
3
Specialpurpose Machine Model
IV
Factory Simulation Line
Matrix
TBS
Planning Functionality
Concept Planning
Environmental KPIs, e.g. energy demand material utilization emissions
definition of process steps workpiece geometry-based derivation of process rates and cycle times with rough analytical process models line balancing and definition of required machines
process and work piece characteristics define machine component dimensioning modeling of machine components with physical equations energy forecast
flexible material flow simulation simulation of energy and media flows building and TBS simulation integration of detailed machine models or... empirical energy demands
f(x)
f(x)
f(x)
emp. (optional)
P1 ≈ P2 similarity analyses
emp. (optional)
f(x) physical model emp. empirical data (measurement) (forecasting)
Fig. 4.1 Conceptual framework
planning task can be chosen during the target definition depending on the necessity and the planning case; the planning methods and tools provide the required raw data to calculate these KPIs. If required, planning iterations during the planning state are performed to meet the defined goals. In doing so, the interactions between the single target groups are considered as the planning tools simultaneously address all three targets. These four planning tools and their allocation to the respective planning phase are displayed on the next level of the framework. The individual tool logic is outlined
4.2 Planning Tool Framework
75
below. At the bottom, the data source or data generation methods are displayed. As already outlined, a special focus for the framework and tool development is set on data autarky to the greatest possible extent so that mostly forecasting mechanisms are provided. The single elements are described only briefly at this point but in more detail during the following subchapters. The technology assessment is implemented as the Technology Assessment Tool (TAT) and addresses the evaluation of manufacturing technologies at a very early planning stage with regard to technical and environmental criteria. The TAT features technology fact sheets which can be filled out by the planner following a clear methodology on the basis of scientific literature and similarity analyses with comparable processes. Multiple of these sheets can then be processed for portfolio diagrams and ranking systems to enable the goal-oriented selection of eco-efficient processes. The TAT is described in detail in Sect. 4.3. The rough planning phase is supported by the Value Stream Design Tool (VSDT). In this tool, the single process steps for the manufacturing of a workpiece are defined. Based on the workpiece features which are generally given by development, the expected process rates and cycle times can be calculated with rough analytical models. Alternatively, empirical data on process rates can be used. This allows a first line balancing by conducting analyses about which process steps should be allocated to which machines and how the machines should be parallelized if required. This is fully sufficient in the rough planning phase for a quick line design regarding the required types and numbers of machines. The parameters and cycle times can, if required, be adjusted within certain limits in the following detailed planning phase. The VSDT is described in more detail in Sect. 4.4. The machine configuration is the first step of the detailed planning phase. Here, the production machines are modeled on a component level whereat the components are implemented as physical equation models. This allows energy forecasts as wells as an optimal dimensioning of machines and machine components for defined production tasks. Within this work, a Machine Tool Configurator (MTC) has been developed for the design of machine tools for machining production processes. Moreover, a methodology for the design and setup of special-purpose machine models (SPMM; e.g. for the manufacturing of hybrid lightweight components) has been developed and implemented. The machine configuration is described in-depth in Sect. 4.5. These detailed machine models can then be used as work station elements in the Dynamic Factory Simulation (DFS). Alternatively, also standard workstation models can be used which are fed with empirically derived data. The factory simulation is able to depict linear material flows as well as complex matrix flows. All of which is necessary in order to evaluate the complex interdependencies on energy and material flow level between the single processes, the material flow system and the technical building services (TBS). The DFS is presented in detail in Sect. 4.6.
76
4 Concept for the Planning of Eco-efficient Process Chains and Implementation
4.2.2 Potential Application Cycles The single tools as well as the tool chains can be flexibly employed depending on the specific necessities of a planning case. In general, with this framework, multiple application cycles are possible: • First of all, all tools also function as stand-alone solutions so that it is possible to work on just specific planning tasks. Possible examples are a first analysis of a new manufacturing technology field such as hybrid lightweight manufacturing, a detailed machine configuration for e.g. replacement purchases in an existing line, or a material flow simulation of layout variances. • On the basis of an early technology assessment with the TAT, a selection of the most promising technologies can directly be modeled as detailed machine models which can then be used in the DFS to analyze the potentials of the new technologies in detail. This course of action is described in “Case Study A— Simulation Environment of the Open Hybrid LabFactory” in Sect. 5.1. • For well-known technologies such as machining technologies, in general a standardized planning procedure is required from a rough line design with the VSDT over a detailed machine tool configuration with the MTC to the dynamic validation and TBS dimensioning with the DFS. This is described in “Case Study B—Engine Component Manufacturing” in Sect. 5.2. • If two (or more) manufacturing concepts with already known single processes are to be compared, respective models can be set up in the machine configuration and the DFS. This is demonstrated in “Case Study C—Battery Case Manufacturing” in Sect. 5.3. It becomes obvious how flexibly this framework and tool suite can be employed. This is mainly due to the fact that the tools address the various planning phases and that the focus of the tools lies on creating the required planning data with e.g. forecasting models instead of relying on existing data which is often missing in real-world planning projects.
4.3 Technology Assessment As outlined in Sect. 4.1, the systematic scouting and evaluation of new manufacturing processes with respect to technical and environmental criteria is a crucial planning task. The concept and implementation for a planning tool which supports this task is presented in the following. Figure 4.2 provides a first overview of the central methods for technology assessment. These will be described in detail in Sect. 4.3.1, in which the concept for the tool is presented. At the right-hand side of the picture it is outlined how the tool is prototypically implemented with standard software tools. The tool prototype is described in detail in Sect. 4.3.2.
4.3 Technology Assessment
77
Concept Planning I Technology Assessment
Implementation: TAT – Technology Assessment Tool Methods Semi-quantitative scoring for process and component characterization Portfolio analyses of manuf. technologies
Process fact sheets (MS Powerpoint) Central Database (MS Excel) Integrated evaluation portfolios (MS Excel)
Pre-evaluation
Fig. 4.2 Overview of methods and implementation for technology assessment
4.3.1 Tool Concept and Methods
Technology Assessment Tool
The general concept for the Technology Assessment Tool (TAT) is characterized by a clear sequence of analysis steps as depicted in Fig. 4.3. Technology screenings ➊, which can be done by the planner in scientific literature, technology prototype observations etc., provide the input for process fact sheets ➋. These fact sheets provide clear guidelines for a technology analysis with qualitative and semi-quantitative data based on the limited information that is available during these early stages. The information from the fact sheets is stored in a central database. The semi-quantitative process information from this database enables an integrated evaluation ➌ of a selection of manufacturing technologies. Consequently, a quick identification ➍ of the 1
Technology screening
4
Identification of research demand of promising technologies
2
Process fact sheets
3
Integrated evaluation
Process n
… of all processes
Process 2 Process 1 Qualitative information and semi-quantitative scoring for: Process characterization Component characterization Environm.-related data
Potential for large-series manufacturing application Environmental scoring Information quality / research demand
Database
Fig. 4.3 Concept for technology assessment tool
78
4 Concept for the Planning of Eco-efficient Process Chains and Implementation
most promising technologies and also of further research demand can be conducted by the planner. The single concepts for the process fact sheets and the integrated evaluation are described in more detail in the following.
4.3.1.1
Process Fact Sheet
The guiding requirement for the process fact sheet concept is the development of a robust scoring system for the evaluation and comparison of manufacturing technologies which can flexibly handle differing amounts and quality of technology information (comp. R12 in Sect. 4.1). Figure 4.4 schematically depicts the process fact Header
Process name
press sh. body sh. paint sh. ass’ly. compon. compon.
Category (DIN 8580)
Qualitative information
Semi-quantitative information Process characterization
Process scheme
Process cycle description
Achievable processing time [min]
Manufacturing readiness level
100 sources screened 21 process fact sheets filled out
3
Evaluation
overall limited information quality of sources 10 promising emerging technologies selected (incl. variants) technologies have lower than average env. score
4
Output
selection of promising technologies with first performance indications as basis for further, goaloriented research
Fig. 5.4 Summary of proceeding during technology screening phase
5.1.2 Machine Modeling Using SPMMs Against the background of the findings from the technology screening process, ten detailed, component-based machine models have been developed as SPMMs. These models have either been implemented in MS Excel® or Anylogic® according to the decision tree in Fig. 5.21. Table 5.1 provides an overview of the developed models and how they have been implemented. Exemplarily, the MS Excel® models of the multiaxial fabrics machine and the injection molding machine, as well as the Anylogic model of the hydraulic press for thermoforming will be briefly presented. Also, for each of these three models, a short exemplary simulation experiment is conducted with respect to the technical, monetary and environmental evaluation criteria as shown in Fig. 5.5.
