Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering: CMAME 2022, 16–18 December, Hanoi, Vietnam (Lecture Notes in Mechanical Engineering) 9819936713, 9789819936717
This book consists of selected papers presented at the 8th International Conference on Mechanical, Automotive and Materi
159 117 7MB
English Pages 190 [178] Year 2023
Conference Committees
Preface
Contents
Dynamic Machinery and System Model
Effect of Suspension System Stiffness on Dynamic Load Three Axle Vehicle
1 Introduction
2 Model Building
3 Survey and Assessment of Dynamic Loads Acting on Vehicles
3.1 Survey to Determine Dynamic Load Factor
3.2 Investigate the Maximum Dynamic Load Factor
3.3 Investigate the Influence of Suspension Stiffness on the Maximum Dynamic Load Factor
4 Conclusion
References
Trajectory Inference Optimization Based on Improved DR Algorithm
1 Introduction
2 DR Algorithm
2.1 Principle of Dead Reckoning
2.2 Commonly Used DR Algorithm
3 Problems with Current DR Algorithms in Simulation
4 Trajectory Inference Oriented Improved DR Algorithm
5 Experimental Verification
References
Research on AGV Chassis Structural Renovation Based on Uphill and Downhill Scenarios
1 Introduction
2 Drive System Chassis Design
2.1 Selection of Drive System Chassis Wheel Train
2.2 Specification Design of Drive System Chassis
3 Lifting System Structural Design
3.1 Improved Design of Fork
3.2 Construction of Slope Physical Model and Design Verification
3.3 The Improved Design of the Fork Balance Baffle
3.4 Calculation of Spring Matrix Parameters
4 Strength Check of Key Parts of AGV Forklift
5 Conclusion
References
Finding Recommendations for Selecting Numerical Model Settings for Efficient Simulation of the Working Process of an Axial Turbine Blade with Convective Cooling
1 Introduction
2 Numerical Model of a Turbine Row with Convective Cooling
3 Convective Heat Transfer Simulation Results
4 Summary of Numerical Simulation Studies of Convective Heat Transfer
5 Conclusions
References
General Mechanical Structure Design and Performance Test
A Novel Design of Automatic Longan Seed Removing Machine
1 Introduction
2 Requirements for Products Handling
3 Overall Structure Design of Longan Flesh Extracting Machine
3.1 Overview of Structure
3.2 Fixture Module
3.3 Seed Removing Module
4 Results and Discussions
5 Conclusions
References
A Semi-analytical Approach for Dynamic Characteristics of Beams with the Effect of Static Load
1 Introduction
2 Basic Theory
2.1 Semi-analytical Approach for Nonlinear Static Deflection
2.2 Semi-analytical Approach for Modal Analysis
3 Numerical Results and Discussions
3.1 Verification of the Proposed Method
3.2 Results and Discussion
4 Conclusion
References
Milling Tool Wear Prediction Based on 1DCNN-LSTM
1 Introduction
2 Theoretical Basis of 1DCNN-LSTM Model
3 Milling Tool Wear Prediction Based on 1DCNN-LSTM
4 Analysis of Different Tool Wear Models
4.1 Comparison of Model Stability
4.2 Comparison of Model Prediction Effects
References
The Influence of Road Quality on Oscillating of Multi-purpose Forest Fire Fighting Vehicle
1 Introduction
2 Building a Oscillating Model
3 Verification Survey of Multi-purpose Forest Fire Fighting Vehicle
3.1 Effect of Vehicle Speed
3.2 Effect of Road Quality on Vehicle Oscillation
4 Conclusion
References
Mechanical Properties and Mechanical Analysis of Materials
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic Bottles Generated by COVID-19
1 Introduction
2 Materials and Methods
2.1 Materials
2.2 Methodology
3 Results
3.1 PLA Parameters to Evaluate Extrusion with PLA Material
3.2 Results Analysis Process
3.3 Printing Configuration
4 Discussion of Results
5 Conclusion
References
AFM Analysis of 3D Printing PEI for Automotive Applications
1 Introduction
2 Materials and Experimental Approach
2.1 Materials
2.2 AFM Analysis
3 Results and Discussions
3.1 Surface Analysis
3.2 Roughness Measurements
3.3 Modulus Measurements
4 Conclusions
References
Life Cycle Assessment of Wire Arc Additive Manufacturing Process
1 Introduction
2 Literature Review
3 Case Study
3.1 Goal and Scope Definition
3.2 Inventory Analysis
3.3 Impact Assessment
3.4 Interpretation
4 Conclusion
References
Development of Cost-Effective Sustainable Hybrid Composites Based on Recycled PP and Chopped Carbon Fibers
1 Introduction
2 Materials and Methods
3 Results and Discussions
4 Conclusions
References
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
1 Introduction
2 Experiment Program
2.1 Experimental Device
2.2 Experimental Methods
3 Experimental Results
4 Results Discussion
5 Conclusions and Recommendations
References
Influence of Geometric Imperfections on Global Buckling Strengths of Cold-Rolled Aluminium Alloy Channel Columns
1 Introduction
2 Simulation Model for the Investigation
3 Impacts of Flexural Imperfections on the Global Buckling Strengths of Cold-Rolled Aluminium Alloy Channel Columns
4 Conclusions
References
Recommend Papers










- Author / Uploaded
- John P.T. Mo (editor)
File loading please wait...
Citation preview
Lecture Notes in Mechanical Engineering
John P. T. Mo Editor
Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering CMAME 2022, 16–18 December, Hanoi, Vietnam
Lecture Notes in Mechanical Engineering Series Editors Fakher Chaari, National School of Engineers, University of Sfax, Sfax, Tunisia Francesco Gherardini , Dipartimento di Ingegneria “Enzo Ferrari”, Università di Modena e Reggio Emilia, Modena, Italy Vitalii Ivanov, Department of Manufacturing Engineering, Machines and Tools, Sumy State University, Sumy, Ukraine Mohamed Haddar, National School of Engineers of Sfax (ENIS), Sfax, Tunisia Editorial Board Francisco Cavas-Martínez , Departamento de Estructuras, Construcción y Expresión Gráfica Universidad Politécnica de Cartagena, Cartagena, Murcia, Spain Francesca di Mare, Institute of Energy Technology, Ruhr-Universität Bochum, Bochum, Nordrhein-Westfalen, Germany Young W. Kwon, Department of Manufacturing Engineering and Aerospace Engineering, Graduate School of Engineering and Applied Science, Monterey, CA, USA Justyna Trojanowska, Poznan University of Technology, Poznan, Poland Jinyang Xu, School of Mechanical Engineering, Shanghai Jiao Tong University, Shanghai, China
Lecture Notes in Mechanical Engineering (LNME) publishes the latest developments in Mechanical Engineering—quickly, informally and with high quality. Original research reported in proceedings and post-proceedings represents the core of LNME. Volumes published in LNME embrace all aspects, subfields and new challenges of mechanical engineering. To submit a proposal or request further information, please contact the Springer Editor of your location: Europe, USA, Africa: Leontina Di Cecco at [email protected] China: Ella Zhang at [email protected] India: Priya Vyas at [email protected] Rest of Asia, Australia, New Zealand: Swati Meherishi at swati.meherishi@ springer.com Topics in the series include: ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ● ●
Engineering Design Machinery and Machine Elements Mechanical Structures and Stress Analysis Automotive Engineering Engine Technology Aerospace Technology and Astronautics Nanotechnology and Microengineering Control, Robotics, Mechatronics MEMS Theoretical and Applied Mechanics Dynamical Systems, Control Fluid Mechanics Engineering Thermodynamics, Heat and Mass Transfer Manufacturing Precision Engineering, Instrumentation, Measurement Materials Engineering Tribology and Surface Technology
Indexed by SCOPUS and EI Compendex. All books published in the series are submitted for consideration in Web of Science. To submit a proposal for a monograph, please check our Springer Tracts in Mechanical Engineering at https://link.springer.com/bookseries/11693
John P.T. Mo Editor
Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering CMAME 2022, 16–18 December, Hanoi, Vietnam
Editor John P.T. Mo Royal Melbourne Institute of Technology University Melbourne, VIC, Australia
ISSN 2195-4356 ISSN 2195-4364 (electronic) Lecture Notes in Mechanical Engineering ISBN 978-981-99-3671-7 ISBN 978-981-99-3672-4 (eBook) https://doi.org/10.1007/978-981-99-3672-4 © The Editor(s) (if applicable) and The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 This work is subject to copyright. All rights are solely and exclusively licensed by the Publisher, whether the whole or part of the material is concerned, specifically the rights of translation, reprinting, reuse of illustrations, recitation, broadcasting, reproduction on microfilms or in any other physical way, and transmission or information storage and retrieval, electronic adaptation, computer software, or by similar or dissimilar methodology now known or hereafter developed. The use of general descriptive names, registered names, trademarks, service marks, etc. in this publication does not imply, even in the absence of a specific statement, that such names are exempt from the relevant protective laws and regulations and therefore free for general use. The publisher, the authors, and the editors are safe to assume that the advice and information in this book are believed to be true and accurate at the date of publication. Neither the publisher nor the authors or the editors give a warranty, expressed or implied, with respect to the material contained herein or for any errors or omissions that may have been made. The publisher remains neutral with regard to jurisdictional claims in published maps and institutional affiliations. This Springer imprint is published by the registered company Springer Nature Singapore Pte Ltd. The registered company address is: 152 Beach Road, #21-01/04 Gateway East, Singapore 189721, Singapore
