Innovative Product Development by Additive Manufacturing 2022 3031272609, 9783031272608
The book consists of a collection of papers from a corresponding conference regarding additive manufacturing. The yearly
269 10 26MB
English Pages 157 [158] Year 2023
Innovative Product Development by Additive Manufacturing 2021
Contents
About the Editors
Do Additive Manufacturing Processes Enable More Sustainable Products? Circulation of Metallic Components Through Repair and Refurbishment by the Example of a Deep-Drawing Tool
1 Introduction
2 Repair and Modernisation of a Deep-drawing Die
3 Discussion
4 Summary and Outlook
References
Design and Optimization
Automation in Active Surface-Based Design Generation for Additive Manufacturing
1 Introduction and Motivation
2 State of the Art
2.1 Part Identification for Additive Manufacturing
2.2 Design for Additive Manufacturing
3 Need for Research
4 Methodical Approach and Materials
5 Results
5.1 Validation and Discussion
6 Summary and Outlook
References
Innovative Product Development by Additive Manufacturing 27. September 2022
1 Introduction
2 State of the Art
2.1 Integral and Differential Design in DfAM
2.2 Conventional Joining of L-PBF Parts
2.3 Electrochemical Metal Deposition in Additive Manufacturing
2.4 Electrochemical Metal Deposition as a Joining Process
3 Experimental Setup and Outcomes
4 Experimental Setup and Preliminary Experiments
5 Results and Discussion
5.1 Layer Thickness Distribution as an Evaluation Factor
5.2 Tensile Tests
5.3 Curvature of the Joining Surfaces
6 Conclusion and Outlook
References
Powder Residuals in Metal Laser Powder Bed Fusion – Review: Kinds of Residuals and Consideration in Process
1 Introduction
2 Methodology
3 Classification of Powder Residuals
4 Consideration of Powder Residuals in Process Chain
5 Discussion and Outlook
6 Conclusion
References
Approach for Rapid Fabrication of Individual Bone Replacement Structures by Designing Additively Prefabricated CPC Models
1 Introduction
2 Basics and State of the Art
2.1 Medical Background
2.2 Materials and Manufacturing
2.3 Process Chain for Additively Manufactured Bone Substitutes
3 Development of Prefab Variants
3.1 Extended Process Chain
3.2 Data Basis and Analysis
3.3 Parametric Descriptions of the Principle Topology to be Represented
3.4 Classification for Determining the Type and Number of Prefab Variants
3.5 Design of Parametric, Configurable Prefab Master Models in CAD System
4 Additive Manufacturing of Prefabs and First Milling Tests
5 Conclusion
References
Characterization of Additive Manufactured Structures for the Development of Foam-Replacement Cushions
1 Introduction
2 Related Work
2.1 Initial Situation and Basics of Seating Ergonomics
2.2 Use of Lattice Structures
3 Research Goals and Methods
3.1 Clarification of the Goal
3.2 Experimental Design and Methodological Procedure
3.3 Overview of the Design of Experiment
4 Experimental Work
4.1 Materials and Print Process
4.2 Identification of Suitable Lattice Types
4.3 Comparison of the FDM Specimens in an Evaluation Matrix
4.4 Grading Using Cells, Density and Materials
4.5 Evaluation of Grading Sensitivities
5 Summary and Outlook
References
Manufacturing and Build Quality
Challenges in Quality Management of Additively Manufactured Metal Spare Parts in Low-Volume Production
1 Introduction
2 Overview of Spare Part Production via L-PBF
3 Challenges in QM of Low-volume Production
4 Conclusion
References
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
1 Introduction
2 Metal Binder Jetting
3 Support Structures
4 Experimental Design
5 Results
5.1 Vertical Supporting Effect
5.2 Horizontal Supporting Effect
6 Conclusion and Outlook
References
Product Redesign for Hybrid Additive Manufacturing Driven by Product Architecture Transformation - A Methodological Proposal
1 Introduction
2 State of Research
3 Methodological Proposal
3.1 Component Pre-selection
3.2 Assembly Restructuring
3.3 Product Architecture Restructuring
4 Case Studies
4.1 Case Study 1
4.2 Case Study 2
5 Impact, Limitations, and Outlook
References
Advanced Temperature Sense and Control Methods for Selective Laser Sintering
1 Introduction
1.1 Selective Laser Sintering (SLS)
1.2 Temperature Management
1.3 Experimental Setup
1.4 FPGA Implementation and Measuring Strategy
2 Results
3 Summary and Outlook
References
Author Index
Recommend Papers




![Industrializing Additive Manufacturing: Proceedings of AMPA2023 (Springer Tracts in Additive Manufacturing) [1st ed. 2024]
3031429826, 9783031429828](https://ebin.pub/img/200x200/industrializing-additive-manufacturing-proceedings-of-ampa2023-springer-tracts-in-additive-manufacturing-1st-ed-2024-3031429826-9783031429828.jpg)





- Author / Uploaded
- Roland Lachmayer
- Behrend Bode
- Stefan Kaierle
- Similar Topics
- Science (general)
- International Conferences and Symposiums
File loading please wait...
Citation preview
Roland Lachmayer Behrend Bode Stefan Kaierle Editors
Innovative Product Development by Additive Manufacturing 2022
Innovative Product Development by Additive Manufacturing 2022
Roland Lachmayer · Behrend Bode · Stefan Kaierle Editors
Innovative Product Development by Additive Manufacturing 2022
Editors Roland Lachmayer Institute of Product Development (IPeG) Leibniz University Hannover Garbsen, Germany
Behrend Bode Institute of Product Development (IPeG) Leibniz University Hannover Garbsen, Germany
Stefan Kaierle Laser Zentrum Hannover Hannover, Germany
ISBN 978-3-031-27260-8 ISBN 978-3-031-27261-5 (eBook) https://doi.org/10.1007/978-3-031-27261-5 © The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 This work is subject to copyright. All rights are solely and exclusively licensed by the Publisher, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed. The use of general descriptive names, registered names, trademarks, service marks, etc. in this publication does not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. The publisher, the authors, and the editors are safe to assume that the advice and information in this book are believed to be true and accurate at the date of publication. Neither the publisher nor the authors or the editors give a warranty, expressed or implied, with respect to the material contained herein or for any errors or omissions that may have been made. The publisher remains neutral with regard to jurisdictional claims in published maps and institutional affiliations. This Springer imprint is published by the registered company Springer Nature Switzerland AG The registered company address is: Gewerbestrasse 11, 6330 Cham, Switzerland
Innovative Product Development by Additive Manufacturing 2021
Additive manufacturing processes are already being used successfully in aviation, the automotive industry, mechanical engineering and toolmaking, medical technology and many other areas of our economy. The industry around additive manufacturing machines, materials, services and development tools already employs several hundred thousand people worldwide. Nevertheless, it can be said that additive manufacturing is still a relatively new discipline with high growth prospects and innovation potential that is far from being exhausted. Bionic shapes, graded materials and integrated high-efficiency effects are only at the beginning of their implementation in series products. The advantages of high flexibility, low material input and targeted individualization over conventional processes are far from exhausted. Key competencies for product creation through additive manufacturing lie in design and development. Building on the six conference volumes of previous years in German called “Konstruktion für die Additive Fertigung,” the book “Innovative Product Design by Additive Manufacturing 2021” provides insights into the most current research and development topics on additive manufacturing. The individual chapters are divided into the following focal points: – Design and optimization – Manufacturing and Build Quality For the sevens time, the Institute for Product Development (IPeG) of the Leibniz Universität Hannover and the Laser Zentrum Hannover e. V. (LZH) held a workshop on the topic of additive manufacturing. This book contains the written elaboration of the papers presented during the workshop. We would like to thank all participants and the scientific directorate for their contributions and reviews. We would also like to thank the State of Lower Saxony, Niedersachsen Additive and the Scientific Society for Product Development (WiGeP) for their support and provision of financial resources in the various research projects and for hosting the event. December 2022
Roland Lachmayer Behrend Bode Stefan Kaierle
Contents
Design and Optimization Do Additive Manufacturing Processes Enable More Sustainable Products? Circulation of Metallic Components Through Repair and Refurbishment by the Example of a Deep-Drawing Tool . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nicola Viktoria Ganter, Tobias Ehlers, Marcus Oel, Bernd-Arno Behrens, Philipp Müller, Sven Hübner, Philipp Althaus, Behrend Bode, and Roland Lachmayer Automation in Active Surface-Based Design Generation for Additive Manufacturing . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Marcel Winkler, Georg Jacobs, Jo Gessert, Christian Konrad, and Stefan Keßler Innovative Product Development by Additive Manufacturing 27. September 2022 . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Kris Rudolph, Melina Kübler, Marco Noack, and Eckhard Kirchner Powder Residuals in Metal Laser Powder Bed Fusion – Review: Kinds of Residuals and Consideration in Process . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Laura Wirths, Matthias Bleckmann, Patrick Lurtz, Kristin Paetzold, and Philipp Höfer Approach for Rapid Fabrication of Individual Bone Replacement Structures by Designing Additively Prefabricated CPC Models . . . . . . . . . . . . . . . P. Sembdner, H. Pohlmann, A. Wendler, J. B. Matschke, L. Kroschwald, S. Holtzhausen, A. Hutsky, D. Ellmann, G. Lauer, and K. Paetzold Characterization of Additive Manufactured Structures for the Development of Foam-Replacement Cushions . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Carl Steinnagel, Cem Bastimar, Paul Christoph Gembarski, Stefan Plappert, Patrik Müller, and Roland Lachmayer
1
17
31
47
60
76
Manufacturing and Build Quality Challenges in Quality Management of Additively Manufactured Metal Spare Parts in Low-Volume Production . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Patrick Lurtz, Laura Wirths, and Kristin Paetzold
99
viii
Contents
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process . . . . 110 Heiko Blunk and Niklas Huber Product Redesign for Hybrid Additive Manufacturing Driven by Product Architecture Transformation - A Methodological Proposal . . . . . . . . . . . . . . . . . . . 121 Veronica Molina, Otto Maier, and Dietmar Göhlich Advanced Temperature Sense and Control Methods for Selective Laser Sintering . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 142 C. Zander, J. Düsing, G. Hohenhoff, P. Jäschke, L. Overmeyer, and S. Kaierle Author Index . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 153
About the Editors
Prof. Dr-Ing. Roland Lachmayer Institute of Product Development (IPeG) Leibniz University Hannover E-Mail: [email protected] is the founding director and head of the Institute of Product Development (IPeG) at the Leibniz University Hannover. He is a senator of the Leibniz University Hannover, spokesman of the graduate school “Tailored Light,” member of the scientific directorate of Laser Zentrum Hannover e.V., managing director of Scientific Society for Product Development (WiGeP) and since 2018 spokesman of the ERDF-funded research network GROTESK. Since 2019, Professor Lachmayer has headed the Additive Manufacturing task group of the PHOENIX-D cluster of excellence. His publications to date include work on development methodology as well as numerous publications on additive manufacturing. Behrend Bode M.Sc. Institute of Product Development (IPeG) Leibniz University Hannover E-Mail: [email protected] has been a research associate at the Institute of Product Development (IPeG) at the Leibniz University Hannover since 2019 and is working on the design of thermally and mechanically loaded components for additive manufacturing. Previously, he successfully graduated from the Technical University of Braunschweig with a Master of Science degree in mechanical engineering with a focus on structural dynamics and worked in the field as a visiting researcher at the NASA Langley Research Center and in the automotive industry as a systems engineer. Prof. Dr.-Ing. Stefan Kaierle Laser Zentrum Hannover e.V. (LZH) E-Mail: [email protected] is an executive director at the Laser Zentrum Hannover e.V. and a professor at the Leibniz University Hannover. He is a member of the Board of Stakeholders of the European Technology Platform Photonics21. Since 2011, he has also been working as the executive editor-in-chief of the Springer Nature Journal Light: Science & Applications.
Do Additive Manufacturing Processes Enable More Sustainable Products? Circulation of Metallic Components Through Repair and Refurbishment by the Example of a Deep-Drawing Tool Nicola Viktoria Ganter1(B) , Tobias Ehlers1 , Marcus Oel1 , Bernd-Arno Behrens2 , Philipp Müller2 , Sven Hübner2 , Philipp Althaus2 , Behrend Bode1 , and Roland Lachmayer1 1 Institute of Product Development (IPeG), Leibniz University Hannover, An der Universität 1,
30823 Garbsen, Germany [email protected] 2 Institute of Forming Technology and Machines (IFUM), Leibniz University Hannover, An der Universität 2, 30823 Garbsen, Germany Abstract. Resource-efficient circular economy strategies can make a significant contribution to increase the environmental sustainability of products. Repair and refurbishment of damaged or obsolete components can be achieved through the use of additive manufacturing (AM) processes. However, the analysis of existing application examples shows that the application potential of AM processes for the recycling of components is not yet fully exploited. Up to now, almost exclusively wear damage has been repaired. A structural repair as well as a refurbishment, i.e. a functional modernisation of a component, is hardly described in the literature so far. The AM process powder bed fusion by laser beam (PBF-LB) offers great potential for repairing filigree and complicated structures as well as refurbishing parts. However, potential users usually lack the know-how to use the process for repairing or refurbishing existing components. For users without the necessary experience, this article offers assistance through the detailed description of a process chain for the repair and refurbishment of a component. The component under consideration is a prototype of a deep-drawing die. Manufacturing defects occurred on this component, which were repaired using PBF-LB. Compared to manufacturing a new prototype, 83% less material was applied in the repair process and the build job required only about a third of the time. In addition, the prototype, which became obsolete with a new development status of the deepdrawing tool, was adapted to this new development status and thus used again. Since only conventional AM systems were used in the process chains, this article is particularly interesting for practitioners who want to use already existing AM systems for the repair and refurbishment of components. With the presented use case, this paper shows the potential for the broader use of a component repair and refurbishment by means of PBF-LB, especially in the context of product development processes. Finally, the discussion deals with the boundary conditions that have to be taken into account when deciding whether a component is suitable for metal additive repair and refurbishment. © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 1–14, 2023. https://doi.org/10.1007/978-3-031-27261-5_1
2
N. V. Ganter et al. Keywords: Circular economy · Sustainability · Additive repair · Refurbishment · Remanufacturing · Additive manufacturing · Powder bed fusion · Deep-drawing tool
1 Introduction Against the background of the increasing consequences of climate change and the scarcity of natural resources, the development and manufacture of environmentally friendly products is gaining in importance. How can AM contribute to this? In the literature, one can find the following answers to this question, among others (Monteiro et al., 2022; Peng et al., 2018): - A more efficient and flexible product design with reduced material requirements and higher functional performance; - A reduction in the weight of transport-related products and thus an improved ecological impact in the use phase; - A decentralised component and spare part production close to the point of use. Another aspect that has received less attention in the literature is the recycling of components through AM. Instead of manufacturing new components, as in conventional production chains, a circular economy aims to preserve the value of existing resources, e.g. through strategies such as repair and refurbish (Potting et al., 2017). On the one hand, the AM processes can be used to repair damaged components (Ford and Despeisse, 2016; Rickli et al., 2014). According to Wilson et al. (2014) the use of AM processes also makes it possible to repair components that were previously considered unrepairable. On the other hand, additive processes allow obsolete and/or damaged components to be modernised (Ganter et al., 2021c), i.e. the part is modified or improved, taking into account technological advances, to meet new or changed requirements (DIN EN, 2018). Ganter et al. (2021c) refer to this as additive refurbishment. In this paper, a process for repairing or refurbishing a metallic component using AM processes is referred to as Metal Additive Repair or Refurbishment (MAR/R). In addition to the ecological potentials, the implementation of MAR/R can also offer economic advantages for companies, such as reduced costs or a shorter time to provide a spare part (Wasono et al., 2019). Among the processes used for MAR/R, there are significant differences in terms of the components that can be repaired or manufactured by a process (Ganter et al., 2022b). PBF-LB is particularly suitable when filigree and complicated structures have to be produced, e.g. for lightweight design or flow-optimised channel geometries (Ehlers et al., 2020; Lachmayer et al., 2022b). So far, there are few components that exhibit these design features. In the future, however, the proportion is expected to increase as powder bed-based processes are increasingly used to manufacture components for end products (Najmon et al., 2019). With the demand that these components should be repaired, the importance of PBF-LB as a MAR/R process is likely to increase. Additionally, PBF-LB comes into focus when a functional improvement of components is to be achieved in a MAR/R process. The process offers great potential for integrating additional functions into a component or improving existing functions due to the high form complexity that can be achieved (Ehlers et al.; Flores et al., 2020;
Do Additive Manufacturing Processes Enable More Sustainable Products?
3
Lachmayer et al., 2022a). Existing use cases of MAR/R show, however, that a structural refurbishment of components has so far only been carried out in rare exceptional cases (Ganter et al., 2021a; Ganter et al., 2021b). Metallic components for which repair is not an option, e.g. because of new or changed requirements, are therefore likely scrapped in most cases. Another gap revealed by the analysis of existing use cases is that MAR/R processes almost exclusively address the use phase of components. What can prevent users from using MAR/R? Compared to an AM process, MAR/R processes have specific phases and challenges. Therefore, it is crucial for the implementation of MAR/R that users have the appropriate expert knowledge regarding the AM process and its application for MAR/R. However, this expert knowledge is usually lacking for the application of PBF-LB for MAR/R, since the process was originally used for rapid prototyping. In contrast, other MAR/R processes, such as deposition welding, have been used for repair applications for decades. To support MAR/R processes, methodological process models and frameworks have been presented, for example, by Shrivastava et al. (2021), Lahrour and Brissaud (2018) or Ganter et al. (2021b). However, these do not provide the expert knowledge in the necessary depth of detail that is required for users to carry out a MAR/R process chain. There are hardly any MAR/R processes that have been carried out in practice by means of PBF-LB which can provide an orientation for potential users. The repair of gas turbine burners, which is used industrially, is one of the few application examples (Andersson et al., 2017). However, in this application a system specialised for the component to be repaired (gas turbine burner) is used. For users without a PBF-LB system specialised in MAR/R, questions arise regarding the realisation of process steps, such as fixing the existing component in the installation space. The objective of this contribution is to provide guidance for users considering or planning to perform a MAR/R process using PBF-LB. For this purpose, an application case for the repair as well as for the refurbishment of a component by means of the PBF-LB method will be presented in detail in the following. It concerns the repair and modernisation of the prototype of a deep-drawing tool in a product development process. In the MAR/R processes, a common PBF-LB system is used, which can be utilized for AM processes as well as MAR/R processes of different components. Therefore, this contribution is especially interesting for users who want to use already existing AM systems for MAR/R processes. With the presented use case, this paper shows the potential for a wider use of MAR/R with regard to the modernisation of components as well as the addressed phases of the product life cycle. Finally, the discussion addresses constraints that may pose challenges for MAR/R processes. These should be taken into account when deciding whether a component is suitable for a MAR/R process.
2 Repair and Modernisation of a Deep-drawing Die In the following, MAR/R process chains for repairing and refurbishing a prototype of a die from a multi-stage deep-drawing tool are presented. The deep-drawing tool is used for the production of cylindrical components for the cosmetics industry. With the aid of the prototype die, process-integrated lubrication is to be implemented during forming in the third process stage of the multi-stage tool. The third process stage is considered,
4
N. V. Ganter et al.
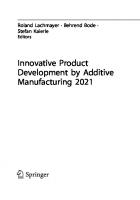
as the initial oil layer of the workpiece is torn off in the first two stages. By means of the process-integrated lubrication, frictional forces between the die and the workpiece can be reduced and intermediate lubrication between the process stages can be replaced. This saves process time and improves the wear resistance of the tool. For this purpose, lubrication channels are positioned so that an injection of the lubricant is realised in the areas of the highest contact normal stresses. During the forming process, lubricant is continuously supplied through internal channels and an outlet opening in the area of the deep-drawing edge. Different geometries of the channels and outlet openings were developed and optimised by means of numerical simulations. Subsequently, the most promising geometries were tested experimentally in strip drawing tests using cylindrical test specimens with different channel outlet openings (Lachmayer et al., 2022a). Based on the experimental results, the first prototypes of the deep-drawing tool for processintegrated lubrication were manufactured, which is shown in Fig. 1. PBF-LB was chosen as the manufacturing process because of the geometry of the internal lubrication channels. The potential of AM, e.g. for material savings and weight reduction, was not yet fully exploited in the design of this first prototype. The deep-drawing dies were produced on the EOS M280 system from tool steel 1.2709 with the corresponding standard parameters of the system manufacturer. The layer thickness was h = 30 µm and the average grain size of the powder d50 = 31 µm. The manufactured deep-drawing tool has the dimensions length L = 200 mm, width W = 80 mm and height H = 72.9 mm, a volume of V = 750 mm3 and a weight of m = 6 kg. The duration of the PBF-LB process was t = 33,2 h to build one deep-drawing tool.
Fig. 1. CAD model of the first prototype of the deep-drawing die in cross-section
Repair of Manufacturing Defects During the production of the first prototype, manufacturing errors occurred. The underside of the deep-drawing tool, which was built up on the building platform with support structures of 2 mm in height, bulged during the manufacturing process (see Fig. 2). This is a typical manufacturing defect in PBF-LB. When manufacturing largescale horizontal structures, there is a risk of thermal distortion due to residual thermal stresses, which leads to the bulging of the surface and the detachment of the underlying support structures (Grandvallet et al., 2020). If the required dimensions of a component
Do Additive Manufacturing Processes Enable More Sustainable Products?
5
cannot be met due to a manufacturing defect, the component is usually manufactured again, whereby solution strategies are derived beforehand in order to avoid the occurred manufacturing defect from now on. For the manufacturing defect of the deep-drawing tool, the solution strategies identified are thickening the support structures, increasing the offset for post-processing and reducing the area of the underside through cut-outs. Compared to new production, however, repair is a much more material-efficient strategy. In addition, the repair offers the advantage that no distortion occurs, as the damaged component area is printed onto the existing deep-drawing die.
Fig. 2. AM manufacturing defect part deformation: a) Schematic representation of the theoretical component geometry and the actually manufactured component geometry according to Grandvallet et al. (2020), b) Side view of a deep-drawing die with manufacturing defect after the AM process.
For the MAR/R process, it was first analysed and determined how much material must be removed in the part preparation. An important aspect is that material can only be applied to flat surfaces in the PBF-LB. A so-called section plane must therefore be produced during part preparation. Aspects that should be considered when choosing a suitable section plane were summarised by Ganter et al. (2022a). In the case of the deepdrawing tool, the entire deformed surface must be removed through the section plane. If possible, the section plane should not open the side hole, which is circled in orange in Fig. 3a, as the production of this overhanging surface is unlikely to be successful. Accordingly, the model for the part preparation was created. For this purpose, the existing CAD model of the deep-drawing tool was modified with the software Autodesk Inventor 2023. A work plane was inserted and the part area, that was damaged in reality, was removed. A technical drawing for part preparation was derived from this model. The deep-drawing die was machined accordingly by milling (see Fig. 3b). For this purpose, the deep-drawing die was clamped in the vice of the milling machine. In contrast, for additively manufactured components with free-form surfaces, additional fixtures are usually required to enable machining. After part preparation, the deviation between the theoretical and the produced section plane should be checked always. In addition, it is important to check whether the component was damaged or deformed during the part preparation. The prepared deep-drawing die was then fixed to the build platform of the PBF-LB system using clamping elements, a block and screws. The position of the component on the build platform was measured to the corner that represents the origin of the coordinate system in the PBF-LB system.
6
N. V. Ganter et al.
Fig. 3. a) CAD model of the deep-drawing die with inserted work plane at which the model is subsequently separated, b) Component after the milling process.
In the following, the model for the PBF-LB process was created. For this purpose, the CAD model of the deep-drawing die was again separated at the work plane, whereby this time the component area corresponding to the prepared component was removed. For an AM process, an offset should in principle be provided on functional surfaces that are to be reworked later. Since the CAD model of the deep-drawing die was already designed for AM, this offset was already provided there. Therefore, no further adjustments to the model were necessary. The model was then converted into the manufacturing data for the PBF-LB process. For a MAR/R process, an essential step is the orientation and positioning of the build job in the build space. The orientation is crucial because the section plane must be parallel to the build platform. For this orientation of the model, it was helpful to use the 3d printing environment of Autodesk Inventor 2023, where a selected surface can be oriented on the virtual build platform. The model was then exported in the STL format. The further steps of data preparation cannot be carried out with the CAD programme Autodesk Inventor 2023, but require a software programme developed for this purpose. In this case, Autodesk Netfabb 2023 was used. In the programme, the position of the build job in the installation space of the PBF-LB system is determined. The x and y coordinates of the position are chosen according to the position of the prepared component on the physical build platform. In the software, the build job is positioned directly on the virtual build platform without a distance in z direction or support structures. Finally, the system manufacturer’s standard parameters for the material 1.2709 were selected as production parameters and the component was sliced with a layer thickness of h = 30 µm. After slicing, it is advisable to check whether the entire component contour is reproduced in the first layer. Otherwise, the orientation of the component is not exactly parallel to the section plane. The prepared deep-drawing die was then mounted with the build platform in the PBFLB system EOS M280. The component was sunk up to the section plane in secondary powder, i.e. powder already used in a previous PBF-LB process and subsequently sieved, of the tool steel 1.2709 (average grain size of the powder d50 = 31 µm). The powder was first applied manually, then by the recoater of the PBF-LB system. To reduce the amount of powder required, metal blocks were placed in the free areas of the build platform beforehand. Then, as in the conventional AM process, the system was flooded with the process gas nitrogen and the build platform was preheated (T = 40 °C). The EOS M280 does not have a system to align the build job to the part or to detect the position of the part
Do Additive Manufacturing Processes Enable More Sustainable Products?
7
in the build space. To check the correct position of the build job before starting the PBFLB process, only the first layer was exposed. The machine operator visually assessed whether the exposed contour corresponds to the contour of the prepared component. If this is not the case, the build job should be moved or rotated in the system software. If the alignment between the build job and the component contour is satisfactory, the build job is started. In the 11-h PBF-LB process, a volume of V = 126 mm3 was built. This corresponds to 17% of the volume and 33% of the build job duration that would be required for the new production of this prototype. Figure 4 shows the powder bed with the melted structure and the deep-drawing die mounted on the build platform after the PBFLB process. The offset between the base part and the material applied in the PBF-LB was measured at the corner points of the die using a height gauge with fine adjustment, with three repetitive measurements performed at each point. The misalignment was found to be satisfactory with a deviation a < 0.15 mm.
melted powder layer
applied material
deepdraw die
powder bed
platform
clamping element
Fig. 4. Material application by using PBF-LB (left); deep-drawing die mounted on the build platform after material application by PBF-LB (right)
Modernisation to Adapt a Prototype to a New Development Status The second use of the MAR/R is to adapt the prototype to a new stage of development. A CAD model of the newer development status of the prototype is shown in Fig. 5. In the development process, the geometry of the lubrication groove and the lubrication channels in particular were further developed. For a lower ecological impact of the product development process and higher cost efficiency, no new prototypes were manufactured for the experimental validation of the new lubrication groove and channel geometry. Instead, the lubrication groove and channels of the existing, outdated prototype were adapted to the new development status in a MAR/R process. The process chain is summarised in Fig. 6. In this MAR/R process, the section plane was determined based on the comparison of the CAD models of the present prototype (Fig. 7a) and the new development status (Fig. 7b). The section plane must be in a component area where the geometry of the lubrication channels is equal (see Fig. 7c). Furthermore, the choice of the section plane took into account that in the MAR/R process the build job has a certain deviation from the basic component. Therefore, the section plane was placed in a range in which the expected deviation is not critical for the component function. In concrete terms, this means that the section plane was placed at a position for which a sufficiently high
8
N. V. Ganter et al.
Fig. 5. CAD model of the latest development status of the deep-drawing die in half section
tolerance applies. This aspect can be an exclusion criterion for a MAR/R process. If the expected deviation exceeds the permissible tolerances, this deviation must be corrected by providing an offset in the CAD model and by reworking. If reworking of this part area is not possible, e.g. due to lack of accessibility, the part requirements cannot be met by a MAR/R process. In this case, the component must be newly manufactured. To create the CAD model for the PBF-LB process, a work plane representing the selected section plane was inserted into the CAD model of development status II. Since the prototype versions I and II differ not only in the geometry of the channels and lubrication groove, but also in the outer geometry, the CAD model was adjusted to adapt the outer surfaces to the first prototype (version I). The model was then separated at the work plane and the lower component area was removed. As described earlier in the repair process, the model was exported as a STL file and converted to the manufacturing data for the PBF-LB process using Autodesk Netfabb 2023. To create the model for part preparation, a work plane representing the selected section plane was inserted into the CAD model of the first prototype (development stage I). The model was separated at this plane and the part area containing the lubrication groove was removed. The technical drawing for the milling process was derived from this model. For the milling process, the deep-drawing die was clamped in the vice of the milling machine. In the milling process, the material was removed up to the defined section plane. The lubrication channels were then deburred. Subsequently, the deepdrawing die was fixed on the build platform with screws and clamping elements. After the component was mounted with the build platform in the PBF-LB system (EOS M280), steel blocks were placed in the build space. Subsequently, the build space was filled with secondary powder up to the section plane and the PBF-LB system was prepared as already described above. Then the alignment of the build job to the base component
Do Additive Manufacturing Processes Enable More Sustainable Products?
9
Fig. 6. MAR/R process chain for adapting the prototype of a deep-drawing die to a new development status
was checked by exposing the first layer and the build job was started. The volume of the material applied in the PBF-LB process is V = 103,347 mm3 and the duration of the build job t = 7.41 h. Compared to a new production of the prototype, the applied volume was reduced by 75%. After the PBF-LB process, the component was hardened. Subsequently, the drawing edge was machined in a turning process. The fixture required for this was available from a previous production of the deep-drawing die. Furthermore, the top of the component was milled to size and finally the deep-drawing die was sandblasted. During the inspection, the relevant dimensions were checked. Furthermore, the misalignment of the newly applied material to the basic component was measured at the outer
10
N. V. Ganter et al.
Fig. 7. a) Detail of the CAD model from the existing prototype in half section (development status I), b) Detail of the CAD model from the prototype to be built in half section (development status II), c) Detail of the CAD models from the prototypes of development status I and II superimposed. The selected section plane is shown in green.
corners of the deep-drawing die with three repeat measurements each. The deviation is a ≤ 0.09 mm. In the following, a functional test was carried out by installing the deepdrawing tool in a press and evaluating the deep-drawn components. The deep-drawing die of the MAR/R process completely fulfilled the requirements.
3 Discussion The presented application examples for the repair and modernisation of a component using PBF-LB represent an aid for the planning and implementation of MAR/R processes. In dependency on the component and the available data, however, specific challenges may arise that are not addressed in this paper. These include the fact that in the case of components with complicated free-form surfaces, e.g. castings or additively manufactured components, component fixing can require considerable effort. If it is not possible to fix the component in the vice of the milling machine, it is necessary to design and manufacture a fixture that is adapted to the component and the section plane. Furthermore, additional fixtures for post-processing may be required, e.g. for a turning process. In addition, missing information about the component at hand can pose a considerable challenge for the MAR/R process. For example, if neither the CAD model nor a technical drawing of a damaged part is available, the dimensions and tolerances must first be identified in a reengineering process before the MAR/R process chain described in this article can be carried out. If the material of a component is unknown, material investigations are necessary to select a suitable material for the additive material deposition. This challenge occurs especially in MAR/R processes in the End-of-Life phase. In the use phase, this challenge can arise if the repair is not carried out by the component manufacturer but by an external service provider. In this context, the product development phase offers the advantage for MAR/R processes that all information about the component is available. An important decision users face prior to the process chain presented here is Repareor-Replace respectively Refurbish-or-Replace (in analogy to make-or-buy). This means whether an existing damaged or obsolete component is repaired resp. refurbished or replaced by a new part. The arguments in favour of repairing and refurbishing a component are usually that it is more material-efficient and the build job requires less time
Do Additive Manufacturing Processes Enable More Sustainable Products?