5.1 Case Study A – Simulation Environment … Table 5.1 Overview of implemented component-based machine models
127
Implementation in MS Excel®
Implementation in Anylogic®
Multi-axial fabrics machine
RTM-machine
Picker arm weaving loom
HP-RTM-machine
Nonwoven fabric manufacturing
Compression molding machine
Calender
Thermoforming machine
Pultrusion Injection molding machine
KPI System Target definition Continuous evaluation and iterative adaption
Technical KPIs, e.g. takt time throughput techn. availability
$
Monetary
$ KPIs, e.g. operating cost investment utilization
Environmental KPIs, e.g. energy demand material utilization emissions
Multi-axial fabrics machine Target: Analyze the influence of product parameters on process
Analyze the technical indirect result from limitations regarding processing time & processing time energy demand
Target: Compare two machine concepts and materials for hybrid manufacturing
Analyze processing time for the two machine concepts and materials
Analyze energy con sumption behavior & influencing factors
Injection molding machine indirect result from processing time & energy demand
Analyze energy con sumption behavior & influencing factors
Thermoforming machine Analyze processing Target: Create a first time for exemplary indication of processing time and energy demand workpiece
indirect result from processing time & energy demand
Analyze energy con sumption for exemplary workpiece
Fig. 5.5 Exemplary analyses with OHLF machine models
Multi-axial Fabrics Machine This machine type produces multi-axial glass fiber fabrics which can additionally be reinforced with carbon fiber tapes. Depending on the number of fabric layers, the respective count of weft insertion warp beams is installed in the required orientation (up to ± 45°) above the central transport belt (0° orientation) with walking needles. The weft insertion warp beams move across the belt and deposits the fiber rovings, which are fed from a warp creel, onto the fabric while twining them around the walking needles. Each weft insertion warp beam adds another layer to the fabric. The principal construction of a machine with three warp beams (+45°, 90°, −45°) is depicted in Fig. 5.6. In addition, nonwoven fabrics can be inserted between single layers or used as base material on which the oriented fibers are placed. Moreover,
128
5 Exemplary Applications of Tools
Fig. 5.6 Exemplary warp knitting machine for multi-axial textiles. Adapted from (Karl Mayer 2016)
carbon fiber rovings can be needled into the fabric. The finished multi-axial fabric is continuously coiled up at the end of the machine. In total, six major subsystems are identified: • • • • • •
Transport belt and walking needle system Feeding system for substrate panels Weft insertion warp beams with warp creel Carbon fiber needling system with warp creel Cutting module at walking needles with suction Coiling-up system.
All of which are driven by three-phase induction machines which provide the mechanical power for the rotary and linear movements of the subsystems. The electrical drives can be assumed as constant consumers because the production rate is also constant. The only exception here are the weft insertion warp beams which show a strong cyclical behavior while moving back and forth across thee belt. Each subsystem is modeled using physical equations and implemented in MS Excel. For these subsystem models, a number of machine parameters can be parameterized in order to depict specific machine characteristics. Additionally, a cockpit for the product configuration on the machine is implemented (see Fig. 5.7 for a look and feel). The relevant product characteristics are then taken by the single subsystem models to calculate their energy contribution. The result is displayed in the cockpit.
5.1 Case Study A – Simulation Environment …
129
Fig. 5.7 Screenshot of control cockpit for multi-axial fabrics machine
The major criterion for all subsystems is the production rate which can be decomposed to the fabric width and the transport belt speed. Modeling showed, that the width and transport speed but also the weft orientation angle are of special importance for the energy demand of the machine. This is because these three parameters have a direct influence on the required traveling speed and acceleration rate of the weft insertion warp beams, which turned out to be the dominant consumers. The energy shares for the single components are displayed in Fig. 5.8 for two different fiber orientations. In the case of 0 and 90° fiber orientation, just one weft insertion warp beam is active. However, as the weft insertion is perpendicular to the transport direction, the weft insertion warp beam requires very fast acceleration rates resulting in a high energy demand with 44% of the total energy demand being allocated to it. If the fiber orientation is ± 45°, two weft insertion warp beams are required; one for each fiber orientation. In this case, however, the required traveling speed is much slower so that two warp beams only account for 61% of the energy demand.
Fig. 5.8 Energy shares of subsystems for different fiber orientations
130
5 Exemplary Applications of Tools
Multi-axial fabrics machine Target: Analyze the influence of product parameters on process
Large placement angles lead to lower production rate; limitations from weft insertion beam acceleration
$
$ Number & orientation of layers are dominant influencing factors on energy demand, followed by production rate
Fig. 5.9 Summary of exemplary simulation experiments with multi-axial fabrics machine model
Consequently, it can be stated that the number of fabric layers and their orientation are the dominant influencing factors on energy demand, followed by the production rate. The findings of this exemplary analysis are summarized in Fig. 5.9. Injection Molding Machine Injection molding machines are available in a broad range of machine sizes and closing forces (5 kN … 105 kN) for the manufacturing of plastic parts (component mass 10−6 … 102 kg) in high quantities and with potentially complex geometries (Johannaber et al. 2004; Spiering 2014). The plastic components can be reinforced by adding carbon-, glass- or aramid-fibers during the process (Rösler et al. 2012). Two major machine variants can be distinguished. Most commonly employed in industry is the hydraulic machine, while the hybrid variant is less prevalent but offers comparably significant energy efficiency potential. The hydraulic machine uses one central electric motor to drive the hydraulic system including hydro motors. In contrast, the hybrid machine features two separate electric motors so that the screw can be operated independently. The respective major components and energy conversion chains are depicted in Fig. 5.10. Both machine types have been implemented as component-based physical models in MS Excel which are used for process parameter sensitivity analyses and machine type comparisons to understand the effects of the energy consumption behavior. A screenshot from the machine and process configuration cockpit is shown in Fig. 5.11. On the left-hand side, the workpiece parameters can be entered. On that basis, the planner has two options: Either the minimum required machine component dimensions are automatically calculated or the machine parameters of an existing machine can be entered in order to forecast its energy demand and cycle time for the given workpiece. The middle part of the cockpit visualizes the simulation results such as the power profile for one cycle, the energy demand of the single components and the process times for the single process steps within one cycle. The right-hand side part of the cockpit shows the exact numeric values of the parameters. In the first scenario, a hydraulic machine is modeled on which two parts with the same geometry (200 × 150 × 5 mm) are manufactured, one with thermoplastic (mass: 0.284 kg) and one with a thermoset (0.308 kg) matrix; both with a glass fiber (GF) volume content of 0.47. The results are summarized in Table 5.2. The processing of the thermoplastic part is significantly faster because the tool heating can be omitted and the holding phase is short in contrast to the thermoset material. Consequently,
5.1 Case Study A – Simulation Environment …
131
Total system
Clamping unit
Spritzeinheit
Heater band
Hydraulic machine
Tool
Tempering element
Closing cylinder
Ejector
Screw
Drive cylinder
Core pull cylinder
Hydro motor
Inject. cylinder
Heating element
Drive cylinder
Valves, pipes
Cooling
Hydraulic pump
Electric motor
Total system
Clamping unit
Injection unit
Heater band
Hybrid machine
Tool
Tempering element
Cooling
Closing cylinder
Ejector
Screw
Drive cylinder
Core pull cylinder
Inject. cylinder
Drive cylinder
Valves, pipes
Heating element
Gearing
Hydraulic pump
Electric motor
Electric motor
Fig. 5.10 Components and energy conversion chain of hydraulic and hybrid injection molding machines
Fig. 5.11 Screenshot from injection molding machine model cockpit
132 Table 5.2 Scenario 1: thermoplastic versus thermoset – cycle times and energy data
5 Exemplary Applications of Tools Thermoplastic + GF
Thermoset + GF
Processing cycle time (s)
36.4
76.4
Energy for one part (kJ)
2346
2974
Ø electrical power 64.5 (kW)
38.9
the total amount of electrical energy needed is also lower for the thermoplastic part. The electrical peak loads of both processes are similar at around 80 kW with a short spike at 10 kW during one cycle; but the average power is lower for the thermoset part due to the holding phase during which the hydraulic system operates at low power levels. In the second scenario, the manufacturing of the same thermoplastic part is analyzed on a hydraulic and a hybrid machine. The achieved cycle times are the same, but the hybrid machine requires less energy (1935 versus 2346 kJ) and operates at a lower average power level (53.16 versus 64.47 kW). The electrical power curves are plotted in Fig. 5.12. It becomes obvious that the hybrid machine runs more energy efficient during the plasticizing phase. Due to the discrete modeling of the machine states during one cycle, the power graphs show averaging plateaus. This, however, is a sufficiently detailed view on the energy consumption behavior. The findings of this exemplary analysis are summarized in Fig. 5.13: Based on the modeling it was found that fiber reinforced workpieces
Fig. 5. 12 Scenario 2: hydraulic versus hybrid – electrical power curves for one cycle
$
Injection molding machine Target: Compare two machine concepts for hybrid manufacturing
Thermoplastic+GF has processing time advantage over thermoset+GF.
$ 1. Thermoplastic+GF requires less energy per part 2. Hybrid machine concept is more energy-efficient
Fig. 5.13 Summary of exemplary simulation experiments with injection molding machine model
5.1 Case Study A – Simulation Environment …
133
with a thermoplastic matrix require comparably shorter cycle times and less energy per part. The comparison of the two machine concepts also showed that the hybrid machine concept is more energy efficient. Thermoforming Machine For the thermoforming process, there are high requirements regarding precision and velocity control that can only be achieved by hydraulic presses. Such hydraulic presses are, however, not only employed for the manufacturing of metal and fiber reinforced plastic components but also for press and draw hardening processes. The four major parts of the machine are the oil maintenance, the main circuit with the ram cylinder(s), the secondary circuit with the parallel holding cylinders and the tempering aggregate. The respective energy conversion chains are depicted in Fig. 5.14. The dynamic and efficiency-afflicted behavior of the single components has been modeled in Anylogic® , at which the parameterization takes place in MS Excel® . The main part of the model is depicted in the screenshot shown in Fig. 5.15. The middle part of the screenshot shows the model states beginning with the parameter import from MS Excel, followed by the standard machine states. The latter contain internal sub-states where necessary. Located around the state chart are the major model elements with their parameters, variables, and dynamic variables. Some of the latter are linked with arrows that reflect the interdependencies. In the model, two possible solutions for the main circuit are implemented: the direct drive system where the hydraulic energy comes directly from the pumps and the reservoir drive where the hydraulic energy comes from hydraulic pressure reservoirs.