Conference Committees
Conference Committee Chairs John P. T. Mo, Royal Melbourne Institute of Technology, Australia Nguyen Quang Liem, Vietnam Academy of Science and Technology, Vietnam
Program Committee Chairs Nguyen Chi Ngon, Can Tho University, Vietnam Xingjian Jing, City University of Hong Kong, Hong Kong
Steering Committees Nguyen Truong Thinh, HCMC University of Technology and Education, Vietnam Huu Loc Nguyen, Ho Chi Minh City University of Technology, Vietnam
Publicity Committee Yu-Liang Chen, Chung Cheng Institute of Technology, National Defense University, Taiwan
v
vi
Conference Committees
International Technical Committees Trong-Phuoc Huynh, Can Tho University, Vietnam Phu Do Xuan, Vietnamese-German University, Vietnam Anh Vu Nguyen, Viettel Aerospace Institute, Vietnam Linh Tung Vo, Cao Thang Technical College, Vietnam Muhamad Arfauz A Rahman, Queen’s University of Belfast, UK Mohd Rizal Salleh, Universiti Teknikal Malaysia Melaka, Malaysia Kheng-Lim Goh, Newcastle University, UK Prodip Das, Newcastle University, UK Eram Asghar, Ghulam Ishaq Khan Institute of Engineering Sciences and Technology, Pakistan Thanakom Soontornchainacksaeng, King Mongkut’s University of Technology North Bangkok, Thailand Jiang Hua Zhou, Qinhuangdao City, Hebei Province, China Meng Shaohua, Beijing Institute of Spacecraft Environment Engineering, China Zhangming Wu, Cardiff University, UK Ngoc-Tam Bui, Shibaura Institute of Technology, Japan N. Jeyaprakash, National Taipei University of Technology, Taiwan Alexander Kuzmin, St. Petersburg State University, Russia
Preface
These proceedings contain the 8th International Conference on Mechanical, Automotive and Materials Engineering (CMAME 2022), which was held as virtual conference during December 16–18, 2022, and hosted by the Vietnam Academy of Science and Technology. The aim as well as objective of CMAME is to present the latest research and results of scientists working in the field related to Mechanical, Automotive and Materials Engineering topics. Despite travel constraints and virtual proceedings, CMAME2022 received submissions from Vietnam, China, Russia, Korea, Turkey, Perú, Canada, and Portugal illustrating that the conference has substantial support in the international engineering community. All full papers presented at CMAME 2022 have gone through thorough blind peer review by conference committee members and international experts. The paper quality, novelty and research significance are recognised. The manuscripts collected in these proceedings have been revised according to the review comments. The conference proceedings can be divided into three sections: (1) Dynamic Machinery and System Model, (2) General Mechanical Structure Design and Performance Test and (3) Mechanical Properties and Mechanical Analysis of Materials. Part one has four papers mainly on the design of aerospace components, such as blading design and turbine blades. One paper presents the design performance of three-axle vehicles. The turbine blade papers are all related to aviation applications, for example, gas turbine for civil applications. This section has a particular focus. Part two has four papers related to control and motion analysis of flying objects and vehicles of different power sources. All papers have demonstrated strong analytical background with interesting simulations. A couple of system designs have been verified partially by some prototype or experimental setting. This section represents typical state-of-the-art mechanical and materials engineering developments. Part three has six papers focusing on materials properties of a variety of materials including plastics, aluminium, composites and titanium alloy. Interestingly, two papers present materials research related to 3D printing applications. Some of them develop sophisticated experimental settings for testing materials properties in special
vii
viii
Preface
environment. This section strikes a balance between experimental and theoretical approaches in materials engineering. We would like to sincerely thank various contributors, reviewers and organising committee members for providing a great conference platform to engage discussions among the participants. We believe that the conference series will continue in the future and will again provide an effective platform for further exchange of advanced know-how and knowledge while also fostering potential international research collaborations in the topics of Mechanical, Automotive and Materials Engineering. Melbourne, Australia
Prof. John P.T. Mo Conference Committee Chair CMAME 2022
Contents
Dynamic Machinery and System Model Effect of Suspension System Stiffness on Dynamic Load Three Axle Vehicle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Luong Van Van, Cao Hung Phi, and Nguyen Thanh Tung
3
Trajectory Inference Optimization Based on Improved DR Algorithm . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Li Yao-yu, Hou Fei, Ren Wei, and Ma Man-hao
15
Research on AGV Chassis Structural Renovation Based on Uphill and Downhill Scenarios . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Nan Xia, Xinxin Liang, and Wenliang Li
25
Finding Recommendations for Selecting Numerical Model Settings for Efficient Simulation of the Working Process of an Axial Turbine Blade with Convective Cooling . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Andrei Volkov, Valery Matveev, Oleg Baturin, Ivan Kudryashov, and Sergei Melnikov
37
General Mechanical Structure Design and Performance Test A Novel Design of Automatic Longan Seed Removing Machine . . . . . . . . Ngoc-Kien Nguyen, Thanh-Tung Pham, and Van-Tinh Nguyen A Semi-analytical Approach for Dynamic Characteristics of Beams with the Effect of Static Load . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Xuan Yang, Yanbin Li, Qiang Chen, and Qingguo Fei Milling Tool Wear Prediction Based on 1DCNN-LSTM . . . . . . . . . . . . . . . Wanliang Xia, Jin Zhou, Wenju Jia, and Miaoxian Guo The Influence of Road Quality on Oscillating of Multi-purpose Forest Fire Fighting Vehicle . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . Luong Van Van, Chau Cong Hau, and To Ngoc Luat
59
67 77
93
ix
x
Contents
Mechanical Properties and Mechanical Analysis of Materials Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic Bottles Generated by COVID-19 . . . . . . . . . . . . . . . . . . . . . . . . . 107 Kevin Aliaga, Enori Zevallos, Corina Arroyo, Deysi Aliaga, Ariana Casimiro, and Nelida Tantavilca AFM Analysis of 3D Printing PEI for Automotive Applications . . . . . . . . 123 Khanh Q. Nguyen, Pascal Y. Vuillaume, Mathieu Robert, and Saïd Elkoun Life Cycle Assessment of Wire Arc Additive Manufacturing Process . . . 135 Samruddha Kokare, Florinda Matos, J. P. Oliveira, and Radu Godina Development of Cost-Effective Sustainable Hybrid Composites Based on Recycled PP and Chopped Carbon Fibers . . . . . . . . . . . . . . . . . . . 145 Alaeddin Burak Irez and Sukru Yirik Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone . . . . . . . 157 Jing Zhang, Yongyao Sun, Xinqiang Xiong, Mingjun Du, and Shiying Shi Influence of Geometric Imperfections on Global Buckling Strengths of Cold-Rolled Aluminium Alloy Channel Columns . . . . . . . . . 171 Ngoc Hieu Pham
Dynamic Machinery and System Model
Effect of Suspension System Stiffness on Dynamic Load Three Axle Vehicle Luong Van Van, Cao Hung Phi, and Nguyen Thanh Tung
Abstract 3-axle trucks play an important role in the freight transport network in Vietnam due to their high transport capacity. In the working process, Dynamic loads greatly affect the axle house, road, and vehicle dynamic safety. This paper presents the survey results on the influence of suspension system stiffness on the dynamic load of a 3-axle truck when the vehicle goes through a random bumpy road according to ISO 8608:2016 standard. The purpose of the study is to build and simulate the vehicle’s dynamics model to determine the dynamic load acting on the road. A dynamic model of a 3-axle truck is simulated using Matlab/Simulink. Dynamic loads generated by the excitation from the road surface bump to the wheels through the suspension. The model is applied to study the vibration and noise and analyze the structural durability of vehicles. Keywords Suspension system · Dynamic load · 3-axle truck · ISO 8608:2016
1 Introduction Heavy-duty trucks today play an important role in the freight network in Vietnam, as they meet the demands for durability and productivity in transporting goods with high frequency. Typical for the heavy truck segment is the 3-axle truck developed by Hyundai with the number HD270. This is a popular vehicle used for transporting materials and goods. Contributing a significant part to connecting economic regions and promoting markets, connecting goods for synchronous economic development L. Van Van (B) · C. H. Phi · N. T. Tung Vinh Long University of Technology Education, 73, Nguyen Hue Street, Vinh Long City, Vietnam e-mail: [email protected] C. H. Phi e-mail: [email protected] N. T. Tung e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_1