11
than producing a new part. This has been confirmed for the MAR/R processes of the deep-drawing die. Nevertheless, when comparing the build job duration of an AM and MAR/R process, it should be noted that in a repair only one component is in the build space. In an AM process, on the other hand, several parts can usually be manufactured in one build job, which significantly improves the time efficiency of the process. The process chains presented in this article demonstrate further aspects that users should take into account in a Repare-or-Replace resp. Refurbish-or-Replace decision. Compared to an AM process for the production of new parts, there are additional process steps in a MAR/R process which may involve a high proportion of manual activities. These can include the design and manufacture of a part fixture, the milling of the part in part preparation and the creation of the CAD model for the additive material application. The latter can require considerable design effort if, as in the case of the deep-drawing die refurbishment, the CAD model of the existing component not only has to be separated, but design adjustments are also required to ensure compatibility of the new part geometry with the existing part. The aforementioned steps increase the duration and costs of the MAR/R process in particular. However, they can also have an impact on the ecological impact. When assessing whether the repair or modernisation of an existing damaged or obsolete component should be carried out, the effort and resource input of these steps should therefore be estimated and taken into account. In addition, this paper shows a possibility for efficient testing of functional component properties within product development processes. In the development process of the deep-drawing tool, different channel and lubrication groove geometries were developed simulatively and tested by means of physical prototypes. A MAR/R process opens up the possibility of exchanging a functional component area of an existing prototype and adapting it to a new development status. This possibility could be used especially in development processes in order to carry out a more efficient design of experiments to examine certain functional properties. Only the corresponding functional component areas would be manufactured. The base component would remain and be used multiple times for the different tested variants. Thus, the first prototype manufactured would consist of the base component and the functional component area to be tested. The latter would be exchanged after testing in a MAR/R process. A prerequisite for this approach is that for the function to be tested, only component areas are significant which can be replaced material-efficiently. If possible, no additional component areas have to be removed due to their position in the component. However, this requirement can be taken into account in the design of the prototypes.
4 Summary and Outlook With the aim of increasing the ecological sustainability of products, it is particularly promising to make greater use of the alternative strategies of the circular economy in addition to material recycling. Damaged or obsolete metallic components can be repaired and adapted to new or changed requirements by means of AM processes such as PBFLB. In this way, the existing value of the components can be preserved longer. However, one hurdle is that potential users usually lack the know-how to assess whether an existing component can be repaired or modernised using PBF-LB and how this process is carried out.
12
N. V. Ganter et al.
For users without the necessary experience, this article offers assistance through the detailed description of a process chain for the repair and refurbishment of a deep-drawing die. The process chains were carried out using a conventional PBF-LB system. Thus, the paper is particularly interesting for practitioners who want to use their existing PBF-LB systems for MAR/R processes. With a view to the goal of increasing the resource-efficient recycling of components, this paper shows a broader field of application for the repair and refurbishment of components than is often shown in the existing literature. Instead of addressing the use phase and the end-of-life, the repair and refurbishment in product development are presented here. The repair of a physical prototype and its modernisation to a new development stage are demonstrated as strategies for increasing resource efficiency in a product development process. In the discussion section, aspects are discussed that should be taken into account when assessing the ecological and economic sustainability of a repair or refurbishment using PBF-LB. This includes the effort required to build fixtures, which depends on the shape of the component. Furthermore, knowledge of the component characteristics, such as the material or the required tolerances, is also part of this. Following research should tackle the question under which boundary conditions a repair or modernisation of components by means of AM processes is to be preferred over a new part production from an ecological point of view. Furthermore, there is a need for research regarding the reduction of manual activities in the MAR/R process chain. Automating the alignment of the build job to the existing component in the build space of the PBF-LB system would contribute to this. This promises to reduce the duration of the process chain and increase the quality of the MAR/R component through higher positioning accuracy. Funding. The development of the deep-drawing die with process-integrated lubrication was funded by the IGF—Industrielle Gemeinschaftsforschung, grant number 21586N. The design and investigation of the repair and refurbishment process chains was conducted within the research project “RePARE- Regeneration of product and production systems through additive repair and refurbishment” (funding reference number 033R229) funded by Federal Ministry of Education and Research (BMBF) within the funding measure “Resource-efficient Circular Economy - Innovative Product Cycles” (ReziProK).
References Andersson, O., Graichen, A., Brodin, H. and Navrotsky, V. (2017), “Developing Additive Manufacturing Technology for Burner Repair”, Journal of Engineering for Gas Turbines and Power, Vol. 139 No. 3. https://doi.org/10.1115/1.4034235 DIN EN (2018), DIN EN 13306:2018–02, Instandhaltung - Begriffe der Instandhaltung; Dreisprachige Fassung EN_13306:2017, 01.040.03, 03.080.10, Beuth Verlag GmbH, Berlin Ehlers, T., Lachmayer, R., Vajna, S., Halle, T.: Producibility. In: Vajna, S. (ed.) Integrated Design Engineering, pp. 287–323. Springer, Cham (2020). https://doi.org/10.1007/978-3-030-193 57-7_9 Ehlers, T., Meyer, I., Oel, M., Bode, B., Gembarski, P.C. and Lachmayer, R., “Effect-Engineering by Additive Manufacturing”, in Lachmayer, R., Bode, B., Kaierle, S. (Hg.) – Innovative Product
Do Additive Manufacturing Processes Enable More Sustainable Products?
13
Development by Additive Manufacturing 2021, pp. 1–19. https://doi.org/10.1007/978-3-03105918-6_1 Flores, I., Kretzschmar, N., Azman, A.H., Chekurov, S., Pedersen, D.B., Chaudhuri, A.: Implications of lattice structures on economics and productivity of metal powder bed fusion. Addit. Manuf. 31, 100947 (2020). https://doi.org/10.1016/j.addma.2019.100947 Ford, S., Despeisse, M.: Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J. Clean. Prod. 137, 1573–1587 (2016). https://doi.org/10.1016/j. jclepro.2016.04.150 Ganter, N., Gembarski, P.C., Lachmayer, R.: Einsatz additiver Fertigungsverfahren für die Bauteilreparatur: Ein literaturbasierter Überblick. In: Lachmayer, R., Rettschlag, K., Kaierle, S. (eds.) Konstruktion für die Additive Fertigung 2020, pp. 283–300. Springer, Heidelberg (2021a). https://doi.org/10.1007/978-3-662-63030-3_15 Ganter, N.V., Bode, B., Gembarski, P.C., Lachmayer, R.: Method for upgrading a component within refurbishment. Proceedings of the Design Society 1, 2057–2066 (2021b). https://doi. org/10.1017/pds.2021.467 Ganter, N.V., Ehlers, T., Gembarski, P.C., Lachmayer, R.: Additive refurbishment of a vibrationloaded structural component. Proceedings of the Design Society 1, 345–354 (2021c). https:// doi.org/10.1017/pds.2021.35 Ganter, N.V., Hoppe, L., Gembarski, P.C., Lachmayer, R.: Knowledge based assistance system for part preparation in additive repair by LPBF. Proceedings of the Design Society 1,(2022a). https://doi.org/10.1017/pds.2022.140 Ganter, N.V., Plappert, S., Gembarski, P.C., Lachmayer, R.: Assessment of Repairability and Process Chain Configuration for Additive Repair. In: Andersen, A.-L., et al. (eds.) CARV/MCPC -2021. LNME, pp. 261–268. Springer, Cham (2022b). https://doi.org/10.1007/978-3-03090700-6_29 Grandvallet, C., Mbow, M.M., Mainwaring, T., Pourroy, F., Vignat, F., Marin, P.: Eight action rules for the orientation of additive manufacturing parts in powder bed fusion: an industry practice. International Journal on Interactive Design and Manufacturing (IJIDeM) 14(4), 1159–1170 (2020). https://doi.org/10.1007/s12008-020-00692-7 Lachmayer, R., Behrens, B.-A., Ehlers, T., Müller, P., Althaus, P., Oel, M., Farahmand, E., Gembarski, P.C., Wester, H., Hübner, S.: Process-Integrated Lubrication in Sheet Metal Forming. Journal of Manufacturing and Materials Processing 6(5), 121 (2022a). https://doi.org/10. 3390/jmmp6050121 Lachmayer, R., Ehlers, T. and Lippert, R.B.: Entwicklungsmethodik für die Additive Fertigung, 2.th ed., Springer Vieweg Berlin, Heidelberg (2022b). https://doi.org/10.1007/978-3-662-659 24-3 Lahrour, Y., Brissaud, D.: A Technical Assessment of Product/Component Re-manufacturability for Additive Remanufacturing. Procedia CIRP 69, 142–147 (2018). https://doi.org/10.1016/j. procir.2017.11.105 Monteiro, H., Carmona-Aparicio, G., Lei, I., Despeisse, M.: Energy and material efficiency strategies enabled by metal additive manufacturing – A review for the aeronautic and aerospace sectors. Energy Rep. 8, 298–305 (2022). https://doi.org/10.1016/j.egyr.2022.01.035 Najmon, J.C., Raeisi, S. and Tovar, A. (2019), “Review of additive manufacturing technologies and applications in the aerospace industry”, in Additive Manufacturing for the Aerospace Industry, Elsevier, pp. 7–31. https://doi.org/10.1016/B978-0-12-814062-8.00002-9 Peng, T., Kellens, K., Tang, R., Chen, C., Chen, G.: Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Addit. Manuf. 21, 694–704 (2018). https://doi.org/10.1016/j.addma.2018.04.022 Potting, J., Hekkert, M., Worrell, E. and Hanemaaijer, A. (2017), circular economy: measuring innovation in the product chain: Policy Report
14
N. V. Ganter et al.
Rickli, J.L., Dasgupta, A.K. and Dinda, G.P. (2014), “A discriptive framework for additive remanufacturing systems”, Int. J. Rapid Manufacturing, No. Vol. 4, Nos. 2/3/4, pp. 199–218 Shrivastava, A., Mukherjee, S., Chakraborty, S.S.: Addressing the challenges in remanufacturing by laser-based material deposition techniques. Opt. Laser Technol. 144, 107404 (2021). https:// doi.org/10.1016/j.optlastec.2021.107404 Wasono, R.S., Wahab, D., Azman, A.: Additive Manufacturing for Repair and Restoration in Remanufacturing: An Overview from Object Design and Systems Perspectives. Processes 7(11), 802 (2019). https://doi.org/10.3390/pr7110802 Wilson, J.M., Piya, C., Shin, Y.C., Zhao, F., Ramani, K.: Remanufacturing of turbine blades by laser direct deposition with its energy and environmental impact analysis. J. Clean. Prod. 80, 170–178 (2014). https://doi.org/10.1016/j.jclepro.2014.05.084
Design and Optimization
Automation in Active Surface-Based Design Generation for Additive Manufacturing Marcel Winkler1(B) , Georg Jacobs1 , Jo Gessert1 , Christian Konrad1 , and Stefan Keßler2 1 Institute for Machine Elements and Systems Engineering, Schnikelstraße 10, 52062 Aachen,
Germany [email protected] 2 MOSCA GmbH, Gerd-Mosca-Straße 1, 69429 Waldbrunn, Germany
Abstract. This study presents an approach to support the optimisation of part candidates for additive manufacturing by the automated detection of relevant active surfaces. These active surfaces play a fundamental role for the definition of preserved geometries and design space in the Generative Design approach used for optimisation. A software tool is implemented that identifies active surfaces in parts or assemblies. Common types of active surfaces are recognised automatically based on geometric restrictions. Supplementary active surfaces can be considered individually by the user. The surfaces under consideration are analysed to derive key figures used for geometric reconstruction. Besides single part optimisation, this approach proves to be beneficial for consolidation of assemblies. The tool automatically distincts whether active surfaces exist as external interfaces or as internal interfaces in an assembly that can be consolidated. The active surfaces are automatically converted into solid bodies and transferred to the Generative Design software to generate optimised geometries for additive manufacturing.
1 Introduction and Motivation Over the last 33 years the annual growth rate of global revenues of all additive manufacturing (AM) products and services averages 25.9%. Even in the pandemic years of 2020 and 2021, when the global manufacturing industry has significantly slowed down, the AM industry did not decline. Wohlers et al. recorded a reduced growth rate of 7.5% in 2020, whereas in 2021 it has increased again to a typical double-digit percentage value of 19.5% (Wohlers et al. 2022). Especially in times of global political and economic uncertainty, investments in AM technologies are increasingly being considered in order to maintain entrepreneurial flexibility and become more independent from global supply chains (Langefeld et al. 2022). With the increasing number of possible use cases in the industry, the variety of software solutions that can be used to accompany the AM process is also increasing (Diegel et al. 2019). Solutions are developed along the entire process chain of AM – covering the initial part identification for AM, geometric optimization or simulation of the manufacturing processes. Due to the comparatively high capabilities of AM processes in the production of complex geometries, in particular the development
© The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 17–30, 2023. https://doi.org/10.1007/978-3-031-27261-5_2
18
M. Winkler et al.
of functional-optimised part designs is moving to the centre of today’s development processes (Lachmayer and Lippert 2020). Furthermore, AM has the ability to serve current megatrends in areas such as sustainability, connectivity, individualisation or glocalization (Knapp et al. 2022). Product development can be completely rethought and with the possibilities of digital tools that utilize Generative Design algorithms, part geometries can be automatically designed almost entirely on the basis of active surfaces in a functional optimised manner (Gibson et al. 2021).
2 State of the Art The multitude of digital tools along the AM process chain offers many opportunities, but at the same time also great challenges for engineers in product development. There is a need to support today’s processes, especially in the use case selection and the modification of identified, conventionally designed parts for AM. In the following overview of the state of the art, approaches to part identification and commonly used paths towards part design optimisation for AM utilizing Generative Design are presented. 2.1 Part Identification for Additive Manufacturing The identification of use cases in which AM can be applied profitably is the initial step for companies getting into AM. In practice, it is difficult for many to select suitable parts or assemblies. Therefore, the research landscape in the field of automated identification methods is flourishing. The focus of approaches increasingly targets automated procedures that holistically examine company portfolios. The multitude of different company data is processed by efficient data processing methods and potentials are derived on the basis of various characteristic values. Recent literature reviews on the current state of the art in part identification for AM highlight the diversity of approaches (Bracken et al. 2020; Breitenbach et al. 2022; Kolter et al. 2021). Artificial intelligence methods are increasingly used in part identification processes. Various approaches can be applied, ranging from decision-making systems (Page et al. 2019) to artificial neural networks (Winkler et al. 2020). As a result, conventional parts in existing portfolios are highlighted that have the potential to be manufactured profitably by AM. In addition to the identification of single parts, the approaches of Yang et al. and Winkler et al. focus on the opportunities of part consolidation in assemblies. Yang et al. use modularisation approaches to address the identification of part groups (Yang et al., 2019). Winkler et al. present a method that recognises static part groups in CAD assemblies based on the degrees of freedom of the assembled parts (Winkler et al. 2022). Characteristic parts that require degrees of freedom (e.g. bearings, gears) or restrict them (e.g. bolts) are recognised automatically. With the separation of the graphical representation of the product structure at or between parts with degrees of freedom, static groups are identified that are potentially suitable for consolidation and AM.
Automation in Active Surface-Based Design Generation
19
2.2 Design for Additive Manufacturing Based on the identified use cases, parts and assemblies are optimised using various “Design for Additive Manufacturing” (DfAM) guidelines considering their active surfaces (AS) as interfaces. Due to the number and diversity of sources describing DfAM guidelines, only methods are discussed that refer to active surface-based design. The design optimisation of parts based on their AS is a design methodology that is often used in practice (Lachmayer and Lippert 2020). At the AS of a part forces are introduced or absorbed. They are defined and specified by installation space restrictions and interfaces. Structural areas serve to connect the AS for the load-appropriate transmission of mechanical energy (Feldhusen and Grote 2013; Roth 2000). Generative Design approaches are based on these engineering fundamentals to discover new geometric solutions. By the application of algorithms and artificial intelligence, Generative Design software is able to develop a great variety of solutions in a short period of time. Generative Design algorithms are typically characterised by the stepwise addition or removal of material and the automated iterative evaluation of a wide range of boundary conditions in every step (Krish 2011). Compared to traditional design processes, performance requirements are already considered during part generation and not only assessed in manual design iterations. Therefore, the development process changes and the iteration steps between creating and evaluating the design are no longer necessary (see Fig. 1 below).
TRADITIONAL Design Process HISTORY Previous Designs
GENERATIVE Design Process HISTORY Previous Designs
CONTEXT Previous Designs
Create Design (CAD)
CONTEXT Previous Designs
Design Constraints
Generative Algorithm
Performance Requirements
Document Design (CAD)
ISSUES Design Iterations
Evaluate Design (CAE)
Build Fig. 1. Comparison of traditional and Generative Design process adapted from (Meintjes 2018)
Proposed solutions of the generative algorithm often go beyond conventional designs, as Generative Design imitates nature’s evolutionary approach and tries to find the best solution among thousands of design variants. This emergent process is particularly well suited to find novel structures and breaks away from experience-based limitations of the solution space that are typically imposed by previous designs. Part geometries are
20
M. Winkler et al.
iteratively formed using only preserved geometries, obstacle geometries and boundary conditions (Buonamici et al. 2020; Gebhardt et al. 2019; Tyflopoulos et al. 2018). The designer specifies the boundary conditions and the design objectives which the product variants must fulfil. The boundary conditions refer to the available space, the materials used and the manufacturing process. Design goals can be for example low cost, a low weight, or the minimisation of the equivalent stresses in the part (Roback 2020). As a result, the user gets a choice of lightweight, robust and cost-effective product designs. Especially in combination with AM, cost savings can be achieved because complex geometric structures barely increase production costs. The combination of several parts in terms of functional integration offers significant cost advantages in assembly and logistics. The integration of grids or honeycomb structures can increase the sustainability of products by using less material. (Lachmayer et al. 2018).
3 Need for Research The development process for AM described in the state of the art is nowadays characterised by many manual steps and the required individual expert knowledge in application. In practice, parts are frequently manufactured additively in their original shape because often the effort of a qualified redesign is not economic. Extensive data preparation and handling are required to exploit the advantages of today’s software tools for optimization. Especially the preparation of files for an active surface-based optimisation requires specific knowledge about the functions to enable Generative Design for AM. The need for further development in the digital area of process preparation is evident. The objective of this study is to contribute to the automation of active surfacebased optimisation processes to support future design processes for AM. Two emerging fundamental research questions are addressed: • How is it possible to identify active surfaces in existing parts or assemblies automatically? • How can the relevant active surfaces for optimisation be determined and transferred to a Generative Design tool? This study therefore has several goals to answer these questions. Thus, frequently used active surfaces in CAD files are to be recognised automatically on the basis of their geometric features. In addition, specific active surfaces should be included individually in the consideration. Further, suitable models consisting of relevant AS must be extracted for the application of Generative Design algorithms. In order to narrow down the relevant AS, parts should be consolidated at the points where AS occur as a set or pair in an assembly. Finally, the acquired AS must be automatically configured for the use in Generative Design approaches to contribute to an accelerated optimisation.
4 Methodical Approach and Materials The state of the art already foreshadows the potential of Generative Design approaches. They enable the transformation of the product design from a conventional to a complex,
Automation in Active Surface-Based Design Generation
21
functionally integrated structure, which is ideal for the application of AM. In order to fully exploit the potential, further development is required as described in the need for research. The methodological approach and work packages (WP) shown in Fig. 2 are derived to achieve the stated objectives.
WP 1
WP 2
Conventional Part / Assembly Detection of for AM a) Standardised Active Surfaces b) Prod.-Specific Active Surfaces Active Surfaces a) Consolidation of Assemblies b) Configuration of Active Body Active Body Model Model
Generative Design and AM
Validation of Approach for Optimisation and AM
Fig. 2. Methodical approach for the automated derivation of AS models
The starting point of the approach is an identified part or assembly whose conventional design should be optimised for AM. In the first section of the methodology, commonly used AS are identified automatically based on their characteristic geometry parameters. In addition, the inclusion of product-specific AS that do not conform to a standardised form is enabled. If an assembly is identified, opportunities for part consolidation are implemented in the subsequent section. The relevant AS are then configured as set of solid bodies to enable seamless application of Generative Design tools. WP 1 Detection of Active Surfaces For the development of the approach, AS are divided into the two categories standardised and product-specific AS. To determine frequently used AS as standardised, fundamental literature in the field of machine elements (Wittel et al. 2019) is consulted and the respective appearances in industrial data sets are evaluated. Accordingly, product-specific AS do not correspond to any determined conventions, which is why manual definition needs to be provided. WP 1.a Standardised Active Surfaces Based on the literature and practical evaluation, following AS are considered as standardised in this study: Boreholes Bolts and pins
Tapers Keyways
Slotted holes Countersinks
22
M. Winkler et al.
In order to identify these standardised AS quickly and efficiently, automated recognition algorithms are needed. The consideration of fundamental geometric constraints is crucial for identification. These geometric constraints are partly defined in norms and standards and thus facilitate the automated identification of the AS. For the automated recognition, a software tool is implemented in NXopen for the CAD software Siemens NX. The analysis algorithms are primarily developed for processing common exchange formats such as the *.STEP format. The algorithm checks each surface of a given CAD file, whether specific geometric conditions of an AS type are fulfilled. If this is the case for a surface, it is recognised as an AS. Decisive key figures are derived and the surface is coloured specifically for visual identification in the CAD file. The geometric conditions of the AS types represent the core of the recognition. They enable the differentiation of the AS from other surface types and therefore also differ for each type of AS. The recognition procedure of a borehole is explained below as an example. The procedure can be applied similarly for the other types of AS, respectively with individual numerical descriptions of their geometries. In the first step, the function for borehole detection considers all surfaces of the conventional part. Surfaces that have more than two edges are filtered out and not considered further. Afterwards, surfaces containing two edges are examined. It is tested whether both edges have the same length. In this case, it can be assumed that the surface is the lateral surface of a borehole. In the next step, a cylindrical body is created with the dimensions and at the position of the borehole. To do so, three points are created on the two edges of the supposed borehole (see Fig. 3). P2
P1
SP2 CP
SP1
P3
EV P1
CP
P3
Fig. 3. Sketch of a borehole with the determined data
The first point P1 is set arbitrarily to one of the identified edges. The second point P2 is positioned a quarter turn further along the edge. The edge length covered corresponds to 0.5∗π ∗r. Point P3 is placed on the opposite side of point P1, with an edge length of π ∗r. With the help of the three points it is possible to accurately determine the centre point CP, the diameter and the position of the borehole in the coordinate system. In addition, the vector EV is calculated, which connects the edge centres and thus represents the depth of the borehole. The span vectors SP1 and SP2 setting up the circular edge are calculated as well. From the determined data, the cylindrical body can now be generated in the CAD file. The function for identifying a borehole is completed with the test for intersections between the original part and the generated cylinder. If there is an intersection of the
Automation in Active Surface-Based Design Generation
23
bodies, the surface is not the lateral surface of a bore and therefore not the relevant AS. Otherwise, if there is no intersection of the bodies, a borehole is successfully identified. The detected AS is coloured red in the CAD model for visual identification and the determined data is saved. WP 1.b Product-Specific Active Surfaces In case of product-specific AS, there are either no clear geometric conditions to differentiate them from other surfaces, or otherwise the type of AS is used so rarely that the development of a fully automated recognition system would not be worthwhile. Basically, there will always be AS that are individually designed and cannot be generalised. In order to automatically create an AS body from these active surfaces later on, the approach depends on the users support in analysing the part. A graphical user interface (GUI) is implemented for this purpose. With the help of the GUI, the user can manually select surfaces or specified sections and define them as AS. They are coloured orange in the CAD file and saved after the selection is confirmed. WP 2 Consolidated Active Surface Model In the next steps, the recognised AS are processed according to their relevance and extracted as active surface model or complemented as three-dimensional bodies in a solid active body model. WP 2.a Consolidation of Assemblies The AS identification is followed by the opportunity for part consolidation. In this process, assemblies are consolidated that have been identified for part consolidation by previously mentioned approaches. Part consolidation is carried out at this point with the expectation of achieving cost advantages with regard to assembly and ancillary processes (warehousing, procurement or logistics), as is frequently shown in the literature (Gebhardt et al. 2019). For this reason, part consolidation is an intermediate goal of adapting a design to AM and will be performed before creating the solid body model. After identifying the AS, it is checked whether they can be defined as internal or external interface of the assembly. AS that appear as set in the considered assembly are classified as internal interfaces (see Fig. 4a). Typically, these pairs of active surfaces occur at connecting interfaces between parts (e.g. bolt connections) whose function is to fasten parts. A connection to other external parts is not intended. These AS do not need to be considered further, as internal interfaces will be replaced by a seamless geometry created by Generative Design.
24
M. Winkler et al.
Fig. 4. a) Active surface set of a bolt connection and b) Individual active surface.
If AS appear as individual surfaces in the CAD file (see Fig. 4b), an external corresponding AS located in another part is always required to fulfil the technical function. From these surfaces, solid bodies named active bodies are derived in the subsequent step, which serve as the base for Generative Design. WP 2.b Configuration of an Active Body Model The previously explained steps can now be followed by the configuration of active surface model for further engineering purposes and the derivation of a solid active body model needed in Generative Design software. The identified AS must each be converted into a representative three-dimensional solid body. Each type of AS is transformed into an active body in a different way. This is mainly because flat surfaces can be extruded along their normal vector. Round surfaces, on the other hand, must either be rotated as a cross-section around an axis or the base surface must be extruded. The key figures necessary for the construction of the active bodies are already determined and stored by the algorithm for recognising the AS described before. In addition, an individual material thickness of the active body can be assigned by the user via the GUI. The transformation is described using the example of the borehole in the following. Boreholes are often used for bolt connections. In this frictional connection, it is important that both the bolt head and the nut are in contact with the connected parts with their entire surface to achieve the desired clamping effect. The solid body of a borehole is a hollow cylinder (see Fig. 5). The inner diameter of the cylinder corresponds to the diameter of the borehole. The outer diameter is adjusted accordingly to the size of the nut and the bolt head. Due to the variety of bolt types, each with different bolt head sizes, the outside diameter of the hollow cylinder is adapted to the uniform diameters of a washer. The ratio of the outer and inner diameters can be divided into three ranges and are presented in Table 1. For the design of the active bodies, the identified boreholes of the part or assembly are considered one after the other. For each borehole, the key figures determined in WP 1.a are required. The function for deriving the active body draws two circles on the
Automation in Active Surface-Based Design Generation
25
Table 1. Diameter ratio depending on the bolt thread Washer size range
Factor (d2 /d1 )
M12
1.8
basis of the data. The orientation of the circles in the coordinate system is identical to the orientation of the borehole edges because the clamping vectors are transferred. The inner radius of the hollow cylinder corresponds to the borehole radius. Depending on the borehole diameter d1 and the derived factor of the outer diameter d2 of the hollow cylinder (see Table 1) is determined. Both circles form the base of the hollow cylinder and are extruded along the vector connecting the centres of the borehole edges. The extrusion length corresponds to the distance between the centres of the borehole edges. The active body model illustrated in Fig. 5 is created.
d2 d1
Fig. 5. Active bodies of boreholes
The configured model is subsequently saved in STEP format automatically and can be accessed by the Fusion 360 Generative Design application.
5 Results As result, it is possible to automatically recognise common types of AS in CAD files by the evaluation of characteristic features and elements. Further, product-specific AS can be considered in the process by an individual user selection. In assemblies, single AS are classified as external and AS pairs as internal interfaces. These internal interfaces are excluded from the development of an active surface model to replace the originally assembled parts with a continuous geometry. The AS acquired as external interfaces are finally configured in a solid body model for the use as preserved geometries in Generative Design. The individual steps are illustrated in Fig. 8 of the following chapter. To support the application of the approach, the GUI for the CAD software Siemens NX shown in Fig. 6 has been developed.
26
M. Winkler et al.
Fig. 6. GUI for the automated extraction of Active Body Models
The GUI allows the user to automatically identify standardised AS or individually select specific AS (Fig. 6a). AS can be deselected manually if areas have been falsely identified by the automatic detection. Furthermore, it is possible to choose between two types of data export. For the application of Generative Design, the AS are configured as solid body model. The settings can be defined in the area shown in Fig. 6b. Optionally, it is possible to extract the active surface model (Fig. 6c), for example to feed information back into function-oriented and model-based system development approaches (Jacobs et al. 2022). 5.1 Validation and Discussion The practical application of the approach is validated using data from a strapping machine provided by the company MOSCA GmbH. As starting point, parts and assemblies are identified in the CAD files of a machine that show potential for AM. For this purpose, the two approaches of Winkler et al. are applied (Winkler et al. 2020; Winkler et al. 2022). Figure 7 demonstrates one of the identified static assemblies in form of a rocker and its technical context. For this assembly an AS-based optimisation is performed using Generative Design. The present load case includes three main applied forces. The roller mounted on the rocker is actuated by a camshaft and experiences a corresponding force FCam that moves the assembly in a linear direction. The rotation of the rocker is compensated by the compression spring force FComp.Spring . The whole assembly is returned to its original position by the pull spring force FPullSpring . For reasons of confidentiality, the forces are not quantified further. The rocker is originally manufactured as milled part. The arm is a cut-out sheet metal part.
Automation in Active Surface-Based Design Generation
27
Screw joint Arm FCam
FComp.Spring
Rocker
FPullSpring Fig. 7. Context of the rocker assembly
Common active surfaces in the assembly are identified according to the procedure described in WP 1.a. There are no other product-specific AS present. AS that appear as pair are excluded from further consideration to consolidate the assembly, such as the screw connection marked blue in Fig. 8b. The solid active body model is derived (see Fig. 8c), transferred to the Autodesk Fusion 360 Generative Design software and used as preserved geometry for optimisation.
d c b
a
Fig. 8. Result of the approach applied to the rocker assembly
The result of the optimisation is a geometry with a volume reduced by 81%. The weight of the entire group is decreased from previously 76 g to 13.5 g, while at the same time ensuring the mechanical strength for the given load case. The minimum factor of safety is 6.255 and the maximum von Mises stress equals 38,37 N/mm2 . Table 2 below compares the cost of conventional and additive production in terms of manufacturing and assembly. A batch size of 240 is considered as basis.
28
M. Winkler et al. Table 2. Comparison of Cost for Conventional and Additive Production Conventional
Additive
Manufacturing Cost
4.67 e
4.57 e
Assembly Time and Cost for Screw Joint
12.33 min at 25.50 e/hour 5.24 e
Saved
Total Production Cost
9.91 e
4.57 e
Minor savings are achieved in the assessment of manufacturing cost. However, considering the cycle times in assembly of the original state, there is a time saving of about 12 min. Assuming an industry-typical gross hourly wage of 25.50 e per hour, utilizing AM instead of conventional manufacturing thus results in a reduction of the cost per part of 53,8%. In addition to the direct cost savings, positive effects on process-related cost of procurement, warehousing or data management in ERP systems are expected. Overall total cost saving potentials of over 75% compared to current state are predicted. The acceleration of the overall development process is achieved by utilizing the presented automation approach for the application of Generative Design. This makes it increasingly worthwhile to also consider parts in the optimisation for AM where the effort of a redesign otherwise would not be economic. By expanding the AM part portfolio with the required quantities of parts, operation at full capacity and thus an economic AM process is supported.
6 Summary and Outlook In conclusion, this study successfully contributes to advanced automation in the activesurface-based optimisation of parts for AM using Generative Design. The approach enables the automated recognition of common AS. Geometric conditions are evaluated automatically in CAD files. Additionally, product-specific AS can be selected and determined. Individual AS are recognised as external interfaces. AS that occur as a pair are recognised as internal interfaces and can be excluded for the purpose of part consolidation. On the one hand, solid active surface body models for direct transfer to a Generative Design tool can be derived from the configured AS models. On the other hand, active surface models can be exported for connection to other model-based software and the further use of parameters. The application of the approach to industrial data demonstrates its usefulness. In the considered assembly, all AS present are identified. AS pairs are excluded in the model configuration and relevant AS are transferred to the Generative Design tool according to the approach. The optimisation and subsequent evaluation of the success reveals that a significant reduction in the mass of the part and considerable cost advantages are achieved. However, additional applications of the developed tool should be explored to minimise manual intervention by the user in the event of incorrect AS detection. In order to
Automation in Active Surface-Based Design Generation
29
further automate the process, the continuity into the Generative Design software needs to be focused. The manual transfer of the models, their definition as preserved geometries and additional information about obstacle geometries should be automated in the future.