Hydraulic Press Oil mainten.
Main circuit
Second. circuit Tool
Tank
Cooling
Tempering
Ram cylinder
Parallel hold. cylinder
Cooling
Pipes, valves and reservoirs Hydraulic pump
Hydraulic pump
Hydraulic pump
Hydraulic pump
Electric motor
Electric motor
Electric motor
Electric motor
Fig. 5.14 Components and energy conversion chain of thermoforming machine
Heating element
134
5 Exemplary Applications of Tools
Fig. 5.15 Screenshot of detailed component-based machine model in Anylogic®
Building up and maintaining the hydraulic pressure in these reservoirs plays a crucial role during the machine’s ramp up and standby phase and are therefore modeled in detail. During the processing state, the four sub states of closing, forming, holding and opening are implemented with the respective dynamic component behavior. All components can be configured and parameterized. Elementary parameters are on the one hand the tool area and inner pressure which relate to the workpiece characteristics and on the other hand the number of pumps and their volume flows which are directly linked to the power of the electric motors. The model has been parameterized to depict the hydraulic press at OHLF. At the time when the OHLF was established it was a special situation during which it was important to develop such models in order to generate early forecasting data regarding
5.1 Case Study A – Simulation Environment … Thermoforming machine
135
$
$
Target: Create a first Processing time ~ 15 sec indication of processing time and energy demand
Energy demand during processing ~ 80...140 kW
Fig. 5.16 Summary of exemplary simulation experiments with thermoforming machine model
cycle times and energy demands as well as to create a better process understanding. For these goals, the model proved very useful. Exemplarily, simulation results for the forming of organic sheets as a typical workpiece are summarized in Fig. 5.16.
5.1.3 LabFactory Simulation Using the DFS With regard to the goals which have been defined in the introduction of this case study, a comprehensive simulation environment of the OHLF has been set up in the DFS. The machine models from Table 5.1 are parameterized so that they depict the installed equipment and are implemented as workstations in the DFS. Figure 5.17 shows a screenshot of the simulation with these workstations on the real OHLF layout. This OHLF simulation can be used to model typical process routes or single processes in the Life Cycle Design and Engineering Lab to foster the integration of vehicle design and planning, production planning, process development and environmental assessment (Herrmann 2015, 2018). The single machine models are integrated as SPMMs in the DFS. This means, that they do not just have static power levels and processing times. Consequently, a detailed configuration regarding the product characteristics and process parameters
Fig. 5.17 Exemplary simulation run: weaving, c-fiber placement, calendering
136
5 Exemplary Applications of Tools
is necessary to set up a simulation study for a specific product. This has to be done in the individual SPMM’s MS Excel configuration sheets. The Engel V-Duo hybrid injection molding machine is implemented as two collaborative workstations i.e. the extruder unit and the press. The press is the primary workstation which controls the start and end of the supportive extruder workstation. Similarly, the Siempelkamp hybrid forming press and its oven have been implemented as collaborative workstations whereas the press is also the primary workstation. This modeling approach allows the use of the same press model which can flexibly be parameterized to depict these different presses. It can be concluded that a comprehensive simulation environment of the OHLF has been set up which contains most of the OHLF manufacturing processes as detailed SPMMs. This simulation can be used for detailed studies within the scope of the Life Cycle Design and Engineering Lab. The most relevant output variables are cycle times and energy demands of the machines for specific products. Most importantly, it was possible to set up this simulation environment by following the concept for developing the SPMMs for pre-evaluation studies even before the OHLF was built and the production machinery was designed. It has to be mentioned though that a decent effort for the detailed configuration is necessary for the modeling of these products.
5.2 Case Study B – Engine Component Manufacturing In this case study it is the aim to demonstrate the applicability of the developed methods and tools for the planning of a production system with well-established manufacturing technologies. An existing crank shaft manufacturing line which consists of 24 production steps on 28 machines is the guiding example. This line, together with the crank shaft’s raw and finished part, is schematically depicted in Fig. 5.18.
10 raw part ↑ finished crank shaft ↓
20.1
30.1
20.2
20.2
40
44
50
54
60 70.1
175
74
170 80.1
160
Production step
150
80.2 84
154
##
70.2
145
140
120
Fig. 5.18 Crank shaft and real-world production line structure
114
110
100
90
5.2 Case Study B – Engine Component Manufacturing
137
Characteristic for the planning process of this line was that the planning was mainly done with external knowledge and consulting; especially with regard to machine selection and dimensioning. The main task of the actual planners was the creation of the requirements specification and the evaluation and selection of machine vendor offers. Against this background it is the goal of this case study to demonstrate that, by applying the developed methods and tools, the planning could also have been done as a one-stop solution in-house by the planners themselves. For future planning tasks, this would ensure an efficient in-house planning process without the need for external consultancy and a better basis for negotiations with machine vendors because the minimum or most economical requirements are well known. The planning in this case study is performed on the basis of product drawings as the main planning process input. Three main tasks are of specific relevance here. The first is the rough line design based on cycle time forecasts which includes line balancing by parallelization of machines. It is the goal to show that the Value Stream Design Tool (VSDT) outputs a line structure that matches the real-world line (comp. Fig. 5.18 right). The second step is the detailed dimensioning of the machines and a forecast of their prospected energy demand as a basis for TCO calculations. At this stage it is the aim to demonstrate that the Machine Tool Configurator (MTC) outputs machine configurations and energy demand forecast which match the real-world machine characteristics. Additionally, a simulation-based validation of the derived production line is performed to ensure that dynamic effects have been sufficiently considered. In all three cases it is the aim to demonstrate, apart from the tool validation, that the planners could have done the planning tasks by themselves using the tools instead of relying on third-party knowledge.
5.2.1 Rough Line Design Using the VSDT In the rough planning phase, it is the first sub-task to translate the part drawings into manufacturing steps and required processing times. This is supported by the Value Stream Design Tool. In the VSDT, the manufacturing technology can be selected and the material amount and geometry to be removed can be specified by the planner based on a comparison of the raw part and the (semi-)finished part. On this basis, the VSDT calculates a processing time for each single manufacturing step. These single steps can, depending on their compatibility (e.g. turning and thread turning), be grouped and allocated to process chain stations. Hence, a required total processing time per process chain station can be derived to which additional nonproductive time shares can be added by the planner. In order to balance the line, this time value has to match (equal or smaller) the line clock. Consequently, for time values longer than the line clock, a parallelization factor for the process chain station has to be defined. To give an example, a parallelization factor of 2 is needed if the required time is 88 s and the line clock is 45 s (see 3rd process step in Fig. 5.19). This parallelization can either be achieved by employing two single machines or by employing one machine with two spindles.
138
5 Exemplary Applications of Tools
Fig. 5.19 Value stream design tool: line balancing and exemplary process steps
The crank shaft production line consists of 28 stations in total. This comprises both the cutting manufacturing technologies which have been implemented in the VSD tool and other technologies such as induction heating or supportive processes like cleaning and measuring which are excluded from the scope of this work. Table 5.3 provides an overview of the modeled process chain stations (PS), manufacturing steps, required main time and the resulting parallelization (format: number of machines × number of spindles/machine). Generally, a 20 s non-productive time share2 has been added for workpiece handling etc. which is not separately displayed in the table. Process chain stations which have not been modeled in the VSD tool are listed in italic. Figure 5.19 shows the first three process chain stations and the results of line balancing by employing parallelization factors. It can be shown that the derived number of machines and machine spindle count reflects the real-world line. This is the proof that the tool can be applied by the planner for rough line design on the sole basis of demanded line clock and workpiece drawings. For most manufacturing steps, the tool calculates realistic main times which is exemplarily shown for three representative processes in Fig. 5.20. However, due to simplifications and assumptions which are necessary to keep the number of input 2 Typical
time for workpiece exchange according to planner at plant.
5.2 Case Study B – Engine Component Manufacturing
139
Table 5.3 Crank shaft process chain with resulting process times PS #
VSD tool technol.
Manufacturing steps
VSD main time (s)
Parallelization
010 Cut into length, center 020
Turn broaching
Flange, trunnion main bearing I: ø pre- & width finish Main bearing II: ø pre- & width preMain bearing IV: ø pre- & width pre-
17 + 33 2 × 2 34 17 34
030
Turn broaching
Main bearing: ø pre- & width finish Fitting bearing: ø pre- & width preConrod bearing: ø pre- & width pre-
2 × 34 2 × 17 2 × 17
2×2
4 × oilway facing 4 × oilway piloting 4 × oilway boring 4 × oilway countersinking
4×1 4×2 4 × 11 4×3
1×2
035 balance control 040
boring, counter-sinking
044 cleaning, 050 induction heating & relaxation, 054 cleaning 060
boring
4 × weight reductions facing 4 × weight reductions boring
4×1 4 × 11
1×2
070
ext. cyl. grinding
main bearing: ø preconrod bearing: ø pre-, width finish
5 × 18 4 × 17
2×2
ext. cyl. grinding
main bearing: ø finish conrod bearing: ø finish
5 × 14 4 × 12
2×2
boring, threading counter-sinking
6 × flange boring 6 × flange threading Trunnion boring trunnion countersinking
6×4 6×2 17 3
1×2
face grinding
Positioning area grinding Trunnion grinding
1 3
1×1
ext. cyl. grinding
Flange trunnion area 1 trunnion area 2
24 4 7
1×2
074 cleaning 080 084 cleaning 090
094 cleaning 100 104 cleaning 110
114 cleaning, 115 de-magnetizing 120
boring, int. cyl. grind
Boring Grinding
7 5
1×1
140
boring
8 × balancing borings
8×3
1×1
150 finishing, 154 cleaning, 160 meas. & grading, 165 opt. inspection, 170 end washing, 175 palletizing
140
5 Exemplary Applications of Tools Cycle time (C/T) [s] 0
5
10
15
20
25
30
35
40
45
PS 20.2
PS 80.2
PS 90
Calculated C/T by VSDT
Real C/T [s]
Fig. 5.20 Validation of calculated VSDT cycle times
parameters for the planner low, the VSD tool delivers in this case unrealistically short main times for comparably small grinding workpiece features (see PS # 100 and 120 in Table 5.3).