3
4
L. Van Van et al.
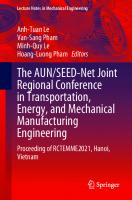
across the country. Along with those benefits, the high frequency of transportation also entails a lot of heavy consequences and the issue that needs attention is the impact of dynamic loads on the road surface and dynamic loads from the road surface move to the car. Today’s roads are classified, when designing roads, it is necessary to rely on international and Vietnamese standards. The design specifications are the static loads of the shafts and the dynamic loads. The static load is according to the standard that countries have to choose first, dynamic load is the factor affecting the road characterized by the tire-road interaction, the characteristic of that interaction is dynamic load, which depends on the road profile, vehicle structure, suspension stiffness, wheel formula [1–4]. Thus, the dynamic load depends on both the vehicle and the road. Currently, ISO 8608:2016 [5–7] defines the corresponding types of roads as a standard for vehicle–road correlation surveys (Figs. 1 and 2). Fig. 1 Road surface in Vietnam under dynamic load [2]
Fig. 2 Random road profile [6, 7]
Effect of Suspension System Stiffness on Dynamic Load Three Axle …
5
Based on ISO 8608:2016 [2, 3, 7], there are 4 standard roughness forms corresponding to hmax = [0.015 0.025 0.05 0.1] according to B; C; D and E with random road parameters, we can calculate C i from the frequencies f min = 0.05 Hz, f max = 50 Hz built and run at a speed v = 40 km/h. There are many criteria to evaluate road pressure, but in this study, the author chooses dynamic load coefficient (K d-) [2, 8] to evaluate. The dynamic load factor K d- is calculated as follows: K d− =
Fzdyn + FG FG
(1)
According to Russian standard 218.046–01, the maximum dynamic load (K d-) selected when designing is 1.3 [1, 9–11].
2 Model Building The 3-wheel truck is a deformed mechanical system, characterized by this deformation is deformation of the elastic elements through the tires, springs, joints, and chassis. In this study, the author uses a mechanical model based on the system of Newton–Euler equations to build. The dynamic model is built including a description of vehicle vibration with vertical (Z s ), pitch angle (θ sy ), roll angle (θ sx ) motion of the suspended mass; vertical and horizontal motion of the mass is not suspended at each axle (Z i , θ i ). To study stochastic oscillation and have an experimental basis on the road, the oscillation model was established in the form of a dynamic model (Fig. 3).
Fig. 3 Model of 3-axle truck oscillation in space [2, 5]
6
L. Van Van et al.
Applying Newton–Euler equations to the oscillating mass system, we can establish a system of oscillating differential equations of the system consisting of 9 equations as follows: ( ) ( ) m s Z¨ s + 2K 12 Z˙ s + θ˙sy l1 − Z˙ 1 + 2C12 Z s + θsy l1 − Z 1 ( ) ( ) + K 34 Z˙ s − θ˙sy l2 − Z˙ 2 + C34 Z s − θsy l2 − Z 2 ( ) ( ) + K 56 Z˙ s − θ˙sy l3 − Z˙ 3 + C56 Z s − θsy l3 − Z 3 = 0
(2)
( ) ( ) Jsy θ¨sy + 2K 12 l1 Z˙ s + θ˙sy l1 − Z˙ 1 + 2C12 l1 Z s + θsy l1 − Z 1 ( ) ( ) + 2K 34 l2 Z˙ 2 + θ˙sy l2 − Z˙ s + 2C34 l2 Z 2 + θsy l2 − Z s ( ) ( ) + 2K 56l3 Z˙ 3 + θ˙sy l3 − Z˙ s + 2C56l3 Z 3 + θsy l3 − Z s = 0
(3)
( ) ( ) Jsx θ¨sx + 2K 12 d 2 θ˙sx − θ˙u1 + 2C12 d 2 (θsx − θu1 ) + 2K 34 d 2 θ˙sx − θ˙u2 ( ) + 2C34 d 2 (θsx − θu2 ) + 2K 56 d 2 θ˙sx − θ˙u3 + 2C56 d 2 (θsx − θu3 ) = 0
(4)
( ) ( ) m 1 Z¨ 1 + 2K 12 Z˙ 1 − Z˙ s − θ˙sy l1 + 2C12 Z 1 − Z s − θsy l1 ( ) + K L12 2 Z˙ 1 − h˙ 11 − h˙ 21 + C L12 (2Z 1 − h 11 − h 21 ) = 0
(5)
( ) J1 θ¨1 + 2K 12 d 2 θ˙1 − θ˙sx + 2C12 d 2 (θ1 − θsx ) ( ) + K L12 B 2θ˙1 B − h˙ 11 + h˙ 21 + C L12 B(2θ1 B − h 11 + h 12 ) = 0
(6)
( ) ( ) m 2 Z¨ 2 + 2K 34 Z˙ 2 − Z˙ s + θ˙sy l2 + 2C34 Z 2 − Z s + θsy l2 ( ) + K L34 2 Z˙ 2 − h˙ 32 − h˙ 42 + C L34 (2Z 2 − h 32 − h 42 ) = 0
(7)
( ) J2 θ¨2 + 2K 34 d 2 θ˙2 − θ˙sx + 2C34 d 2 (θ2 − θsx ) ( ) + K L34 2θ˙2 B − h˙ 32 + h˙ 42 + C L34 (2θ2 B − h 32 + h 42 ) = 0
(8)
( ) ( ) m 3 Z¨ 3 + 2K 56 Z˙ 3 − Z˙ s + θ˙sy l3 + 2C56 Z 3 − Z s + θsy l3 ( ) + K L56 2 Z˙ 2 − h˙ 53 − h˙ 63 + C L56 (2Z 2 − h 53 − h 63 ) = 0
(9)
( ) J3 θ¨3 + 2K 56 d 2 θ˙3 − θ˙sx + 2C56 d 2 (θ3 − θsx ) ( ) + K L56 2θ˙3 B − h˙ 53 + h˙ 63 + C L56 (2θ3 B − h 53 + h 63 ) = 0
(10)
The spatial dynamics model of the 3-axle construction truck is simulated by numerical Matlab simulation software with the “ode 5, fixed-step” solving algorithm, the simulation results are presented in the next section.