References Bracken, J.E., McComb, C., Simpson, T.W., Jablokow, K.W.: A review of part filtering methods for additive manufacturing. In: Volume 11A: 46th Design Automation Conference (DAC). American Society of Mechanical Engineers (2020). https://doi.org/10.1115/DETC2020-22448 Breitenbach, J., Seidenspinner, F., Vural, F., Beisswanger, P., Buettner, R.: A systematic literature review of machine learning approaches for optimization in additive manufacturing. In: 2022 IEEE 46th Annual Computers, Software, and Applications Conference (COMPSAC), pp. 1147–1152. IEEE (2022). https://doi.org/10.1109/COMPSAC54236.2022.00180 Buonamici, F., Carfagni, M., Furferi, R., Volpe, Y., Governi, L.: Generative design: an explorative study. Comput.-Aided Des. Appl. 18(1), 144–155 (2020). https://doi.org/10.14733/cadaps. 2021.144-155 Diegel, O., Nordin, A., Motte, D.: A Practical Guide to Design for Additive Manufacturing. Springer, Singapore (2019). https://doi.org/10.1007/978-981-13-8281-9 Feldhusen, J., Grote, K.-H. (eds.): Konstruktionslehre: Methoden und Anwendung erfolgreicher Produktentwicklung (8., vollständig überarbeitete Auflage). Springer, Vieweg (2013). https:// doi.org/10.1007/978-3-642-29569-0 Gebhardt, A., Kessler, J., Schwarz, A.: Produktgestaltung für die Additive Fertigung. Hanser, Hanser eLibrary (2019). https://doi.org/10.3139/9783446461338 Gibson, I., Rosen, D., Stucker, B., Khorasani, M.: Additive Manufacturing Technologies, 3rd edn. Springer (2021). https://doi.org/10.1007/978-3-030-56127-7 Jacobs, G., Konrad, C., Berroth, J., Zerwas, T., Höpfner, G., Spütz, K.: Function-oriented modelbased product development. In: Krause, D., Heyden, E. (eds.) Design Methodology for Future Products, pp. 243–263. Springer, Cham (2022). https://doi.org/10.1007/978-3-030-783686_13 Knapp, O., Langefeld, B., Borgovan, G., Ding, B.: Next Generation Manufacturing gets ready to roll: After a long, slow ride, manufacturing is about to get exciting again. München (2022) Kolter, M., Collet, A., Schleifenbaum, J.H.: Reviewing part identification for additive manufacturing and assessing future fields of research. In: Progress in Additive Manufacturing 2021, ed. N. Shamsaei, N. Hrabe, and M. Seifi (West Conshohocken, PA: ASTM International, 2022), pp. 157–176 (2021). https://doi.org/10.1520/STP164420210135 Krish, S.: A practical generative design method. Comput. Aided Des. 43(1), 88–100 (2011). https:// doi.org/10.1016/j.cad.2010.09.009 Lachmayer, R., Lippert, R.B.: Entwicklungsmethodik für die Additive Fertigung. Springer, Heidelberg (2020). https://doi.org/10.1007/978-3-662-59789-7 Lachmayer, R., Lippert, R., Kaierle, S. (eds.): Additive Serienfertigung. Springer, Heidelberg (2018). https://doi.org/10.1007/978-3-662-56463-9 Langefeld, B., Huth, C., Femmer, T., Schaukellis, M., López, M., Quarder, J.: Additive manufacturing: The money story: A specific value proposition for a fast-growing segment. München (2022) Meintjes, K.: The next wave of intelligent design automation. CIMDATA (2018). https://hbr.org/ sponsored/2018/06/the-next-wave-of-intelligent-design-automation Page, T.D., Yang, S., Zhao, Y.F.: Automated candidate detection for additive manufacturing: a framework proposal. In: Proceedings of the Design Society: International Conference on Engineering Design, vol. 1, no. 1, pp. 679–688 (2019). https://doi.org/10.1017/dsi.2019.72
30
M. Winkler et al.
Roback, M.: Generative Design: Redefining what’s possible in the futrure of manufacturing. Redshift by Autodesk (2020). https://redshift.autodesk.com/e-books/future-of-manufacturing Roth, K.: Konstruieren mit Konstruktionskatalogen: Band 1: Konstruktionslehre (3. Auflage, erweitert und neu gestaltet). Springer (2000). http://site.ebrary.com/lib/alltitles/docDetail.act ion?docID=10645281 https://doi.org/10.1007/978-3-642-17466-7 Tyflopoulos, E., Flem, D.T., Steinert, M., Olsen, A.: State of the art of generative design and topology optimization and potential research needs. In: Design in the era of digitalization: Norddesign 2018 : Linköping University, 14–17 August 2018 (ISBN: 978-91-7685-185-2). The Design Society (2018) Winkler, M., Jacobs, G., Fastabend, P.J., Konrad, C.: Automated identification of geometric structures with potential for functional integration. In: Lachmayer, R., Bode, B., Kaierle, S. (eds.) Innovative Product Development by Additive Manufacturing, 1st edn. Springer International Pu (2022). ISBN: 978-3-031-05917-9 Winkler, M., Jacobs, G., Stürmer, S., Konrad, C.: Application of data mining for the identification of parts for additive manufacturing. In: 2020 International Conference on Intelligent Engineering and Management (ICIEM), pp. 281–288. IEEE (2020). https://doi.org/10.1109/ICIEM48762. 2020.9160307 Wittel, H., Jannasch, D., Voßiek, J., Spura, C.: Roloff/Matek Maschinenelemente. Springer Fachmedien Wiesbaden (2019). https://doi.org/10.1007/978-3-658-26280-8 Wohlers, T.T., Campbell, I., Diegel, O., Huff, R., Kowen, J.: Wohlers report 2022: 3D printing and additive manufacturing global state of the industry. Wohlers Associates (2022). ISBN: 978-0-991-33329-5 Yang, S., Santoro, F., Sulthan, M.A., Zhao, Y.F.: A numerical-based part consolidation candidate detection approach with modularization considerations. Res. Eng. Design 30(1), 63–83 (2019). https://doi.org/10.1007/s00163-018-0298-3
Innovative Product Development by Additive Manufacturing 27. September 2022 Influence of Joining Zone Geometry on Material Distribution in Electrochemically Produced Component Joints in Additive Manufacturing Kris Rudolph(B) , Melina Kübler, Marco Noack, and Eckhard Kirchner Fachgebiet für Produktentwicklung und Maschinenelemente, Technische Universität Darmstadt, Otto-Berndt-Straße 2, 64287 Darmstadt, Germany [email protected]
Keywords: Additive manufacturing · Electroplating · Component joints · Powder bed fusion
In additive manufacturing, differential design is becoming increasingly important as a complementary design method to integral design. Consequently, the need for component connections increases. In preliminary investigations, electrochemical metal deposition has been shown to be promising as a joining method. In this publication, the process preparation steps are improved. Subsequently, the influence of geometry parameters on the material distribution in the joining zone is considered using specimen made of AlSi10Mg. For this purpose, characterizing features of the finished joint are identified and the effect of geometry on these features is investigated. In addition, a brief comparison of the effect of geometry on the tensile strength of a purely material bonded joint is drawn. An opposite behavior between improved tensile strength and reduction of material agglomeration is found. Finally, suggestions are given for improving the joint by modifying part design and process based on the current state of research.
1 Introduction Due to different characteristics such as the great freedom of design and the possibility of mass customization for small quantities, additive manufacturing has significant advantages over conventional manufacturing processes [6]. These advantages have the potentials to satisfy the increasing demand for individualized components or lightweight products, which promotes the economic relevance of additive manufacturing [25]. For the methodical exploitation of these potentials, methods and rules are collected under the term Design for additive Manufacturing (DfAM), which support the development and design of products to be manufactured additively. These can be divided into restrictive and opportunistic methods [15] and for example range from design guidelines for ensuring manufacturability to agile methods for additive manufacturing [19] and methods for © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 31–46, 2023. https://doi.org/10.1007/978-3-031-27261-5_3
32
K. Rudolph et al.
adapting the component architecture [21]. The latter can be divided into methods for integral design and methods for differential design [20]. However, the subsequent need to join the manufactured components is a poorly discussed problem of differential design. Preliminary investigations have shown the electrochemical metal deposition process to be a promising joining method for additively manufactured metal components [22]. In this paper, the influence of the joining zone geometry on the formation of the deposited metal layer is investigated.
2 State of the Art In this section, the state of the art in integral and differential design in DfAM and the joining of laser powder bed fusion (L-PBF) manufactured parts is discussed. Furthermore, the usage of electrochemical metal deposition in additive manufacturing as well as its application in joining is highlighted. 2.1 Integral and Differential Design in DfAM The layer-by-layer manufacturing character of additive manufacturing enables a high degree of geometric complexity of the components that can be produced. As a result, products or assemblies that were previously composed of several components for manufacturing reasons can now be consolidated into and manufactured as a single component in a single process without subsequent assembly, reducing the part count simultaneously. It can therefore be said that not only the shape of the individual components should be regarded in order to fully exploit the potentials of additive manufacturing. The restructuring of the product architecture should also be considered. This refers to the physical and functional structure of products and the interactions of the individual product elements [12]. A high degree of consolidation is referred to as integral design, while a low degree is referred to as differential design [10, 17]. However, an increasing degree of consolidation leads to larger and more complex components, which require more resources to manufacture. It can be concluded from this that after a product individual optimum level of consolidation has been exceeded, a cost advantage is no longer achieved and a differential design may be appropriate [17]. This applies in particular to the L-PBF process, where the component costs can increase enormously due to a high quantity of support structure, the high material costs and the effort required for post-processing. In [20], an example was shown where the pure production costs could be reduced by 33% to 53% through automated component separation. In contrast to integral design, differential design has been considered less in the past. Initial approaches were aimed primarily at components that are too large for the installation space [3, 17]. More current approaches focus on the reduction of support structures, better utilization of the available installation space, or the optimal alignment of multiple, opposing functional surfaces with high demands on surface quality [20]. Methods for component separation can be divided according to the degree of human influence. In the case of manual separation, the separation process is carried out entirely by humans, which is largely based on design guidelines [24]. While interactive methods allow a certain degree of influence, such as the definition of component areas that are
Innovative Product Development by Additive Manufacturing
33
excluded from the separation [9, 20], in automatic methods the separation is completely carried out by computer [8]. In addition, there are hybrid methods, which provide for both consolidation and component separation in their sequence. For example, the strategy of the one-piece machine according to Ehrlenspiel adapted to additive manufacturing by Kumke [14], which calls for the maximum degree of consolidation of the product into a single component with subsequent separation with regard to a wide range of criteria. The method according to Reichwein [21] provides for a partial component consolidation with regard to the requirements on the individual components as well as the line of freedom at the component interfaces. Following the consolidation, further optimizations such as topology optimization can be carried out. The component is then separated semi-automatically. One issue not addressed by these methods is the joining of the separated components, more precisely the selection of a suitable joining process and the required design of the joining zone. However, this is particularly difficult in the case of computer-aided separation, since the raw geometry after separation can often be extremely complex, as can be seen from Reichwein [20]. Therefore, a joining process is required that is largely independent of the macro-geometry of the interfaces. 2.2 Conventional Joining of L-PBF Parts Since this study focuses on joining L-PBF components made of AlSi10Mg, only joining methods for L-PBF components are reviewed. Due to the same type of connection (material closure) and the uniqueness of the force flow, the focus is on material-locking joining processes. In general, all metallic L-PBF components can be joined by welding processes. Laser welding [2] and electron beam welding [23] are in the foreground, due to the similarity of the welding process to the manufacturing process. Given their tool-less nature, these processes exhibit good suitability, provided that the joining zone is accessible to the laser. Another welding process is friction welding, especially friction stir welding, which can be used to avoid problems associated with solidification such as hot cracking [7]. Due to the necessary normal forces and tool size, the process is not considered applicable for complex and filigree structures. Also, investigations of adhesive bonds have been carried out. Different surface structures can increase the strength of additively manufactured components [11]. In addition to the material-fit connections, screw connections are also suitable in principle. Especially direct screw connections show a particular suitability for additively manufactured components, as various process steps such as drilling the holes and thread cutting can be omitted [18]. However, the geometry of the joining zones usually has to be adapted so that the screw can fulfill its function. In many cases, this is not practical or possible, for example after a previous topology optimization. 2.3 Electrochemical Metal Deposition in Additive Manufacturing The process combination of additive manufacturing and electrochemical metal deposition has only been investigated scientifically in sporadic cases.
34
K. Rudolph et al.
Baier [1] has investigated the electrochemical coating of copper on polymer components produced by fused filament fabrication. The surface structure of the base component and that of the deposited layer show great similarities. The importance of postprocessing the base parts to reduce the surface roughness is emphasized in order to reduce the roughness of the copper layer. This finding is applied to L-PBF fabricated components by Mäkinen [16]. The coefficient of friction of the surface could be increased by propagating the roughness peaks compared to the uncoated surface. In addition, the corrosion resistance was improved. In a reversal of the process, Yang [26] used the additively manufactured base body as the anode of the galvanic cell. Due to the field line accumulation at the roughness peaks, the effect of anodic metal dissolution could be used to dissolve the roughness peaks thus reducing the surface roughness. 2.4 Electrochemical Metal Deposition as a Joining Process Electroplating can be used in process preparation for brazing to apply the brazing alloy to the joining surfaces. This is particularly relevant if the surfaces are so large that the inner areas cannot be wetted by the solder during conventional brazing. Krauss [13], for example, was able to join tungsten components with copper using this technique. However, the process can only be used if the brazing material has a sufficiently low melting point compared with the material of the joining bodies. The application of electrochemical metal deposition directly as a joining process was first considered scientifically in 1974 by Dini and Johnson [5]. There the process was used to join steel tubes by a nickel layer. Yang [27] successfully joined copper and aluminum plates by also applying a nickel layer. The tensile strengths achieved are comparable with those of other joining processes for this material combination. Thus, the process can find application in joining different materials. In the preliminary study [22], the general suitability of electrochemical metal deposition as a joining process for L-PBF components was established using AlSi10Mg as an example. The double zincate process was used for process preparation, in which a combination of etching and electro less plating processes removes the oxide layer on the component surface and replaces it with a zinc layer for improved adhesion of the joining material to the base body. In tensile tests, failure was observed in the intermediate zinc layer as well as in the base body. However, it is unclear which type of failure occurs initially, which is due to the design of the specimen, which does not allow a clear force flow. What these investigations have in common is that the joining zone must be machined after the joining process to remove any material agglomeration that occurs and to bring it to nominal geometry.
3 Experimental Setup and Outcomes This section describes the experimental setup used, the preliminary tests, and the results of the study. The aim of the experiments was to investigate the influence of the geometry of the base body on material deposition. The goal is to determine how material agglomeration beyond the nominal geometry can be influenced by specifically designing the joining zone in order to avoid or at least reduce the necessary post-processing following the joining process.
Innovative Product Development by Additive Manufacturing
35
4 Experimental Setup and Preliminary Experiments The specimens for the experiments are modified tensile bars according to Form E of DIN 50125 [4]. The tensile bars were separated in the center, orthogonally to the tensile direction, and a wedge-shaped joining zone was introduced into which the joining material is deposited. The dimensional parameters of the joining zone are the opening angle α and the joining zone depth t1 (see Fig. 1). The opening angle was selected as a parameter because it has a significant influence on the type of loading at the phase boundary between the base material and the joining material and, in addition, determines the accessibility of the notch base and the low-lying joining surface by the cations due to the underlying electric field lines. The depth of the joining zone was chosen as a parameter because it determines the size of the joining surfaces and thus the strength of the joint. Furthermore, the depth is considered a critical parameter for the success of the joining process, since the maximum depth of the joining zone that can be completely filled is yet unknown. There are three chosen values for α and t1 respectively, resulting in nine different variations of the joining geometry (refer to Table 1). For each parameter combination, three specimens were manufactured. The specimens are made of AlSi10Mg and were produced on an L-PBF system EOS M290 with the “direct part parameter” parameter set and build-up direction in tensile direction. Table 1. Geometry parameters of joining zone α [°]
90
120
150
t1 [mm]
0.5
1
2
Fig. 1. Joining zone geometry
After production, the tension rod halves were post treated in the area of the joining zone as shown in Fig. 2. This serves to remove the oxide layer and apply a thin nickel layer to promote the deposition of material in the joining zone. Instead of the double zincate process, the nickel strike process is used here, as this produced better results in the preliminary tests. As can be seen in Fig. 3, when the double zincate process is used, delamination of the coating occurs as a result of cutting open the test specimen. Zinc residues can be seen visually on both the base body and the copper layer. This was subsequently confirmed by zinc detection by Rinnman’s green. Therefore, a failure of the zinc layer occurred. This effect does not occur with samples that have been pre-coated with a nickel layer. After chemical treatment, the surfaces of the test specimens, with the exception of the joining zone, are electrically insulated by immersion in liquid wax and letting it dry on the surface.
36
K. Rudolph et al.
Fig. 2. Chemical pre-processing
Fig. 3. top) Comparison of the delamination of the nickel-strike process with the double-zincate process for applying an intermediate layer; bottom) Zinc detection by Rinmann’s Green.
For joining, the test specimens are placed in a classic galvanic cell, where the effect of electrochemical metal deposition is used to selectively apply material in the joining zone (the non insulated area) and thus join the component halves (compare Fig. 4). The component halves are connected to a power source as the cathode and a copper rod as the anode. The electrolyte is a Tifoo brand copper sulfate, which requires a current density of 5 A/dm2 recommended by the manufacturer and has an average deposition rate of 60 μm/hr. This results in the coating times shown in Table 2. The current intensity is adjusted as a function of the sum of the areas to be coated so that the required current density is maintained. Within the bath, up to three samples are positioned by a holder at a fixed distance from each other (dKK = 35 mm) and from the anode (dAK = 15 mm) (see Fig. 4). Preliminary tests with varying distances down to dKK = 3 mm ensured that the distance between the cathodes is not too small, so that the electric field of one cathode is not influenced by another.
Innovative Product Development by Additive Manufacturing
Fig. 4. Experimental setup
Table 2. Joining time in dependence on t1 t1 [mm]
0.5
1
2
Process time [min]
450
900
1800
37
38
K. Rudolph et al.
5 Results and Discussion This chapter covers the results and discussion of the individual investigations sequentially. The geometric character of the joining zone requires a stronger layer growth in the interior of the joining zone than at the edges in order to obtain a surface of the joint as even as possible as the final result. In this article, the influence of geometry on this layer growth will be investigated. As shown in Fig. 5, excess material always forms at the edges of the joining zone. At larger opening angles, the shape of the metal deposit resembles that of the joining zone. At smaller angles, a cylindrical deposit forms at the edges with a gap in between. 5.1 Layer Thickness Distribution as an Evaluation Factor Various layer thickness ratios are used to evaluate this influence on layer thickness formation and the proportion of material agglomeration protruding beyond the joint zone edge. On the basis of these, the layer growth in the interior of the joining zone can be compared with the layer growth at the edges of the joining zone. The layer growth over the length of the joining zone is evaluated via the ratio X = ssme . For this purpose, the layer thickness at the edges of the joint zone (se ) is divided by the layer thickness at the parting line of the specimen (sm ) (cf. Figure 6). A value X > 1 means that there is stronger layer growth at the edges of the joint zone. This is to be evaluated negatively.
Fig. 5. Electrochemically joined components in dependence on the selected geometry parameters
Innovative Product Development by Additive Manufacturing
39
X = 1 indicates that there is uniform growth. This is also not optimal. X < 1 means that more material is deposited in the notch base than at the edges, resulting in a more uniform layer. The optimum would be to obtain X0. The layer thicknesses were determined using calipers and validated on individual samples using a white light interferometer.
se sm
1 2 3
Fig. 6. Ratio X of the layer thickness of the coating over the length of the joining zone; 1) X > 1; 2) X = 1; 3) X < 1
Figure 7 shows the average ratio for the different specimen geometries. There is a clear trend that as the opening angle α increases, the ratio X also increases. This behavior can also be seen with increasing depth of the joining zone. This is due to the amplifying effect of exposed edges over the elongated process time of deeper joining zones. Exposed edges provide a focal point for the electric field lines. The metal deposition is significantly influenced by the electric field and occurs increasingly in areas of high field density. The exposition of the edges or of the material deposited there increases with the process duration, which results in the aforementioned effect. From the results it can be concluded that small opening angles are preferable for uniform filling of the joining zone, provided
Fig. 7. Average values of X in dependence on the geometry parameters
40
K. Rudolph et al.
the angle is not too small. It is known from the preliminary investigation [22] that the joining zone cannot be completely filled if the opening angle is too narrow. It can be ruled out that a X = 0 can be achieved by varying the joining zones alone. For this, layer growth at the edge of the joining zone would have to be completely prevented. A single experiment was carried out to investigate the use of a polymer cover screen to shield the edges of the joining zone. Figure 8 shows the result of this experiment. It can be clearly seen that beyond the edge of the joining zone little to no material was deposited on the base body when the shield was used. The layer thickness distribution is also more uniform than for the specimen without cover screen. The large amount of excess material is due to the process duration, since the specimen with screen and the one without screen were joined in the same experiment and therefore had the same process time. It was shown that the joining process can be positively influenced by screens, but further investigations are required to determine the influence of the screen more precisely. Another comparison parameter is defined as Y = bbme . This describes the ratio of the layer thicknesses at the edge of the joint zone over the cross section of the specimen. be represents the largest layer at the edge of the deposit and bm in the center of the deposit (see Fig. 9).
Fig. 8. Principle and result of the joining process using cover screens
In contrast to X, a ratio approaching Y1 should be aimed for here, since this means a uniform layer distribution over the cross-section respectively circumference. Figure 10 shows the average ratios Y of the different specimens. Also contrary to X, no clear trend can be defined here either for the opening angle or for the layer thickness. The main reason for this seems to be the constant shape, which is independent of the varied geometrical parameters. 5.2 Tensile Tests The joined specimens were examined in tensile tests. For this purpose, the excess material was milled off. Due to misalignment during the joining process, some specimens were joined at a slight angle, making them unusable for the tensile tests. The specimens were drawn on a Zwick Roell 500 tensile compression testing machine. For all specimens
Innovative Product Development by Additive Manufacturing
41
Fig. 9. Measured quantities of metal deposition around the cross section of the joining zone
Fig. 10. Average values of Y in dependence on the geometry parameters
failure occurred in the Ni-interlayer. All the types of failure shown in Fig. 11 occurred. Neither failure in the base body nor failure in the copper layer could be detected.
Fig. 11. Cases of failure in the intermediate layer
The tensile tests were used to measure the force required to destroy the specimens. Thus, the acting tensile stress can be calculated from the actual load-bearing area. In
42
K. Rudolph et al.
Fig. 13 above, the stress-strain diagram is plotted with the cross-sectional area of the copper deposit at the notch base of the joint zone. This allows the results to be compared with those from the preliminary study. With a maximum of 51.4 MPa, the tensile strength is significantly lower than in the preliminary study [22]. This is plausible and can be attributed to the uncertain force flow in the preliminary study, where the force was transmitted both via the applied copper layer and via the form closure of the jigsawshaped base body geometry. Since the actual failure occurs in the intermediate layer, the force was also related to the surface of the failure site. The values for this are shown in Fig. 13 below. Due to the angle to the tensile direction, the tensile stress can be divided into normal stress and shear stress components. From the results, it can be seen that the force transmission is positively influenced with increasing opening angle and thus increasing the shear stress component. What is surprising is that although the transmissible force increases with increasing joint zone depth (compare Fig. 12), the calculated tensile strength decreases. This could be due to a qualitatively poorer formation of the interlayer or the bonding of the interlayer with the substrate or the copper at deeper joining zone geometries. However, an investigation of the microstructure is required to determine the exact cause.
Fig. 12. Force-strain diagram of the tested specimens
From the results it can be deduced that a larger shear stress proportion in the joining zone should be aimed for. This can be achieved by selecting a larger opening angle. This could also be achieved by elongating the joining zone through adding material in form of a bridge at the tip of the joining zone. Furthermore, the force transmission could be increased by improving the connection and the strength of the intermediate layer. In addition, it can be said that the design for high force transmission and the design for uniform filling of the joining zone behave in opposite ways. Therefore, a prioritization must be made.
Innovative Product Development by Additive Manufacturing
43
Fig. 13. Stress-strain diagrams of the specimens investigated; top) related to the force-bearing cross-sectional area of the joint in the notch base; bottom) related to the joint surface at the failure location.
5.3 Curvature of the Joining Surfaces To reduce the effect of the edge in the notch base, the geometry of the joining surface was adjusted. The straight surface was provided with a curvature described by the parameter t2 (see Fig. 14 on the left). t2 is calculated as a function of the respective t1 to ensure that the joint of the component halves remains the same. On the right side of Fig. 14 it can be seen that the curvature of the joint surfaces leads to a significantly more even formation of the deposit in the area of the joint zone. However, there is also a stronger
44
K. Rudolph et al.
formation of material accumulation at the edges, since the edge at the transition to the nominal geometry is at a more acute angle due to the curvature formation, which favors agglomeration. It is assumed that this effect can be mitigated by ensuring a steady transition from nominal geometry to joining zone geometry, for example by shaping the joining zone surface with a spline.
Fig. 14. Joining zone geometry with curved joining surface and result of the joining process
6 Conclusion and Outlook In this paper, the influence of joining zone geometry on layer formation in the application of electrochemical metal deposition as a joining process in additive manufacturing is investigated. Different evaluation factors based on the formed layer thicknesses at different locations of the joining zone are described. Furthermore, the tensile strength of specimens with pure material closure is investigated. The following results are found: • As the opening angle of the joining zone becomes smaller, the uniformity of the deposited layer over the length of the joining zone can be positively influenced. • Excess material buildup at the edges of the joining zone cannot be avoided by varying the geometry alone. However, the targeted use of cover screens can reduce or avoid excessive deposits • By removing edges in and around the joints through steady shaping of the geometry, a result closer to the final contour is achieved. • Under tensile loading, failure occurs in the interlayer and the bond of the interlayer to the substrate and copper. • By increasing the acting shear stress component, the tensile strength can be increased. Statistical variables were considered isolated, but there is no statistical significance due to the small number of samples. Future work will focus on the interlayer. This includes an investigation of the microstructure in and around the interlayer as well as an improvement of the chemical pretreatment and a mechanical pretreatment to reduce the surface roughness. Furthermore, the influence of apertures and a continuously designed topology will be investigated in more detail.
Innovative Product Development by Additive Manufacturing
45
References 1. Baier, O.: Optimierung von FLM-Bauteilen durch chemische Nachbearbeitung sowie deren Ein-satz in der Galvanik Diss., Duisburg, Essen (2016) 2. Biffi, C.A., Fiocchi, J., Tuissi, A.: Laser weldability of AlSi10Mg alloy produced by selective laser melting: microstructure and mechanical behavior. J. Mater. Eng. Perform. 28(11), 6714– 6719 (2019). https://doi.org/10.1007/s11665-019-04402-7 3. Deka, A., Behdad, S.: Part separation technique for assembly-based design in additive manufacturing using genetic algorithm. Proc. Manufact. 34, 764–771 (2019). https://doi.org/10. 1016/j.promfg.2019.06.208 4. DIN e.V. DIN 50125:2016–12, Prüfung metallischer Werkstoffe_- Zugproben. Berlin. Beuth Verlag GmbH 5. Dini, J.W., Johnson, H.R.: Joining by electroplating. Metals Eng. Quart. 14(1), 6–12 (1974) 6. Gibson, I., Rosen, D., Stucker, B.: Additive manufacturing technologies: 3D printing, rapid prototyping and direct digital manufacturing. Springer (2015). https://www.loc.gov/catdir/ enhancements/fy1617/2014953293-b.html 7. Gill, M., et al.: Joining technologies for metal additive manufacturing in the energy industry. JOM 72(12), 4214–4220 (2020). https://doi.org/10.1007/s11837-020-04441-9 8. Ilinkin, I., Janardan, R., Majhi, J., Schwerdt, J., Smid, M., Sriram, R.: A decompositionbased approach to layered manufacturing. In: Dehne, F., Sack, J.-R., Tamassia, R. (eds.) WADS 2001. LNCS, vol. 2125, pp. 389–400. Springer, Heidelberg (2001). https://doi.org/ 10.1007/3-540-44634-6_36 9. Jadoon, A.K., Chenming, W., Liu, Y.-J., He, Y., Wang, C.C.L.: Interactive partitioning of 3D models into printable parts. IEEE Comput. Graph. Appl. 38(4), 38–53 (2018). https://doi.org/ 10.1109/MCG.2018.042731658 10. Kim, S., Moon, S.K.: A part consolidation design method for additive manufacturing based on product disassembly complexity. Appl. Sci. 10(3), 1100 (2020). https://doi.org/10.3390/ app10031100 11. Koch, C., Richter, J., Vollmer, M., Kahlmeyer, M., Niendorf, T., Böhm, S.: Adhesively bonded joints in components manufactured via selective laser melting. Proc. Inst. Mech. Eng. C J. Mech. Eng. Sci. 235(3), 518–526 (2021). https://doi.org/10.1177/0954406220959376 12. Krause, D., Gebhardt, N.: Methodische entwicklung modularer produktfamilien: hohe produktvielfalt beherrschbar entwickeln. Vieweg (2018) 13. Krauss, W., Lorenz, J., Konys, J.: Joining of HHF materials applying electroplating technology. Fusion Eng. Des. 89(7–8), 1213–1218 (2014). https://doi.org/10.1016/j.fusengdes.2014. 04.042 14. Kumke, M.: Methodisches Konstruieren von additiv gefertigten Bauteilen [Dissertation]. Springer Fachmedien Wiesbaden. https://doi.org/10.1007/978-3-658-22209-3 15. Laverne, F., Segonds, F., Anwer, N., Le Coq, M.: Assembly based methods to support product innovation in design for additive manufacturing: an exploratory case study. J. Mech. Design 137(12),(2015). https://doi.org/10.1115/1.4031589 16. Mäkinen, M., et al.: Preliminary comparison of properties between Ni-electroplated stainless steel parts fabricated with laser additive manufacturing and conventional machining. Phys. Procedia 78, 337–346 (2015). https://doi.org/10.1016/j.phpro.2015.11.048 17. Nie, Z., Jung, S., Kara, L.B., Whitefoot, K.S.: Optimization of part consolidation for minimum production costs and time using additive manufacturing. J. Mech. Design 142(7),(2020). https://doi.org/10.1115/1.4045106 18. Reichwein, J., Noack, M., Ambros, O., Stork, V., Kirchner, E.: Eignung von Direktverschraubungen für additiv gefertigte Bauteile aus AlSi10Mg/Suitability of direct screw connections for additiv manufactured parts made of AlSi10Mg. Konstruktion 72(09), 78–83 (2020). https://doi.org/10.37544/0720-5953-2020-09-78
46
K. Rudolph et al.
19. Reichwein, J., Vogel, S., Schork, S., Kirchner, E.: On the applicability of agile development methods to design for additive manufacturing. Procedia CIRP 91, 653–658 (2020). https:// doi.org/10.1016/j.procir.2020.03.112 20. Reichwein, J., Kirchner, E.: Part orientation and separation to reduce process costs in additive manufacturing. Proc. Design Soc. 1, 2399–2408 (2021). https://doi.org/10.1017/pds.2021.501 21. Reichwein, J., Rudolph, K., Geis, J., Kirchner, E.: Adapting product architecture to additive manufacturing through consolidation and separation. Procedia CIRP 100, 79–84 (2021). https://doi.org/10.1016/j.procir.2021.05.013 22. Rudolph, K., Noack, M., Hausmann, M., Kirchner, E., Babaei, P.: Electroplating as an innovative joining method for laser additive manufactured components made from AlSi10Mg. In: Lachmayer, R., et al (eds). Innovative Product Design by Additive Manufacturing, Springer, Cham (2021). https://doi.org/10.1007/978-3-031-05918-6_11 23. Tavlovich, B., Shirizly, A., Katz, R.: EBW and LBW of Additive Manufactured Ti6Al4V Products. Welding J. 97(6), 179–190 (2018). https://doi.org/10.29391/2018.97.016 24. Urbanic, R.J., Hedrick, R.: Fused deposition modeling design rules for building large, complex components. Comput. Aided Design Appl. 13(3), 348–368 (2016). https://doi.org/10.1080/ 16864360.2015.1114393https://doi.org/10.1080/16864360.2015.1114393 25. Wohlers, T.T.: WOHLERS REPORT: 3D printing and additive manufacturing state of the industry. WOHLERS Associates (2018) 26. Yang, L., Gu, H., Lassell, A.: Surface treatment of Ti6al4V parts made by powder bed fusion additive manufacturing processes using electropolishing. In: Proceedings of Solid Freeform Fabrication (SFF) Symposium, Austin, TX (2014). https://doi.org/10.26153/tsw/15683 27. Yang, Y., Chen, H., Li, M.: Dissimilar copper-aluminum joint processed by low-temperature nickel electroplating. J. Mater Process. Technol. 242. Jahrgang, 68–76 (2017)
Powder Residuals in Metal Laser Powder Bed Fusion – Review: Kinds of Residuals and Consideration in Process Laura Wirths1(B) , Matthias Bleckmann2 , Patrick Lurtz1 , Kristin Paetzold3 , and Philipp Höfer1 1 University of the Bundeswehr Munich, Munich, Germany
[email protected]
2 Bundeswehr Research Institute for Materials, Fuels and Lubricants (WIWeB), Erding,
Germany 3 Technische Universität Dresden, Dresden, Germany
Abstract. Additive manufacturing (AM) is known as a manufacturing technology, which can create complex geometries or functionalities that are not achievable by traditional production approaches. Many examples demonstrate additive manufactured complex components with curved inner channels for conformal cooling, lattice structures for lightweight application, or porous structures for medical implants. These components are only operative if the residual powder has been sufficiently removed. Therefore, powder removal is a necessary post-processing step, but the detailed description of this topic is often neglected in research articles. This paper presents a literature review on the topic of residual powder in metal laser powder bed fusion (PBF-LB/M). It deals with different kinds of residuals, from large loose powder quantities to individual semi-melted particles, as well as the process steps in which the residuals were considered. Keywords: Additive manufacturing · Laser powder bed fusion · Powder removal · Residual powder · Review
1 Introduction Metal laser powder bed fusion (PBF-LB/M) is a manufacturing technology whereby the part is produced layer by layer from a powder bed. First, a defined layer of powder is applied to a building platform and then selectively melted by a laser beam. Next, the platform is lowered by the defined layer height and a new powder layer is applied again. These process steps are repeated until the part is completely built up. During this process, the unmelted powder of the previous powder layer serves as a support for the following powder layer and has to be removed when the part is finished. The layer-by-layer build-up enables the production of complex geometries that cannot be realised with conventional manufacturing technologies or only with high effort. This potential of PBF-LB/M is demonstrated through numerous examples with different functions and fields of application. These include lattice structures (Seharing et al., © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 47–59, 2023. https://doi.org/10.1007/978-3-031-27261-5_4
48
L. Wirths et al.
2020) for reducing weight or improving mechanical properties, complex internal channels (Hunter et al., 2020) for cooling applications as well as fine porous structures for implants (Jetté et al., 2018) or scaffolds for tissue formation (van Hooreweder et al., 2017; Wysocki et al., 2016) in the medical section. For all these applications, it is important that not only the geometrical requirements or mechanical properties are fulfilled, but also that the residual powder is removable to a sufficient degree. This task is still challenging, and if removal is not possible or viable, this potential of geometric freedom cannot be used in the application (Kowen, 2018). Depending on the field of application, the part geometry, and the related amount of residual powder, the consequences of insufficient powder removal can have different extents. Two examples of the effect of large powder quantities, which can be trapped in lattice structures, are dust explosions (Lunetto et al., 2019) and electrical shorts (Meter et al., 2019). The first one occurs if large quantities of powder are released during postprocessing or use, and this loose powder mixes with the air, an explosive mixture is formed. Even a small energy input can lead to ignition and dust explosion. The second one occurs when the part is separated from the build plate by wire electrical discharge machining and the wire passes the lattice structures with the remaining loose powder. These electrical shorts lead to frequent interruptions of the process. Further, residual powder on lattice structures or in channels can sinter during heat treatment making subsequent removal difficult or impossible (Gradl et al., 2018; Meter et al., 2019). Consequently, such blocked channels are inoperable. In contrast to these examples, even a certain number of individual powder particles can lead to health risks if they separate from an implant in the body and subsequently cause inflammation (Tang et al., 2020). To highlight the importance of the powder removal topic in the AM process and to point out the different understandings of powder residuals, the presented review aims to answer the following questions: • What is residual powder? Which kinds of residual powder can be identified? • In which process steps can the kind and quantity of residual powder be influenced or inspected? Knowledge of the kinds of powder residuals and in which process steps they are influenced can be used in the future to take the issue of residual powder into account at an early stage in the process, thus saving expensive post-processing steps.