5.2.2 Machine Tool Configuration Using the MTC Three machine tools from the process chain have been selected for a detailed modeling in the Machine Tool Configurator (MTC). This section addresses two aspects. First, it is the goal to demonstrate that the MTC forecasts a realistic energy demand of the machines if the machines are configured in the MTC the way they have been built for the manufacturing line. Second, the MTC’s potential for providing customized machine configurations shall be explored. PS20.2: Heller DRZ 10-2-500 The first machine tool to be configured in the MTC is a turn broaching machine for machining the flanges and the main bearings of the crank shaft. It features two 24 kW spindles with 700 mm diameter tools. Chips are continuously removed by a conveyor. As it is a dry cutting process, the machine is not equipped with a coolant lubricant pump and an air suction system. The large electrical cabinet is climatized by a filter fan. (Heller 2015) The machine’s hydraulic system is not specified in the machine documents, hence the automatically calculated energy demand of the MTC is used. The MTC is configured accordingly. Table 5.4 provides the cutting process input data of the single workpiece features to be machined. In the MTC, the process option “cylindrical milling/turn broaching” has been selected. The cutting geometry parameters for each workpiece feature are derived from the technical drawings, entered into the MTC and then allocated to one of the spindles.
5.2 Case Study B – Engine Component Manufacturing
141
Fig. 5.21 Heller DRZ 10–2-500: active components and electrical power per machine state
Table 5.4 Heller DRZ 10–2-500: MTC input parameters and resulting spindle power workpiece feature →
Spindle #1 Trunnion left
Spindle #2 Flange
Main bearing IV
Main bearing II
Main bearing I
Trunnion right
Total cutting depth h (mm)
2.0
2.0
2.0
2.0
2.0
2.0
Cutting depth ap (mm)
2.0
2.0
2.0
2.0
2.0
2.0
Cutting width ae (mm)
5.5
15.9
21.6
18.0
20.5
40.0
Cutting length L (mm)
143
275
141
141
141
115
Tool diameter d (mm)
700
700
700
700
700
700
Main cutting time t (s)
17
33
34
17
34
28
Resulting spindle power (kW)
0.49
1.04
0.76
1.29
0.73
1.29
The other machine tool components are configured in the MTC as specified above and their individual electrical power demand is calculated by the MTC. Together with the spindle power from Table 5.4, the following electrical power demand values for the single machine states are calculated by the MTC (see Fig. 5.21). This key data (processing time, machine configuration, energy demand) is on the one hand the basis for a TCO calculation and on the other hand required input for the energy-oriented process chain simulation in the DFS (see following Sect. 5.2.3). The same data set is derived for the other two machines.
142
5 Exemplary Applications of Tools
PS80.2: Junker Jucrank 6S 10–10 The same procedure is conducted for one of the two external cylindrical grinding machines in production step 80 (see Table 5.3) in which the main bearing and the conrod bearings are grinded. The Junker Jucrank 6S 10–10 is equipped with two 50 kW grinding spindles with 500 mm grinding wheels. The machine tool also features a high-pressure coolant lubricant pump, a machine cooling system and an air suction system. The large electrical cabinet is climatized by a filter fan. (Junker 2013) Again, the machine’s hydraulic system is not specified in the machine documents, hence the automatically calculated energy demand of the MTC is used. The MTC is configured accordingly using the “external cylindrical grinding” option. In doing so, the features on the left-hand side of the workpiece are allotted to spindle #1 and those on the right-hand side to spindle #2. The respective parameters (values per feature!) are summarized in Table 5.5. With the other machine tool components being configured in the MTC as specified above and the calculated spindle power, the electrical power demand values for the single machine states are calculated by the MTC and presented in Fig. 5.22. PS90: Etxe Tar Drilling Center The Etxe Tar drilling center is a purpose-built machine for which no documentation regarding its components is available. It is only known that it is a dry cutting process as the machine is not connected to the coolant lubricant circuit. For this reason, the machine is modeled from scratch in the MTC in order to evaluate, how far the derived MTC values correlate with the energy measurements of the machine from the energy management system. Table 5.5 Junker Jucrank 6S 10–10: MTC input parameters and resulting spindle power Workpiece feature → (values per feature)
Spindle #1
Spindle #2
Main bearings I, II
Conrod bearings I, II
Main bearings III, IV, V
Conrod bearings III, IV
Grinding stock (mm)
1.0
1.0
1.0
1.0
Cutting depth ap (µm)
30
30
30
30
Workpiece end diameter (mm)
41.9
41.9
41.9
41.9
Cutting width ae (mm)
19.2
16.8
19.2
16.8
Tool diameter d (mm)
500
500
500
500
Main cutting time t (s)
12
15
12
15
6.64
4.65
6.64
4.65
Resulting spindle power (kW)
5.2 Case Study B – Engine Component Manufacturing
143
Fig. 5.22 Junker Jucrank 6S 10–10: active components and electrical power per machine state
In the MTC, the options “drilling”, “countersinking” and “threading” are used with the workpiece parameters (comp. Table 5.6). The average calculated spindle power is 1,908 W. The other consumers are air suction (414 W), 24 V/230 V components (444 W), electrical cabinet climatization (19 W), machine cooling (1,272 W), and hydraulics (357 W). This results in state-based energy demands as depicted in Fig. 5.23. Evaluation of MTC Accuracy The derived MTC values for the operational and working states are compared to the consumption values which have been extracted from the energy management system (EnMS). The EnMS values have been derived by a histogram analysis of the machines’ power demands by calculating the weighted averages of the histogram peaks. This procedure is schematically visualized in Fig. 5.24. Table 5.6 Etxe Tar: MTC input parameters and resulting spindle power Workpiece feature → (values per feature)
Spindle #1 Flange borings (6x)
Spindle #2 Flange threading (6x)
Trunnion boring (1x)
Trunnion countersin-king (1x)
Boring diameter (mm)
9.0
–
14.5
14.5
Boring/thread depth (µm)
16.0
16.0
72.0
–
Countersink diameter (mm)
–
–
–
20.0
Thread diameter (mm)
–
M10
–
–
Main cutting time t (s)
5
2
20
3
1.14
0.21
2.61
0.91
Resulting spindle power (kW)
144
5 Exemplary Applications of Tools
Fig. 5.23 Etxe Tar: active components and electrical power per machine state
stand-by
operaonal
working
occurrence
off
power [W] Fig. 5.24 Schematic power histogram with data from EnMS for derivation of power levels during machine states
These measured values are opposed to the MTC calculations in Table 5.7. The derived MTC values for the Heller and the Junker machine correspond very well with the measured values. Their accuracy is within the desired range of ± 10%. This is not yet the case for the Etxe Tar which has been modeled from scratch in the MTC without further information about the actual machine configuration. The MTC values show a significantly lower base load of the machine (approx. 5 kW less; comp. lines 5 & 6 in Table 5.7). However, the actual material removal power (difference between working and operational) corresponds very well with the measured value (measured 1.95 kW versus MTC 1.90 kW). This suggests that either the installed machine has big potential for energy efficiency improvements or that additional (peripheral) consumers have been measured by the EnMS. Discussions with the responsible planners revealed that the machine is, as already stated, not connected to the coolant lubricant circuit but that it instead features a dedicated coolant lubricant conditioning system with a connected load of 12 kW. Separate measurements were not possible due to continuous line operations but it was observed that the coolant lubricant aggregates were, on average, running approximately half the time. Consequently, for the conditioning system 4.80 kW (1/2 × 12 kW × 80% load) and for the internal coolant lubricant pump 0.87 kW (derived with MTC) for the are added
5.2 Case Study B – Engine Component Manufacturing
145
Table 5.7 Comparison of measurements with Machine Tool Configurator (MTC) values Prod step Machine (Technology)
Operating state Meas (kW) MTC (kW) Deviation of MTC
20.2
Operational
1.50
1.62
+ 8%
Working
3.41
3.36
−2%
16.40
16.47
0%
31.20
28.00
−10%
7.45
2.51*
−66%*
4.41*
−53%*
80.2
90
* Values
Heller DRZ 10–2-500 (turn broaching)
Junker Jucrank 6S Operational 10–10 (ext. Working cylindrical grinding) Etxe Tar (purpose built) (drilling, thread turning)
Operational Working
9.40
With peripherals and int. flood cooling pump
Operational
7.45
8.18
+ 10%
Working
9.40
10.08
+ 7%
without peripheral coolant lubricant conditioning
to the MTC consumption values. As a result, the results are again within the desired accuracy range (comp. lines 7 & 8 in Table 5.7). Summing up, the MTC shows very high accuracy when modeling existing machines to forecast their energy demand. Moreover, with the given processing times from the preceding VSM tool, machines and processes can be modeled from scratch and give clear indications about the prospected energy demands. Moreover, the minimal component dimensions can be derived as the MTC provides data such as the required spindle power, coolant lubricant volume flow rate and pressure, optimal machine climatization devices etc. These values can then can be used for TCO calculations of machine configuration alternatives and in general for the purchasing negotiations with machine tool suppliers.