Effect of Suspension System Stiffness on Dynamic Load Three Axle …
7
3 Survey and Assessment of Dynamic Loads Acting on Vehicles When the vehicle is on the road, the excitation function from the road surface is random. To classify more conveniently in the design, construction, and survey of the international standard ISO 8608:2016 have given the types of roads as analyzed above. The survey parameters correspond to each type of road, and speed. Vehicle load when surveying is a full load. The survey results for evaluation are the dynamic load factor and the maximum dynamic load factor, the lowest survey speed is 20 km/ h, and the jump is 10 km/h. For roads B, C, D and E, the maximum allowed speed is 90 km/h, 80 km/h, 60 km/h and 50 km/h [1, 2], respectively.
3.1 Survey to Determine Dynamic Load Factor As analyzed above, the survey method determines the maximum value of the characteristic parameters when surveying with the excitation function which is a random function with the type of D and E roads (because this is the type of road with high volatility, the largest scale), the survey speed is 60 km/h for D and 50 km/h for E. The graphs from Figs. 4, 5, 6 and 7 depict the dynamic load coefficients along the length - ) and the left rear wheel (K d31 - ). The of the D and E road at the left front wheel (K d11 graphs also determine the maximum value. The survey results show that when the vehicle is moving on bad roads (D) with a speed of 60 km/h, the maximum dynamic load coefficients at the front and rear wheels are 1.18 and 1.23 respectively, compared to standard 218.046–01, the maximum dynamic load factor (K d-) is less than the allowable limit value; When the vehicle move on a very bad road (E) with a speed of 50 km/h, the maximum dynamic load coefficients at the front and rear wheels are 1.38 and 1.45 respectively, compared Fig. 4 The left front wheel dynamic load factor on road D
8 Fig. 5 The left front wheel of dynamic load factor on road E
- ), Fig. 6 max(K d11 - ) depends on the max(K d31 speed with road type B
- ), Fig. 7 max(K d11 - ) depends on the max(K d31 speed with road type C
L. Van Van et al.
Effect of Suspension System Stiffness on Dynamic Load Three Axle …
9
to standard 218.046–01, the maximum dynamic load factor (K d-) is larger than the allowable limit value.
3.2 Investigate the Maximum Dynamic Load Factor In this study, the author investigates the maximum value of the dynamic load factor - ). Figures 8, 9, 10 and 11 show the max(K d31 - ) value at the left rear wheel max(K d31 for each type of road and by speed. For an overview, the graphs of Figs. 12 and 13 are - ) the summaries of the values of the dynamic load on the left front wheel max(K d11 - ) on different types different and the dynamic load on the left rear wheel max(K d31 paths and speeds. Table 1 is a summary of the values of the maximum dynamic load factor of the left rear wheel. - ), Fig. 8 max(K d11 - ) depends on the max(K d31 speed with road type D
- ), Fig. 9 max(K d11 max(K d31the ) depends on the speed with road type E
10 - ) depends Fig. 10 max(K d11 on the speed and road types
- ) depends Fig. 11 max(K d31 on the speed and road types
- ) depends Fig. 12 max(K d31 on the speed with road type B
L. Van Van et al.
Effect of Suspension System Stiffness on Dynamic Load Three Axle …
11
- ) depends Fig. 13 max(K d31 on the speed with road type C
Table 1 Summary of the maximum values of the dynamic load factor at the left front wheel - ) and the left rear wheel max(K d31 - ) depending on the speed and road types max(K d11 Type of road
Dynamic load factor
Vehicle speed (km/h) 40
50
60
70
80
90
1.0358
1.0478
1.0477
1.0515
1.0559
1.07143
B
- ) max(K d11 - ) max(K d31
1.0389
1.0503
1.0565
1.057
1.0614
1.08467
C
- ) max(K d11
1.0787
1.0876
1.1011
1.122
1.1315
1.1386
D E
- ) max(K d31
1.0895
1.0911
1.0981
1.1151
1.148
1.15023
- ) max(K d11
1.1466
1.1673
1.1866
1.198
1.2014
1.21389
- ) max(K d31
1.1575
1.1897
1.2352
1.2436
1.2488
1.26811
- ) max(K d11
1.2868
1.3885
1.4349
1.4352
1.456
1.49329
- ) max(K d31
1.3432
1.4572
1.4403
1.4421
1.4516
1.52513
The maximum dynamic load factor of the left front wheel and the left rear wheel, corresponding to B, C, D and E roads, the maximum dynamic load coefficient is 1.525 at the left rear wheel when the vehicle is moving at a speed of 90 km/h on the E road. The general synthesis of these values is shown in Figs. 12 and 13. With the same type of road, when the vehicle speed increases, the maximum dynamic load - ) = 1.1575; v = 50 km/h, factor tends to increase (road D: v = 40 km/ h, max(K d31 - ) = 1.1897; v = 60 km/h, max(K d31 - ) = 1.4349; v = 70 km/h, max(K d31 - ) max(K d31 - ) = 1.2488; v = 90 km/h, max(K d31 - ) = 1.26811). = 1.2436; v = 80 km/h, max(K d31 At the same speed, the worse the road, the higher this coefficient increases. With a - ) = 1.0477; C road, max(K d11 - ) = 1.1011; D, speed of 60 km/h; road B, max(K d11 - ) = 1.1866; E–F road, max(K d11 - ) = 1.4349. max(K d11
12
L. Van Van et al.
- ) depends Fig. 14 max(K d31 on the speed with road type D
3.3 Investigate the Influence of Suspension Stiffness on the Maximum Dynamic Load Factor To be able to realize the influence of suspension stiffness on dynamic loads, we investigate to determine the dynamic load coefficient when increasing the suspension stiffness to double (increase stiffness; C1 = 532332 N, C2 = C3 = 1090754 N) and reduce the suspension stiffness by half (decrease stiffness; C1 = 133083 N, C2 = C3 = 272689 N) from the original stiffness. Investigate the influence of suspension stiffness on dynamic loads with random roads according to ISO 8608:2016 on types of roads B, C, D, and E. The author determines the dynamic load factor (K d-), and the maximum dynamic load factor max(K d-) and compares it with the original suspension stiffness value to evaluate and propose to match the road design in Viet Nam. Because the above survey values show that the dynamic load factor at the rear wheel is larger than the dynamic load factor at the front wheel, the author only shows the dynamic load factor at the rear wheel in the graphs (Figs. 14 and 15, Tables 2 and 3). The survey results show that when the suspension stiffness is increased, the dynamic load coefficient increases, and vice versa when the suspension stiffness is decreased, the dynamic load coefficient decreases. When the stiffness is increased, when the vehicle moves on the good road (B) and the average road (C) with a speed of less than 90 km/h, the maximum dynamic load coefficient at the front and rear wheels are both less than 1.3; When the vehicle moves on a bad road (D), the maximum dynamic load factor at the front wheel is less than 1.3, on the D road with a speed of 60 km/h or more, the dynamic load factor at the rear wheel is the largest. greater than 1.3; When the vehicle is traveling on very bad roads (E) with a speed of 40 km/h or more, the maximum dynamic load coefficients at the front and rear wheels are both greater than 1.3. When reducing the stiffness, the maximum dynamic load coefficient when the vehicle moves on roads B, C, and D are all less than 1.3.