2 Methodology The diagram in Fig. 1 shows the steps of the literature review undertaken for this paper. First, the research questions presented in the introduction were defined and the database of Scopus was selected for data collection. Based on an initial data acquisition with the keywords “powder removal” or “residual powder” and “additive manufacturing” further keywords were included that were used in this context. The keywords are listed in Table 1. For data collection, all combinations of keywords from category 1 with keywords from category 2 were used.
Powder Residuals in Metal Laser Powder Bed Fusion
49
Table 1. Keywords and boolean operators used for search in Scopus Category 1 “depowder*” OR “powder remov*” OR “removal of surplus powder” OR “powder entrapment” OR “trapped powder” OR “captured powder” OR “clean*” OR “powder residual*” OR “unbound powder” OR “unmelted powder” OR “dust adhesion*” OR “dust particle*” OR “powder particle*” OR “loose powder” OR “partially melted powder*” OR “partially melted particle*” AND Category 2 “laser powder bed fusion” OR “metal additive manufacturing” OR “L-PBF” OR SLM OR DMLS OR “PBF-LB” OR “selective laser melting” OR “direct metal laser sintering”
The inclusion criteria include the search field “Article Title, Abstract, Keywords” and the period of the last twenty years from 2002 to April 2022. In addition, the keyword “liquid membranes” was excluded because of the same abbreviation as for selective laser melting (SLM). The first screening is based on abstract analysis. All articles were excluded in which the keywords used from category 1 were not related to powder residues. This includes, for example, numerous articles on powder characterisation, where “powder particle” or variations thereof are also frequent keywords. Relating to category 2 all articles were excluded in which processes other than PBF-LB/M are described, for example, electron beam melting. The final selection is based on the analysis of the entire paper. It should be emphasised that most of the selected articles do not focus on the topic of residual powder or its removal. The keywords used in category 1 are often used in the context of surface topography or the creation of complex geometries such as curved channels or lattice structures. Thus, the topic of residual powder or its removal is often only addressed in one paragraph or a few sentences within the selected articles.
3 Classification of Powder Residuals After the part has been completely created by PBF-LB/M, the powder residuals have to be removed in the subsequent post-processing step. Whether this process step involves the removal of large amounts of loose powder or the removal of powder residuals that have not completely fused with the part depends on the application field of the component. Accordingly, the requirements for powder removal also differ. Based on the selected literature, five different classes of powder residuals were elaborated and are listed in Table 2. The first and most frequently studied kind of powder residuals is loose powder. This includes all residuals that are not bonded to the surface of the part. This viewpoint often involves large amounts of powder that need to be removed in post-processing. Such large quantities are mainly considered in the context of hollows (Diegel et al., 2019), channels (Kolb et al., 2019) or lattice structures (Campana et al., 2022) in order to ensure that the required cavities are free of powder. All other kinds of powder residuals have the common characteristic that they are bonded to the surface of the part. This characteristic leads to the fact that the removal is often examined together with the surface topography and additional surface treatments.
50
L. Wirths et al.
Define research questions
• What is residual powder? • Which kinds of residual powder can be identified? • In which process steps can the kind and quantity of residual powder be influenced or inspected?
Select date base and keywords
• Scopus • Keywords: Table 1
Application of inclusion and exlusion criteria
• Inclusion: Search field (Article Title, Abstract, Keywords); Year (2002 April 2022) • Exclusion: Keyword (Liquid membranes)
Selection
• Step 1: Abstract analysis • Step 2: Full paper analysis Fig. 1. Steps of literature review
In this context, the powder residuals are also referred to as “surface feature” (Nasab et al., 2018). The differentiation into the following four kinds - balling, spatter, partially melted residuals and adhered residuals - was done on the basis of the mostly qualitative analyses from the literature and the terminology used in them. These four types differ fundamentally in their formation, morphology, size and bonding. Balling and spatter (DePond et al., 2018; Nasab et al., 2018) are two typical effects that occur during PBFLB/M and leave residuals on the surface of the part that are usually above the size of the raw powder. These two types are distinguished from each other in terms of formation and morphology (Nasab et al., 2019). The two kinds of partially melted residuals and adhered residuals differ in their bonding to the surface. While the first includes residuals that are to some degree melted to the component, the latter includes residuals that are only sintered to the component and are thus easier to remove. Within the size range of the raw powder, these two types are also referred to as partially melted powder and adhered powder. A qualitative classification in terms of bonding and size order was made based on the results and discussions presented in the examined literature and is shown in Fig. 2. In most of the presented scanning electron microscopy (SEM) images, the size range of balling and spatter features is bigger than that of partially melted or adhered particles. Therefore, these two features are placed further to the right on the size axis. The bonding aspect was derived from discussion parts, where adhered features are described to be
Powder Residuals in Metal Laser Powder Bed Fusion
51
Table 2. Classification of powder residuals and regarded references Classification
References
Loose powder residuals
(Boschetto et al., 2019; Campana et al., 2022; Hunter et al., 2020; Kolb et al., 2019; Mateo et al., 2020; Metelkova, Ordnung, et al., 2021; Rabinskii et al., 2019; Seiffert et al., 2017; Tang et al., 2020; Taylor et al., 2021; Wei et al., 2019)
Balling
(D. Lesyk et al., 2020; D. A. Lesyk et al., 2021; Nasab et al., 2018; Zhao et al., 2021)
Spatter
(Ali et al., 2019; D. A. Lesyk et al., 2021; Nasab et al., 2018)
Partially melted residuals (A. S. Prasanth et al., 2019; Gallorini et al., 2021; Jamshidi et al., 2022; Kaynak & Tascioglu, 2020; Lerebours et al., 2019; D. A. Lesyk et al., 2021; Nasab et al., 2018; Pal et al., 2021; Pehlivan et al., 2020; Soro et al., 2020; Tang et al., 2020; Wang et al., 2021; Wysocki et al., 2016; Zhao et al., 2021) Adhered residuals
(A. S. Prasanth et al., 2019; Akbay et al., 2022; Benn et al., 2021; Bugatti et al., 2022; Finazzi et al., 2020; Gallorini et al., 2021; Pal et al., 2021; Pehlivan et al., 2020; van Hooreweder et al., 2017)
easier to remove. Additionally, images of cross sections and microstructures were taken into account. Based on the combination of these results, it is assumed that adhered residuals and spatter have a lower bonding to the surface than partially melted residuals and balling. Thus, the latter two classes are placed higher on the bonding axis. Since no clear differentiation could be made based on the literature, there are also shown qualitative overlapping ranges between the four classes. The removal of powder residuals, which are bonded to the surface of the part, is mainly considered in critical application areas where it is demanded that no particles detach from the surface even under loads. For example, in medical application detached particles from implants can cause immunologic effects (Mierzejewska et al., 2019; Pehlivan et al., 2020) or in the aerospace industry they can have a negative effect on sensitive systems (Akbay et al., 2022).
4 Consideration of Powder Residuals in Process Chain The topic of powder residuals and their removal can be considered throughout the entire additive manufacturing process. This review summarises the literature on each of the five following process steps: Design, pre-processing, in-processing, post-processing and inspection. Design It is not possible to produce closed cavities with the PBF-LB/M process without trapped unmolten powder. This limitation is already included in design for additive manufacturing (DfAM) guidelines and is addressed by the recommendation to insert powder release holes to remove the unmelted powder (Diegel et al., 2019).
L. Wirths et al.
Bonding to surface
52
Balling
Partially melted residuals
Spatter Adhered ered residuals als
Size of residuals Fig. 2. Qualitative classification of powder residuals in terms of bonding and size order
The necessity to consider such limitations already in the design phase is demonstrated by Boschetto et al. using the example of a working hinge. Only by modifying the hinge design, it was possible to guarantee a successful print on the first attempt. For this purpose, among other things, additional blind holes were made in the hinge journal, and thus the removability of the unmelted powder inside the hinge was ensured. (Boschetto et al., 2019). Especially for lightweight structures with many cavities, it is difficult to consider the removability of the powder from all cavities. For this purpose, Wei et al. focus on the design of channels that serve to remove the trapped powder from the cavities. The aim is to compute the shortest possible channel network with the least number of outlets. (Wei et al., 2019). There are also DfAM guidelines for the design of channels regarding orientation, cross-section, and diameter (Diegel et al., 2019). However, even if the geometric requirements can be successfully met, the channel will remain non-functional if the unmelted powder cannot be removed from the entire channel. This aspect is studied by Kolb et al. using channels with different diameters and cross-sections as well as two different materials (Kolb et al., 2019). Campana et al. focus on numerical investigation for the cleanability of support structures. Based on the results, design guidelines for support structures can be established concerning depowdering. (Campana et al., 2022). For critical applications such as medical applications, not only the removal of large loose powder quantities has to be ensured, but also the removal of adherent particles. This can be done by a chemical post-treatment in which a part of the material is also
Powder Residuals in Metal Laser Powder Bed Fusion
53
removed. Especially for thin lattice structures, such a post-processing treatment has to be taken into account in the design phase (Finazzi et al., 2020; Soro et al., 2020). Pre-processing According to DIN SPEC 17071 the pre-processing step involves data preparation for the printer. Within the reviewed literature, the topic of powder residuals in this process step has not yet been considered. Further, the author is not aware of any additional relevant publications. In-Processing The removal of unmelted powder during the process, in combination with subsequent re-melting, is used to improve the surfaces. This can reduce the effort in subsequent post-processing that would otherwise be necessary to remove powder residuals from the surface. This strategy was realised with modified PBF-LB/M machines. Metelkova et al. present a process combining laser-induced shock waves and in-situ laser re-melting, which can improve up-facing surfaces up to an inclination of 45°. (Metelkova, Ordnung, et al., 2021). Bouet et al. present a hybrid process in which the LPBF machine is modified with a femtosecond laser. This second laser scans the edges of each newly created layer and thus removes the partially melted particles from the layer-by-layer created surfaces. The efficiency of the femtosecond laser to remove powder residuals from the surface is comparable to the efficiency of a chemical post-treatment. This additional step during the process is expected to create surfaces for implants that require less post-processing than standard PBF-LB/M manufactured surfaces. (Bouet et al., 2019). Post-processing This process step includes the required work steps for the PBF-LB/M process - including the removal of powder residuals - and on the other hand, further work steps that are necessary to achieve the desired part properties. The latter primarily includes surface finishing and heat treatment. Some of these treatments can have an impact on both aspects. Thus, they can be used for powder removal and surface finishing at the same time. Within the review, most articles address the removal of powder residuals in postprocessing, analysing the efficiency and effects of different methods or comparing them with other methods. The applicability of the different powder removal methods depends, among other things, on the requirements for degree of powder removal, the geometry of the component, and the material. The powder removal methods that have been studied are summarised in the following. They differ from each other in terms of their physical principles of action. The detailed investigations can be found in the corresponding research articles. For the removal of loose powder from straight and curved channels, Hunter et al. investigate the efficiency of using hand-held ultrasonic polishing, grit-blasting, vacuum boiling and ultrasonic bathing. While the first method was only successful in removing powder from straight channels, the latter two methods were successful in removing powder even from sharp U-bends. (Hunter et al., 2020). A method for removing adherent and partially melted powder residuals in channels is presented by Zhao et al.. The combination of electrochemical and mechanical treatment
54
L. Wirths et al.
yields a better result than using only electrochemical finishing. However, the combined technique proves to be more complex to implement for curved channels. (Zhao et al., 2021). The electrochemical method can also be used to remove powder residuals from the lattice structures used for stents, with consideration of a strut allowance (Finazzi et al., 2020). Gallorini et al. compare the electrochemical method with an organic acid treatment for porous structures. While the electrochemical treatment produces a smooth surface, the etching with organic acid leads to homogeneous concavities on the surface. (Gallorini et al., 2021). Other research articles discuss chemical treatments for the removal of powder residuals. The effects on mechanical properties are studied in Van Hooreweder et al. for CoCr scaffolds (van Hooreweder et al., 2017) and in Pehlivan et al. for titanium alloy porous structures (Pehlivan et al., 2020). Wysocki et al. compare various HF and HF-HNO3 acid solutions for the removal of powder residuals from titanium scaffolds (Wysocki et al., 2016). Jamshidi et al. use the material degradation of chemical etching to specifically reduce the strut diameter of stents at the same time as powder removal (Jamshidi et al., 2022). Soro et al. highlight the importance of adapting parameters such as etching time to the geometry of the unit cells of lattice structures (Soro et al., 2020). A further study on chemical powder removal from lattice structures show also a correlation between the polishing time as well as the process parameters, the mass loss and the composition of the solutions (Akbay et al., 2022). Studies on non-chemical methods show that high-intensity sound can be used more effectively than mechanical vibration to remove loose powder from porous structures (Seiffert et al., 2017). Further, Lesyk et al. successfully remove balls and partially melted powder particles from flat surfaces using magnetic treatment (D. Lesyk et al., 2020) and shot peening (D. A. Lesyk et al., 2021). For the latter treatment it was found that the application to porous structures leads to plastic deformation and changes in mechanical properties (Yang et al., 2019). Inspection The last process step refers to verifying whether powder residuals have been removed to a sufficient degree. For the non-destructive inspection of large loose powder quantities, methods such as x-ray computed tomography (XCT), weighing or ruler drop are applied (Hunter et al., 2020). The latter method is used to check primarily straight channels. A ruled object is inserted into the channel to measure the depth and this depth is compared with the specified depth. If this depth does not correspond to the specified value, the channel is blocked by powder residuals. These methods are not suitable for checking whether adhering or partially melted particles have been sufficiently removed. In this case, scanning electron microscopy (SEM) is used as an imaging method in all analyses considered (Table 2). However, this method can only be applied non-destructively for accessible surfaces and the evolution of the images is qualitative.
Powder Residuals in Metal Laser Powder Bed Fusion
55
5 Discussion and Outlook The classification of powder residuals in Sect. 2 was made on basis of published SEM images and the terms used in the reviewed articles. These definitions as well as the differentiation regarding bonding and size range are based on a merely qualitative assessment and are to be supplemented by quantitative criteria in the future. It should be emphasised that the kinds of powder residuals identified in the SEM images are described differently depending on the research article. Thus, the same features are described as either spatter, partially melted powder particles or adhered powder. Since there is no clear delimitation between the individual classes to date, a combination of the kinds of residuals is quite possible. For example, spatter can also be an adhered residual or partially melted residual. The author of this paper proposes these five classes of powder residuals to support the selection of methods for post-processing and inspection as well as to estimate the effort for these two steps. The effort depends on the required cleanliness of the component, which in turn varies by the application of the component. From experience, the challenges of powder removal only become obvious when the build process has been completed and the next step is to sufficiently remove the powder residues. If it is known in advance, which kinds of residuals have to be removed to fulfil the required cleanliness, this knowledge can be integrated into the entire process. It is assumed that this can reduce time and costs for post-processing. This assumption is explained in more detail below. The differentiation is intended to draw attention to the fact that the different kinds of residuals have a considerable influence on subsequent process steps. For the removal of loose powder from large cavities, it is usually sufficient to rotate the component. Afterwards it can be inspected by XCT. For the removal of bonded powder residuals, this is not sufficient and additional post-processing steps are required. The size and bonding of the residuals are factors influencing the treatment process. For example, a chemical treatment for the removal of partially melted residuals with large diameters such as spatter or balling has to be adjusted differently than for adhered powder. The classification of the powder residuals and the understanding of the generation of these could help to adjust the process at an early stage, thus certain kinds of residuals can be minimised and the effort for post-processing can be reduced. In addition, depending on the required powder removal method to remove certain kinds of residuals the final part properties can be influenced and this have to be considered in the design phase. The following examples illustrate such an implementation in preceding process steps. In Yang et al., bonded powders are considered in relation to geometry and relative density of lattice structures. Based on the results, guidelines for optimal design of cellular structures are established (Yang et al., 2020). The application of these leads to a reduction of the amount of bonded powder and thus to a lower effort in post-processing. The inclination angle of surfaces has an influence on the amount of bonded particles (Lerebours et al., 2019; Strano et al., 2013). It is not always possible to change the inclination of a surface. In this case, suitable scanning strategies for specific surface inclination can be implemented in the phase of build file preparation (Metelkova, Vanmunster, et al., 2021). Appropriate positioning on the build plate can lead to a reduction of spatter on the surface and thus reduce the effort required for post-processing. The type and amount of present spatter depends, among other factors, on the gas flow and recoater moving
56
L. Wirths et al.
direction. Investigation for 17–4 PH stainless steel (Ali et al., 2019) and Hastelloy X (Esmaeilizadeh et al., 2019) show the same results. By adjusting the process parameters, adhered and partially melted powder can be reduced. A suitable adjustment of the energy density leads to the reduction of adhered powder (Pal et al., 2020). Adhered and partially melted powder on side-skin surfaces can be reduced by optimising the core and border parameters (Patel et al., 2020). The knowledge of such correlations can be used specifically to optimise process parameters with regard to certain types of powder residuals and consequently to reduce the effort required in post-processing. However, the inspection of bonded residuals still poses a challenge. As already described, the analysis is mainly made qualitatively on the basis of SEM images. Such imaging methods are only possible for accessible surfaces in a non-destructive manner. One approach for non-destructive inspection of inaccessible surfaces like lattice structures may be acoustic resonance testing. This method provides to be used as a measure of determining loose powder adhesion, but for a general application, future testing is recommended. (Ibrahim et al., 2018).
6 Conclusion The requirements for powder removal differ depending on the field of application. Based on a literature review five different classes of residual powder have been elaborated. By differentiating the various kinds of residuals and understanding their generation, the additive manufacturing process can be adapted to these requirements. The removal of loose powder or the application of certain post-processing methods have to be taken into account in the design phase. The build file preparation and selection of process parameters can minimise the generation of certain kinds of residuals on the surface at an early stage of the process. The choice and efficiency of the powder removal process in post-processing depends on the kinds of powder residuals present. Finally, the inspection procedure also depends on the kind of residual to check whether the powder removal has been carried out to a sufficient degree for the desired application. A clear definition of powder removal for the degree of cleanliness that has to be achieved is still missing.
References Akbay, Ö. C., Bahçe, E., Uysal, A., Gezer, ˙I.: Productıon and cleaning of lattice structures used in the space and aerospace industry with metal additive manufacturing method. J. Mater. Eng. Perform. Advance online publication (2022). https://doi.org/10.1007/s11665-021-06541-2 Ali, U., et al.: Identification and characterization of spatter particles and their effect on surface roughness, density and mechanical response of 17–4 PH stainless steel laser powder-bed fusion parts. Mater. Sci. Eng., A 756, 98–107 (2019). https://doi.org/10.1016/j.msea.2019.04.026 Benn, F., et al.: Influence of surface condition on the degradation behaviour and biocompatibility of additively manufactured WE43. Mater. Sci. Eng. C, Mater. Biol. Appl. 124, 112016 (2021). https://doi.org/10.1016/j.msec.2021.112016 Boschetto, A., et al.: Selective laser melting of a 1U CubeSat structure. Design for additive manufacturing and assembly. Acta Astronaut. 159, 377–384 (2019). https://doi.org/10.1016/j. actaastro.2019.03.041 Bouet, G., et al.: Laser-based hybrid manufacturing of endosseous implants: optimized titanium surfaces for enhancing osteogenic differentiation of human mesenchymal stem Cells. ACS Biomater. Sci. Eng. 5(9), 4376–4385 (2019). https://doi.org/10.1021/acsbiomaterials.9b00769
Powder Residuals in Metal Laser Powder Bed Fusion
57
Bugatti, M., Semeraro, Q., Colosimo, B.M.: Effect of overhanging surfaces on the evolution of substrate topography and internal defects formation in laser powder bed fusion. J. Manuf. Process. 77, 588–606 (2022). https://doi.org/10.1016/j.jmapro.2022.03.030 Campana, G., et al.: Numerical investigation into cleanability of support structures produced by powder bed fusion technology. Rapid Prototyping J. 28(3), 445–452 (2022). https://doi.org/ 10.1108/RPJ-02-2021-0039 DePond, P.J., et al.: In situ measurements of layer roughness during laser powder bed fusion additive manufacturing using low coherence scanning interferometry. Mater. Des. 154, 347–359 (2018). https://doi.org/10.1016/j.matdes.2018.05.050 Diegel, O., Nordin, A., Motte, D.: A Practical Guide to Design for Additive Manufacturing. Springer Singapore (2019). https://doi.org/10.1007/978-981-13-8281-9 Esmaeilizadeh, R., Ali, U., Keshavarzkermani, A., Mahmoodkhani, Y., Marzbanrad, E., Toyserkani, E.: On the effect of spatter particles distribution on the quality of Hastelloy X parts made by laser powder-bed fusion additive manufacturing. J. Manuf. Process. 37, 11–20 (2019). https://doi.org/10.1016/j.jmapro.2018.11.012 Finazzi, V., Demir, A.G., Biffi, C.A., Migliavacca, F., Petrini, L., Previtali, B.: Design and functional testing of a novel balloon-expandable cardiovascular stent in CoCr alloy produced by selective laser melting. J. Manuf. Process. 55, 161–173 (2020). https://doi.org/10.1016/j.jma pro.2020.03.060 Gallorini, M., Zara, S., Ricci, A., Mangano, F. G., Cataldi, A., Mangano, C.: The open cell form of 3D-printed titanium improves osteconductive properties and adhesion behavior of dental pulp stem cells. Materials (Basel, Switzerland), 14(18) (2021). https://doi.org/10.3390/ma1 4185308 Gradl, P.R., et al.: Additive manufacturing of liquid rocket engine combustion devices: a summary of process developments and hot-fire testing results. In: 2018 Joint Propulsion Conference. American Institute of Aeronautics and Astronautics (2018). https://doi.org/10.2514/6.20184625 Hunter, L.W., Brackett, D., Brierley, N., Yang, J., Attallah, M.M.: Assessment of trapped powder removal and inspection strategies for powder bed fusion techniques. Int. J. Adv. Manuf. Technol. 106(9–10), 4521–4532 (2020). https://doi.org/10.1007/s00170-020-04930-w Ibrahim, Y., Li, Z., Davies, C.M., Maharaj, C., Dear, J.P., Hooper, P.A.: Acoustic resonance testing of additive manufactured lattice structures. Addit. Manuf. 24, 566–576 (2018). https://doi.org/ 10.1016/j.addma.2018.10.034 Jamshidi, P., et al.: Development, characterisation, and modelling of processability of nitinol stents using laser powder bed fusion. J. Alloy. Compd. 909, 164681 (2022). https://doi.org/10.1016/ j.jallcom.2022.164681 Jetté, B., Brailovski, V., Dumas, M., Simoneau, C., Terriault, P.: Femoral stem incorporating a diamond cubic lattice structure: design, manufacture and testing. J. Mech. Behav. Biomed. Mater. 77, 58–72 (2018). https://doi.org/10.1016/j.jmbbm.2017.08.034 Kaynak, Y., Tascioglu, E.: Post-processing effects on the surface characteristics of Inconel 718 alloy fabricated by selective laser melting additive manufacturing. Prog. Add. Manuf. 5(2), 221–234 (2020). https://doi.org/10.1007/s40964-019-00099-1 Kolb, T., Mahr, A., Huber, F., Tremel, J., Schmidt, M.: Qualification of channels produced by laser powder bed fusion: analysis of cleaning methods, flow rate and melt pool monitoring data. Add. Manuf. 25, 430–436 (2019). https://doi.org/10.1016/j.addma.2018.11.026 Kowen, J.: The challenges of metal powder removal: managing risk, productivity and quality. Metal Add. Manuf. 4(1), 113–119 (2018) Lerebours, A., Vigneron, P., Bouvier, S., Rassineux, A., Bigerelle, M., Egles, C.: Additive manufacturing process creates local surface roughness modifications leading to variation in cell adhesion on multifaceted TiAl6V4 samples. Bioprinting 16, e00054 (2019). https://doi.org/10. 1016/j.bprint.2019.e00054