5.2.3 Quick Simulation Using the DFS with Custom GUI The information regarding machinery, processing times and energy demands can, in the last step, be used to set up a dynamic process chain simulation for the crank shaft production line. For this purpose, the custom GUI for linear production lines is used which allows a quick simulation configuration based on a minimal amount of input parameters. At this point, it is on the one hand the goal to analyze the process chain with regard to dynamic interdependencies such as blocking/starving events, which affect for example the production line’s energy demand or peak load. On the other hand, the interaction between production line and TBS can be assessed to evaluate which TBS equipment is required to meet the demand of the line. The description of the full simulation with the large number of processes would go beyond the scope of
146
5 Exemplary Applications of Tools
this section so that it is only illustrated how the simulation can be set up very easily by the planner and which challenges in the planning procedure can be addressed by employing the DFS. As already mentioned, the custom GUI for quickly setting up linear production line simulations is employed (see Fig. 5.25). Displayed are the configuration panel on the left and the exemplary configuration of production steps 20 (Heller DRZ 10– 2-500) and 80 (Junker Jucrank 6S 10–10). The configuration panel is filled from the top down to the “Simulation parameters” to automatically set up the production step configuration panels. Then, within the production step configuration panels, the respective buffer capacity and number of parallel machines (based on VSDT) are entered as well as the processing time (based on MTC). Moreover, the times for machine state changes as well as the machines’ energy demand (based on MTC) can be entered. The GUI then calculates automatically x–y-coordinates for the machines and buffers to generate a linear layout (quick set-up). These coordinates can of course be manually altered to meet a specific layout. Moreover. the TBS and layout zones
Fig. 5.25 Exemplary configuration of production steps in simulation GUI
5.2 Case Study B – Engine Component Manufacturing
147
Table 5.8 Simulation runs: input parameters and results Input
Number of products Process time cleaning
Results
* (x/y):
(s)*
Base
Run 2
Run 3
Run 4
Run 5
40
50
40
40
40 18/30
20/32
20/32
18/30
20/32
Process time bottleneck (s)
79
79
79
75
75
Utilization bottleneck (%)
95
95
95
95
95
Lead time (min)
28.3
35
28.3
26.9
26.9
Cycle time (s)
42.12
42.12
42.11
39.96
39.97
Total energy (kWh)
2045
2044
2006
1997
1937
Max. 15-min. peak (kW)
352
352
344
349
347
x-values for PSs 044, 054, 074, 084, 094, 104, 114, y-value for PS 154
are configured within the respective configuration panel (not displayed here). After all process steps and the TBS have been configured, the export functionalities in the configuration panel are used to write the configuration data into the DFS input sheets. To demonstrate the tool capabilities regarding planning support, five exemplary simulation runs have been conducted, which are summarized in Table 5.8 (changes marked grey). At first, the base scenario simulation run is performed with the automatically proposed number of allowed products in the system (critical control factor) and the previously calculated process times. To ensure that the system operates at the optimal point, the number of products is increased in run 2 which shows poorer results (strong increase in lead time) so that for further runs the number of products is kept at 40. Around one third of the energy is required for operating the air compressors which mainly feed the eight Knoth boxes for cleaning the work pieces after a machining process. Consequently, the effects of a potential process time reduction of 2 s in the cleaning process are evaluated in run 3. This results in a 2% improvement of the total energy demand and the maximum 15-min. peak. In run 4, the process time of the bottleneck station has been reduced by 4 s (technically feasible) to improve the output rate and, consequently, the energy efficiency. This reduces significantly the cycle time and slightly reduces the energy demand. Run 5 simulates the effects of both measures at once, resulting in 5% cycle time, lead time and total energy demand improvements while slightly improving the max. 15-min. peak load. This highlights the potential of the DFS to make improvement levers visible, to derive and evaluate goal-oriented measures and to evaluate the effects of such improvement measures. Also important for making the improvement levers visible for the planner is the dynamic live display of the most relevant KPIs in the DFS cockpit during the simulation runs (see Fig. 5.26). The planners who are responsible for the crank shaft line confirmed that all results are in the expected range and that the simulation adequately reflects the behavior of the real production system. Hence it can be stated that the DFS together with the custom GUI provides a good suitability for daily use in the planning process. With
148
5 Exemplary Applications of Tools
Fig. 5.26 Screenshot from DFS cockpit with dynamic KPI display during simulation run
comparably small effort the planners can validate the expected dynamic system behavior and derive and evaluate improvement measures.
5.3 Case Study C – Battery Case Manufacturing This case study shows the application of the developed methods and tools for the comparison of two manufacturing concepts for automotive components including emerging technologies.3 Concept one consists of the Hybrid Lightweight Design Processes at the OHLF which aim at the efficient large-scale production of components. In contrast, the incremental manufacturing approach of concept two is specifically designed as a variant flexible system whose production capacity can successively be increased (Incremental Manufacturing Lab (IML), see Sect. 5.3.2) (Reichler et al. 2019; Dröder et al. 2017). The two manufacturing concepts are compared using the Dynamic Factory Simulation (DFS). The outcome of this comparison is a breakeven analysis regarding the unit costs and production volumes as a function of the number of product variants. In addition, KPIs such as throughput time, degree of capacity utilization and energy demands will be evaluated. The product variants to be manufactured are presented in Sect. 5.3.1. This is followed by a description of both the IML concept and production system configurations (5.3.2) and the OHLF production system (5.3.3). Section 5.3.4 presents the 3 This
case study is based on the Master thesis of (Schreurs 2018) who was professionally guided and supervised during his work by myself.
5.3 Case Study C – Battery Case Manufacturing
149
scenario setup and evaluation method while 5.3.5 concludes with the scenario evaluation and break-even analysis. The compared production systems are very complex from a simulation point of view. The IML requires the simulation of very flexible and dynamic material flows and of the flexible collaboration between separate workstations (more details in Sect. 5.3.2). The OHLF, in addition, requires the integration of detailed SPMMs. It is the specific strength of the developed DFS that it incorporates all these aspects and can hence be employed to simulate, evaluate and compare such complex and detailed production system concepts.
5.3.1 Battery Case and Process Chains for IML and OHLF The underlying component for the comparison is a battery subshell (battery case). As such components are designed to suit the planned manufacturing processes, different component designs specifically for the OHLF and the IML processes are used in the comparison, which both, however, feature the same functionality and dimensions (see Fig. 5.27). The respective process chains for the IML and the OHLF case are different (see Fig. 5.28). For the battery case of the IML, two aluminum blanks serve as bottom elements which receive a rip structure by a forming process. The blanks are connected by a welded halfpipe profile. Square profiles, which are connected via build-up welded connecting nodes, create a circumferential structure, which is supported by additively manufactured plastic walls (fused layer modeling, FLM). A terminal edge, also produced via FLM, serves as a sealing towards the upper shell. To reach the end contours, milling processes are necessary after the additive manufacturing processes. In contrast to this multitude of elements and manufacturing operations, the OHLF case consists of a CFRP baseplate which receives its final shape
Fig. 5.27 Battery case of IML process (left) and OHLF process (right). Adapted from (Schreuers 2018; Kittler 2017)
150
5 Exemplary Applications of Tools
Forming
Tacking & welding
Build-up welding
Milling
Fused layer modeling
Milling
Fused layer modeling
Gluing profiles
Glue dispensing
Milling
IML
OHLF
Cropping
Forming
Drilling / milling
Hybrid inject. molding
Fig. 5.28 Battery case process chains for IML and OHLF. Adapted from (Schreuers 2018; Kittler 2017)
mainly by one forming and one primary shaping process which are accompanied by a cropping and chipping process.
5.3.2 Manufacturing in an Incremental Manufacturing Lab The IML is a production concept for the incremental manufacturing of components which is characterized by a high quantity flexibility and scalability as well as by a high flexibility regarding product variants. Incremental manufacturing strategies enable component-specific costs to be reduced compared to traditional processes while increasing production flexibility. To achieve this goal, pre-fabricated semifinished products are finalized by additive and subtractive manufacturing processes. Hence, the use of e.g. forming tools can be avoided which are costly and often require changeover operations for product variants. The manufacturing process takes place in cells which feature robots for both the part handling and processing. Multiple cells can be linked to stepwise increase the production capacity and system reliability in case of failures. For the case study, three IML production systems with an increasing capacity are designed. The first system contains just a single cell with four workstations and represents the minimal capacity for the given manufacturing task consisting of eleven work packages. As depicted in Fig. 5.29, this IML configuration consists of a press, three robots for handling and processing and a central workbench. The second system consists of four cells (see Fig. 5.30 left), whereas one of the cells is an exact copy of the one-cell system with a press and three robots. For the additional three cells, the press is replaced with robots. This allows an optional collaboration of robots for the work packages 4–7 and 10–11 to reduce the processing time by approximately 50%. The workpiece transport between the cells is realized with an automated guided vehicle system (AGV). Due to the better utilization of the press, it is expected that the 4-cell IML system shows higher utilization degrees and hence an output capacity which is slightly higher than four times the 1-cell IML capacity, which should also be reflected by the resulting unit costs. The third scaling variant is a 14-cell IML configuration (see Fig. 5.30 right). The press is centrally installed between two cells so that their handling robots can access
5.3 Case Study C – Battery Case Manufacturing
Fig. 5.29 1-cell IML production system
Fig. 5.30 4-cell and 14-cell IML production systems
151
152
5 Exemplary Applications of Tools
it to perform the cooperative work package 1. In addition to these two cells, twelve additional cells in forms of four times the cells 2–4 from the 4-cell IML are added to the system. This system design ensures the complete processing of a workpiece on a single cell despite the first work package while simultaneously increasing output capacity and flexibility. This comes, however, at the cost of longer transport distances between the cells. It is expected that with this configuration the unit costs of the 4-cell IML can be further reduced due to the increased flexibility and output. However, it is also assumed that the unit costs decrease more slowly with an increasing cell count because of the higher transport efforts.