Effect of Suspension System Stiffness on Dynamic Load Three Axle …
13
- ) depends Fig. 15 max(K d31 on the speed with road type E
Table 2 Summary of the maximum values of the dynamic load factor at the left front wheel - ) and the left rear wheel max(K d31 - ) depending on the speed and road types when increasing max(K d11 the suspension stiffness Type of road
Dynamic load factor
Vehicle speed (km/h) 40
B C D E
50
60
70
80
90
- ) max(K d11
1.0572
1.0582
1.06
1.0603
1.06613
1.079
- ) max(K d31
1.0611
1.0622
1.0633
1.0793
1.08187
1.09
- ) max(K d11
1.0971
1.1095
1.1354
1.1358
1.1444
1.146
- ) max(K d31
1.1084
1.1233
1.1345
1.1554
1.16275
1.187
- ) max(K d11
1.1892
1.2453
1.2545
1.2683
1.29106
1.313
- ) max(K d31
1.2281
1.279
1.321
1.3221
1.34676
1.375
- ) max(K d11
1.4292
1.5012
1.5298
1.544
1.61503
1.667
- ) max(K d31
1.491
1.5554
1.5757
1.5958
1.68579
1.771
Table 3 Summary of the maximum values of the dynamic load coefficient at the left front wheel - ) and the left rear wheel max(K d31 - ) depending on the speed and road types when reducing max(K d11 the suspension stiffness Type of road
Dynamic load factor
Vehicle speed (km/h) 40
50
60
70
80
90
B
- ) max(K d11
1.0338
1.0388
1.0392
1.03979
1.042
1.048
C D E
- ) max(K d31
1.038
1.0392
1.0418
1.04906
1.051
1.051
- ) max(K d11
1.0613
1.0783
1.0778
1.08543
1.088
1.121
- ) max(K d31
1.0713
1.0933
1.1007
1.09588
1.114
1.127
- ) max(K d11
1.1054
1.1146
1.1654
1.15796
1.188
1.24
- ) max(K d31
1.1234
1.1401
1.1962
1.2084
1.221
1.274
- ) max(K d11
1.2458
1.2555
1.2965
1.32367
1.41
1.427
- ) max(K d31
1.2443
1.2935
1.3385
1.3817
1.401
1.436
14
L. Van Van et al.
4 Conclusion The article investigated random agitation for 4 types of roads according to ISO 8608:2016 on B (good road), C (average), D (bad), and E (very bad) roads. The dynamic load coefficients K d- and the maximum dynamic load coefficients (maxK d-) have been determined for moving speeds on different types of roads. The results also investigated when changing the suspension stiffness to evaluate the dynamic load, when increasing the suspension stiffness, the dynamic load increases, and vice versa when the suspension stiffness is decreased, the dynamic load decreases. When the suspension stiffness is reduced, the dynamic load coefficient when the vehicle is moving on roads B, C, and D are all less than 1.3, on the high road (E, maximum speed 50 km/h) when the vehicle is in motion at speeds below 60 km/h, the dynamic load factor is less than 1.3.
References 1. Kiet PT (2018) Research on the vertical dynamic load of the tractor semi-trailer on the road. Doctoral thesis Technology, Hanoi University of Science and Technology 2. Tung NT, Van LV (2022) A research on the effects of suspension stiffness on dynamic load on Dongfeng DVM 2.5 truck. Lecture notes in mechanical engineering. Springer 3. Tung NT, Van LV, Quang NT (2020) Survey on the effects of bumpy road to oscillate of multi-purpose forest fire fighting vehicle. Eng Solid Mech 9(2021):291–298 4. Tung NT, Van LV, Van NT (2021) Assessment breaking strength the chassis of multi-purpose forest fire fighting vehicle. In: IOP conference series: materials science and engineering 5. Van LV (2020) Research on durability chassis of multi-purpose forest fire fighting vehicle. Doctoral thesis, Vietnam National University of Forestry 6. Niem VT (2021) Research on suspension of the semi trailer truck in the orient reducing dynamic wheel load. Doctoral thesis Technology, Hanoi University of Science and Technology 7. ISO 8608:2016 (2016) Mechanical vibration - road surface profiles. Reporting of measured data 8. Van LV, Phi CH, Tung NT (2022) Effect of suspension system stiffness on dynamic load action chassis multi-purpose forest fire fighting vehicle. IJE Trans B Appl 35(08) 9. Huong NTV (2016) Bending vibration of prestressed beam under the action of moving body. Doctoral thesis Technology, Hanoi University of Science and Technology 10. Road design standards in Vietnam: 22 TCN 211-06; 22BCE 274-01 11. Road design standards in Russia: 45-3.03-112-2008
Trajectory Inference Optimization Based on Improved DR Algorithm Li Yao-yu, Hou Fei, Ren Wei, and Ma Man-hao
Abstract Trajectory planning is often encountered in distribute tactical virtual simulation. To improve the non-smooth problem caused by the nonunified step of components in the simulation of naval battlefield, we proposed an improved DR algorithm, which is verified by simulation experiments, to provide a smooth trajectory inference method, and to achieve finer grain of trajectory inference in distributed interactive simulation. Keywords DR algorithm · Trajectory planning · Distributed simulation
1 Introduction The position of each intermediate time cannot be determined by interpolation for a model with continuous location information constraints provided by the simulation engine because at the beginning of each simulation moment [1], it does not know the precise location information, or refinement end position, which should be provided in the following simulation moment. Only the current location or entity information of the prior steps can be used to predict the position information of the subsequent refining points [2]. The model is then modified to reflect the comparison results in order to minimize prediction error at the subsequent simulation moment, which compares the entity position information provided by the simulation engine with the predicted information. L. Yao-yu (B) · M. Man-hao Science and Technology On Information Systems Engineering Laboratory, National University of Defense Technology, Changsha, China e-mail: [email protected] H. Fei Hunan Tobacco Company, Changsha, China R. Wei No. 31675 Troops, Zhangjiakou, China © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_2
15
16
L. Yao-yu et al.
A common state estimation and error correction approach in distributed interactive systems is the DR algorithm. This paper enhances the current DR algorithm in accordance with the ship’s movement legislation starting from building of an improved model with limits on the location information [3]. To forecast and smooth out the movement of ships, an improved DR algorithm based on a movement model is suggested.
2 DR Algorithm 2.1 Principle of Dead Reckoning Dead Reckoning, known as DR, is a navigational technique that involves utilizing a previously established location to calculate the present position of a moving object, as well as adding estimations of its speed, heading, and course over the length of time [4]. As a result of the growing distance between the simulation nodes, and the number of nodes in the entire simulation system has expanded along with the size of distributed interaction simulation, the amount of interactive data exchanged between each node has raised system network load and decreased the effectiveness of system simulation operation, the system’s synchronization has been completely disrupted by the information transmission latency. The DR algorithm is a key component of DIS (Distributed Interactive Simulation), and it focuses on reducing the delivery of interaction information between each simulation node reasonably while compensating for transmission delays [5]. This lowers the network’s transmission load and boosts the effectiveness of the entire distributed interactive system. Local simulation nodes must forecast the state of the simulation node that changes in the interaction connection in order to limit interactive information transmission between distributed nodes and maintain the regular functioning of the full distributed simulation system at the same time. Each simulation node in the DR method has a low-level DR model for the state recursive in addition to a high-level exact model defining its own imitation of the state. The node with the DR model used to register the entity to the node locally is also preserved by other nodes that interact with this simulation node [6]. As illustrated in Fig. 1, when the accurate state surpasses the threshold, the node communicates the precise state information of the local entity to the simulation node participating in the interaction and modifies every attribute of this node’s DR model.