58
L. Wirths et al.
Lesyk, D.A., Dzhemelinskyi, V.V., Martinez, S., Mordyuk, B.N., Lamikiz, A.: Surface shot peening post-processing of inconel 718 alloy parts printed by laser powder bed fusion additive manufacturing. J. Mater. Eng. Perform. 30(9), 6982–6995 (2021). https://doi.org/10.1007/s11 665-021-06103-6 Lesyk, D., Dzhemelinskyi, V., Mordyuk, B., Martinez, S., Stamann, O., Lamikiz, A.: Surface Polishing of Laser Powder Bed Fused Superalloy Components by Magnetic Post-treatment. In 2020 IEEE 10th International Conference Nanomaterials: Applications & Properties (NAP) (02SAMA17-1-02SAMA17-4) (2020). IEEE https://doi.org/10.1109/NAP51477.2020. 9309600 Lunetto, V., Catalano, A.R., Priarone, P.C., Settineri, L.: Comments about the human health risks related to additive manufacturing. In: Dao, D., Howlett, R.J., Setchi, R., Vlacic, L. (eds.) KESSDM 2018. SIST, vol. 130, pp. 95–104. Springer, Cham (2019). https://doi.org/10.1007/9783-030-04290-5_10 Mateo, C.M., Corrales, J.A., Mezouar, Y.: A manipulation control strategy for granular materials based on a Gaussian mixture model. In: Silva, M.F., Luís, J., Reis, L.P., Sanfeliu, A., Tardioli, D. (eds.) ROBOT 2019. AISC, vol. 1093, pp. 171–183. Springer, Cham (2020). https://doi. org/10.1007/978-3-030-36150-1_15 Metelkova, J., Ordnung, D., Kinds, Y., van Hooreweder, B.: Novel strategy for quality improvement of up-facing inclined surfaces of LPBF parts by combining laser-induced shock waves and in situ laser remelting. J. Mater. Process. Technol. 290, 116981 (2021). https://doi.org/10. 1016/j.jmatprotec.2020.116981 Metelkova, J., Vanmunster, L., Haitjema, H., van Hooreweder, B.: Texture of inclined up-facing surfaces in laser powder bed fusion of metals. Add. Manuf. 42, 101970 (2021). https://doi.org/ 10.1016/j.addma.2021.101970 de Meter, E., Chow, K.H., Marsh, E.: Methodology of using PAAW and the underlying support network of an L-PBF Part to facilitate machining. Procedia Manuf. 34, 463–474 (2019). https:// doi.org/10.1016/j.promfg.2019.06.199 ˙ A., Hudák, R., Sidun, J.: Mechanical Properties and Microstructure of DMLS Mierzejewska, Z. Ti6Al4V Alloy Dedicated to Biomedical Applications. Materials (Basel, Switzerland), 12(1) (2019).. https://doi.org/10.3390/ma12010176 Nasab, M.H., Gastaldi, D., Lecis, N.F., Vedani, M.: On morphological surface features of the parts printed by selective laser melting (SLM). Add. Manuf. 24, 373–377 (2018). https://doi.org/10. 1016/j.addma.2018.10.011 Nasab, M. H., Loge, R., Casati, R., Boillat, E., Vedani, M.: A study on the surface features of the SLM processed parts and their journey to become bulk defects. In European Powder Metallurgy Association (Ed.), Euro PM 2019 Congress & Exhibition. European Powder Metallurgy Association (EPMA) (2019) Pal, S., Finšgar, M., Bonˇcina, T., Lojen, G., Brajlih, T., Drstvenšek, I.: Effect of surface powder particles and morphologies on corrosion of Ti-6Al-4 V fabricated with different energy densities in selective laser melting. Mater. Des. 211, 110184 (2021). https://doi.org/10.1016/j.mat des.2021.110184 Pal, S., Lojen, G., Hudak, R., Rajtukova, V., Brajlih, T., Kokol, V., Drstvenšek, I.: As-fabricated surface morphologies of Ti-6Al-4V samples fabricated by different laser processing parameters in selective laser melting. Add. Manuf. 33, 101147 (2020). https://doi.org/10.1016/j.addma. 2020.101147 Patel, S., Rogalsky, A., Vlasea, M.: Towards understanding side-skin surface characteristics in laser powder bed fusion. J. Mater. Res. 35(15), 2055–2064 (2020). https://doi.org/10.1557/ jmr.2020.125 Pehlivan, E., Džugan, J., Fojt, J., Sedláˇcek, R., Rzepa, S., Daniel, M.: Post-processing treatment impact on mechanical properties of SLM deposited Ti-6Al-4 V porous structure for biomedical
Powder Residuals in Metal Laser Powder Bed Fusion
59
application. Materials (Basel, Switzerland), 13(22) (2020). https://doi.org/10.3390/ma1322 5167 Rabinskii, L.N., Tokmakov, D.I., Solyaev, Y.O.: Manufacture of the transceiver housing for an active phased array antenna with built-in cooling channels by selective laser melting. Russ. Eng. Res. 39(9), 785–788 (2019). https://doi.org/10.3103/S1068798X19090168 Prasanth, A.S., Chinnaiyan, T., Hemanth Kumar Y., Yeo, Z.C.: Effect of Internal Surface Finishing using Hydrodynamic Cavitation Abrasive Finishing (HCAF) Process on the Mechanical Properties of Additively Manufactured Components (2019) Seharing, A., Azman, A.H., Abdullah, S.: A review on integration of lightweight gradient lattice structures in additive manufacturing parts. Adv. Mech. Eng. 12(6), 168781402091695 (2020). https://doi.org/10.1177/1687814020916951 Seiffert, G., Hopkins, C., Sutcliffe, C.: Comparison of high-intensity sound and mechanical vibration for cleaning porous titanium cylinders fabricated using selective laser melting. J. Biomed. Mater. Res. Part B, Appl. Biomater. 105(1), 117–123 (2017). https://doi.org/10.1002/jbm.b. 33535 Soro, N., Saintier, N., Attar, H., Dargusch, M.S.: Surface and morphological modification of selectively laser melted titanium lattices using a chemical post treatment. Surf. Coat. Technol. 393, 125794 (2020). https://doi.org/10.1016/j.surfcoat.2020.125794 Strano, G., Hao, L., Everson, R.M., Evans, K.E.: Surface roughness analysis, modelling and prediction in selective laser melting. J. Mater. Process. Technol. 213(4), 589–597 (2013). https://doi.org/10.1016/j.jmatprotec.2012.11.011 Tang, J.C., et al.: Immunological response triggered by metallic 3D printing powders. Addit. Manuf. 35, 101392 (2020). https://doi.org/10.1016/j.addma.2020.101392 Taylor, H.C., Garibay, E.A., Wicker, R.B.: Toward a common laser powder bed fusion qualification test artifact. Addit. Manuf. 39, 101803 (2021). https://doi.org/10.1016/j.addma.2020.101803 van Hooreweder, B., Lietaert, K., Neirinck, B., Lippiatt, N., Wevers, M.: Cocr F75 scaffolds produced by additive manufacturing: influence of chemical etching on powder removal and mechanical performance. J. Mech. Behav. Biomed. Mater. 70, 60–67 (2017). https://doi.org/ 10.1016/j.jmbbm.2017.03.017 Wang, C. J., Hazlehurst, K., Arjunan, A., Shen, L.: Analysis of the porous structures from laser powder bed fusion additive manufacturing. In: M. Shafik (Ed.), Advances in Transdisciplinary Engineering Ser: v.15. Advances in Manufacturing Technology XXXIV: Proceedings of the 18th International Conference on Manufacturing Research, Incorporating the 35th National Conference on Manufacturing Research, 7–10 September 2021, University of Derby, Derby, UK (1st ed.). IOS Press Incorporated (2021). https://doi.org/10.3233/ATDE210019 Wei, X., Li, X., Wen, S., Zheng, Y., Tian, Y.: Channel design for 3D models with applications in powder-bed additive manufacturing. Rapid Prototyping J 25(9), 1536–1544 (2019). https:// doi.org/10.1108/RPJ-06-2018-0156 Wysocki, B., et al.: Post processing and biological evaluation of the titanium scaffolds for bone tissue engineering. Materials (Basel, Switzerland), 9(3) (2016). https://doi.org/10.3390/ma9 030197 Yang, L., et al.: Compression–compression fatigue behaviour of gyroid-type triply periodic minimal surface porous structures fabricated by selective laser melting. Acta Mater. 181, 49–66 (2019). https://doi.org/10.1016/j.actamat.2019.09.042 Yang, L., Ferrucci, M., Mertens, R., Dewulf, W., Yan, C., Shi, Y., Yang, S.: An investigation into the effect of gradients on the manufacturing fidelity of triply periodic minimal surface structures with graded density fabricated by selective laser melting. J. Mater. Process. Technol. 275, 116367 (2020). https://doi.org/10.1016/j.jmatprotec.2019.116367 Zhao, C., Qu, N., Tang, X.: Electrochemical mechanical polishing of internal holes created by selective laser melting. J. Manuf. Process. 64, 1544–1562 (2021). https://doi.org/10.1016/j.jma pro.2021.03.003
Approach for Rapid Fabrication of Individual Bone Replacement Structures by Designing Additively Prefabricated CPC Models P. Sembdner1(B) , H. Pohlmann1 , A. Wendler1 , J. B. Matschke2 , L. Kroschwald2 , S. Holtzhausen1 , A. Hutsky3 , D. Ellmann3 , G. Lauer2 , and K. Paetzold1 1 Chair of Virtual Product Development, Technische Universität Dresden, 01062 Dresden,
Germany [email protected] 2 Department of Oral and Maxillofacial Surgery, Technische Universität Dresden, University Hospital Carl Gustav Carus, 01307 Dresden, Germany 3 Organical CAD/CAM GmbH, Ruwersteig 43, 12681 Berlin, Germany
Abstract. Customized bone replacement structures offer the potential to build up missing bone areas. However, additive manufacturing of calcium phosphate cement (CPC) structures is limited due to the material behavior. The aim is to separate the functionalization and shaping. Thus, prefabricated CPC-prefabs, which show different porosity as functionalization, are to be manufactured additively. The individual shaping will be carried out by milling (CAD/CAM). Several CPCprefabs are developed, which differ in the mapping of the transition geometry from porous to dense phase as well as in the overall size. Therefore, categorized datasets of mandibular scans are analyzed and the cross-sectional contour of the bone is determined. Mathematical regression is used to determine a parametrically described average contour, which is used to design the prefab models. First single phase prefab demonstrators have been additively manufactured and subjected to initial milling tests. The feasibility in principle of the intended process has thus been demonstrated. Keywords: Customized bone replacement · Additive manufacturing · Bone cement · Implant design · Prefab system
1 Introduction Dental diseases or certain traumas often lead to tooth loss, which is treated with an artificial tooth replacement. A dental implant is often used as a tooth replacement, which is attached in the place of the original tooth. If the implantation is not done immediately after the tooth loss, the unused jaw bone degrades. However, in order to ensure a stable hold and ideal ingrowth of the implant, a certain amount of residual bone must be present. Therefore, for 25% of all implants, bone replacement material is used to build up the bone (augmentation). In addition to new bone volume, the aim is to reconstruct the original shape of the bone. It has been shown that the properties are significantly © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 60–75, 2023. https://doi.org/10.1007/978-3-031-27261-5_5
Approach for Rapid Fabrication of Individual Bone
61
improved when the bone grows in and that no additional bone appositions are necessary if the replacement structure fits precisely on the bone surface (Budak et al. 2016; Zhao et al. 2021). One option is the precise fabrication of individual replacement structures even before the operation itself. For this purpose, a virtual planning of the prosthetic restoration and subsequently of the necessary individual bone replacement is carried out. Previous works indicate a similar, recurring process throughout the reverse engineering process chain for the development and design of an individually patient-adapted bone replacement structure based on imaging data in modeling tools (Klammert et al. 2010; Roopavath et al. 2019; Santis et al. 2021; Sembdner et al. 2020). The manufacturing of these individual replacement structures can then be done additively. Here, calcium phosphate cement (CPC or bone cement), for example, is used as material. The use of bone cements in combination with additive manufacturing processes enables defined adjustment and control of the porosity of the lattice structure depending on patient-specific boundary conditions. Individual functionalization can also be defined as a property of the bone substitute structure, such as different directionally oriented density phases with a solid outer layer as protection against external influences and a porous, inner bone-facing zone that promotes the sprouting of cells (Carmagnola et al. 2003; Castilho et al. 2013; Gariboldi and Best 2015; Muallah et al. 2021; Thygesen et al. 2022). The 3D plotting technique used in this paper for the fabrication of calcium phosphate cements under mild conditions has the advantage that the pasty and ready-to-use material can be processed directly and that it also offers sufficient dimensional stability for 3D printing. In contrast to conventional powdery/liquid cement, the hardening of the material does not start until it comes into contact with aqueous liquids. Thus, no further thermal treatments (sintering processes) or application of non-biocompatible media (acidic medium) are necessary. Bypassing the sintering step, shrinkage of the printed objects is avoided to actually ensure high dimensional accuracy and stability in clinically relevant dimensions (Heinemann et al. 2013; Lode et al. 2012). However, the curing time in the medium takes minimum four days, which means that direct use of the printed bone substitute is not possible. Furthermore, the production of scaffolds with individual shaping requires the use of an additional support material or a support device (Holtzhausen et al. 2019). These drawbacks make the current additive process with all its advantages sluggish and thus unsuitable for the holistic rapid, accurate and reproducible production of individually shaped scaffolds with functionalization to meet the increasing demand for bone replacement structures. The paper’s content bases on an approach to separate the functionalization and shaping of the individual bone substitute structure for the patient-specific treatment of bone defects in terms of time and manufacturing technology in the context of hybrid manufacturing. The focus of this approach is the development of a smart CPC prefab system. This contains prefabricated, functionalized scaffold templates, which are additively manufactured from CPC prior to surgery and are given their individual functional properties (porosity). For surgery, a suitable prefab for the patient case is selected from the system and the individual shaping is achieved by CAD/CAM milling. The paper presents a
62
P. Sembdner et al.
method to describe the basic shape of the human jawbone parametrically. This description is mapped in a configurable CAD model, which ultimately virtually represents the prefab variants of the overall system. Figure 1 illustrates the envisioned principle of the prefab system.
Fig. 1. left: CT image cross-section of the jaw (blue - border between bone types, yellow - area to be replaced); right: prefab with two density phases and the individual outer shape to be milled (yellow).
The prefab (Fig. 1 right) maps two phases that resemble cortical and cancellous bone with a dense and a porous area. The shape of the boundary layer to be parameterized between these phases should roughly correspond to the shape of the natural bone in the respective jaw region (Fig. 1 left). Therefore, the first step is to map the inner boundary layer in the prefab. In this case, a certain amount of abstraction must take place. The goal is to find a compromise between the accuracy of the representation and the necessary number of different prefabrication variants. Thus, the resulting scientific questions in this paper are: • Is it possible to represent the shape of the jaw sufficiently enough in the entire jaw region using average shapes? • Could the number of possible shapes be summarized in such a way that there are few prefab variants, but a sufficiently accurate representation is still ensured? • Is it possible to map the geometry reliably in a CAD model for the subsequent additive manufacturing? Related works discussing the potentials and trends of hybrid additive manufacturing, especially in the processing of metallic materials, show that a specific combination of additive and subtractive processes offers advantages in manufacturing quality but also in manufacturing time and cost (Abdulhameed et al. 2019; Flynn et al. 2016; Sealy et al. 2018). Other studies show that combinations of manufacturing processes also appear to make sense in the fabrication of medical products, although the key issue in the development of individual medical replacement structures also relates to the planning and design phase (Zadpoor 2017). Previous works focusing on a combination of techniques for the fabrication of individual replacement structures from CPC have not been identified.
Approach for Rapid Fabrication of Individual Bone
63
2 Basics and State of the Art 2.1 Medical Background With regard to orthopedic and plastic-aesthetic issues for masticatory rehabilitation in oral and maxillofacial surgery, the technique of autogenous transplantation is considered the gold standard. In many cases, however, allogeneic or alloplastic materials are used. Replacement bone from donor bone (allogenic or xenogenic material) or bone substitute materials (alloplastic material) are used primarily for the reconstruction of larger bone defects, for the subsequent use of (dental) implants or for the compensation of smaller joint defects (Majzoub et al. 2019; Schmid et al. 2007; Shamsoddin et al. 2019; StarchJensen et al. 2021). The average bone loss after tooth removal within the first six months is 1.5 mm– 2 mm vertically and 40%–50% horizontally. However, most of the loss occurs in the first three months. If no treatment is performed after this period, the bone will regress by up to 40%–60% of its original volume over the following three years. The loss is divided according to the three classes of the Seibert scale. This describes the bone loss over time, which initially occurs horizontally (Class I), later largely vertically (Class II), and finally in both directions (Class III) (Fig. 2) (Sheikh et al. 2015).
Fig. 2. Seibert classes for bone loss (Sheikh et al. 2015)
The main function of bone substitutes is to provide mechanical support to the bone with the final aim of being replaced by or integrated into the bone. In general, three basic forms of bone replacement structures can be assigned to different areas in the jaw (Table 1). The inlay is used for concave cavities in the jaw, such as the maxillary sinus. Treatment in this area is also called sinus lift. The onlay is used mainly in the lateral jaw region, where coronal bone augmentation is required. The patch, on the other hand, is used mainly in the frontal jaw region or for vertical bone augmentation. 2.2 Materials and Manufacturing A widely used artificial bone substitute material is biocompatible, partially resorbable CPC (Bertol et al. 2017; Dienel et al. 2020; Lindner et al. 2014; Wu et al. 2020). This synthetic material mimics the inorganic part of human bone. Material properties such as biocompatibility and the ability to biodegrade, make structures made of CPC ideal
64
P. Sembdner et al. Table 1. Relationship and classification of basic forms in jaw area
Name
Inlay
Onlay
Patch
Jaw area
Upper jaw
Upper jaw/ Lower jaw
Upper jaw/ Lower jaw
Jaw region
Maxillary sinus
Anterior tooth region
Posterior tooth region
Main shape
Concave (bowl)
Convex (saddle)
Mainly flat (U-shape)
Image
substrates for various cells. Since CPC is also osteoconductive, i.e. acts as a kind of guide rail for cells, it is ideally suited for use in the field of bone regeneration (Xu et al. 2017). Due to the pasty consistency of the CPC material used here, it can also be processed using extrusion-based additive manufacturing processes (Fig. 3). In combination with a continuous digital process chain this offers the possibility of patient-adapted functionalization and shaping (Lode et al. 2012; Sembdner et al. 2020).
Fig. 3. 3D printing of defined CPC layers on a support structure (Holtzhausen et al. 2019)
Approach for Rapid Fabrication of Individual Bone
65
2.3 Process Chain for Additively Manufactured Bone Substitutes The interdisciplinary process of individual dental planning according to the state of research and the subdivision into different steps is shown in Fig. 4. The process modules are assigned to the processing steps diagnostics, physical model, planning, design, production and operation. The model follows the structure of backward planning. In contrast to conventional procedures, the ideal implant is planned first, and the bon substitute is developed individually on this basis. The individual processing steps are carried out in an interdisciplinary manner by different parties: surgeon, dental technician or designer. Planning of the bone substitute by the surgeon before design is a decisive advantage within the process chain. For different cases, planning parameters and planning restrictions have to be defined. The replacement structure is designed in a modeling tool (e.g. SolidWorks, Geomagic Freeform). Additive manufacturing of bone replacement structures require additional tools. This includes, for example, the fabrication of support structures (Holtzhausen et al. 2019). For the surgery, a number of individual surgical tools (e.g. templates) are available to the surgeon, which are adapted to the specific patient case. Combinations with existing tools from the dental treatment process machining (Tsita et al. 2014) are also possible. After each completed section within the workflow, a review of the results must be performed by the parties involved in accordance to medical device regulations.
Fig. 4. Complete workflow for the treatment of a patient with an individual bone replacement structure (Sembdner et al. 2020)
66
P. Sembdner et al.
Figure 5 shows a case study in the context of the presented process chain with planning (top left), review (top right) and production results (bottom).
Fig. 5. Case study of a patient with planning (top left), review (top right) and lower jaw model with bone replacement structures (bottom)
3 Development of Prefab Variants 3.1 Extended Process Chain The process intended in this paper is based on the digital process chain for manufacturing individual bone replacement structures (see Sect. 2.3) and integrates the new methods and products with regard to the prefabricated functionalized scaffold prefabs. Figure 6 shows the process chain for the targeted procedure. In addition to the smart CPC prefab system, the process steps highlighted in Fig. 6 are parts of the solution approach that combines smart prefab design with the integration of CAD/CAM technologies. The implementation of these process steps is currently part of ongoing research. Besides the determination of necessary properties during planning such as size, shape, porosity or functional features to be integrated, a prefab is selected from the targeted range of different prefab types (see Sect. 3.4) based on diagnostic and planning data. For the best possible mapping of the density phases in the bone replacement structure, the individual designed outer shape model must be optimally positioned in the model of the selected prefab. As a result, the position and orientation relative to the prefab coordinate system is known. These data are then transferred to the CAM system.
Approach for Rapid Fabrication of Individual Bone
67
Fig. 6. Process chain of the new process
3.2 Data Basis and Analysis For the determination of prefab variants, data collection by healthcare professionals was performed based on available patient data with regard to the methodological approach. These data were subsequently filtered and analyzed. Different possibilities of the mathematical description were discussed. The basis are 40 retrospective digital volume tomography (CBCT) datasets from the maxillary region of different patients, which were collected on the basis of an ethics request. A distinction was made according to age (limit 50 years) and sex (m, w), so that for each category selected according to medical ascetics ten data sets were available. The overall age range considered was from 18 to 78 years. Thus, a good statistical mean can be obtained to represent average contours. An attempt was made to ensure that the data sets represented all tooth regions as far as possible, but this was not always possible due to e.g. limited CBCT exposure window or already prevalent tooth loss. The evaluation was performed with the CT processing and planning software CTinA (Hofmann et al. 2018) of the Chair of Virtual Product Development of TU Dresden. The software has a special module, with the help of which the concrete evaluation as preparation of the parameterization is possible. Figure 7 shows the software interface
68
P. Sembdner et al.
with a processed data set. In each data set, a tooth plane was first created, on which a curve was then defined to represent the mandibular arch. The base points of each curve were positioned at the center of the tooth. A sectional image normal to the mandibular arch was generated at each curve point (Fig. 7 left). On these cross-sectional images, curves were finally defined by the specialists, each delimiting the outer and inner cortical bone layers (Fig. 7 right).
Fig. 7. CTinA software with processing of a data set
The curves were finally exported in a text file based on comma-separated values format with unique naming by an anonymized data set ID and the respective tooth position. During the export, the points were transferred to a local coordinate system for better comparability during the evaluation. 3.3 Parametric Descriptions of the Principle Topology to be Represented The curve cross sections are imported into Microsoft Excel. Subsequently, the curve points were filtered and outliers were sorted out. With the help of the trend line functions according to the principle of least squares, different variants of the mathematical description were examined. Finally, the cross-section curve was separated at the upper point of the curve into a left and a right side. These two halves could then be well approximate with a 3rd degree polynomial function (Fig. 8). At the contact point between the two curves, a fillet with a defined radius is provided. The value of the radius was also determined from the data points according to the principle of least squares.
Approach for Rapid Fabrication of Individual Bone
69
Fig. 8. Proximity curves based on given data points with 3rd degree polynomial function for outer parts (red) and circle fit (yellow)
In a first step, all data (no separation by sex or age) of a position or region were used for the regression. In future, this could also be subdivided and must be examined to determine whether it provides the process with additional benefit. 3.4 Classification for Determining the Type and Number of Prefab Variants A classification to determine the prefab variants was performed. The criteria used were the dental arch shape, the tooth region, the jawbone topology, the cross-sectional shape and a size variation (S, M, L) e.g. depending on age, sex or the width of existing bony jaw. Based on the maximum possible number of combinations (explicit classification), a first reduction was made by summarizing certain features (Fig. 9). The various dental arch shapes can be combined into a general curve description. Similarly, individual tooth regions can be mapped in a prefab due to the approximate symmetry of the jaw. Furthermore, onlay and patch replacement structures can be produced from the same prefab. For inlays, an average shape is defined for the transition from the solid to the porous phase, which varies only by size. Other criteria not yet considered could be the type of disease or the stage of bone resorption according to the Seibert classes mentioned above. The identification of the individual prefab classes is done by specifying the range of tooth positions as well as the size variation (e.g. 26–28 M).
70
P. Sembdner et al.
Fig. 9. Principle classification of prefab variants with criteria
3.5 Design of Parametric, Configurable Prefab Master Models in CAD System The virtual prefab model was created in SolidWorks CAD software (Fig. 10). First, a basic sketch of the respective cross-sections was created for each tooth position, which represents the mathematical description of the geometry. Each prefab model maps a region over two to three tooth positions. A volume is generated via a sweep along three jaw cross-section sketches in combination with the information of the jaw arch. This volume body represents the porous phase of the prefab. A cylinder was designed around this model, which varies depending on the region and size of the topology to be mapped. This volume body represents the dense phase of the prefab. The individual prefab variants are described by configurations that vary the defined parameters. Due to the parametric description, a modification of an existing prefab model or the creation of a new model is possible. After modeling, the first virtual test of the developed prefab models was carried out and the limits were determined with regard to configurability and parameterization. It was found that all the prefab variants determined to date could be mapped in the CAD model.
Approach for Rapid Fabrication of Individual Bone
71
Fig. 10. Parameter sketch of a cross-sectional shape (left), extrusion of the shape volume over several tooth positions along the dental arch (top right), 3D model of the prefab with two volume bodies two represent the different density phases (bottom right)
4 Additive Manufacturing of Prefabs and First Milling Tests The prefabs are manufactured by printing the CPC as a strand deposit into the inlay provided (Fig. 11). The inlay and the CPC together form a prefab. The inner surfaces of the inlay are structured so that the CPC bonds with the inlay almost positively. A base plate into which the inlay is placed serves as a reference. This provides a recurring coordinate system for additive manufacturing (Fig. 11 left). The strand spacing used here for CPC printing is 1.2 mm (needle size 330 μm). The inlay and the base plate were manufactured additively using the polyjet process. Initial tests show that the upper printed area sinks in during the drying phase (Fig. 7, top right). This behavior needs to be discussed and minimized in further studies. The inlay provides also a clear positioning in the milling holder. The milling holder has a standardized clamping geometry for the used milling machines. This ensures the reference to the manufacturing coordinate system. The prefab is fixed in the milling holder via a clamping part. The milling holder was manufactured by Fused Filament Fabrication (FFF) process for initial milling tests. In the final application, the holder is made of a metallic material approved for the application, which also meets biological and hygienic requirements. Overall, the design offers the possibility of using a standardized
72
P. Sembdner et al.
milling fixture and simultaneously machining different prefab variants, since the inlay part always has the same geometry.
Fig. 11. left: Additive manufacturing of the prefabs by printing the CPC into the inlay; right: prefab consisting of inlay and imprinted CPC
In previous tests, test cube structures have been milled from initial prefab models which still exhibit a homogeneous single-phase density (Fig. 12). Five-axis milling machines established in the dental sector were used for this purpose. The milled out cubes are held to the prefab via bridge geometries until the end of the milling process. Figure 12 shows on the right two examples of the cut-out cubes. The defined porous structure is clearly visible. The limitations of the process relate to the occasionally restricted accessibility of the milling tool. This and other factors are still to be investigated include the bridge geometries for holding the bone substitute until the end of the milling process and the cleaning of the pores after the milling process.
Fig. 12. Example of two test cubes milled out of the prefab (left), as well as in separated state (right)
Approach for Rapid Fabrication of Individual Bone
73
5 Conclusion A new approach for the fabrication of customized bone graft substitutes from CPC was presented, which combines the advantages of additive and milling manufacturing. The additively manufactured prefabs are already available at the time of surgery. Overall, the presented approach offers the possibility in the future to integrate the production of individual artificial bone replacements into a holistic chairside production for prosthetic restorations. The paper shows the design of the prefab variants based on the analysis of retrospective data sets of various patients. It was possible to evaluate the curves defined by physicians, which represent the contour of the jawbone, and to determine a mathematically average cross-section based on defined criteria. These criteria result in an initial classification. The different prefab variants were finally mapped in a parametrically described model in the CAD tool. The scientific questions posed at the beginning have thus been confirmed. Whether the abstraction results in a disadvantage for the patient has not yet been clinically proven. However, it is assumed that the necessary individualization is still given, since the outer geometry is important with regard to the contact surface to the residual bone and this remains individual. The first test prints of the two-phase variants with subsequent milling will be produced in the near future. Subsequently, a concrete statement can be made on the actual time savings achieved. In further investigations, the number of the so far 27 prefab variants is to be reduced by summarization. For example, it should be checked whether a prefab can be used in different tooth areas (e.g. 35–36 S = 15–16 M). An ultimate number of prefabs between ten and 20 variants would be desirable. The design of the prefabs is to be further developed in order to place the individual shape of replacement structure within the given space of the prefab based on optimal material utilization to ensure a wall thickness of the density phase that is approximately between 2.0 and 3.8 mm according to the natural bone (Fig. 13).
Fig. 13. Left: designed outer shape of the bone replacement structure based on imaging data, right: alignment of the model in the selected prefab
Acknowledgements. This work is funded by the German Federal Ministry for Economic Affairs and Climate Action (reference: KK5366401BM1).
74
P. Sembdner et al.
The authors further thank INNOTERE GmbH (Radebeul, Germany) for providing and producing the printed CPC structures.
References Abdulhameed, O., Al-Ahmari, A., Ameen, W., Mian, S.H.: Additive manufacturing: challenges, trends, and applications. Adv. Mech. Eng. 11(2) (2019). https://doi.org/10.1177/168781401 882288 Bertol, L.S., Schabbach, R., Dos Santos, L.A.L.: Dimensional evaluation of patient-specific 3D printing using calcium phosphate cement for craniofacial bone reconstruction. J. Biomater. Appl. 31(6), 799–806 (2017). https://doi.org/10.1177/0885328216682672 Budak, I., Mirkovic, S., Sokac, M., Santosi, Z., Puskar, T., Vukelic, D.: An approach to modelling of personalized bone grafts based on advanced technologies. Int. J. Simul. Model. 4(15), 637–648 (2016) Carmagnola, D., Adriaens, P., Berglundh, T.: Healing of human extraction sockets filled with Bio-Oss. Clin. Oral Implants Res. 14(2), 137–143 (2003). https://pubmed.ncbi.nlm.nih.gov/ 12656871/ Castilho, M., et al.: Fabrication of computationally designed scaffolds by low temperature 3D printing. Biofabrication 5(3), 35012 (2013). https://doi.org/10.1088/1758-5082/5/3/035012 Dienel, K.E.G., van Bochove, B., Seppälä, J.V.: Additive manufacturing of bioactive poly(trimethylene carbonate)/β-tricalcium phosphate composites for bone regeneration. Biomacromol 21(2), 366–375 (2020). https://doi.org/10.1021/acs.biomac.9b01272 Flynn, J.M., Shokrani, A., Newman, S.T., Dhokia, V.: Hybrid additive and subtractive machine tools – research and industrial developments. Int. J. Mach. Tools Manuf. 101, 79–101 (2016). https://doi.org/10.1016/j.ijmachtools.2015.11.007 Gariboldi, M.I., Best, S.M.: Effect of ceramic scaffold ar-chitectural parameters on biological response. Front. Bioeng. Biotechnol. 3, 151 (2015). https://doi.org/10.3389/fbioe.2015.00151 Heinemann, S., Rössler, S., Lemm, M., Ruhnow, M., Nies, B.: Properties of injectable ready-to-use calcium phosphate cement based on water-immiscible liquid. Acta Biomater. 9(4), 6199–6207 (2013). https://doi.org/10.1016/j.actbio.2012.12.017 Hofmann, D., Sembdner, P., Holtzhausen, S., Stelzer, R.: Direct design of an individual bone implant on patient-specific CT data in CAx systems. In: CARS 2018-Computer Assisted Radiology and Surgery Proceedings of the 32nd International Congress and Exhibition, Berlin, Germany, 20–23 June 2018 (2018). Int. J. Comput. Assist. Radiol. Surg. 13(Suppl 1), 238–239. https://doi.org/10.1007/s11548-018-1766-y Holtzhausen, S., Heinemann, S., Lemm, M., Stelzer, R.: Printing of contour-adapted bone scaffolds based on calcium phosphate cements. In: CARS 2019 (2019) Klammert, U., Gbureck, U., Vorndran, E., Rödiger, J., Meyer-Marcotty, P., Kübler, A.C.: 3D powder printed calcium phosphate implants for reconstruction of cranial and maxillofacial defects. J. Cranio-Maxillofac. Surg. 38(8), 565–570 (2010). https://www.scopus.com/inward/ record.uri?eid=2-s2.0-78049528486&doi=10.1016%2fj.jcms.2010.01.009&partnerID=40& md5=36e12ef3502de8f7fe77bd0037911c0f Lindner, M., Bergmann, C., Telle, R., Fischer, H.: Calcium phosphate scaffolds mimicking the gradient architecture of native long bones. J. Biomed. Mater. Res. Part A 102(10), 3677–3684 (2014). https://doi.org/10.1002/jbm.a.35038 Lode, A., et al.: Fabrication of porous scaffolds by three-dimensional plotting of a pasty calcium phosphate bone cement under mild conditions. J. Tissue Eng. Regenerative Med. 8(9), 682–693 (2012). https://doi.org/10.1002/term.1563
Approach for Rapid Fabrication of Individual Bone
75
Majzoub, J., Ravida, A., Starch-Jensen, T., Tattan, M., Del Suárez-López Amo, F.: The influence of different grafting mate-rials on alveolar ridge preservation: a systematic review. J. Oral Maxillofac. Res. 10(3), e6 (2019). https://doi.org/10.5037/jomr.2019.10306 Muallah, D., et al.: Adapting the pore size of individual, 3D-printed CPC scaffolds in maxillofacial surgery. J. Clin. Med. 10(12) (2021). https://www.mdpi.com/2077-0383/10/12/2654 Roopavath, U.K., Malferrari, S., van Haver, A., Verstreken, F., Rath, S.N., Kalaskar, D.M.: Optimization of extrusion based ceramic 3D printing process for complex bony designs. Mater. Des. 162, 263–270 (2019). https://doi.org/10.1016/j.matdes.2018.11.054 de Santis, R., Russo, T., Rau, J.V., Papallo, I., Martorelli, M., Gloria, A.: Design of 3D additively manufactured hybrid structures for cranioplasty. Materials 14(1), 1–15 (2021). https://www.scopus.com/inward/record.uri?eid=2-s2.0-85098751655&doi=10. 3390%2fma14010181&partnerID=40&md5=407f8fa1de549fe7b87cd95b9fd4ccab Schmid, U., Thielemann, F., Weise, K., Ochs, B.G.: Das “vitalisierte” Allograft als Alternative im Knochenersatz. Zeitschrift für Orthopädie und Unfallchirurgie 145(2), 221–229 (2007). https://doi.org/10.1055/s-2007-965204 Sealy, M.P., Madireddy, G., Williams, R.E., Rao, P., Toursangsaraki, M.: Hybrid processes in additive manufacturing. J. Manuf. Sci. Eng. 140(6) (2018). https://doi.org/10.1115/1.4038644 Sembdner, P., et al.: Workflow for planning, design and additive manufacturing of individual scaffold-like bone replacement structures in maxillofacial surgery. In: CARS 2020-Computer Assisted Radiology and Surgery Proceedings of the 34th International Congress and Exhibition, Munich, Germany, 23–27 June 2020 (2020). Int. J. Comput. Assist. Radiol. Surg. 15(Suppl 1), 136–138. https://doi.org/10.1007/s11548-020-02171-6 Shamsoddin, E., Houshmand, B., Golabgiran, M.: Biomaterial selection for bone augmentation in implant dentistry: a systematic review. J. Adv. Pharm. Technol. Res. 10(2), 46–50 (2019). https://doi.org/10.4103/japtr.JAPTR_327_18 Sheikh, Z., Sima, C., Glogauer, M.: Bone replacement materials and techniques used for achieving vertical alveolar bone augmentation. Materials 8(6), 2953–2993 (2015). https://doi.org/10. 3390/ma8062953 Starch-Jensen, T., Deluiz, D., Vitenson, J., Bruun, N.H., Tinoco, E.M.B.: Maxillary sinus floor augmentation with autogenous bone graft compared with a composite grafting material or bone substitute alone: a systematic review and meta-analysis assessing volumetric stability of the grafting material. J. Oral Maxillofac. Res. 12(1), e1 (2021). https://doi.org/10.5037/jomr.2021. 12101 Thygesen, T., et al.: Comparison of off-the-shelf β-tricalcium phosphate implants with novel resorbable 3D printed implants in mandible ramus of pigs. Bone 159, 116370 (2022). https:// www.sciencedirect.com/science/article/pii/S8756328222000461 Tsita, V., Arnold, C., Setz, J.M., Boeckler, A.F.: Methodik und Präzision geführter Implantationen mittels chirurgischer Bohrschablonen. Quintessenz Zahntechnik 40(4), 390–394 (2014) Wu, Y., Woodbine, L., Carr, A.M., Pillai, A.R., Nokhodchi, A., Maniruzzaman, M.: 3D printed calcium phosphate cement (CPC) scaffolds for anti-cancer drug delivery. Pharmaceutics 12(11) (2020). https://doi.org/10.3390/pharmaceutics12111077 Xu, H., et al.: Calcium phosphate cements for bone engineering and their biological properties. Bone Res. 5, 17056 (2017). https://doi.org/10.1038/boneres.2017.56 Zadpoor, A.A.: Design for additive bio-manufacturing: from patient-specific medical devices to rationally designed meta-biomaterials. Int. J. Mol. Sci. 18(8) (2017). https://doi.org/10.3390/ ijms18081607 Zhao, R., Yang, R., Cooper, P.R., Khurshid, Z., Shavandi, A., Ratnayake, J.: Bone grafts and substitutes in dentistry: a review of current trends and developments. Molecules 26(10) (2021). https://doi.org/10.3390/molecules26103007
Characterization of Additive Manufactured Structures for the Development of Foam-Replacement Cushions Carl Steinnagel(B) , Cem Bastimar, Paul Christoph Gembarski, Stefan Plappert, Patrik Müller, and Roland Lachmayer Institute of Product Development, Leibniz University of Hanover, Hanover, Germany {steinnagel,gembarski,plappert,mueller, lachmayer}@ipeg.uni-hannover.de, [email protected]
Abstract. For an ergonomic and healthy sitting posture, the distribution of the seat load in the contact zone through a soft seat cushion is essential. Conventional polyurethane (PUR) foams have only a very limited ability to adapt the distribution of the seat load in the seat cushion to the individual person. In this paper, a potential analysis is conducted to show the extent to which a replacement model for PUR foams can be realized using thermoplastic polyurethane (TPU) materials in the fused-deposition modeling (FDM) process. Based on fundamental experiments and consideration of manufacturing restrictions, suitable structure families and types are investigated and characterized. The characterization is based on standards for foam testing. Grading and design parameters are presented for the use of the foam replacement model in cushioned units. This allows the replacement of PUR foam and also a customer-specific hardness grading in the context of a mass customization process chain. Keywords: Seat cushions · Foam replacement model · Lattice structures · Mass customization · FDM manufacturing
1 Introduction The nationwide pandemic containment measures associated with SARS-CoV-2 have changed the daily lives of many citizens. In the second quarter of 2021, the German Health Insurance Company (DKV) recorded in a study analysis that the average daily sitting time in Germany increased by one hour to 8.5 h compared to 2018 [1]. Excessive sitting time combined with discomfort can lead to chronic diseases such as obesity, diabetes, hypertension, and cancer [2]. However, in certain sectors such as motor transport, limiting the duration of sitting or taking regular breaks from sitting is not feasible. This paper, therefore, investigates ways to reduce the discomfort of seat cushions using additional design freedom. According to Mergl [3], the distribution of the seat load on the seat surface according to certain aspects is decisive for the reduction of discomfort. For a conventional seat © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 76–96, 2023. https://doi.org/10.1007/978-3-031-27261-5_6
Characterization of Additive Manufactured Structures
77
cushion made of PUR, an adapted pressure distribution, which is customized to the individual seat characteristics of a person, is only possible to a limited extent due to the tools used in the manufacturing process. Zones of different hardness in the PUR foam can only be achieved by increasing tooling complexity in the process. A smooth transition of the properties within the foam is not possible. This paper investigates the feasibility of replacement with foam properties made of internal structures using additive manufacturing (AM). The AM process chosen is FDM. This replacement structure is set to enable the smooth local adjustment of the hardness of the seat cushion to meet the individual requirements of seat ergonomics. For this purpose, the related work in the field of seat ergonomics and internal structures is presented first. In the following, relevant grading parameters are worked out and classified as a basis for a more detailed design of experiment. The value ranges and step sizes of these grading parameters are summarized in order to be able to individually adjust the properties of the structure according to ergonomic criteria. The compression hardness according to DIN ISO 3386-1 [26] is used as a comparative criterion for adjusting the seat hardness. The extent to which the process-related restrictions in FDM technology limit the replacement model and whether the high degree of individualization is feasible.