5.3.3 Manufacturing with OHLF Processes For this case study, the simulation environment of the OHLF from Sect. 5.1 is used and completed with minor machines such as handling robots and CNC machining centers. The resulting OHLF production system is depicted in Fig. 5.31. According to the processing times of the work stations, two IR ovens and three machining centers are required for a levelled production with the thermoforming process being the intended bottleneck. The resulting cycle time of the system is around 20 s which enables the manufacturing of large quantities of products. It is however expected that the changeover of forming tools for the single product variants and also the downtimes in conjunction with the linear process linkage have negative effects on the productivity of the total system.
Fig. 5.31 OHLF production system configuration
5.3 Case Study C – Battery Case Manufacturing
153
5.3.4 Scenario Setup and Evaluation Method The simulation runs of the designed production system variants aim at creating meaningful results regarding the unit costs and output as a function of the number of product variants. The calculation of the unit cost is based on the procedure in Fig. 5.32. It can be seen that some of the calculation steps are influenced or facilitated by the simulation (elements with dotted lines). For example, the achieved output as one of the major influencing factors for the unit costs is determined in the simulation. Under consideration of the required computing time, a production duration of 80 h is set which corresponds with one work week at two shifts and can then be projected to the period of one year. In total, twelve simulation scenarios are evaluated whereat the four presented production system configurations are each simulated for the manufacturing of one, five and ten product variants. Outgoing from the base variant, in addition three bottom sizes are distinguished (large, medium, small) which can each have three different wall heights (high, medium, low). In the IML, these product variants cause comparably small additional investments for three forming tools to integrate the rips Legend Imputed depreciation
+
ascertainable without simulation
[a]
Imputed interest
+
influenced by simulation results
[a]
Occupancy costs
+
[a ] s ource: [Hering 2014] [b] s ource: Estimation [c] s ource: [BDEW 2017]
[b]
Maintenance costs [a]
+ Personnel costs
[b]
+
[a ]
Energy demand
Energy costs
[c]
Operating hours
[a ]
= Machine hour rate
x Output
Simulation runtime
+
Material costs per piece
=
Unit costs
(b)
Fig. 5.32 Unit cost calculation based on simulation results. Adapted from (Hering 2014)
154
5 Exemplary Applications of Tools
Table 5.9 Key figures for cost evaluations with 1, 5, and 10 product variants System config
Area (m3 )
Invest machines and tools (Te) 1 var
5 var
10 var
Machine avail
Longest C/O Duration
Station press
1-IML
49
1.061
1.085
1.085
90–95%
15 min
4-IML
256
3.976
4.000
4.000
90–95%
15 min
press
14-IML
1.156
13.961
13.985
13.985
90–95%
15 min
press
OHLF
2.135
11.471
15.711
21.011
90–95%
60 min
inj. mo
into the bottom plates. Moreover, the processing times of most the work packages is influenced by the bottom size and wall height. For the OHLF, in contrast, it is assumed that the product variants do not have a significant influence on the processing times. However, the influence on variant-specific tooling costs increases drastically. Affected workstations are the thermoforming press, the hybrid injection molding machine and those robots with complex handling technology. As a consequence of the variant production, also the productivity losses increase resulting from the comparably long changeover times of the large OHLF production machines. Table 5.9 summarizes the relevant key figures for the four production system configurations; especially the necessary total investments for the manufacturing of one, five or ten product variants (see columns with 1 var.(iant), 5 var., 10 var.).
5.3.5 Evaluation and Interpretation This section summarizes the results of the simulation runs performed according to the procedure and simulation setup described above. First of all, general performance indicators of the various production systems, such as the output quantity, general capacity utilization or throughput time for different numbers of produced variants, are presented and compared with each other. Subsequently, it is determined how the unit costs of the produced components are composed and which factors influence this composition. The subsequent break-even analysis is to determine a marginal production volume up to which one of the production systems manufactures more economically than the other. The form-linked production of the OHLF process is characterized by a greatly increased productivity compared to the IML systems. Thus, for the production of one variant, the maximum output of the 14-cell IML system is only about one third of the OHLF system. The throughput time of the various systems, which in the present case is influenced in particular by the individual process times, but also by existing buffer locations, has a significant influence on these different production volumes. Here it can be seen that the average throughput times of the IML systems are between four and thirteen times the average cycle time of the OHLF system. At the same time, however, it can be seen that the production volume of IML production can be increased slightly disproportionately by an increase in the size of the system,
5.3 Case Study C – Battery Case Manufacturing
155
which is why it can be estimated that the output of the OHLF system is achieved with a 42-cell IML system. However, the average lead time would not be influenced. The 4-cell and 14-cell IML systems each have a higher throughput time than the single-cell IML system, which can be explained on the one hand by the slightly increased buffer size and, on the other hand, by the resulting intercellular component transport. If the influence of variant production on the individual production systems is considered, it becomes apparent that the production quantities of the IML systems remain almost constant. In contrast to the OHLF system, there are no longer tool change times, which reduce the productivity of the entire system. It turns out that the OHLF system loses around 2% of its production volume through each tool change for the purpose of producing another component variant. Thus, the production volume for the production of 10 variants, in contrast to the production of a single variant, falls by 2,000 units. Likewise, the average cycle time of the OHLF system increases by approximately one minute per variant produced. In comparison, the IML systems each have only a small variation in throughput time, which underlines the expected variant flexibility of the IML system. Figure 5.33 summarizes the results. A similar picture emerges when considering the overall utilization of the systems and the unit costs achieved (see Fig. 5.34). The capacity utilization and unit costs of the IML systems themselves remain almost constant as the number of variants increases, while the utilization of the OHLF system drops steadily and unit costs increase. As an essential influencing factor, the changeover time can be identified
Fig. 5.33 Comparison of production systems with regard to production volume and throughput time
Fig. 5.34 Comparison of production systems with regard to total utilization and unit costs
156
5 Exemplary Applications of Tools
Fig. 5.35 Composition of unit costs
in combination with the linear process chain, which blocks the entire system during changeover operations. As a result, the production volume decreases, resulting in an increase in unit costs, since the total cost must be allocated to a smaller production volume. Another cost driver are the additionally required variant-specific tools. Nevertheless, the OHLF process also achieves significantly lower unit costs for the production of 10 variants than the IML process. The capacity utilization is also at least in a similar range for the production of a single variant. For a deeper analysis, the composition of the unit costs is illustrated in detail in Fig. 5.35. As shown in Fig. 5.34, the unit costs of the IML systems for the production of different numbers of variants vary only slightly. For better illustration, therefore, an average of the unit costs per IML system is used. When comparing the cost components of the IML system with those of the OHLF system, it is immediately apparent that in the case of the OHLF system, the material costs have the greatest influence on the resulting unit costs, followed by the machine costs and, for the production of several variants, the tool costs. At the same time, when comparing the different unit costs of the OHLF system, it can be seen that, in particular, tooling costs are the central cost driver in variant production. While the cost share of tool costs in the production of one variant is only 4%, in the production of 10 variants it is already 31%. In total, however, the OHLF process is characterized by much lower costs in general and, in particular, lower machine costs in contrast to the IML process, which results from the much greater output due to short cycle and throughput times. Following the set goal, a break-even analysis is carried out, which should show in which piece number ranges the manufacturing of the battery case with the IML process is more economical than the OHLF process. Against this background, the total costs incurred over the production period of one year are divided into different
5.3 Case Study C – Battery Case Manufacturing
157
Fig. 5.36 Break-even analysis IML versus OHLF
production volumes so that the production volume-dependent unit costs can be mapped in a graph which is shown in Fig. 5.36. The maximum production volumes achieved result from the extrapolation of the simulation results over a period of one year and are marked in the graph by filled circle symbols. The graph drawn in black represents the unit cost profile of the IML systems, using the aforementioned variant-independent average values. The dotted part of the graph depicts the course calculated on the basis of the simulation results. Due to the fact that the IML system can be enlarged in smaller increments, it can be assumed that the unit cost curve would smooth out with an increasing number of measuring points, so that the approximate course of the solid part of the graph is approximated. As can be seen, this graph appears asymptotically approaching a threshold that marks the lowest possible unit cost. Since the number of 14-cell IML systems can be multiplied, it can be assumed that higher production volumes with the same unit costs can be achieved by increasing the system according to the scale drawn. Hence, the dashed part of the graph represents an extension of the lowest unit cost determined. The graphs drawn in grey depict the unit cost curves of the OHLF system for the production of one, five and ten variants. These are characterized, as expected, by a decreasing production volume and increased unit costs. The spread of the graphs, however, contrary to expectation is less clear. By determining the intersections of the OHLF gradients with the IML curve, the respective break-even points are identified, which mark the annual quantity at which the OHLF process produces the battery shell variants more economically than the IML process. As can be seen, the break-even points lie between 158,584 and 194,969 units, whereby the break-even shifts by approx. 4,000 units per variant to the right. Conversely, this means that the IML is the more economical alternative for smaller production volumes, i.e. in the range from 0 to 158,584 pieces (or 174,340/194,969). In view of the field of application of the considered battery subshell in the automotive sector, it can be assumed, with the addition of current sales figures, that millions
158
5 Exemplary Applications of Tools
of units are required for car production. In this respect, a form-based production process in the sense of the OHLF system is recommended for the production of this component for the passenger car sector. The numbers in the truck or bus sector, however, are more in the area in which an economic production by means of IML process is possible. For these purposes, the IML process could prove to be beneficial. With regard to the application of the Dynamic Factory Simulation tool it can be stated, that it proved very useful and capable for the comparison of such different production concepts. The DFS successfully dealt with the specific requirements such as collaborative workstations, complex material flows and the integration of detailed process models in forms of SPMMs.