Trajectory Inference Optimization Based on Improved DR Algorithm
DR model of B
Send precious status data to update DR model of B
DR model of A
Precious Status Model of A
N
Send precious status data to update DR model of A
Y Error exceeds threshold
Y Error exceeds threshold
17
DR model of A
DR model of B
Precious Status Model of B
N
Continue to use current DR model
Continue to use current DR model
Fig. 1 DR algorithm principle
2.2 Commonly Used DR Algorithm The DR model is mainly used for the calculation of space state, and the DR model cannot be too complicated. Commonly space status DR algorithm include as follows. (1) First order algorithm The formula of the space location is: ⎧ ⎪ ⎨ xi = x0 + vx0 iΔT yi = y0 + v y0 iΔT ⎪ ⎩ z i = z 0 + vz0 iΔT
(1)
In addition to calculating the position, the inclination angle of the entity is often calculated in the simulation, and the inclination angle is calculated based on the rotation speed: ⎡ ⎤ ⎡ ⎤⎡ ω ⎤ ψ x cos ψtgθ sin ψtgθ 1 ⎢ ⎥ ⎣ ⎢ ⎥ − sin ψ cos ψ 0 ⎦⎣ ω y ⎦ ⎣θ ⎦ = cos ψ sec θ sin ψ sec θ 0 ωz ϕ
(2)
The formula of the inclination angle calculation is: ⎧ ⎪ ⎨ ψ = ψi−1 + ψi−1 ΔT θ = θi−1 + θi−1 ΔT ⎪ ⎩ ϕ = ϕi−1 + ϕi−1 ΔT
(3)
18
L. Yao-yu et al.
(2) Second order algorithm During the actual usage of the DR algorithm, the space posture generally uses first order algorithm, and the calculation of the position is generally used in the second order algorithm, with expression as below: ⎧ 1 ⎪ xi = x0 + vx0 iΔT + ax0 (iΔT )2 ⎪ ⎪ ⎪ 2 ⎪ ⎨ 1 yi = y0 + v y0 iΔT + a y0 (iΔT )2 ⎪ 2 ⎪ ⎪ ⎪ ⎪ ⎩ z = z + v iΔT + 1 a (iΔT )2 i 0 z0 z0 2
(4)
In the above formula, V is the speed vector, A is the acceleration, which is the rotation speed, and T is the calculation step (generally the simulation step size).
3 Problems with Current DR Algorithms in Simulation In the naval tactical simulation system, the simulation engine, as an independent component, is responsible for the entire simulation scheduling control [7]. The virtual battlefield environment, as another independent component, drives the display of the three-dimensional scene, based on the physical state interaction information received from the simulation engine through the RTI (Run-time Infrastructure), shown in Fig. 2.
Fig. 2 HLA-based system federation structure
Trajectory Inference Optimization Based on Improved DR Algorithm
19
Fig. 3 Time advancement of each entity
The virtual battlefield environment must deliver data points in the right granularity in order to portray a continuous and fluid fighting process [8]. There are not enough data points available for a virtual combat setting when using tactical deduction since the simulation advancement step is typically bigger than the actual position stance required. As a result, in the virtual combat environment, it is required to use smaller steps to progress, split multiple intermediate periods inside the simulation engine, and determine the entity’s position at the moment. Because the physical location information provided by the subsequent simulation moment of the simulation engine is uncertain, the method of interpolation cannot be used for entities with a simulation engine to provide location information in the environment of the virtual battlefield at the initial moment of the advancement of the simulation engine [9]. Only previous data may be used to anticipate where each intermediate stage will be, and this prediction must be limited by the precise position data from the entity in the next simulation. Referring to Fig. 3. Assuming ΔT is the step size of the simulation engine, and the step size of virtual battlefield environment is Δt/5, which means, it needs adding four intermediate status data between the data provided by the simulation engine, in order to ensure the consistency of the logic time of the simulation engine and the virtual battlefield environment, both components adopted the controlled and limited time management strategy in HLA (High Level Architecture). In a Δt, the interaction process of the two components is as follows: (1) At the time T, the simulation engine requested the state information of the entity of T + Δt from the RTI, and requests to advance to T + Δt; (2) Three-dimensional visualization component calculates the status information of the entity at T + Δt/5 by the status information of the entity at the time of T, and requests to advance to T + ΔT/5; (3) Three-dimensional visualization State component is promoted at Δt/5. At T + 4ΔT/5, after a request to advance to T + ΔT, the RTI transmits the status information of the T + ΔT of the simulation engine to the three-dimensional component;
20
L. Yao-yu et al. L2
L1
t
t+Δt/5
t+2Δt/5
t+3Δt/5
t+4Δt/5
t+Δt
Fig. 4 Smoothing process
(4) The simulation engine and the three-dimensional visualization component are advanced to T + ΔT. The virtual battlefield environmental element cannot be totally consistent with the entity information given by the simulation engine since it uses the anticipated approach to retrieve the entity information of intermediate instant at ΔT. There is an excessive discrepancy between the entity information given by the simulation engine and that expected by the battlefield environment (that is, exceeding the pre-set threshold). The three-dimensional scene display is prevented from changing instantly on the one hand, while the DR model of the predicted DR needs to be updated. Let the entity state predicted by T + 4ΔT/5 is S4, the entity state predicted at the time of T + ΔT is S5, and the entity state of the T + ΔT get from the simulation engine is S5' . At the time of T + 4ΔT/5, S5' can be obtained through the virtual battlefield environment request. The traditional smooth method is usually used to adding several intermediate points between T + 4ΔT/5 and T + Δt, transiting from S4 to S5' by interpolation. If the increasing entity state data point and logic time are matching, the simulation operation won’t have a logical difficulty, according to the logic of simulation calculation. The adjustment of simulation time sequence has no bearing on the amount of time between each drawing in 3D performance. The sole aspect in how logic time is controlled is the quality of its own picture. As a result, as seen in Fig. 4, performance discrepancies will result from increasing the data point. The entity state change rate in the Δt is certain. If four points are added between T + 4ΔT/5 and T + Δt, the change in the state of the entity between the data plotters before the t + 4Δt/5 time is 5 times that after the t + 4Δt/5 moment, and the interval between the data of each data has not changed significantly. The three-dimensional performance shows the three-dimensional scene’s changing condition. As a result, the conventional smooth treatment has to be enhanced to accommodate the rendering of three-dimensional real-time scenes.
4 Trajectory Inference Oriented Improved DR Algorithm The entity that can provide location and posture information of the positioning engine for tactical simulation warfare deductions is often low-speed, such as ships and submarines [10]. The movement rule is quite straightforward for these slowly moving objects, and the transition from one state of motion to another often takes long time.
Trajectory Inference Optimization Based on Improved DR Algorithm
21
These qualities allow for the simplification of this sort of entity’s movement models and the extraction of a restricted movement mode. The value utilized in the subsequent simulation step will depend on the discrepancy between the real values transmitted by the current prediction value and the actual value of the simulation engine. In order to facilitate the description of the state of movement of the entity, the following conventions are made: (1) The three-dimensional coordinate system is adopted, where the X–Y plane is the sea level, and Z represents the height value; (2) Do not consider the movement of the entity with waves; (3) Do not consider the entity rolling, only the pitch and partiality of the entity, set the pitch angle α, the angle of yaw β; (4) The cruise speed vc, acceleration a, angular velocity vβ, and vertical direction vh are constant; (5) The physical state information sent by the simulation engine includes at least locations (x ' , y ' , z ' ), speeds v ' and directions β ' . The movement can be classified into a uniform straight-line motion in the X–Y plane, accelerating (decelerating) straight movement, turning (changing the direction), and climbing (sinking) movement in the direction of Z, in accordance with the aforementioned agreement combined with the entity’s movement law. Combining these is possible in Basic mode. It is simple to build a mathematical description of these fundamental sports modes in accordance with the law of movement. The virtual battlefield environment states first started making predictions based on starting movement speed and motion paths for uniform speed movements. The virtual battlefield’s environmental state compares based on the physical status information received and the entity information of its own forecast at each stage of simulation engine. The movement mode adjustment is carried out in accordance with the distinctions between the two, as shown in Fig. 5. The disparities between received data and predicting data need to be handled properly in order to preserve the three-dimensional scenario display’s continuity and smoothness. Traditional smooth treatment procedures cannot be used due to the demands of three-dimensional performance. Based on the characteristics that the movement state of the entity to be predicted is low, which can only be completed within a number of simulation steps, the predicted data is still utilized at this point in time to drive the performance of the threedimensional geometric model of the entity even if the simulation engine is much advanced. The following actions are taken in the next simulation engine advance phase to align the anticipated data with the received data and account for the difference between the present received entity data and the new animation. (1) According to the time of T, use predicted physical state data St and the receiving physical state data St' to determine the movement mode in the next step; (2) Calculate the physical state data at T + Δt based on T and St' ;