2 Related Work 2.1 Initial Situation and Basics of Seating Ergonomics What describes the comfort of a seat cushion and how can this be individually optimized in the development process? Furniture manufacturer Hermann Miller [4] describes the long-term goal for seating system design in a white paper as follows: “The challenge is to design a chair so that the structure and materials provide dynamic support, in that it is the sitter’s body, not the chair, that determines the pressure distribution”. Among others, Mergl [3] described in his research an approach to evaluate and optimize seating comfort in automobiles. In a study, the maximum pressure, the percentage load distribution and the gradient of the cumulative curve on the seat surface were identified as relevant parameters for describing comfort. The gradient of the cumulative curve indicates how the pressure distribution changes along the seat body [3]. In his investigations, Mergl shows a correlation between the contact pressure of a seat surface and the perceived comfort. For example, a higher seat load is required for an ergonomic pressure distribution in the buttocks area of a seat surface than for the mid-thigh area. One of the main findings of his research is that the formation of different hardness zones in a seat can optimize the perception of comfort. In a conventional automotive seat cushion, the generation of different hardness zones with a PUR foam is only possible to a limited extent. Alterations in the chemical foaming process and influencing the porous cells is only possible by using separators in the manufacturing process. Weißenborn et al. [5] have investigated different PUR foams in a study. The evaluations of computed tomography (CT) scans show that the pores of foam are distributed stochastically and in different pore sizes. With increasing porosity within the foam, an increasing compression modulus and bend-dominant compression behavior were recorded [5]. Nevertheless, in order to carry out a hardness grading in the PUR foams, several foam layers with different porosities are superimposed in the current
78
C. Steinnagel et al.
seat cushions. Here, the use of softer foams results in an improved ability to return to the initial state after deformation [6]. A transitioning gradation within a component is thus almost impossible. 2.2 Use of Lattice Structures 2.2.1 Generation of a Lattice Structure Lattice structures are internal component structures which are often used in the lightweight design of components due to material savings [7]. Furthermore, component properties such as tensile strength or Young’s modulus can be adjusted via the lattice [8]. Figure 1 gives an insight into lattice generation. First, it is necessary to define a target volume into which the lattices will be generated later. In the voxel process, this target volume is decomposed into individual voxels. The size of the voxels defines the cubic size of a single unit cell. For the cell selection it has to be considered which functions and properties the component shall fulfill. A detailed presentation of different cell types and families follows in Sect. 2.2.2. During voxel filling, a unit cell is placed in all voxel points. In this process, cells can still be generated in the edge regions, which are only partially necessary to cover the target volume. Therefore, the structure can be modified, e.g., by a trimming process [9]. The last step describes the thickening of the lattice structure.
Fig. 1. Schematic Illustration of lattice generation
Figure 1 shows a periodic structure generated from a repeating unit cell. By using grading parameters, the properties of the cells can be changed locally, e.g., by varying the cell size or wall thickness [10]. The lattice structure can include overhanging regions, voids as well as undercuts. These geometrically complex structures cannot be fabricated using subtractive manufacturing processes. In this regard, the layer-by-layer material feed of AM has the advantage over conventional manufacturing processes that lattice structures can be produced in a single manufacturing step [7, 11]. In a survey by the
Characterization of Additive Manufactured Structures
79
Statista Research Department, 71% of 1900 companies surveyed stated that they use the FDM process [12]. In addition to the firm establishment of FDM technology, the available variety of materials, including flexible plastics, are a significant advantage over other additive processes. The FDM process is therefore the subject of investigation in this paper. 2.2.2 Categorization of Lattice Structures and Families Basically, lattice structures can be grouped into periodic and stochastic families. Since the mechanisms and properties of stochastic structures are more difficult to parameterize, the focus is on the periodic structures. Figure 2 gives a first overview of strut-based and area-based cell types. For the strut-based structures, a characteristic feature is the interconnection of the struts in nodes.
Fig. 2. Comparison of the cell volume in a bounding box for different cell types
In contrast, the cells of the area-based tripple-periodic-minimal-surface (TPMS) family show a higher volume within the unit cells, creating self-supporting overhanging regions. The deformation mechanism of elastic structures describes the compression behavior under compressive stress. Again, structures can be classified based on their behavior [13, 14]. Figure 3 shows an example of the force-displacement curve of a stretch- and bend-dominant structure. Characteristic areas are formed in this curve. A bend-dominant structure behavior under compression loading is characterized by plateau formation [15]. In contrast, a stretch-dominant structure shows a steady increase in stress with increasing displacement [16]. During unloading, the structures resume their initial shape as elastic systems are present. The area between the loading and unloading phases consequently describes the energy absorption of the structure and provides information about the damping properties. 2.2.3 Functional Optimization with Lattice Structures The use of lattice structures and the application of grading parameters allow the targeted control of component properties already in the development phase [17]. Previous research in the field of lattices has shown that grading parameters could be successfully used to locally modify component properties. Since processing flexible materials in the
80
C. Steinnagel et al.
Fig. 3. Comparison of bending- and stretch-dominated structures
FDM process requires, among other things, time-consuming and printer-specific parameter studies [18], prior research is limited. For the identification of variables for grading, other AM processes besides FDM will be investigated. Dong et al. [19] fabricated shoe soles with different lattice structures using the FDM process and found that the selection of the cell topology has a strong influence on the stiffness of the components. Therefore, they said, the selection of the unit cell depends on the functional requirements. Thus, for a shoe sole with a high bounciness, for example, high energy absorption is required [19]. Here, Maskery et al. [20] investigated bodycentric cubic (BCC) structures fabricated by the laser powder bed fusion (LPBF) process with a decreasing wall thickness as the component layer increased. In this example, the upper layers with a lower wall thickness collapsed first under compression loading [20]. In addition, density can be affected by cell size. Al-Ketan et al. [10] demonstrated this using a 30 × 30 × 30 mm density graded Gyroid specimen with varying cell size from 7 to 14 mm. The results of a simulated Van-Mises stress distribution showed that an increased stress effect was detected when compression was applied in the larger unit cells. Additive manufacturing of the specimen using the LPBF and subsequent compression validated these results, showing that unit cells collapsed in size upon compression loading. In a study, Maskery et al. [15] investigated the mechanical properties of the TPMS cells shown in Fig. 2 using the selective laser sintering (SLS) process. It was found that the Schwarz primitive cell has a significantly higher Young’s modulus compared to the Gyroid and Diamond cells. This can be attributed to the stretch-dominant behavior of the cell topology. In 2021, Abusabir et al. [21] compared the damping and energy dissipation capabilities of a printed Schwarz primitive and a simple cubic cell. The samples were fabricated and investigated using polylactide (PLA) and acrylonitrile butadiene styrene (ABS), respectively. The results of a cyclic compression loading test showed that the TPMS cell exhibited better deformation behavior, which was characterized by a uniform
Characterization of Additive Manufactured Structures
81
hysteresis curve. The ABS specimens each showed better viscoelastic behavior of the structures due to improved material flexibility. The authors recommend the use of TPMS structures when the dissipation of energy and bend-dominant behavior is required from the component. In their research, Beloshenko et al. [18] investigated the mechanical properties of Gyroid structures made of TPU in the FDM process. In the compression tests performed, the Gyroid specimen showed bend dominant as well as isotropic compression behavior. Table 1 provides a general overview of grading parameters that have already been successfully applied. Table 1. Overview of used grading parameters in the literature Investigated parameters
Authors
Process
Contribution
Density
Gibson and Ashby [13]
–
1) Density influencing the Young’s modulus and stiffness of the structure 2) Existing difference between material and structure properties
Density
Nace et al. [22]
FDM
3) Higher cell density results in increasing stiffness
Cell type
Beloshenko et al. [18], Maskery et al. [15]
FDM SLS
6) Cell type influencing compression behavior 7) Cell type influencing Young’s modulus
Cell type
Dong et al. [19]
FDM
4) Cell type influencing structure stiffness and energy absorption
Cell type
Yu et al. [23]
SLA
10) Cell type is influencing deformation behaviour
Cell type
Abusabir et al. [21]
FDM
8) TPMS cells have a better force-deformation behavior (uniform hysteresis)
Cell size
Al-Ketan et al. [10]
LPBF
5) During a compression test, the smaller cells collapse first
Cell wall thickness
Maskery et al. [20]
LPBF
4) During a compression test, the thin-walled cells collapse first
Material
Abusabir et al. [21]
FDM
9) Material flexibility influencing viscoelastic behavior of the structure
82
C. Steinnagel et al.
Using mathematical models, Gibson and Ashby show a first approach to predict Young’s modulus and the yield strength already and to take them into account in the design phase. In addition to the cell types and compression behavior, the density of the lattice structure influence on the prediction [13]. In this paper, the main focus is on the investigation of the compression hardness of flexible lattice structures and how it can be influenced. In DIN ISO 3386-1, for low-density soft-elastic foams, the compression hardness is defined as the compression behavior of a body with the ratio of the applied force to the surface area. This quantity is therefore equivalent to Young’s modulus, but for larger deformations. Due to the high deformations, however, a non-linear behavior is expected.
3 Research Goals and Methods 3.1 Clarification of the Goal The related work shows that there exist a variety of parameters to grade lattice structures. However, since the compression behavior of metals, resin materials, hard plastics, and elastic plastics, in particular, differ in their fundamental properties, more intensive investigations must be carried out in this area. The aim of this paper is to establish a range and step size definition of these variables which can be used for elastic plastics in a foam replacement structure in order to individually adjust the compression hardness. Furthermore the related work shows that there are no suitable results for elastic structures in the FDM process that are suitable for conception creating a design of experiments (DOE) related to the application case of the seat cushion. Therefore the following research questions arise for the detailed investigation of foam replacement structures, which are investigated in this paper: • 1. Proof of concept: Can lattice structures using the FDM process and TPU replicate the properties of a conventional PUR foam? • 2. Design of experiments: What are the controlled variables, disturbance variables and target variables that can be used to investigate specific influences for grading in the context of a foam replacement structure? 3.2 Experimental Design and Methodological Procedure The following sample process chain is used as a basis for investigation in the context of statistical test planning [24]. Figure 4 shows the complete process from the modeling of the lattices to the testing of the finished test specimen. The basis is the generation of a CAD model. In the subsequent pre-process, the CAD model is imported into slicer software and placed in the build volume, and processed in layers. The in-process describes the manufacturing of the individual component layers. After printing, the component is removed and, if necessary, post-processed. The next step in the process chain is finishing. This includes measures within quality control, such as the removal of unwanted stringing [24]. The last step is the measurement of the test specimens according to specified test specifications. This process chain is used as a
Characterization of Additive Manufactured Structures
83
Fig. 4. Complete process chain for FDM-printing
methodical procedure to identify influencing variables for the DOE. Here, the process steps CAD model, pre-process, in-process as well as testing are investigated, which have a significant influence on the properties of the pressure and measurement result of the replacement structure. The following aspects for grading were identified: 3.2.1 Adjustments in CAD-Model The modeling allows for degrees of freedom that have already been investigated in related studies in Sect. 2.2.3. These degrees of freedom include the cell type, cell size and wall thickness. These parameters all affect the density of the resulting replacement structure. The evaluations in the related work Sect. 2.2.2 also showed that the selection of unit cells based on cell topologies has an impact on the compression hardness properties of a lattice structure. 3.2.2 Adjustments in Pre-process This section contains the model decomposition into individual component layers, the socalled slicing. It should be noted that the previously modeled wall thickness may deviate from the real wall thickness after the slicing process. A slicer software approximates the individual contour lines required for production via the existing diameter of the printer nozzle used and the defined wall line width [25]. Figure 5 illustrates the difference between the target contour and the actual contour. In the CAD model, the wall thickness is modeled as 1 mm. After slicing, the contour is produced with two wall lines, each with a wall line width of 0.44 mm. This results in a real wall thickness of 0.88 mm after slicing. Therefore the selected settings and process
84
C. Steinnagel et al.
Fig. 5. Wall thickness in extrusion
parameters provide information about the wall thickness realized in the print after preprocessing. One way to modify the wall thickness is given by the nozzle diameter and material flowrate. In order to generate a parameter set, it is necessary to specify a fixed nozzle diameter already in the pre-process. This minimizes not only the complecity for model decomposition through slicing, but also printer requirements. If high-end printers are available, different parameter sets can also be used in the pre-process. This allows the wall thickness of the model to be varied at local points by using dual extruders with different nozzle diameters. This however increases the requirements for the pre-process and above all the need for fully tested parameter sets for each nozzle diameter. 3.2.3 In-Process Adjustments, Disturbance and Parts Finishing The setting of printing parameters ensures successful processing and reduction of defects of the selected material. These errors can lead to deviations in the properties of the printed structure and are therefore a disturbance variable. Differences in the filament, as well as storage and aging, are also to be considered as disturbance variables. The choice of nozzles in the process, but especially the hardness of the material, can further change the component properties. The influence of the wall thickness due to the choice of different extruder nozzles is considered in the area of density grading of the wall thickness, whereby a choice of extruder nozzles is not explicitly considered as a grading parameter here due to the possible changes of the print quality. The finishing process must be carried out for an assessment of the print result with regard to process errors such as stringing, material buildups and failed build plate adhesion. After the control of the printing results, the test specimen is approved for testing.
Characterization of Additive Manufactured Structures
85
3.2.4 Measurements and Testing The relevant comparison variable for the test specimens is the load curve of the measurement. According to the standard, the compressive stress value at a deformation of 40% is given as a common value for the characterization of soft foams. CV40 = 1000 ·
F40 A
(1)
This is given where the applied force F40 in Newtons applied to the surface area A of the specimen in square millimetres compresses the structure by 40% [26]. The compression hardness for a deformation of 40% is described with the notation CV40 . Particular attention must be paid to the settlement behavior according to the standard in the measurement process, but also to deviations of the real component weight. 3.2.5 Evaluation of Target Properties In order to represent conventional foam cushions with regard to their compression hardness, a reference foam is measured according to DIN ISO 3386-1. A simplified test setup was used for measurement in this paper. For this purpose, the size of the specimens was set according to DIN ISO 3386-1 with an aspect ratio of 2:2:1 to 70 × 70 × 35 mm. Different measuring tools are used which limit the deformations in increments from 5% to 60% compression of the specimen size via stops. From these measurement data, a requirement for the compression hardness CV40 of 7 to 8 kPa and a bend-dominant compression hardness curve are obtained. In order to be able to map a PUR foam with a lattice structure, these characteristic values must be achieved. Subsequently, parameters must be developed and evaluated in order to be able to use a grading deviating from these target values. 3.3 Overview of the Design of Experiment Figure 6 summarizes the effective system of the investigated foam replacement structure and the process chain. The grading parameters form controlled factors, which were classified according to deformation mechanisms, density, and material. It should be noted that changes in individual parameters must never be considered in isolation but in the overall system of the cell structure.
4 Experimental Work In order to answer research question 1, an attempt is first made to reproduce the properties of a conventional PUR foam with all manufacturable cell types. Then, within the framework of research question 2, sensitivities and range limits of the controlled factors (grading parameters) are determined. These form a basic set of variables for a further DOE of all influencing variables.
86
C. Steinnagel et al.
Fig. 6. Draft for the DOE
4.1 Materials and Print Process Research Question 1 Proof of Concept: Can lattice structures using the FDM process and TPU replicate the properties of a conventional PUR foam? For the development of a foam replacement structure, a material must first be selected that has sufficient elasticity and can be processed in the FDM process. Flexible TPU filaments exist in various Shore hardness grades from 60A to 95A. As a starting point for this paper, the softest possible filament is used in order to use more material for an improved printing result while still being able to achieve the desired values of compression hardness. On the current market, there are various FDM printer systems that are commercially equipped with a bowden or direct extruder, but only systems with direct extruders are suitable for processing these soft filaments. Due to a large number of printer systems, manufacturers of plastic filaments are limited in their ability to specify uniform printing parameters. Therefore, printer-specific pressure parameters must first be determined for the processing of flexible materials [18, 27]. For this purpose, for the Sidewinder X2 from Artillery and the TPU material 60A and 70A from the company Recreus, basic tests are first carried out to determine suitable printing parameters. These parameters are listed in Table 2:
Characterization of Additive Manufactured Structures
87
Table 2. Overview of the print parameters Parameter
Value
Unit
Nozzle diameter
0.4
mm
Nozzle temperature
228
°C
Bed temperature
60
°C
Printing speed
15
mm/s
Layer height
0.2
mm
Retraction distance
1.5
mm
Retraction speed
15
mm/s
Travel speed
150
mm/s
Cooling rate
100
%
4.2 Identification of Suitable Lattice Types In the following, strut-based cell types are first examined for printability with TPU. For this purpose, the test specimen shown in Fig. 7 is printed to investigate the feasibility of overhanging struts between 90° and 20°. The results show that the material viscosity of very soft polymers makes printing without support structures almost impossible. The use of support materials for additional stabilization of the overhangs is not an option due to the complex post-processing requirements, especially later in a conformal grid. Printing is only feasible with a sufficient material hardness of 95A. Figure 8 shows a comparison of different additively Fig. 7. Investigation of overhang printability manufactured cell structures. As expected from the results of the preliminary investigation, the strut-based BCC cell is feasible in the FDM process with the TPU 95A material due to its sufficient material hardness and viscosity. However, this material is unfavorable for the application in a foam replacement structure due to the high Shore hardness, so that a softer TPU with a hardness of 60A is used for further investigations. The test specimens in Fig. 8b) show that the low material viscosity results in poor print quality of the unsupported, strut-based cells and thus fails within the first 20 component layers. Therefore, strut-based cells are fundamentally unsuitable for use with
88
C. Steinnagel et al.
Fig. 8. Identification of suitable structures, a) TPU 95A and b) TPU 60A
soft materials in a foam replacement structure. The TPMS cells demonstrate a suitable cell topology that can be fabricated using the FDM process with TPU. Here, the selfsupporting properties of the cells show their potential in an unsupported fabrication. In the following, these are investigated in order to achieve the required substitute property of an upsetting hardness CV40 between 7 and 8 kPa by selecting suitable grading parameters. 4.3 Comparison of the FDM Specimens in an Evaluation Matrix In the related work, basic properties of TPMS cells have already been worked out, and they have also been identified as suitable for the FDM process. These exhibit different deformation behavior depending on their topology. Like the Gyroid cell and the Diamond cell show a bend-dominant behavior due to the cell topology [15]. In contrast, the Schwarz unit cell is characterized as stretch-dominant. This results in increased Young’s modulus and stiffness of the cells [15]. The bend-dominant Gyroid specimen with a cell size of 15 × 15 × 15 mm and a real wall thickness of 0.88 mm has a compression hardness CV40 of 9.25 kPa. In direct comparison, the stretch-dominant Schwarz cell with identical cell size and wall thickness has a 5.67 times increased compression hardness CV40 . The Schwarz cell is thus extraordinarily stiff, even taking into account its higher volume fraction. The grading in cell size necessary to reach suitable compression hardness for this cell topology is not feasible due to increasing unsupported overhangs as well as radii in the unit cells. Hence a reduction in wall thickness is necessary. The bend-dominant Gyroid and Diamond cells could be successfully adapted to the required compression hardness with a wall thickness of 0.88 mm via the cell size. In the evaluation matrix in Table 3, the selected TPMS unit cells are compared and then evaluated for their use in a foam replacement structure. The bend-dominant Gyroid structure has the best properties in terms of weight and printing time. Due to the cell topology, the Diamond structure has a 25.63% longer print
Characterization of Additive Manufactured Structures
89
Table 3. Comparison in an evaluation matrix of selected FDM samples Parameter type
Cell Diamond Schwarz Gyroid
Properties Cubic cell size [mm] Cell thickness [mm]
23
15
19
0.88
0.44
0.88
Weight (per CV40 ) [g/kPa]
2.46
4.13
2.43
Print time [min]
652
812
519
Compression load* CV40 [kPa]
7.29
7.01
7.49
Weight (GW = 0.5)
7
2
8
Print time (GP = 0.7)
6
4
8
Subjective assessment: surface quality (GS = 0.3)
3
6
4
Assessment of compression characteristics based on 5 compression/load-dia. (GC = 0.8)
3
7
Rating
Evaluation
12.6
8
16.4
Ranking
2
3
1
Legend
Gi corresponds to weighting factor with weighting scale (0–10): 0 corresponds to unsuitable, 10 corresponds to suitable *grading parameters adjusted to CV40 range of 7 to 8 kPa
Criteria
time and a compression hardness curve with a more pronounced plateau. Furthermore, the increased cell size and complex cell structure in the Diamond sample with 23 × 23 × 23 mm results in a decreasing surface quality due to the increased unsupported overhangs. The stretch-dominant Schwarz cell reaches the required compression hardness corridor only with the softest material and very thin wall thickness. Accordingly, the density and the surface quality of the cell are negative. Finally, Fig. 9 shows that for the range up to 40% compression, the properties of the PUR foam can be optimally reproduced with a foam substitute structure using Gyroid cells. Differences only become apparent in the compression range above 40%, which, using the example of the car seat, is achieved less for ergonomics and more for crash behavior at very high acting forces. Research question 1 has thus been answered and research question 2 will be investigated in the following. 4.4 Grading Using Cells, Density and Materials Research Question 2 Design of Experiment: What are the controlled variables, disturbance variables and target variables that can be used to investigate specific influences for grading in the context of a foam replacement structure?
90
C. Steinnagel et al.
Fig. 9. Compression behavior of a conventional PUR foam and Gyroid foam replacement
To answer this research question, the previous findings are used to consider the grading parameters in isolation for further design of experiments. The goal of this investigation is to further specify the grading input variables that can be used for the application in a foam replacement model. 4.4.1 Cell Density Figure 10 shows an example of a 15 × 15 × 15 mm voxel filled with different TPMS cells of uniform wall thickness.
Fig. 10. Specific cell Volume of a Diamond and Gyroid cell type
Characterization of Additive Manufactured Structures
91
This shows that the Diamond cell occupies about 20% more volume in the bounding box than the Gyroid cell. In order to achieve a CV40 compression hardness of 7 to 8 kPa with a printed wall thickness of 0.88 mm, a cell size of 19 × 19 × 19 mm is sufficient for the Gyroid cell, while the Diamond structure requires a larger cell of 23 × 23 × 23 mm. However, the required material and thus filled volume of the cell is almost identical after adjusting the cell size as shown by the evaluation matrix in Sect. 4.5. 4.4.2 Wall Thickness Figure 11 shows the contour lines of a Schwarz cell for a modeled wall thickness of 1 mm as well as 0.5 mm. With half of the wall thickness, the printed contour lines are halved from four to two. The real wall thickness is 0.44 mm. This results in a reduction of the compression hardness CV40 by 88.64% to 7.01 kPa. Due to the extrusion process, the wall thickness can only be graded by adding or omitting a layer of the wall thickness. This means that the wall thickness can only be adjusted in very large increments of compression hardness. Another possibility to influence the wall thickness is the use of different extruder nozzles for the FDM process. However, depending on the number of extruders within a print, these only allow a change in wall thickness to a limited extent and may have a negative effect on the quality of the print. The wall thickness can therefore only be used for coarse adjustment of the compression hardness, not for smooth grading.
Fig. 11. Reduction of wall thickness
4.4.3 Cell Size/Bounding Box Since the grading of the wall thickness is too imprecise for the specific adjustment of the compression hardness according to ergonomic aspects, the influence of the grading
92
C. Steinnagel et al.
of the cell size with constant wall thickness is therefore investigated in the following. Figure 12 shows the influence of the weight of the specimens, which is equivalent to the density, on the compression hardness CV40 using the Gyroid cell as an example.
Fig. 12. Compression load according to mass equivalent to density
According to the model of Gibson and Ashby, a linear relationship, as well as an influence of the Shore hardness, is expected here. However, the resulting curves show a non-linear relationship as it was also observed in the investigation of porosity in foams [5]. This relationship needs to be investigated in further studies with larger batches. Since the cell size can be controlled in fine increments, fine-tuning of the compression hardness is possible via the cell size. However, the limiting factor is the gradient and the absolute possible change in cell size in a region within the cell structure. In order to avoid transition areas and thus static weak points, distorting the cell map is seen as a possible adjustment of the cell size. Separate parts of the replacement structure, on the other hand, can be populated with a wide variety of basic cell sizes. Figure 13 illustrates a cell map with the distortion for different cell sizes.
Fig. 13. Warped cell map
Characterization of Additive Manufactured Structures
93
4.4.4 Material Shore Hardness As a further design aspect for grading the compression hardness, the influence of the compression hardness CV40 by the materials TPU 60A and 70A is investigated in the following. The data from Table 4 show that an almost linear decrease of the compression hardness CV40 is recorded when changing the material Shore hardness from 70A to 60A for identical Gyroid structures. This is in line with the studied correlations of Gibson and Ashby [13]. Table 4. Linearity investigation between material hardness and compression hardness CV40 for different Gyroid structures Cell size [mm]
CV40 (TPU 70A)
CV40 (TPU 60A)
Decrease [%]
10 × 10 × 10
55.89
43.44
22.28
14 × 14 × 14
16.80
12.80
23.81
21 × 21 × 21
8.4
6.5
22.62
The correlation shown between Shore hardness and compression hardness of the replacement structure allows a targeted adjustment of the compression hardness by material selection. Another influence is a stronger increasing compression range for Shore 70A, which can be explained by the higher structure-independent material hardness. 4.5 Evaluation of Grading Sensitivities Finally, the influence of the grading parameters and the effect of possible setting increments and the resulting compression hardnesses are summarized in a sensitivity analysis. The input variables for this are cell selection, wall thickness, cell size, and material hardness. In this paper, a sensitivity analysis is presented in detail for the Gyroid cell only. Figure 14 provides an overview of this. After the cell selection, there is the possibility to choose the real wall thickness between 0.44 mm and 1.32 mm. This rough adjustment is tuned for a nozzle diameter of 0.4 mm. Thus, with a wall thickness of 0.44 mm, the minimum necessity of a contour line for printing is guaranteed. Further intermediate steps are possible by selecting other extruder nozzles. Cell sizes between 10 and 21 mm are recommended for fine adjustment. Cells smaller than 10 mm are possible but are not considered further in the context of this work due to the high compression hardness for application in a foam replacement structure. If the critical cell size is exceeded, the successful printing process can no longer be guaranteed due to large overhangs. The final material selection enables the achievement of a CV40 compression hardness in the range of 6.5 to 55.89 kPa with a wall thickness of 0.88 mm using the Gyroid cells. The Diamond structure has an equivalent range of adjustment with slightly higher overall hardness. With this analysis, data masters are formed which can guide further investigations based on full factor design of experiments as well as first ergonomically adapted products.