References BDEW (2017) BDEW-Strompreisanalyse Mai 2017. Haushalte und Industrie. Hg. v. Bundesverband der Energie- und Wasserwirtschaft e.V. Berlin. Available online: https://www.bdew.de/int ernet.nsf/res/ACB6766AE4CA66E0C1258132004BC873/%24file/170531_BDEW_Strompreis analyse_Mai2017.pdf. Accessed 09 Dec 2017 BMBF Bundesministerium für Bildung und Forschung (2019a) The “Research Campus—PublicPrivate Partnership for Innovation” funding initiative. Available online. https://www.forschung scampus.bmbf.de/funding_initiative. Accessed 13 Dec 2019 BMBF Bundesministerium für Bildung und Forschung (2019b) Open hybrid labfactory research campus—the lightweightcampus. Available online https://www.forschungscampus.bmbf.de/res earch_campuses/open-hybrid-lab-factory. Accessed 13 Dec 2019 Dröder K, Herrmann C, Müller A, Thiede S, Kühn M, Schmidt C, Brand M, Gebken T (2016) Reliability made easy. Kunststoffe. Int 106:14–18 Dröder K, Gerbers R, Reichler AK, Bobka P, Müller A, Dietrich F (2017) Incremental manufacturing: design aspects of flexible hybrid manufacturing cells for multi-scale production. In: 7. WGP-Jahreskongress, Aachen, Apprimus Verlag, Aachen, pp 637–647. ISBN 978–3–86359– 555–5 Heller Maschinenfabrik GmbH (2015) Bedienungsanleitung DRZ 10–2–500, SINUMERIK 840D sl Hering E (2014) Kalkulation für Ingenieure. Wiesbaden: Springer Vieweg (Essentials) Herrmann C, Schmidt C, Kaluza A, Thiede S, Dettmer T (2015) Life cycle design and engineering lab for lightweight concepts. In: 7th international conference on life cycle management, Bordeaux, France Herrmann C, Dewulf W, Hauschild M, Kaluza A, Kara S, Skerlos S (2018) Life cycle engineering of lightweight structures. CIRP Ann 67(2):651–672 Johannaber F, Michaeli W (2004) Handbuch Spritzgießen, 2nd edn. Carl Hanser, München Junker (Erwin Junker Maschinenfabrik GmbH) (2013) Bedienungsanleitung Karl Mayer Holding GmbH & Co. KG (2016) Factsheet MAXTRONIC. https://www.karlmayer. com/ecomaXL/files/Factsheet_MAXTRONIC_encn.pdf?download=true. Accessed 20 Dec 2018 Kittler M (2017) Simulationsgestützte Untersuchung eines stückzahlfähigen und variantenflexiblen Produktionsprozesses mit additiven Grundprinzipien. TU Braunschweig, Braunschweig. Institut für Werkzeugmaschinen und Fertigungstechnik, Studienarbeit Reichler AK, Gerbers R, Falkenberg P, Türk E, Dietrich F, Vietor T, Dröder K (2019) Incremental manufacturing: model-based part design and process planning for hybrid manufacturing of multimaterial parts. In: 12th CIRP conference on intelligent computation in manufacturing engineering, Gulf of Naples, Italy, Elsevier, Seite 107–112, https://doi.org/10.1016/j.procir.2019.02.020
References
159
Rösler J, Harders H, Bäker M (2012) Mechanisches Verhalten der Werkstoffe, 4. Aufl, Springer Vieweg Schönemann M, Egede P, Schmidt C, Herrmann C (2013) Automotive life cycle engineering— trade-offs between electric mobility and lightweight design. In: Advanced Vehicle Structures and Infrastructure for China (AVSIC), 1st Joint-Symposium, Braunschweig, Institut für Konstruktionstechnik, 2014, pp 44–52. ISBN 978–3–9803363–4–5 Schönemann M, Schmidt C, Herrmann C, Thiede S (2016) Multi-level modeling and simulation of manufacturing systems for lightweight automotive components. Procedia CIRP Elsevier 2016(41):1049–1054 Schreurs P (2018) Simulationsgestützte Wirtschaftlichkeitsbetrachtung eines stückzahlfähigen und variantenflexiblen Produktionsprozesses mit additiven Grundprinzipien. Master thesis. TU Braunschweig, Braunschweig. Institut für Werkzeugmaschinen und Fertigungstechnik Spiering T (2014) Steigerung der Wirtschaftlichkeit im Kunststoffspritzgießen durch Energieeffizienz. Vulkan
Chapter 6
Concluding Remarks
In this chapter, a summary of the work is provided. Moreover, the developed concept and tools are critically reviewed regarding their applicability. Last, an outlook on potential further development and research is given.
6.1 Summary The planning of economic and ecological production systems is crucial to sustain the competitiveness of the industrial manufacturing sector. However, the state-of-the-art planning process for lean production systems does not incorporate environmental decision criteria. This is a result from the lack of environmental data such as the energy demand of machines. If data is available, it is generally historical data from measurements which has limited forecasting applicability and is not available for new and not yet industrialized technologies. Against this background the goal of this work is defined as to develop a concept for the generation and integration of classic lean and environmental decision criteria into the concept, rough and detailed planning phases of manufacturing systems. The large-scale automotive component manufacturing is chosen for exemplary application. As a basis, principal production system structures for the automotive component manufacturing are introduced. Also, the manufacturing technologies for engine components as an example for classic technologies and the hybrid component manufacturing as an example for new and emerging technologies are described. In a next step, the state-of-the-art planning process of manufacturing systems are refined. It is found that various barriers exist towards the integration of environmental decision criteria. Moreover, the currently employed discrete event simulation-based planning tools neither provide sufficient functionalities regarding energy and resource flow modeling nor are they flexible enough for the simulation of new production concepts.
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2021 C. Schmidt, Planning of Eco-efficient Process Chains for Automotive Component Manufacturing, Sustainable Production, Life Cycle Engineering and Management, https://doi.org/10.1007/978-3-030-62953-3_6
161
162
6 Concluding Remarks
In the state of research, approaches are classified according to the addressed planning phases. After a delimitation of the adjacent fields of research, the core approaches are evaluated against criteria from the groups addressed planning phases and levels, planning model capabilities, addressed planning variables and planner support. It is stated that there is so far no overarching approach which addresses all relevant planning phases with the respectively required degree of detail. Also, the planner support by the discussed approaches as defined for this work is rather weak. Consequently, there is research demand identified for the development of a planning tool chain which provides appropriate methods for enabling the production system planner to evaluate the potential of technologies at an early stage, to quickly design a value stream based on the data available during the rough planning phase, to define the configuration of machines and to conduct dynamic production system simulations in order to design eco-efficient process chains without having to outsource planning activities such as machine component dimensioning and dynamic simulations to external experts. Based on a detailed derivation of objectives and requirements, the concept for a planning tool framework is presented, which enables the assessment of technical criteria such as output, operating costs and investments as well as the environmental impacts of production systems. The framework comprises the concept, rough and detailed planning phases and provides tools which, as required, do not rely on empirical data but use flexible analytical models instead. For the concept planning phase, the Technology Assessment Tool (TAT) provides technology fact sheets with defined scoring thresholds for technological and ecological performance and provides an integrated evaluation portfolio to support the planner in the identification of eco-efficient technologies. The concept is prototypically implemented in a software solution based on MS Excel® and MS PowerPoint® . For the rough planning phase, the concept for a Value Stream Design Tool (VSDT) is presented, which enables the planner to define the necessary process steps based on the workpiece characteristics. It uses analytical process models with averaged parameters for the derivation of process rates and cycle times to enable a first line balancing and definition of required machines. The tool concept is prototypically implemented for machining processes in MS Excel® . The framework provides both machine configuration and factory simulation capabilities during the following detailed planning phase. The Machine Tool Configurator (MTC) allows the detailed machine configuration based on process and workpiece characteristics and is prototypically implemented in MS Excel®. In addition, a methodology is provided for the component-based modeling with physical equations of special-purpose machines (SPMM) in MS Excel® and/or Anylogic® . Both enable the planner to perform a detailed component dimensioning and hence the derivation of cycle times, energy demands and investments. The concept for the Dynamic Factory Simulation (DFS) enables the flexible simulation of established or new and innovative material flows systems with varying granularity ranging from station-tostation down to workstation-internal transports. It also allows the dynamic simulation of energy and media flows including the technical building services and the factory hall. It is possible to integrate the aforementioned SPMM or to use simple state-based
6.1 Summary
163
machine models. This concept is implemented in Anylogic® . A special focus during tool development was put on the applicability and accessibility for the planner. The developed methods and tools are applied in three case studies. Case study A shows the application cycle from the early concept phase, where the TAT is used to evaluate new lightweight manufacturing technologies over to the detailed planning phase where SPMM are developed for the most promising technologies and integrated in a LabFactory simulation environment. Case study B highlights the benefits from the application of the VSDT, MTC and DFS in a classic planning case from automotive component manufacturing with established technologies. The benefits are the making-available of energy forecast data, machine configuration by the planner (instead of by the machine vendor) and a quick simulation validation of the system. In both case studies the developed models are validated against measurement data and show good accuracy. Case Study C shows how the flexibility of the developed tools can be used to compare two innovative manufacturing strategies and concepts. The incremental manufacturing concept and the hybrid lightweight manufacturing concept are compared for the example of a variant production of battery cases.