22
L. Yao-yu et al.
Fig. 5 Movement mode switching
(3) Interpolation calculates the entity state data for each intermediate time point within Δt by St and St + Δt. According to the above description, the improved DR algorithm can be described as shown in Fig. 6 as follows:
Trajectory Inference Optimization Based on Improved DR Algorithm
23
S: Entity status in virtual battlefield, S’: Entity status received from simulation engine Do Compute (&S, t) for each Entity at the current time. Draw(S) for each Entity into the 3D scence If the current time is the Simulation Engine time GetValue(&S’) from RTI Compare(S, S’) : If the difference is beyond the threshold SelectNewMoveStyle(difference) TimeAdvance(NextTime) While Fig. 6 Improved DR algorithm for virtual battlefield environments
5 Experimental Verification We employ the intricate models and their associated algorithms in this paper, using OpenGL on the VC .NET platform, to achieve the trajectory inference of all weapons, as shown in Fig. 7. This allows us to represent the ballistic and trails of missiles/ torpedoes and helicopters in a way that is intuitive and understandable.
Fig. 7 Application example of trajectory refinement continuous behavior model
24
L. Yao-yu et al.
Explanation as follows: (1) Virtual ballistic display of the vertical plane of anti-ship missiles; (2) Virtual ballistic display for vertical launch of anti-submarine missile vertical plane; (3) Virtual ballistic display for the vertical plane of an underwater submarinelaunched anti-ship missile; (4) The virtual ballistic display of the vertical plane of the anti-submarine torpedo on the water; (5) Virtual track of the helicopter’s in horizontal plane; (6) Virtual track display for helicopter recall in horizontal plane. The results show, this improved DR algorithm could provide a smooth trajectory inference method to achieve finer grain of trajectory inference in distributed interactive simulation.
References 1. Amit N, Kumar SA, Kumar AL (2021) Learning-based hybrid routing for scalability in software defined networks. Comput Netw 198 2. Damian SQJ, German M, Ignacio B (2021) A cloud framework for problem-based learning on grid computing. J Parallel Distrib Comput 3. Piotr B, Gianluca D, Michal R et al (2021) Unified and standalone monitoring module for NFV/SDN infrastructures. J Netw Comput Appl 175 4. Pulimeno M, Epicoco I, Cafaro M (2021) Distributed mining of time-faded heavy hitters. Inf Sci 545 (prepublish) 5. Wee J, Choi J-G, Pak W (2019) Wildcard fields-based partitioning for fast and scalable packet classification in vehicle-to-everything. Sensors 19(11) 6. Alamri A, Ansari WS, Hassan MM et al (2013) A survey on sensor-cloud: architecture, applications, and approaches. Int J Distrib Sens Netw 2013(2) 7. Jang SM, Yoo JS (2008) An efficient load balancing mechanism in distributed virtual environments. ETRI J 30(4) 8. Nativi S, Mazzetti P, Geller GN (2013) Environmental model access and interoperability: the GEO model web initiative. Environ Modell Softw 39(Jan) 9. Lu PJ, Lai MC, Chang JS (2022) A survey of high-performance interconnection networks in high-performance computer systems. Electronics 11(9) 10. Ha MJ, Kim J, Galloway Peña J et al (2020) Compositional zero-inflated network estimation for microbiome data. BMC Bioinf 21(Suppl 21)
Research on AGV Chassis Structural Renovation Based on Uphill and Downhill Scenarios Nan Xia, Xinxin Liang, and Wenliang Li
Abstract With the continuous improvement of intelligent and unmanned requirements in the warehousing and logistics industry, ordinary forklifts have been unable to meet the needs of development, and AGV forklifts have emerged. This paper designs the chassis of a counterbalanced AGV forklift, which has a certain climbing ability and can provide a new solution for the simplification of the existing intelligent logistics cargo handling process. Used in conjunction with the boarding bridge, the AGV forklift with climbing ability can replace the manual electric forklift into the loading truck’s cargo compartment through the boarding bridge to unload, and unload and transport the two originally separate processes into one, promoting the intelligent logistics industry Intelligent and unmanned. Keywords AGV Forklift · Logistics · Climbing · Chassis · Loading · Unloading
1 Introduction In the 1850s, the United States manufactured the first automated guided vehicle (automated guided vehicle, hereinafter referred to as AGV) [1]. AGV is the unmanned intelligent automatic handling equipment with the most categories in the mobile robot system, which is one of the key execution layer subsystems that make up the modern industrial automation logistics system [2]. N. Xia (B) · X. Liang (B) · W. Li Department of Industrial Design, Hunan University, Changsha 410012, China e-mail: [email protected] X. Liang e-mail: [email protected] College of Mechanical and Electrical Engineering, Wuhan University of Technology, Wuhan 430070, China W. Li e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_3
25
26
N. Xia et al.
In China, AGVs are widely used in the auto parts industry and the stacking of port containers. With stronger work ability and less error rate [3], AGV replaces humans to undertake dangerous work in the presence of potential safety hazards or extreme environmental conditions [4]. Liang Rui and Yang Liming affirmed that AGV has the characteristics of reliable scheduling ability, strong flexibility, a high degree of automation, and tidy logistics management [5]. Wang Haonan aimed at the gravel and uneven bumps road in the actual production environment of traditional aluminum profile enterprises. He proposed a new design of a heavy-duty AGV shock absorber, which can reduce the impact damage of road potholes to the wheel train, and innovatively apply the suspension structure in the car to the AGV shock absorber [6]. Zhu Tianbao used the stability coefficient method, the platform test method, and the center of gravity method to verify the rollover stability of the AGV car, which concluded that under the condition of full load, the AGV has lateral stability when turning at low speed or stopping on a slope. Then based on the results he provided a stronger AGV structure [7]. Looking at the existing literature, it can be seen the existing AGV forklift is limited to the transfer work on smooth road conditions, and the unloading of the goods from the transport vehicle still requires a manual forklift. Obviously, the main resistance faced by the existing AGV is the limited climbing ability, which cannot efficiently cooperate with the existing boarding bridge. Based on the limited climbing ability of existing AGV forklifts, this paper proposes a new chassis structure for AGV forklifts. Theoretical analysis is carried out from three aspects: upslope stability, anti-overturning stability, and structural stability. And use ANSYS software to analyze the statics of each key component. This design enables the AGV forklift to have good working performance in a highslope environment, and at the same time realizes the automatic function of the whole process of loading and unloading, transportation, and warehousing, and has significant advantages in simplifying the logistics process and improving the loading and unloading efficiency.
2 Drive System Chassis Design 2.1 Selection of Drive System Chassis Wheel Train The movement of most AGVs mainly relies on the combined action of the driving wheel and the driven wheel. The power comes from the driving wheel, and the driven wheel plays an auxiliary role in bearing gravity and steering flexibility. The AGV steering drive wheel structure is mainly divided into four categories. The advantages and disadvantages of each wheel type are shown in Table 1.