94
C. Steinnagel et al.
Fig. 14. Controlled DOE parameters for grading operations
5 Summary and Outlook The concept verification of this paper show that internal structures offer a high degree of individualization with the help of additive manufacturing and thus innovative foam replacement structures can be manufactured in the FDM technology. The targeted control of parameters enables the local influence of the mechanical and physical component properties. To optimize the foam replacement model it is now necessary to carry out the proposed DOE to optimize the modelling as well as grading parameters. As an example, optimization can be achieved by more intensive investigation of cell size and wall thickness according to density. In order to carry out further experiments, indications were given for further statistical test planning. In these tests, the influence of the measuring equipment and the uncertainties in the printing process must be determined. Further adjustment variables such as the modification of the unit cell can also be parameterized and investigated. Another aspect is to investigate the use of printers with dual extruders to be able to vary the wall thickness locally within the models. However, this shifts the characteristic of a coarse adjustment to a fine adjustment. For the use of these structures as seat cushions, further investigations are necessary, especially on the long-term behavior and the stability of such structures with dynamic cyclic tests. For an ergonomic design of the foam replacement structures in an individual seat cushion, it is necessary to record individual seat pressure distributions to enable optimum load distribution. The adjustment space for the compression hardness determined in this way provides information on which grading approaches can be further pursued and used. If these are specified, the foam replacement structures can be individually adapted at local points on the basis of the anthropological measurement.
Characterization of Additive Manufactured Structures
95
References 1. Froböse, I., Sperlich, W.: Der DKV-report 2021 – Wie gesund lebt Deutschland, Deutsche Sporthochschule Köln (2021) 2. López-Valenciano, A., et al.: Changes in sedentary behaviour in European Union adults between 2002 and 2017. BMC Public Health 20 (2020). Article number: 1206. https://doi. org/10.1186/s12889-020-09293-1 3. Mergl, C.: Entwicklung eines Verfahrens zur Optimierung des Sitzkomforts in Automobilsitzen. Technische Universität München (2006) 4. Miller, H.: The art and science of pressure distribution (2013). https://www.hermanmiller.com/ research/categories/white-papers/the-art-and-science-of-pressure-distribution/. Accessed 20 June 2022 5. Weißenborn, O., et al.: Deformation analysis of polymer foams under compression load using in situ computed tomography and finite element simulation methods (2016) 6. Paul, G., Lee, Y.J., Slattery, P.: Modelling of multilayered foams for universal seat design (2020). https://doi.org/10.3233/ATDE200030 7. Schramm, B., et al.: Medizintechnische Anwendungen der additiven Fertigung. In: Richard, H., Schramm, B., Zipsner, T. (eds.) Additive Fertigung von Bauteilen und Strukturen, pp. 21– 40. Springer, Wiesbaden (2017). https://doi.org/10.1007/978-3-658-17780-5_2 8. Babamiri, B.B., et al.: Designing additively manufactured lattice structures based on deformation mechanisms. Addit. Manuf. 46, 102143 (2021). https://doi.org/10.1016/j.addma.2021. 102143 9. Aremu, A., et al.: A voxel-based method of constructing and skinning conformal and functionally graded lattice structures suitable for additive manufacturing. Addit. Manuf. 13, 1–13 (2017) 10. Al-Ketan, O., Abu Al-Rub, R.K.: MSLattice: a free software for generating uniform and graded lattices based on triply periodic minimal surfaces. Mater. Des. Process. Commun. 3(6) (2021). https://doi.org/10.1002/mdp2.205 11. Gama, N.V., Ferreira, A., Barros-Timmons, A.: Polyurethane foams: past, present, and future. Materials 11(10), 1841 (2018). https://doi.org/10.3390/ma11101841 12. Breitkopf, A.: Meistgenutzte 3D-Druck-Technologie im Jahr 2021 (2021). Stand: 12.08.2021. https://de.statista.com/statistik/daten/studie/760408/umfrage/meistgenutzte-3ddruck-technologie/. Accessed 21 June 2022 13. Ashby, M.F., Mehl Medalist, R.F.: The mechanical properties of cellular solids. Metall. Trans. A 14(9), 1755–1769 (1983). https://doi.org/10.1007/BF02645546 14. Gautam, R., Idapalapati, S.: Compressive properties of additively manufactured functionally graded Kagome lattice structure. Metals 9(5), 517 (2019). https://doi.org/10.3390/met905 0517 15. Maskery, I., et al.: Insights into the mechanical properties of several triply periodic minimal surface lattice structures made by polymer additive manufacturing. Polymer 152, 62–71 (2018). https://doi.org/10.1016/j.polymer.2017.11.049 16. Maconachie, T., et al.: SLM lattice structures: properties, performance, applications and challenges. Mater. Des. 183, 108137 (2019). https://doi.org/10.1016/j.matdes.2019.108137 17. Müller, P., Gembarski, P., Lachmayer, R.: Density-based topology optimization for a defined external state of stress in individualized endoprosthesis. Proc. Des. Soc. 2, 533–542 (2022). https://doi.org/10.1017/pds.2022.55 18. Beloshenko, V., et al.: Mechanical properties of flexible TPU-based 3D printed lattice structures: role of lattice cut direction and architecture. Polymers 13(17), 2986 (2021). https://doi. org/10.3390/polym13172986
96
C. Steinnagel et al.
19. Dong, G., Tessier, D., Zhao, Y.: Design of shoe soles using lattice structures fabricated by additive manufacturing. In: Proceedings of the Design Society: International Conference on Engineering Design, vol. 1, no. 1, pp. 719–728 (2019). https://doi.org/10.1017/dsi.2019.76 20. Maskery, I., et al.: A mechanical property evaluation of graded density Al-Si10-Mg lattice structures manufactured by selective laser melting. Mater. Sci. Eng. A 670, 264–274 (2016). https://doi.org/10.1016/j.msea.2016.06.013 21. Abusabir, A., Khan, M.A., Asif, M., Khan, K.A.: Effect of architected structural members on the viscoelastic response of 3D printed simple cubic lattice structures. Polymers 14(3), 618 (2022). https://doi.org/10.3390/polym14030618 22. Nace, S., Tiernan, J., Holland, D.P., Annaidh, A.N.: A comparative analysis of the compression characteristics of a thermoplastic polyurethane 3D printed in four infill patterns for comfort applications. Rapid Prototyping J. (2021). https://doi.org/10.1108/rpj-07-2020-0155 23. Yu, S., Sun, J., Bai, J.: Investigation of functionally graded TPMS structures fabricated by additive manufacturing. Mater. Des. (2019). https://doi.org/10.1016/J.MATDES.2019. 108021 24. Lachmayer, R., Lippert, R.B.: Entwicklungsmethodik für die Additive Fertigung, 1st edn. Springer, Wiesbaden (2020). https://doi.org/10.1007/978-3-662-59789-7 25. Lee, K.Y., et al.: Accuracy of three-dimensional printing for manufacturing replica teeth. Korean J. Orthod. 45(5), 217–225 (2015). https://doi.org/10.4041/kjod.2015.45.5.217 26. DIN ISO 3386-1: Polymere Materialien, weich - elastische Schaumstoffe – Bestimmung der Druckspannungs - Verformungseigenschaften – Teil 1: Materialien mit geringen Dichten (2015) 27. VDI3405: Additive manufacturing processes: design rules for part production using material extrusion processes part 3.4 (2021)
Manufacturing and Build Quality
Challenges in Quality Management of Additively Manufactured Metal Spare Parts in Low-Volume Production Patrick Lurtz1(B) , Laura Wirths1 , and Kristin Paetzold2 1 Institute for Technical Product Development, Universität der Bundeswehr München,
Neubiberg, Germany [email protected] 2 Chair of Virtual Product Development, Department of Aerospace Engineering, Technische Universität Dresden Universität der Bundeswehr München, Munich, Germany
Abstract. The expectations towards metal Additive Manufacturing (AM) as an enabling technology to manufacture sparne parts are rapidly growing. The technology enables low-volume production at a reasonable cost. Several advantages of AM compared to conventional manufacturing processes, for example, a shortening of manufacturing time are presented in literature studies. However, to implement AM in the industry for a long-term perspective, process characteristics need to be analysed and adapted. Hereby, Quality Management (QM) remains a critical aspect that needs to be considered. Especially, machines and systems used in the aerospace and defense industry are underlying strict regulations. Military equipment frequently operates in harsh environments - thus unexpected inspections and maintenance are mandatory. Because of the long service time of the systems the demand for spare parts increases. This paper points out current challenges for additively manufactured spare parts in low-volume production. In particular, challenges in the process- and quality management are addressed. Current literature research and experience of conducted experiments are considered. Keywords: AM-process · Quality management · Spare part · L-PBF · Low-volume production
1 Introduction The manufacturing landscape is ever-changing. Since its inception in the ‘80s, additive manufacturing (AM) also known as 3D printing, has advanced and grown into a technology with an impressive market size of 10.8 billion $ (Wohlers et al., 2021). The ongoing demand for intricate parts, decentralised manufacturing and individualized products enables AM new applications (DIN SPEC 17071). Efforts in metal AM processes and higher availability of suitable materials and alloys promise an extension of spare part production via AM (Gebhardt, 2017). Capital-intensive industries such as aerospace, railway, medical and defence industry indicate interest in AM (Brown, 2018). Investigations by Knofius et al. show that © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 99–109, 2023. https://doi.org/10.1007/978-3-031-27261-5_7
100
P. Lurtz et al.
applying AM technologies in after-sales service supply chains can support the maintenance process of advanced capital-intensive components throughout their lifecycles (Knofius et al., 2016). Supplementary investigations of the European Defence Agency and Montero et al. analysed how to implement spare part production via AM in the military field (Montero et al., 2018). Since systems in these industries are often in service for several decades, spare parts become rare over time (Boer et al., 2020). Usually, these components are needed in low volume (extremely specific) and infrequently. However, before using AM to produce functional parts robust quality management (QM) is urgently needed. Nevertheless, the complexity of the AM process and the lack of missing standards and guidelines make it difficult. Still, it is mandatory to achieve a high level of functional part quality. shows the relevant fields of research in this study. The interplay of additive manufacturing, quality management and the demand for spare parts is illustrated. To manufacture AM spare parts on the first attempt in the required quality an early interchange of the relevant information is mandatory.
Fig. 1. Fields of research
This study addresses challenges in QM of low-volume spare part production via the Laser Powder Bed Fusion (L-PBF) process. It is limited to the L-PBF process but can be applied to other AM technologies. The following research questions are derived: 1) What are specific challenges in QM of low-volume spare part production via AM? 2) How to estimate the resources needed for specific quality control?
2 Overview of Spare Part Production via L-PBF The availability of spare parts can turn into an issue when those parts are out of stock and cannot be reproduced easily by Original Equipment Manufacturers (OEMs). AM technologies offer the potential to overcome this issue (Montero et al., 2018). However, several action steps within the AM process chain need to be considered to manufacture high-quality parts. The process chain includes the part design until the final quality control of the part is completed. This paper focuses on the L-PBF process because it is
Challenges in Quality Management of Additively Manufactured Metal Spare Parts
101
mainly used in industrial applications (Kumar, 2020). The manufacturing process and a specific choice of influencing process parameters are described in the next paragraphs. This is done to get a better understanding of the multiple factors influencing the part quality. Furthermore, specific characteristics of low-volume spare part manufacturing are described. The AM processes chain follows a series of action steps taken to achieve the intended 3D object (Gibson et al., 2021). First of all, it needs to be evaluated if the given spare part is suitable for AM. If so, a CAD file of the object has to be created. This model is then transformed into the form of layers also known as the slicing process (Gebhardt, 2011). In the L-PBF process for metals, the part to be produced underlies a layer-by-layer build-up. Hereby, a uniform layer of powder is applied on a build plate or substrate. Then a laser melts this layer onto the previous layer to build up a solid bonding (Gebhardt, 2017). After one layer of the part has been totally scanned by the laser, the build plate is lowered by a predefined layer height (Valmik Bhavar et al., 2017). The next powder layer can be applied. This process sequence is repeated until the defined geometry of the CAD file is physically achieved (Gebhardt, 2011; Jiménez et al., 2019; Kumar, 2020; Wirths et al., 2021). Figure 2 shows a schematic sketch with the most relevant components of the L-PBF process build-up. A sketch with a single energy source (laser) is shown. Nowadays, multiple lasers are installed in the machines – thus, the workload can be increased up to 100 times (Khorasani et al., 2020).
Fig. 2. Schematic build-up of an L-PBF process
Process parameters such as laser spot size, laser power and scanning speed need to be adapted to the selected material used for the print. On top of that the particle size distribution, humidity and particle shape of the raw material are important factors for guaranteeing a smooth flow rate and, thus, printing quality (Brandt, 2017). In the best-case scenario, each process step is quality assured. Quality assurance (QA) is process orientated and focuses on defect prevention. The main purpose of QA is to prevent defects from entering the product. This is a proactive measure to ensure
102
P. Lurtz et al.
quality (Arditi & Gunaydin, 1997; Nanda, 2005) whereas, quality control (QC) is product orientated and focuses on defect identification. QC is the basic level of QM (Arditi & Gunaydin, 1997) which means that it includes all activities of inspecting and testing a product to ensure it meets the defined product requirements (Pfeifer & Schmitt, 2021). QM, also known as total quality management (TQM), is the integration of all functions and processes within an organization to achieve continuous improvement of the quality of goods and services (DIN 9001). It follows a philosophy of continuous improvement (Dahlgaard, 2007; Sun, 2000). Therefore, QA and QC are essential parts of TQM. A quality-assured AM process from an initial start (pre-processing) to the manufacturing (in-processing) until the specific part finishing (post-processing) is described in detail, for example, by DIN SPEC (DIN SPEC 17071). On this occasion, it is important to mention that the choice of printing technology is affecting QA and QC. Specifications of each technology have to be taken into account. However, each industry has got its manufacturing specifications that need to be considered. Military equipment is often highly specific. Most spare parts for military applications are produced on a small scale and are expensive to manufacture, using conventional machining technologies (Blakey-Milner et al., 2021). In military missions, often unpredictable demands of spare parts occur, together with distributed locations where the spare parts are needed. A breakdown of the system can cause a cancellation of the mission because the safety of the employees cannot be guaranteed. In such cases, the price of a spare part becomes less important and the delivery time becomes more relevant. AM offers the opportunity to produce specific parts in a relatively short time compared to conventional manufacturing technologies (Lindemann et al., 2015; Montero et al., 2018). The specific characteristics of aerospace and military spare parts, for example, a high variety of products, a low demand volume, a sporadic and unpredictable demand, mission-critical consequences of stock-outs, and high prices for individual parts are well suited to AM applications (Frandsen et al., 2020; Wagner & Lindemann, 2008). However, from a technological perspective, spare part manufacturing via AM is tough, particularly for safety-relevant components. QA and QC have to be suited to the requirements of the original part. Statistical quality control is not applicable due to low-volume production of spare parts (Mazumder, 2015). The following chapter points out current challenges in QM of additively manufactured spare parts.
3 Challenges in QM of Low-volume Production As with any other technology, AM typically has various challenges and limitations. This needs to be considered when choosing the technology which is best adapted to the requirements of the product to be manufactured (Jiménez et al., 2019). When industrial spare parts are produced via AM, it has to be verified that they fit the requirements placed on them. The process chain shall be so designed that the process quality and resultant product quality remain reproducible. Anyhow, challenges arise for an adequate configuration of the QM especially, for low-volume production. In the following paragraphs, specific challenges are presented and discussed. Variety of Defects (Technological Challenges): As in other AM processes, for example, geometrical distortion, pores and residual stress within the part are inherent to the
Challenges in Quality Management of Additively Manufactured Metal Spare Parts
103
L-PBF process. It is nearly unmanageable to avoid completely its generation (Kumar, 2020). Often residual stress is the reason for the distortion of the part, loss of geometric tolerance and decline of fracture resistance of the part (Wu et al., 2018). Therefore, the variety of defects has to be considered in an early stage of the manufacturing process and has to be accessible to anyone working in the process chain. The lack of knowledge about the cause-effect relationships between the process factors needs to be listed in a database. Sufficient knowledge of AM processes and suitable materials are necessary to achieve a spare part with successful quality (Chua et al., 2017). Heterogeneity of Products: Since the demand for individual spare parts increases, the overall complexity for QA and QC is high. A variety of defects can occur using the wrong process parameter or material. Because of these defects, circumstances should be considered during the identification and graded according to the probability of occurrence. However, this is time-consuming and often the employees are untrained in these topics (Bender & Gericke, 2021). Therefore, an individual inspection plan has to be applied for each part. Finally, this increases the complexity. To overcome this, agile processes need to be adapted. Time Criticality: Time is a limiting resource. If product drawings and requirements are missing, or if it is very difficult and laborious to acquire, the production of spare parts becomes problematic and time-consuming. Often there is no or only limited digital documentation of the to be manufactured part. In these cases, a copy may have to be manually created in-house. The creation of new 3D data takes time and is error-prone. If no requirements are attached to the part, further investigations into the reason for the breakdown of the original spare part have to be done. In the manner of QA and QC, this means additional expense, because requirements for the testing need to be defined. This could be remedied by making the client aware of the need to provide all available data on the spare part, including research on intellectual property rights. Time-consuming research can then be reduced to a minimum. Statistical Control not Applicable: Statistical process control is defined as the use of statistical techniques to control a process or a production method (DIN 24420; Thor et al., 2007). However, it is often inapplicable for low-volume production because of the frequent changes in process conditions. As a consequence, individual part inspections are needed. For low-volume AM production with frequent changes in product designs, materials, and processing conditions, part-to-part quality control is essential to make AM a viable manufacturing technique (Colosimo et al., 2018). But, in the manner of efficiency, an agile process for QC needs to be developed. Lack of Training: As with any other manufacturing technology, AM requires employees capable to operate the machines, but those also of sufficient competence to apply the limitations of the technology to the design process. The machine operator as well as staff for QC and QA need to know the acceptance criteria for the final part. This means that a defined and referenced methodology to evaluate the product quality is established. The individual control points along the entire process chain need a decision-making basis. This shall be known and easily accessible to the employees. However, transparent information management is required to share best practices. Specific regulations need to be applied.
104
P. Lurtz et al.
Information Management: A lack of information can have disastrous impacts on the functional part quality. Whenever a print job needs to be done, all data, from technical drawings to labeling, have to be recorded. Hereby, transparent quality documentation plays an important role to keep track and ensure the quality of all additively manufactured spare parts. To ensure traceability, an automated quality report linked to the printed part is advised. Digital documentation from the assignment up to the entire production process reduces manual efforts and offers support by storing and saving all the relevant information of the production process (Colosimo et al., 2018; Kim et al., 2018). Lack of Definitions and Methods: Without guidance and a structured process approach efficient QA and QC are difficult, if not impossible to achieve. As described before, the immense variety of spare parts needs structured approaches to ensure the product quality required in industrial production. Since different requirements are placed on each spare part, agile inspection strategies are imperative. Decision-making tools for those involved in the process of product design, manufacturing and quality control have to be created to improve the overall process flow. Nevertheless, for more critical parts, standards should be applied to ensure sufficient spare part quality. All these challenges have to be adequately taken into account when planning the design (re-engineering) and production of the spare part. Because of the considerable number of unique components, the efforts in quality management are high. QC has to be specified and adapted each time. To be able to estimate these efforts from the beginning, classification methods have to be developed. In the following, a method is presented to anticipate the use of resources concerning QC. To begin with, the terms of the categories are defined. 1) Categorization of spare parts referred to service time: Models (No Service Time): Parts in this category do not have the required functionality to operate in a system. They show near- net shape characteristics of the geometry. However, functional quality is not achieved. Generally, models are merely used to examine if the designed (re-engineering) spare part fits to the other components in the system. If not, geometrical adaptions can be made rapidly. Efforts in consideration of QA and QC are low because the model will not be used in the operating system (no service time). Short-Term Service: Parts of this category are allowed to be used for short periods, which means for several hours or days. They are applied to reduce the damage to the operating system or nearby components (emergency case). As far as an original component is available, it must be replaced immediately. An additively manufactured part in this category must adequately fit functional requirements as the original part does, but in terms of lifetime and quality disadvantages are tolerated. Efforts regarding QA and QC can be relatively low. Temporary Service: Compared to short-term service parts, the use of these parts is not limited to hours. They can be used until a fully adequate part is available. For military purposes, for example, these parts can be used to improve the runtime of a system. Disadvantageous in lifetime and quality of the manufactured parts should be minimal
Challenges in Quality Management of Additively Manufactured Metal Spare Parts
105
compared to the original component. The expense in QA/QC can be reduced compared to premium parts. Premium Part (Long-Term Service): These parts are equivalent to the original part in terms of functionality and quality. QA and QC processes are fully conducted and passed through. An early replacement is not required. 2) Categorization of spare parts referred to criticality: Non-Critical: These parts do not cause direct damage to the system or other components in case of failure. They do not cause injury. A failure does not affect the military operation. For these reasons, QC is limited to, for example, simple visual inspections. Medium-Critical: If a medium-critical component fails, there is a low probability that failure will result in damage to the system or other components or minor injuries. With a high probability, the military operation will not be affected. There is only a low probability that the fulfillment of the mission is made more difficult. The effort for QC is medium but some specific tests are required. Catastrophic: If the part fails, this can lead to considerable consequential damage or serious injuries or can endanger military operations. To minimise the risk of failure, extensive quality tests must be carried out. These include, for example, complex mechanical and visual inspections. 3) Categorization of spare parts referred to geometrical complexity: Simple Parts: Spare parts from this category do not require complex post-processing. Simple components require finishing or reworking, which can be carried out with simple tooling (e.g. filing by hand) and do not require additional equipment where extensive training is necessary. These parts do not need extensive QC. Medium-Complex Parts: These parts require post-treatment or finishing with additional equipment for which additional extensive training is necessary (grinding etc.). These categories of components can be finished with the possibilities offered by a typical workshop area. QA and QC require more time because more intensive examinations have to be carried out (additional process steps within the post-processing). Complex Parts: Parts from this category require post-treatment with highly special equipment (hot isostatic pressing etc.) and specially trained staff - so the possibilities of a typical workshop area are insufficient. Complex components may require extensive functional checks or tests before a component can be used. If no external specifications are given, for example from clients or authorities, it is difficult to estimate the intensity of quality control needed. Figure 3 shows a categorization system that can be used to roughly classify the spare parts to the level of resources required for quality control. The classification is based on the following categories: service time, level of criticality and geometrical complexity. For illustration, the following
106
P. Lurtz et al.
use case is defined. If a component is used for a very short time, classified as non-critical and the geometric complexity is simple, then a low level of quality control resources is probably required. Basic inspections like visual inspections are sufficient. But, if a component should be used permanently, the consequences of failure are catastrophic and the geometry is highly complex, a detailed QA and QC are to be expected. This can significantly prolong the delivery time of the components. However, the presented categorization method is limited and only gives a first impression of the resources needed for QC. Nevertheless, this allows a prudently forecast. The main use case of the described categorization method is when less or no specifications or requirements of the part are known. As described in the previous chapter, this can be the case for systems that have been in use for a long time.
Fig. 3. Level of required resources in quality control
4 Conclusion It is evident that AM technologies have the potential to influence the future of spare part manufacturing - thus, they became a game changer in several industries. Contrary, there are concerns about the quality of the end products, which may limit its broader acceptance. Product quality is the Achilles’ heel of every production technology (Nanda, 2005). This study addresses and sensitize challenges in QM of low-volume spare part
Challenges in Quality Management of Additively Manufactured Metal Spare Parts
107
production via the L-PBF process. Current problems are presented and discussed. Furthermore, a categorization tool to estimate the required resources for quality control is presented. First, characteristics of low-volume spare part demands were analysed. Afterward the research question was answered, “What are current challenges in QM of low volume spare part production via AM”? This question was considered by the aerospace and defence industry because they operate highly specific systems which are in use for several decades - thus, there is a demand for spare parts in small batches. This finally leads to challenges for quality management. For low-volume AM production with frequent changes in product designs and processing conditions, part-to-part quality control is essential to make AM a viable manufacturing technology. Challenges in training for employees, data management, the lack of specific methods and definitions as well as the multitude of technological defects were identified and discussed. In addition, a structured approach was presented to estimate the resource demands of quality control. Categories were defined to classify the spare parts. This approach is important for industries struggling with low-volume production via AM. Nevertheless, more research is required to develop agile processes in QM to increase the efficiency and quality of additively manufactured end products. Intercommunication between design and printing processes needs to be applied to decrease the overall QC time.
References Arditi, D., Gunaydin, H.M.: Total quality management in the construction process. Int. J. Project Manage. 15(4), 235–243 (1997). https://doi.org/10.1016/s0263-7863(96)00076-2 Bender, B., & Gericke, K. (Eds.). (2021). Pahl/Beitz Konstruktionslehre: Methoden und Anwendung erfolgreicher Produktentwicklung (9. Aufl. 2021). Springer Berlin Heidelberg. http:// nbn-resolving.org/urn:nbn:de:bsz:31-epflicht-1866059 Blakey-Milner, B., et al.: Metal additive manufacturing in aerospace: a review. Mater. Des. 209, 110008 (2021). https://doi.org/10.1016/j.matdes.2021.110008 den Boer, J., Lambrechts, W., Krikke, H.: Additive manufacturing in military and humanitarian missions: Advantages and challenges in the spare parts supply chain. J. Clean. Prod. 257, 120301 (2020). https://doi.org/10.1016/j.jclepro.2020.120301 Brandt, M.: Laser additive manufacturing: Materials, design, technologies, and applications. Woodhead publishing series in electronic and optical materials: Number 88. Elsevier/Woodhead Publishing Woodhead Publishing is an imprint of Elsevier (2017) Brown, A.S.: Chain Reaction. Mech. Eng. 140(10), 30–35 (2018). https://doi.org/10.1115/1.2018OCT1 Chua, C.K., Wong, C.H., Yeong, W.Y.: Standards, quality control, and measurement sciences in 3D printing and additive manufacturing. Academic Press is an imprint of Elsevier (2017) Colosimo, B.M., Huang, Q., Dasgupta, T., Tsung, F.: Opportunities and challenges of quality engineering for additive manufacturing. J. Qual. Technol. 50(3), 233–252 (2018). https://doi. org/10.1080/00224065.2018.1487726 Dahlgaard, J.J.: Fundamentals of Total Quality Management. Taylor & Francis. (2007). https:// www.taylorfrancis.com/books/mono/10.4324/9780203930021/fundamentals-total-qualitymanagement-jens-dahlgaard-ghopal-khanji-kai-kristensen https://doi.org/10.4324/978020 3930021
108
P. Lurtz et al.
DIN 24420. DIN 24420–1:1976–09, Ersatzteillisten; Allgemeines. Berlin. Beuth Verlag GmbH DIN 9001. DIN EN ISO 9001:2015–11, Qualitätsmanagementsysteme_- Anforderungen (ISO_9001:2015); Deutsche und Englische Fassung EN_ISO_9001:2015. Berlin. Beuth Verlag GmbH DIN SPEC 17071. DIN SPEC 17071:2019–12, Additive Fertigung_- Anforderungen an qualitätsgesicherte Prozesse für additive Fertigungszentren; Text in Deutsch und Englisch. Berlin. Beuth Verlag GmbH Frandsen, C.S., Nielsen, M.M., Chaudhuri, A., Jayaram, J., Govindan, K.: In search for classification and selection of spare parts suitable for additive manufacturing: a literature review. Int. J. Prod. Res. 58(4), 970–996 (2020). https://doi.org/10.1080/00207543.2019.1605226 Gebhardt, A. (2011). Understanding Additive Manufacturing. Carl Hanser Verlag GmbH & Co. KG. https://doi.org/10.3139/9783446431621.fm Gebhardt, A.: Additive Fertigungsverfahren: Additive Manufacturing und 3D-Drucken für Prototyping - Tooling - Produktion (5., aktualisierte und erweiterte Auflage). Carl Hanser Verlag GmbH & Co. KG (2017). Additive manufacturing technologies. Springer, Cham (2021). https://doi.org/10.1007/978-3-03056127-7 Jiménez, M., Romero, L., Domínguez, I.A., Del Espinosa, M.M., Domínguez, M.: Additive manufacturing technologies: an overview about 3D printing methods and future prospects. Complexity 2019, 1–30 (2019). https://doi.org/10.1155/2019/9656938 Khorasani, A., Gibson, I., Veetil, J.K., Ghasemi, A.H.: A review of technological improvements in laser-based powder bed fusion of metal printers. Int. J. Adv. Manufact. Technol. 108(1–2), 191–209 (2020). https://doi.org/10.1007/s00170-020-05361-3 Kim, H., Lin, Y., Tseng, T.-L.B.: A review on quality control in additive manufacturing. Rapid Prototyp. J 24(3), 645–669 (2018). https://doi.org/10.1108/RPJ-03-2017-0048 Knofius, N., van der Heijden, M.C., Zijm, W.: Selecting parts for additive manufacturing in service logistics. J. Manuf. Technol. Manag. 27(7), 915–931 (2016). https://doi.org/10.1108/JMTM02-2016-0025 Mazumder, J.: Design for metallic additive manufacturing machine with capability for “certify as you build.” Procedia CIRP 36, 187–192 (2015). https://doi.org/10.1016/j.procir.2015.01.009 Lindemann, C., Reiher, T., Jahnke, U., Koch, R.: Towards a sustainable and economic selection of part candidates for additive manufacturing. Rapid Prototyping J. 21(2), 216–227 (2015). https://doi.org/10.1108/RPJ-12-2014-0179 Mazumder, J.: Design for metallic additive manufacturing machine with capability for “certify as you build.” Procedia CIRP 36, 187–192 (2015). https://doi.org/10.1016/j.procir.2015.01.009 Montero, J., Paetzold, K., Bleckmann, M., Holtmannspoetter, J.: Re-Design and re-manufacturing of discontinued spare parts implementing Additive Manufacturing in the military field, pp. 1269–1278. (2018). https://doi.org/10.21278/idc.2018.0444 Nanda, V.: Quality management system handbook for product development companies. CRC Press (2005). https://doi.org/10.1201/9781420025309 Pfeifer, T., Schmitt, R. (Eds.). (2021). I (7., überarbeitete Auflage). Hanser. https://www.hanserelibrary.com/doi/book/10.3139/9783446466210 https://doi.org/10.3139/9783446466210 Sun, H.: Total quality management, ISO 9000 certification and performance improvement. Int. J. Qual. Reliab. Manage. 17(2), 168–179 (2000). https://doi.org/10.1108/02656710010304573 Thor, J., et al.: Application of statistical process control in healthcare improvement: systematic review. Qual. Saf. Health Care 16(5), 387–399 (2007). https://doi.org/10.1136/qshc.2006. 022194 Bhavar, V., Kattire, P., Patil, V., Khot, S., Gujar, K., Singh, R.: A review on powder bed fusion technology of metal additive manufacturing. In Systems innovation series. In: Additive manufacturing handbook: Product development for the Defense industry, pp. 251–253. CRC Press Taylor & Francis Group. https://doi.org/10.1201/9781315119106-15
Challenges in Quality Management of Additively Manufactured Metal Spare Parts
109
Wagner, S.M., Lindemann, E.: A case study-based analysis of spare parts management in the engineering industry. Prod. Plann. Contr. 19(4), 397–407 (2008). https://doi.org/10.1080/095 37280802034554 Wirths, L., Bleckmann, M., Paetzold, K.: A structured approach to reduce design iterations in additive manufacturing. Proc. Design Society 1, 231–240 (2021). https://doi.org/10.1017/pds. 2021.24 Wohlers, T., Campbell, R. I., Diegel, O., Kowen, J., Mostow, N.: Wohlers report 2021: 3d printing and additive manufacturing : Global state of the industry. Wohlers Associates. Terry (2021) Wu, B., et al.: A review of the wire arc additive manufacturing of metals: properties, defects and quality improvement. J. Manuf. Process. 35, 127–139 (2018). https://doi.org/10.1016/j.jmapro. 2018.08.001
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process Heiko Blunk(B) and Niklas Huber Fraunhofer Research Institution for Additive Manufacturing Technologies IAPT, 21029 Hamburg, Germany [email protected] Abstract. As one of the additive manufacturing processes, metal binder jetting enables a resource-efficient and more cost-effective production of highly complex metal components. However, shrinkage of approx. 20% occurs during the sintering process, which often leads to undesirable component deformation and thus to component defects due to relative movement between the component and sintering base and the associated frictional forces. One way of minimizing this distortion is to use co-shrinking sintering supports. These are support structures that are manufactured using the same process and material as the components. However, this type of support structure can only be used once, which results in significantly higher material consumption and process time. To increase resource efficiency and reduce production costs, lightweight sintering supports were developed and analyzed, which are presented in this work. Initial results show a material saving of up to 73% for the sintering supports. Keywords: Additive manufacturing · Metal binder jetting · Support structures
1 Introduction Compared to other metal additive manufacturing processes, metal binder jetting (MBJ) offers several advantages, such as high precision, no thermally induced defects, high manufacturing speed, and the possibility to use a wide range of materials [1]. However, challenges currently exist in sintering. Due to, for example, friction and gravity, together with the high temperature, undesirable deformations occur in the components [2]. Maintaining the shape accuracy throughout the sintering process is currently still a challenge, as influencing factors such as heterogeneous porosity distribution, friction, and gravity [3] are difficult to influence. Although a homogeneous particle distribution ensures more uniform shrinkage, the shrinkage is still anisotropic [4] and causes relative movement between the component and the sintering base, resulting in frictional forces that counteract shrinkage and can thus lead to deformation of the component (see Fig. 1 a). Gravity, on the other hand, has a significant influence on the dimensional stability of overhanging structural elements [5]. During the sintering process, the components exhibit significantly reduced strength, which means that in the case of overhangs, even the dead weight of these structural elements can lead to deformation (see Fig. 1 b.). Therefore, such component geometries or structural elements must be supported with support structures or secured against deformation. © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 110–120, 2023. https://doi.org/10.1007/978-3-031-27261-5_8
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
a.)