6.2 Critical Review of Concept and Tool Applicability The developed concept closes the identified research gap. It addresses the planning phases from concept planning and technology scouting, as well as rough and detailed manufacturing system and equipment planning. Also, it addresses all production system levels from process and machine up to the factory building level. Another feature is that models from one planning step can almost seamlessly be used in the next step. Examples are the potential use of cycle times from the VSDT or configured machine tools from the MTC with standard machine models in the DFS or the integration of SPMMs in the DFS. Consequently, the concept itself has a high degree of novelty from a scientific perspective as it is the first cross-planning-phase approach which covers all the aforementioned phases with the phase-specific required granularity and functionality. In the following the single tools from the concept are discussed. The TAT has been successfully implemented in a standard software tool environment, which focusses on simple usability and quick presentability. Hence, the tool enables the planner to perform a quick and structured assessment and identification of promising technologies based on a minimum of available technology information. The TAT has been successfully employed in the first case study and reliably identified the most promising technologies for lightweight manufacturing. Consequently, the TAT lies the foundation for the deeper analysis of new technology fields. The VSDT enables the planner to quickly set up a complete process chain with machine tools on the sole basis of the raw part and finished workpiece geometry data. The basis for all forecasted processing times are indications based on average parameters. This is fully sufficient in the rough planning phase for a quick line design regarding the required types and numbers of machines. The parameters and cycle
164
6 Concluding Remarks
times can, if required, be adjusted within certain limits in the following detailed planning phase. Summing up, the VSDT enables the planner to quickly set up a complete process chain with machining processes and to make statements about the achievable output, machine count and individual processing times. This is successfully shown in case study B. Not yet implemented in the VSDT is, however, an energy demand forecasting functionality. This could in later development steps be added by the integration of an energy database which contains the empirical processing energy per machine type and material removal rate. The fundamental concept for that integration is described in Labbus et al. (2017, 2018). It is not integrated within the frame of this work because the MTC already offers the respective forecasting capabilities. The MTC is a tool with very detailed analytical models for machining processes and machine component dimensioning. It enables the planner to configure machine tools which are optimally designed for their specific purpose in large scale manufacturing. With machine design decisions, the planner is not dependent from the machine suppliers anymore. Instead, the planner is able to challenge the supplier’s machine configuration concept. Moreover, the MTC can generate the models which can later be used in the DFS. The MTC is successfully employed in case study B. Here it is proven that the planner himself receives the ability to design the single machines. The generated configurations show a high concordance with the real machines and provide very accurate energy demand forecasting data. In contrast to the machine configuration in the MTC, the modeling of specialpurpose machines requires a very specific design and setup depending on the individual machine to be modeled. Against this background, a methodology with clear guidelines regarding the implementation of SPMMs has been developed instead of providing a software tool. The methodology allows the flexible use of existing standard tools such as MS Excel® or Anylogic® depending on the complexity and behavior of the machine to be modeled. These models can either be used stand alone or can be integrated into the DFS as parts of a process chain. It has to be mentioned that the development of SPMMs generally means a lot of effort due to detailed research on the process, machine structure and component behavior. Consequently, for the decision whether or not to set up such models it should be evaluated if also rough black box models or empirical models could alternatively be employed. If, however, such rough models or data do not yet exist, the SPMM are a valid way for analyzing machines and processes. A number SPMMs for hybrid lightweight manufacturing technologies have been developed in case study A and successfully been used in case study C. This is especially important as at the time when the case studies were conducted these SPMMs had been the only available data sources since no empirical data existed. The DFS framework is able to depict all the relevant dynamic interdependencies between machines, buffers, products and the technical building services. As such, it allows a holistic evaluation of new production systems or of adaptions of existing systems e.g. during the continuous improvement process or the replacement of production equipment. The DFS is implemented in Anylogic® and features farreaching flexibility especially regarding the simulation of new production system structures. In this case, detailed simulation configurations are necessary. However,
6.2 Critical Review of Concept and Tool Applicability
165
for the simulation of standard production systems, the DFS features special graphical user interfaces which only require minimal input and configuration data from the planner. The flexibility and applicability of the DFS is proven in all three case studies; in case studies A and C with a focus on its flexibility and applicability for the simulation of new production systems and in case study B with a focus on a quick simulation setup for planning validation. Summing up, the developed concept and tools successfully address all objectives and requirements which have been derived in Sect. 4.1 on the basis of the identified demand. The tools focus on providing both economic and ecological data for decision support during the various planning phases. Consequently, the developed concept and tools are a valuable contribution in this field of research and application.
6.3 Outlook The developed concept and tools feature several connecting factors for further research and development. Hence, five potential action fields are outlined in the following. The framework and its planning tools focus on the creation and forecasting of planning data. This focus is set due to the requirement of enabling the tools for the planning and evaluation of emerging technologies. However, if employed for standard planning scenarios with established manufacturing technologies, the tools could be integrated in a greater tool environment which additionally makes available real-world data (live measurements, empirical analyses etc.). The way towards this potential application is described on a superordinate level in the body of research from schmidt, labbus et al: The overarching approach covers the planning phases rough planning, detailed planning and operations. Several planning tool framework modules are implemented as software prototypes to support the planner in integrating energy efficiency criteria into his planning decisions. In addition to the Process Chain Design modules whose scope is comparable to the VSDT and DFS of this dissertation, two further modules are included in the framework: The module Data Provision makes available energy measurement data, machine master data and operating data. The Technology Analysis module enables the comparison of manufacturing technologies based on empirical data (Schmidt et al. 2017). The details for an automated production data integration with the goal of an energy-oriented process chain design are described in Labbus et al. (2017) and (2018). The focus of these publications is the integrated data base which contains and combines planning, inventory, and live data. It is shown that an automated data processing, compilation and linking between manufacturing and planning is possible with the existing standards OPC UA and AutomationML. With this additional data basis being integrated in the planning tools, energy and process data could be derived and forecasted on an empirical basis to support investment decisions. This would, however, only be possible for established manufacturing technologies with a large data basis of (energy) measurement, process and inventory data.
166
6 Concluding Remarks
As outlined in the critical review of the VSDT, it would hence be the next logical step to integrate empirical energy demand data from e.g. the energy management system of the applying company. To do so, there is the prerequisite of automatically combining process data such as the material removal rate and the machine state with the energy measurements. Also, the VSDT has yet only been developed for process chains with machining processes. A further development could incorporate processes and machines from other manufacturing technology fields. One drawback of the SPMMs is the high modeling effort. A part of this results from the modeling of the physical behavior of each relevant component. An approach to reduce this effort is the setup of a component library. Examples for such libraries can be found in Eisele (2014). The development of such a library requires, however, an extensive initial modeling effort. Although the software prototypes, which have been developed in this work, are designed with a focus on usability, they do not yet meet the requirements from commercial and daily work use. Their further development while keeping the original prototype development premises is therefore a logical next step towards the goal of enabling industrial planners to design eco-efficient process chains. The focus of this work is specifically set on providing the necessary ecological and economic data to support decisions. The actual decision-making methodology is excluded in order to emphasize the flexibility and the broad field of applicability for the developed concepts and tools. A logical step would therefore be the development of integrated environmental and economic decision-making methodologies and their integration into the state-of-the-art planning procedures in manufacturing companies. Schrems has described a respective approach for the design of machine tools (Schrems 2014). His decision-making process is based on the principal ideas of the extensive decision process (Laux 2005) and includes elements from the analytical hierarchy process (Saaty 1990), the Analytic Network Process (Saaty 2004) and the value benefit analysis (Pahl et al. 2005) to address the complexity of including a larger number of partly contradicting goals. This could be a starting point for the development of a complex methodology which includes all the planning phases and levels.
References Eisele C (2014) Simulationsgestützte Optimierung des elektrischen Energiebedarfs spanender Werkzeugmaschinen. Dissertation; Shaker, Aachen. ISBN: 978-3-8440-3270-3 Labbus I, Schmidt C, Thiede S, Herrmann C (2017) Integration von Produktionsdaten zur lebenszykluskostenorientierten Prozesskettenplanung. ZWF Zeitschrift Für Wirtschaftlichen Fabrikbetrieb 112(9):540–543 Labbus I, Schmidt C, Dér A, Herrmann C, Thiede S (2018) Automated production data integration for energy-oriented process chain design. Procedia CIRP 72:551–556 Laux H (2005) Entscheidungstheorie, 6th edn. Springer, Berlin, Heidelberg, New York Pahl G, Beitz W, Feldhusen J, Grote K-H (2005) (2005): Pahl/Beitz Konstruktionslehre: Grundlagen erfolgreicher Produktentwicklung Methoden und Anwendung, 6th edn. Springer, Berlin
References
167
Saaty TL (1990) How to make a decision: the analytic hierarchy process. Eur J Operat Res 48(H. 1):9–26 Saaty TL (2004) Fundamentals of the analytic network process—dependence and feedback in decision-making with a single network. J Syst Sci Syst Eng 13(H. 2):129–157 Schmidt C, Labbus I, Herrmann C, Thiede S (2017) Framework of a modular tool box for the design of process chains in automotive component manufacturing. Procedia CIRP 63:739–744 Schrems S (2014) Methode zur modellbasierten Integration des maschinenbezogenen Energiebedarfs in die Produktionsplanung. Dissertation; Shaker, Aachen. ISBN: 978-3-8440-2999-4