111
b.)
Fig. 1. Deformation during sintering
2 Metal Binder Jetting As one of the additive manufacturing (AM) processes, MBJ also enables production of highly complex components made of metal. The shaping process is characterized by the layer-by-layer selective application of a binder on a flat powder bed and the subsequent sintering of the components (see Fig. 2).
Depowdering Application of Powder
Curing
Application of Binder
Debinding
Sintering
Fig. 2. Metal binder jetting process chain
In particular, the process alternates between the application of a powder layer and subsequent printing with binder, followed by lowering the build platform to apply the next layer. Thus, the component is built up in layers. The layer thickness is usually between 40 and 200 µm. The binder is then cured in an oven, allowing the components to solidify and then be depowdered. At this stage, the so-called green parts typically have a density of around 60%, but are brittle and can be damaged by improper handling. For the following process steps, the green parts are therefore usually placed on ceramic supports, also called sintering supports, and subsequently debinded. Depending on the process control, this is done thermally or catalytically. In the case of thermal debinding, this can also be carried out together with the sintering process in the same furnace. During the sintering process, however, the components are very soft and can deform unintentionally [6–9]. After completion of the sintering process, the components can be conventionally reworked if necessary. The capability of the process for manufacturing filigree parts could be shown in [10], among others. There, lattice structures with a cell size of up to 1 mm were analyzed with respect to Young’s modulus and stiffness. These were lower than for structures produced by laser powder bed fusion (LPBF), but this
112
H. Blunk et al.
was attributed to the low density of approx. 51%. In addition, it has already been used, for example, in the dental sector for the fabrication of frameworks for removable partial dentures [11]. However, the main part of publications is currently still focused on the improvement of component properties and influence analysis of process parameters [12– 14]. Nevertheless, there are already various industrial applications that are advertised by the manufacturers, as long as there is no confidentiality.
3 Support Structures Support structures are used in AM processes to prevent deformations during the process chain and thus to avoid scrap. Different types of support structures are suitable for each AM process, and the applications also differ as the causes of deformations are different. In this context, the support structures are to be seen as necessary sacrificial components, since they are required for successful component production, but reduce the efficiency and economy of the process. Therefore, support structures are usually optimized for economy with full functionality [15]. Support structures are mainly known from the established LPBF, as they are essential for this process [16]. While in this process support structures are required to, among other things, absorb residual stresses and dissipate process heat, the main task of the supports for the sintering processes is to absorb the self-weight of the components and the frictional forces during shrinkage. Therefore, also differ in their general structure. While in LPBF, mainly solid and non-solid supports, such as cone-and-block supports, are in application, in the MBJ process chain, mainly solid volume supports are used. The volume supports are characterized by high stiffness and material consumption, whereby its mass often exceeds the mass of the components.
4 Experimental Design To evaluate support structures for sintering, the problems described above are examined within two independent deployment scenarios (horizontal and vertical support) and evaluated for their suitability using various developed test criteria. All experiments were carried out with a sample size of four. The material 17–4 PH was used for both the components and the support structures. The selection of the criteria was based on the requirements of the individual process steps for the support structures. Supporting Effect The main focus of this work is on the supporting effect of the structures. If this effect is insufficient, deformations occur in the component, making it no longer usable for the intended purpose. As shown in Fig. 1, there are two application scenarios, horizontal and vertical support. The vertical support effect can be derived from the difference in shrinkage between a solid volume and the respective lightweight structure. The smaller the difference, the better the support effect. The horizontal support effect, on the other hand, is determined via the shrinkage of the component sintered on the respective lightweight structures and compared with the shrinkage of a component sintered on a volume support.
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
113
Theoretical Material Consumption The theoretical material consumption results from the direct consumption of powder material to create the support structure and will be derived from the volume within the CAD program and the green part density. Degree of Depowdering The degree of depowdering describes how well loose powder can be removed from the spaces of the support structures. This value is derived from the difference between the theoretical and the real mass of the respective structure. Expenditure of Time The expenditure of time indicates how much time was required to remove loose powder from the individual support structures. For this purpose, a stopwatch was used to determine the time required during the removal of powder from each structure. Detachability Detachability describes the degree of difficulty of detaching the component from the respective support after sintering. The determination was made on a subjective basis and is rated according to the scheme shown in Table 1. Table 1. Evaluation scheme for detachability Rating
Detachability
1
Component does not adhere to support structure
2
Component adheres slightly to support structure
3
Component adheres strongly to support structure
4
Component cannot be detached from support structure
Geometry Lightweight structures of three different types were used as test geometries. These include grids, triply periodic minimal surfaces (TPMS), and perforated structures. Lattices are classical structures, such as walls in 0° and 90° orientation or cube lattices. TPMS structures can be described with mathematical functions in all three spatial directions without intersecting themselves. These structures are also considered to be generally suitable as support structures in AM processes [17]. This type of structures includes, among others, gyroid and split-p structures. Perforated structures, as the name implies, include perforated bodies or the negative thereof. All structures have in common that they can be arbitrarily created from a unit cell in all spatial directions. In particular, the structures shown in Fig. 3 have been analyzed. A two-part test setup was used to analyze the structures for the two deployment scenarios. First, the vertical and then, the horizontal support effect were analyzed. For the analysis of the vertical support effect, a volume of 10 × 10 × 20 mm3 was used in
114
H. Blunk et al.
a.) Diamond 0.7-6
b.) Laƫce 1-2.5
c.) Gyroid 0.7-4
d.) Gyroid 0.7-6
f.) Lidinoid 0.7-6
g.) Perforated body 1D 1.3-3
h.) Perforated body 3D 1.3-3
i.) Split-p 1-6
k.) Pillars 3D 0.4-1 l.) Pillars 3D 0.4-1 (front)
e.) Gyroid 1-6
j.) Pillars 1D 1.3-3
m.) Walls 0.7-5
Fig. 3. Types of support structures investigated in this work
each case (see Fig. 3) and then transferred into the corresponding structure. The numbers in the designation indicate the respective wall thickness, hole, and strut diameter in the first place and the respective cell size in the second place. To simulate the loading by a component, a cuboid with an edge length of 10 mm was placed on each support structure before sintering. To analyze the horizontal support effect, the support structures were created in the same way as before, but with different dimensions. For both the components and the support structures, the base area was increased and the height was reduced. The components and support structures had a footprint of 40 × 40 mm2 (X and Y orientation), with the support structures having a height of 5 mm and the components having a height of 2.5 mm. To prevent the support structure and component from sintering together, a release layer of yttrium oxide powder was applied.
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
115
5 Results
RelaƟve mass in %
The following includes a description of the results of the two series of tests, which build on each other. First, the theoretical material consumption, the degree of depowdering, the time required, and the detachability are evaluated across the tests. Then, the results for the analysis of the vertical support effect are presented, followed by those for the horizontal support effect. As can be seen in Fig. 4, all structures initially exhibit a high potential for resource efficiency. 100 90 80 70 60 50 40 30 20 10 0
TheoreƟcal relaƟve mass
Actual relaƟve mass
Fig. 4. Theoretical and actual relative masses of the support structures analyzed
Compared to the volume support, material savings of up to 73% could be achieved with the gyroid 0.7–6 structure (smallest bar). With approx. 70% of volume of solid material, the structure perforated body 1D shows the lowest material savings (highest bar). Most structures allow a theoretical material saving of approx. 70%. However, a complete depowdering was not achieved for all structures. This can be seen in the comparison between the theoretical and the actual relative mass. While most of the structures could be depowdered completely, the lidinoid, split-p, and pillars 3D structures still contain some unremoved powder. Especially the pillars 3D structure shows a low degree of depowdering, as can be seen in the cross-sectional view in Fig. 5. The structure was separated and analyzed after the sintering process. It can be seen that the powder could only be removed to a depth of maximum one cell size. From the original potential saving of approx. 44%, only approx. 20% remained.
116
H. Blunk et al.
Fig. 5. Cross-sectional view of the pillars 3D support structure
Time in sec
The evaluation of the time required for depowdering also shows significant differences between the individual structures (see Fig. 6). While the solid material requires an average time for depowdering of approx. 11 s, the time required for the perforated body 3D structure is approx. Five times as long. In addition, it can be seen that for the lattice structures, both a higher time for depowdering is required and a higher scatter in the times is present. As expected, the time required decreases for coarser structures. 90 80 70 60 50 40 30 20 10 0
Fig. 6. Time required for depowdering the support structures analyzed
The subjective evaluation of the detachability showed that it improves with increasing contact area between support and component (see Fig. 7). Although a high standard deviation can be seen in some cases, it is clear that the components were difficult or impossible to detach at a contact area of between 20 and 40 mm2 . From a contact area of approx. 70 mm2 , all components could be easily detached from the respective support structure.
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
117
Detachability
4
3
2
1 0
20
40
60
Contact area in
80
100
120
mm2
Fig. 7. Detachability of components from support structures as a function of contact area
5.1 Vertical Supporting Effect At the beginning of the evaluation, it was found that the pillars 1D structure was unsuitable for appropriately supporting components, as it deformed significantly and thus did not meet the criterion of vertical support (see Fig. 8). Due to the individual unconnected pillars, this type of structure has a comparatively low buckling stability, which combined with the low strength of the material at sintering temperature led to deformation. The fact that not all of these designs of this structure have the same degree of deformation indicates that it is sensitive to process-induced variations.
Fig. 8. Deformation of the Pillars 1D support structure
Compared to the solid material, both the perforated body 1D structure and the walls 0.7–5 structures exhibit a comparable support effect (see Fig. 9). The other structures show a higher average shrinkage of up to 1.8%. Particularly noteworthy here is the strong scatter in the vertical support effect of the gyroid 0.7–6 structure, which indicates that this structure is also sensitive to process variations. From the entirety of the measured values obtained, the following can be noted. Due to insufficient support, the pillars 1D structure as well as perforated body 3D and gyroid with a cell size of 6 mm are unsuitable as lightweight support structures. Likewise, the lidinoid and pillars 3D structures are also unsuitable, because the loose powder is very
VerƟcal shrinkage in %
118
H. Blunk et al.
22 21 20 19 18 17 16 15
Fig. 9. Vertical shrinkage of the support structures analyzed
difficult to remove and thus unnecessarily increases powder consumption. Plus, there is a risk of contamination of the working environment by powder particles trickling out during handling. In general, it can be stated that coarser structures facilitate powder removability, and an increasing contact area between the support and the component eases detachability after sintering. 5.2 Horizontal Supporting Effect Since support structures should be applicable for both supporting cases, the abovementioned structures were not analyzed further due to their disadvantages in vertical supporting effect and powder removability. This includes pillars 1D and 3D as well as perforated body 3D and gyroid structures with a cell size of 6 mm. As expected, the results show a significant difference in the respective and average shrinkage for the lengths measured in the longitudinal and transversal, respectively the X and Y direction (see Fig. 10). In the X direction, the average shrinkage is approx. 16.5% and in the Y direction approx. 17.0% and is due to the direction-dependent green part properties resulting from the printing process. In detail, it can be seen that in X direction, all components sintered on the lightweight structures show a lower shrinkage, while the shrinkage in Y direction fluctuates around the value of the component sintered on solid material. However, the maximum differences in the respective directions (approx. –0.24%) can be considered minor. From this it can be deduced that the lightweight structures are generally suitable for use as support structures.
Resource-Efficient Sintering Supports for the Metal Binder Jetting Process
119
Fig. 10. Horizontal shrinkage of promising support structures
6 Conclusion and Outlook The experiments clearly demonstrate the potential of lightweight structures for use as resource-efficient support structures for the MBJ process. In summary, the following can be stated: • Lattice structures and perforated bodies exhibit better vertical support than TPMS structures. • Of the structures studied, both the lattice and wall structures exhibit good suitability for use as resource-efficient support structures. • With regard to the horizontal support effect, all lightweight structures still have minor deficits, which should be remedied by integrating a closed base surface. However, the structures investigated still offer further potential for optimization. For example, a load-dependent analysis of the support effect would be necessary to further narrow down the respective applications of the structures. Based on this, a fractal design of the structures could be developed in order to both improve the depowderability and reduce the time required for depowdering. Furthermore, a line integration is then to be carried out in order to be able to design the support structures automatically.
References 1. Oropeza, D., Hart, A.J.: A laboratory-scale binder jet additive manufacturing testbed for process exploration and material development. Int. J. Adv. Manufact. Technol. 114(11–12), 3459–3473 (2021). https://doi.org/10.1007/s00170-021-07123-1 2. Mostafaei, A., et al.: Binder jet 3D printing—Process parameters, materials, properties, modeling, and challenges. Prog. Mater Sci. 119, 100707 (2021)
120
H. Blunk et al.
3. Sadeghi, S., Shad, A., Abburi, K., Günther, N., Ploshikhin, V.: Numerical simulation of shrinkage and deformation during sintering in metal binder jetting with experimental validation. Mater. Des. 216, 110490 (2022) 4. Mostafaei, A., De Vecchis, P.R., Nettleship, I., Chmielus, M.: Effect of powder size distribution on densification and microstructural evolution of binder-jet 3D-printed alloy 625. Mater. Des. 162, 375–383 (2019) 5. Borujeni, S.S., Shad, A., Venkata, K.A., Günther, N., Ploshikhin, V.: Numerical simulation of shrinkage and deformation during sintering in metal binder jetting with experimental validation. Mater. Des. 216, 110490 (2022) 6. Digital Metal. (2022). DM P2500–3D metal printing at its best, https://digitalmetal.tech/pri nter-line/design-and-function, Retrieved on 04 Aug 2022 7. Oh, J.W., Nahm, S., Kim, B., Choi, H.: Anisotropy in green body bending strength due to additive direction in the binder-jetting additive manufacturing process. Korean J. Metals Mater. 57(4), 227–235 (2019) 8. Begum, N.N., Islam, M.K., Choudhury, I.A., Mamat, A.B.: Effect of injection parameters on green part mechanical properties for metal injection molding. Optimization, 9(53.3), 150 (2017) 9. Desktop Metal. (2022). X-Series, https://www.desktopmetal.com/products/xseries, Retrieved on 04 Aug 2022 10. Tang, Y., Zhou, Y., Hoff, T., Garon, M., Zhao, Y.F.: Elastic modulus of 316 stainless steel lattice structure fabricated via binder jetting process. Mater. Sci. Technol. 32(7), 648–656 (2016) 11. Mostafaei, A., Stevens, E.L., Ference, J.J., Schmidt, D.E., Chmielus, M.: Binder jetting of a complex-shaped metal partial denture framework. Addit. Manuf. 21, 63–68 (2018) 12. Lores, A., Azurmendi, N., Agote, I., Zuza, E.: A review on recent developments in binder jetting metal additive manufacturing: materials and process characteristics. Powder Metall. 62(5), 267–296 (2019) 13. Mirzababaei, S., Pasebani, S.: A review on binder jet additive manufacturing of 316L stainless steel. J. Manufact. Mater. Process. 3(3), 82 (2019) 14. Li, M., Du, W., Elwany, A., Pei, Z., Ma, C.: Metal binder jetting additive manufacturing: a literature review. J. Manufact. Sci. Eng. 142(9) 1–45 (2020) 15. Strano, G., Hao, L., Everson, R.M., Evans, K.E.: A new approach to the design and optimization of support structures in additive manufacturing. Int. J. Adv. Manufact. Technol. 66(9–12), 1247–1254 (2013) 16. Lindecke, P.N.J., Blunk, H., Wenzl, J.P., Möller, M., Emmelmann, C.: Optimization of support structures for the laser additive manufacturing of TiAl6V4 parts. Procedia CIRP 74, 53–58 (2018) 17. Jiang, J., Xu, X., Stringer, J.: Support structures for additive manufacturing: a review. J. Manufact. Mater. Process. 2(4), 64 (2018)
Product Redesign for Hybrid Additive Manufacturing Driven by Product Architecture Transformation - A Methodological Proposal Veronica Molina, Otto Maier(B) , and Dietmar Göhlich Fachgebiet Methoden der Produktentwicklung und Mechatronik, TU Berlin, Straße des 17. Juni, 10623 Berlin, Germany [email protected]
Abstract. The implementation of additive manufacturing enables the re-thinking of a product architecture towards an optimized design and functional integration. This study builds upon existing function-oriented part identification methods. These approaches have been further developed towards identifying and evaluating potential product redesigns for powder bed (Laser Powder Bed Fusion), powder spray (Cold Spray), and hybrid additive manufacturing. Our method is capable of analyzing complex industrial product structures. The feasibility of the method is demonstrated for a gas turbine combustion unit.
1 Introduction Although additive manufacturing (AM) has been increasingly finding its way into serial manufacturing processes [28, 31, 41] as well as spare part manufacturing and repair [24, 29], one of the main challenges for the industrialization of AM remains the identification of economically and manufacturability feasible business cases for industry [19, 27]. A comprehensive review of part identification methods was presented by Bracken et al. [10], where ten part identification methods and fifteen recurring baseline topics are identified. In general terms, topics in identification methods handle component characteristics, such as part dimensions, part material, part complexity, part geometry (for printability), post-processing requirements, cost per part, and design optimization, but also more generalized topics such as suppression of assemblies and customization. Worksheets and frameworks have been developed to identify potentially suitable geometries or geometric features in existing parts, especially for powder bed technologies [7–9]. This covers the potential to additively manufacture given geometries with a specific material but other approaches i.e. the suppression of assemblies and the reduction of part count offer advantages in product re-development and enable cost savings through material reduction and AM-driven integrative design [20, 45]. Thus, the investigation of methods for part identification of AM-suitable components holds great potential for the application of AM, but successful inclusion of AM in given products. A comprehensive approach is needed. This approach should include redesigning the product structure were necessary and considering different AM technologies. Furthermore, it should be user-friendly and have a potential for machine-based execution. © The Author(s), under exclusive license to Springer Nature Switzerland AG 2023 R. Lachmayer et al. (Eds.): IPDAM 2022, Innovative Product Development by Additive Manufacturing 2022, pp. 121–141, 2023. https://doi.org/10.1007/978-3-031-27261-5_9
122
V. Molina et al.
2 State of Research In new product development, part design and redesign of existing parts account for a large portion of AM drivers [33, 37, 38]. Matching functional carrier solutions with the geometric features typically associated with AM suitability (AM design elements) enables the systematic investigation of AM applicability and added value provided by AM [26, 34]. Other approaches focus on specific added value such as minimizing material use through design. Sossou et al. [39] offer a methodology to structure an additively manufacturable product architecture as well as a strategy to minimize material in design. The approach is intended for new product development rather than restructuring a given product. Methods for product architecture generation offers not only advantages in new product development but much more as a tool to identify AM-suitability in products or assemblies through both the product’s physical structure and the functionality of the product or assembly itself. This is especially true in regards to existing products, which have undergone previous optimization processes either towards modularization or integrative design. To manage large product portfolios, the potentials of modularization and variant-optimized modules have been already previously identified [42]. This often collides with strides to reduce material use or produce lightweight assemblies, through redesign for AM [16, 32]. AM has the potential for functional integration of several partial functions and optimizing modularity through function-driven variant management [40]. The development of product architectures (PA) by extending the solution space with AM-enriched partial solutions within the morphological analysis is proposed by Steffan et al. [40]. Although this aspect brings added value in the development of modules and new products, product architecture re-development for existing assemblies is not considered. As per Altshuller’s “Law of Ideality” [2], a successful design is characterized by the balance between useful functionality and the sum of undesirable effects and/or costs. To that end, as stated before, the two main potentials for AM technologies are the reduction of material consumption and the reduction of assembly costs [18, 27, 41]. Part count reduction (PCR) tackles both these aspects of AM added value. PCR includes different AM-potentials allocated to different AM technologies such as embedding foreign components, multi-material AM, part consolidation, articulated mechanism printing, etc. [45]. The obvious approach for part reduction is to consolidate individual parts, i.e. to remove interconnections and consolidate as many components as possible to exploit the “complexity for free” capability of AM. In this context some approaches have been proposed to optimize part consolidation in different levels of consolidation for specific goals. Kim et al. [21] propose a design method for part consolidation for product recovery in the end-of-life (EOL) phase by extending existing module identification processes. Since a module consists of multiple parts, these parts can be consolidated into a single object in the identified module by AM. In the proposed method, Product Disassembly Complexity (PDC) is used to measure the difficulty of disassembling parts from a product. Reichwein et al. [35] proposes part consolidation by eliminating non-essential connections, that is, eliminating part connection interfaces where “unnecessary connections” are given and then separating the components to fit manufacturability in given
Product Redesign for Hybrid Additive Manufacturing Driven
123
build volumes or material requirements. Some aspects considered for the classification of parts and their connections are manufacturing restrictions, different materials (necessity), relative movement (necessity), modularization, maintenance (interchangeability), accessibility, and recyclability. The data collection for this model can present a challenge for automatization of the method and decision-making for consolidation optimum relies on the user’s experience. Also, the functionality of the consolidated part is not a driver but a result of the consolidation process. Molina et al. [30] propose a method to identify consolidation and separation candidates from the components out of a product architecture based on functional commonalities as well as indicators for candidacy for the LPBF technology. The resulting functional consolidation is rather global and the application of the method is limited to the one AM technology. The proposed method in the current paper bases and builds upon this publication. Samyeon et al. [36] propose a method to link aspects of product architectures for part consolidation through functional flows. Functions are defined through functional elements (description of function), functional flows (energy, material, signal), and physical chunk (design solution). Then functional flows are classified according to their importance, and all functional elements linked through said flows are considered candidates for part consolidation. In a final step, these candidates (both functions and parts) are grouped into modules. The resulting structure of the product or modules is entirely dependent on the definition of which flows are most important and thus gives various possibilities for part consolidation. It is not clearly stated in the paper how this decisionmaking takes place (criteria for classification). Manufacturability restrictions are not mentioned specifically in the study. For further analysis of different approaches for part count reduction, Yang et al. [45] performed an extensive analysis on part count reduction (PCR) using AM and proposed a method that aims to find optimal combinations for the part count, architecture, and material by criteria of minimum cost-to-performance ratio. It presents two steps: screening or part count minimizing step and refinement i.e. performance maximizing through a redesign. Overall, the challenge with part count reduction methods is to consider both the functional and physical aspects of the existing assembly configuration to make decisions for integrating parts into AM-suitable units. Firstly, data collection proposes a challenge in itself. Complex and in-depth models of component, function, and connection require extensive detailed knowledge, which is usually not available in a standardized form, but as intrinsic knowledge of product and process experts. A functional structure and a physical structure, which build the product architecture in its simplest form, are usually given and thus a more realistic starting point towards standardized and even automatized solutions. Secondly, the grade of consolidation even achievable by AM is strongly dependent on what technologies are available for the particular case [45]. Starting with the definition of a framework in which component consolidation or function integration can be considered at all, i.e. which technologies are available and which restrictions have to comply with saves effort and create the basis for automatable PCR methods that do not depend on the discretion of AM experts. Thirdly, the challenge of the optimal grade of consolidation for each technology to exploit the potentials of different manufacturing technologies (AM vs. conventional manufacturing, but also AM vs. AM) has not
124
V. Molina et al.
yet been widely approached in literature [15]. With this in mind, this paper describes a methodology that considers (and allows prioritization of) the potentials and constraints of different AM technologies for functional and physical integration candidates and allows combinations of different technologies in consolidated entities.
3 Methodological Proposal In the following, a methodical process towards restructuring a product, or better said, restructuring its product architecture is presented. The main goal of the proposed method is to expand on the potential of AM of part count reduction by including component functions in the reasons for part consolidation or separation. This idea has been previously approached by the present authors [30, 44]. The PA-transformation methods are based on two different approaches: [30] proposed a set of restriction criteria to filter out non-candidates early in the process and a set of indicators for LPBF-specific potentials towards identification of added value potential in the assembly, while [44] proposed a check list towards functional integration by part consolidation and/or part separation and included a set of evaluation questions to evaluate the solution regarding manufacturability, profitability and assembly compatibility. Two major opportunities for improvement were identified: First, the previously proposed filter criteria could possibly exclude both potentially integrable components as well as AM-suitable sections of components that could benefit from AM from the parts consolidation process. Second, while the proposed checklist in [44] provides a baseline action framework for part consolidation based on shared functions, it does not provide precise step-by-step instructions for part consolidation and functional integration. Furthermore, the existing work does not provide information on conflicting solution variants. The present method expands on these two subject matters with two elements: the so-called pre-filter stage is adjusted in terms of unsuitability criteria for each technology and to include different AM technologies as well as hybrid manufacturing, e.g. the manufacturing of one component by means of two or more manufacturing technologies. Moreover, the existing checklist is adapted into a logic algorithm towards systematic evaluation of the function list for part consolidation and functional integration. This logic algorithm aims towards an automatable solution, but automatization is outside of the scope of the present paper. The result of applying this logic algorithm is a set (n ≤ 1) of product architecture variants with one or more transformed (separated or consolidated) component and respectively changed function list at component level. The evaluation of manufacturability and profitability of the new PA are excluded from the scope of this paper. The selection of assemblies out of the product portfolio that are to be used for this part identification method is not part of the scope of this paper, but different approaches, especially regarding the potential of AM in general are recommended for this stage [19, 22–26]. Thus, the starting point of the method is an assembly previously selected for reconfiguration, which shall include additively manufactured parts. A product architecture for said assembly either already exists or will be created to execute the method. The workflow proposed is visualized in the form of a flowchart in Fig. 1. The general process consists of three segments: Classification and decomposition of components to
Product Redesign for Hybrid Additive Manufacturing Driven
125
best meet our suitability criteria of available technologies (1. Component pre-selection), search for AM added value indicators and synthesis of solution variants for component consolidation (2. Assembly restructuring), and finally evaluation of solution variants and elaboration of a solution (3. PA restructuring). The input data are two data sets and their interconnections extracted from the product architecture: components and functions at the component level as well as a data set of all given physical component interfaces. The component’s physical interfaces (denoted “connectors between components” in Fig. 1) shall be extracted from CAD assembly models. Component data available from PLM systems, such as material data and assembly costs, variants, and lead times, shall be extracted and the available AM technologies and their priority order shall be defined in advance. Functions will be classified into primary functions, e.g. functions directly derived from the assembly requirements, and adjacent functions, e.g. functions necessary as a consequence of the given physical structure of the assembly and specifically, driven by conventional manufacturing restrictions. Some examples of adjacent functions are: positioning, fixating or aligning component A in component B (obsolete in consolidated parts), shield component X from thermal exposition (obsolete with better cooling structures or high thermal resistance materials), among others. The output of the method will be a product architecture of the reconfigured assembly. 3.1 Component Pre-selection This step involves the selection or filtering of components between components that are candidates for additive manufacturing (after assembly restructuring and/or redesign) and components that should be preserved in their current form due to their specific characteristics. A dataset of the components in the assembly, including their physical characteristics, costs, lead times, etc., is available at the start of the component pre-selection process, along with a list of constraints for each of the AM technologies available at that time. Then, the first step is to cross-reference the restrictions of the prioritized AM technology with component attributes, flagging unsuitable components to be passed to be cross-referenced with a different AM technology next. This means that part attributes such as current material, dimensions, and material requirements (e.g., hardness or HCF limits) are identified and compared to the restrictions, such as allowable build volume and material availability for manufacturing. In case a section of the part is found to be unsuitable for one or all available AM technologies but other sections may be suitable for AM, part separation must be considered. Components with complete unsuitability for available technologies are excluded from further analysis and remain in the product architecture as originally listed components. The output from this first step is a classified list of components in the product architecture into unsuitable AM components (conserved components), components with one, and components with more than one AM-technology suitability. 3.2 Assembly Restructuring This step involves identifying the potential benefits of AM in each component and transferring them to a new assembly structure. As a first step here, AM-added value markers
126
V. Molina et al.
Fig. 1. Method for product redesign for hybrid additive manufacturing driven by product architecture transformation
Product Redesign for Hybrid Additive Manufacturing Driven
127
are identified in the component, function and connector data sets. These markers are extractable information from the given product architecture that point to a specific added value through AM, such as improved inner cooling structures or embedding components of different materials to improve energy transfer. For different AM technologies, these markers can be different due to them being linked to different potentials of the technologies. In this study, one powder bed based and one powder jet-based process have been considered: Laser Powder Bed Fusion and Cold Spray Additive Manufacturing. Some examples extracted from applications published in the literature and various commercial reports are presented in Fig. 2.
Fig. 2. Indicators are based on specific potentials for LPBF and CSAM AM technologies. Extracted from applications from literature and commercial sources [1, 3–6, 11–14, 17, 43]
The PA semantics for these indicators are not specified in the present paper, but automatization undertaking, an ontology, or semantic rules should be established for accurate indicator recognition. In this paper, the process is performed manually and thus
128
V. Molina et al.
the interpretation of semantics is left at user discretion. An exemplary interpretation is presented in the case study presented in Sect. 5. Once physical, integration, and function markers for the considered AMtechnologies are identified, options for functional improvement, i.e. the elimination of harmful, undesirable, or unnecessary functions and the potential of performance enhancement [2] are evaluated through an iterative process of functional integration and part consolidation. Unnecessary functions have been defined in the context of part consolidation as functions only existent due to the separated state of two components or functions necessary because of manufacturability constraints of conventional manufacturing. For example, the plugging function of a plug in a subtractively manufactured part with cooling channels. Undesired functions are those existent due to performance or functionality shortcomings of conventionally manufactured parts, such as a heat shield necessary for insufficiently cooled parts or insufficient temperature resistance in the current material. The connection between consolidation markers and part consolidation is formulated as follows (Fig. 3):
Connectors between components: 1. Choose all part connections and follow path(s) to functions 2. Check if connected parts belong to the same module 1. If TRUE: go to 3 2. If FALSE: check (USER INPUT!) if modules can be combined 3. Check if one connected part’s function(s) serves the other(s) 1. If TRUE: part consolidation 2. If FALSE: conserve parts and structure 4. Check (USER INPUT!) if connected functions can be best fulfilled by part separation Fig. 3. Workflow for physical interfaces dataset-driven part consolidation
The logic algorithm for part consolidation and functional integration is proposed as follows: Now, after component pre-selection, some components will be marked with more than one suitable AM technology for manufacturing and more than one marker for restructuring. Different prioritizing of technologies as well as of markers’ importance, (for example higher temperature resistance would constrain the consolidation of parts exceeding the possible build volume) will yield different possibilities for solution sets. These will all be documented if necessary, or if prioritization is clear from the beginning, the next step can be skipped and the resulting assembly structure will produce the transformed product architecture.
Product Redesign for Hybrid Additive Manufacturing Driven
129
Create Region of Interest „ROI“ in PA 1) Empty Region of Interest (ROI). 2) Choose Function x (if x