Research on AGV Chassis Structural Renovation Based on Uphill …
27
Table 1 The advantages and disadvantages of each wheel type Drive type
Cost
Ground 360° Universal Precision Advantage roughness rotation traverse
Disadvantage
Single steering wheel type
Low
General
Double steering wheel type
Not support
High
Simple structure, low cost for general ground environment
Poor flexibility, unable to turn in place
High High
Support Support
High
High flexibility, stability, and precision
High cost, a strict requirement for ground environment
Differential High High wheel type
Support Not support
General
High flexibility, high stability, low cost, low requirements for motor and control accuracy
The requirement for the ground are more stringent, the load is light, and the running accuracy is average
Mecanum wheel
Support Support
Highest
High flexibility, high precision, strong load-bearing capacity
Higher cost, more complex structure, and a higher requirement for manufacturing and control
High Low
Not support
2.2 Specification Design of Drive System Chassis The pallet-type AGV forklift designed in this paper is mainly used for the loading and unloading of goods in the standardized warehouse of the factory. Its design parameters referred to the parameters of ordinary electric storage forklifts as shown in Table 2. By designing the chassis and controlling the length, the forklift can pass through the boarding bridge. Due to the limitation of the working mechanism of the AGV forklift [8], in order to maintain the center of gravity, the height of the chassis cannot be raised, so this design mainly controls the length of the vehicle to achieve climbing. The maximum length of the car to ensure that the chassis does not touch the ground when passing through two slopes, as shown in Fig. 1. When the angle of the boarding bridge is 2π/45, it’s assumed that the maximum length of the forklift that can safely pass through the top of the slope is L 2 , and the
28
N. Xia et al.
Table 2 Parameters of ordinary electric storage forklifts Number
Project name
Specification
Number
Project name
Specification
1
Type
Counter-balanced AGV Forklift
7
Ground Slope (mm)
≤13π
2
Shape (mm)
2100 * 700 * 650
8
Drive mode
Two-wheel differential
3
Rated load capacity (kg)
1000
9
Fork length (mm)
1000
4
Lift height (mm)
100
10
Fork distance (mm)
286
5
Speed (m/ min)
0-60
11
Fork thickness (mm)
40
6
Turning radius (mm)
1300
(a)
(b)
Fig. 1 The maximum length to pass through two slopes
distance from the ground is S = 55 mm: L 2 = 2S/ tan(π/45) = 1573.069 mm
(1)
When the angle of the boarding bridge is 13π/180, it’s assumed that the maximum length of the forklift that can safely pass through the slope is L 3 , and the distance from the ground is S = 55 mm: L 3 = 2S/ tan(13π/360) = 965.420 mm
(2)
To sum up, the length L of the trolley that can pass through the boarding bridge satisfies: L3 ≤ L ≤ L2
(3)
Due to the limited volume of components such as motors, although the theoretical height of the ground remains unchanged, the shorter the chassis length, the greater the ability to cross slopes. However, if the chassis is too short, there will be insufficient
Research on AGV Chassis Structural Renovation Based on Uphill …
29
space for components to be placed, and the problem of unstable center of gravity and easy rollover will occur, so the maximum long integer of the trolley that can pass through all the unloading platforms on the market is taken as the design parameter of the forklift in this paper, that is, the length of the forklift chassis is 965 mm.
3 Lifting System Structural Design 3.1 Improved Design of Fork Due to the analysis of existing forks, it can be seen that the rigid connection and length specification of the traditional forks are the main factors that restrict the AGV forklift from climbing. In this paper, a movable fork connected by a rotating shaft is designed, which can realize self-adaptive adjustment within a certain gradient range, and has stronger uphill adaptability and stability. Limited by the standard size of the pallet, the length adjustment of the fork is almost zero. In this design, the standard fork length on the market is 1000 mm, and the L-shaped rigid structure of the fork is decomposed into two sides connected by the rotating shaft, as shown in Fig. 2. When there is cargo on the fork, some rigidity is required to keep the cargo parallel to the ground. Therefore, the minimum rotating shaft can support the fork to stay in a horizontal state, and the maximum support for the fork is vertical to the ground, and the range of motion is π/2. The schematic diagram of the structure is shown in Fig. 3. Fig. 2 Overall model
30
N. Xia et al.
Fig. 3 Fork model (isometric)
3.2 Construction of Slope Physical Model and Design Verification The calculation and verification are carried out for the climbing situation, and the schematic side view of the climbing is shown in Fig. 4. It can be seen from Fig. 4 that in order to maintain stability and allow the fork to fold up smoothly when climbing the slope, the fork wheel must first contact the slope surface. Since the top of the fork wheel is the load-bearing surface of the goods, the radius of the fork wheel should not be too large. And the upper part of the fork wheel should be completely hidden in the fork, otherwise, it is easy to protrude from the upper surface and cause the goods to roll, causing a safety hazard. The design of the fork wheel is shown in Fig. 5. Satisfy the following conditions:
Fig. 4 Uphill process analysis diagram
Fig. 5 Fork wheel size diagram
Research on AGV Chassis Structural Renovation Based on Uphill …
31
Fig. 6 Downhill process analysis diagram
⎧ ⎪ ⎨ α < 2θ d < r/ sin(α − θ ) ⎪ ⎩ θmax = 13π/180
(4)
The available values r = 31.2 mm d = 121.7 mm can meet the design requirements uphill. The downhill process analysis is shown in Fig. 6.
3.3 The Improved Design of the Fork Balance Baffle As can be seen from Fig. 7, the load will slide down when the load is fully loaded downhill, the inclination of the cargo will oppress the lifting frame, and it will fall when it reaches the flat ground. It is necessary to design a buffer structure that can adapt to the tendency of the cargo to dump. In this paper, a spring matrix fender is designed, as shown in Fig. 7. The baffle is supported by two sets of symmetrical spring 6 matrices. Each set of spring matrices is composed of six springs with the same physical properties. To Fig. 7 Fork model (front)
32
N. Xia et al.
Fig. 8 Force analysis physical model
stabilize the cargo at the place, determine the stiffness of the spring and verify the buffering effect of the structure through calculation, as shown in Fig. 8.
3.4 Calculation of Spring Matrix Parameters According to the parameters, we can get: ⎧ G sin θ cos θ = N ⎪ ⎪ ⎪ ⎪ ⎪ N = kδ(x1 + x2 + x3 ) ⎪ ⎪ ⎪ ⎪ ⎪ ⎪ ⎨ x1 + x3 = 2x2 δx1 = C x1 ⎪ ⎪ ⎪ δx2 = C x2 ⎪ ⎪ ⎪ ⎪ ⎪ δx3 = C x3 ⎪ ⎪ ⎪ ⎩ x1 = f / tan θ
(5)
k is the stiffness coefficient of the spring, θ = 13π/180, N is the pressure of the cargo on the buffer plate, δx is the spring deformation value, C is the original length of the spring, x is the length value of the spring after compression, d is the adjacent horizontal spring distance between rows: k = G sin θ cos θ/3[C − (d + f ) cos θ ]
(6)
Limited by the length of the plate, the length and stiffness of the spring need to be reasonably controlled to allow the buffer plate to tilt and buffer. Set the deformation variable δx1 = 30 mm, the original length C = 60 mm, and substitute the data that can get k = 6088.4592 N/m.
Research on AGV Chassis Structural Renovation Based on Uphill …
33
4 Strength Check of Key Parts of AGV Forklift Use ANSYS to perform finite element analysis on the key components of the forklift, set the material to be 6061 cast aluminum alloy, and the material properties are shown in Fig. 9. A load of 10,000 N is set to be applied to the surface of the fork, and the result is shown in Fig. 10. After loading constraints and loads on the fork body, click Run, and the result is shown in the Fig. 9 stress cloud diagram. According to the design requirements of the enterprise, the safety factor is taken as 1.5. Maximum stress is 425.762 MPa. At this time, the safety factor is 1.785, which is higher than the safety factor required by the enterprise [9]. So the design is reasonable. It can be seen from Fig. 11 that the most stressed part of the workpiece is where the inner surface below meets the horizontal fork. According to the stress cloud data, the corresponding stress value of the maximum stress of the workpiece is 41.49 MPa. The yield strength of 6061 cast aluminum alloy is far less than 110 MPa [10], so the specification structure and material design are reasonable.
Fig. 9 Total deformation (fork)
Fig. 10 Static structural (fork)
34
N. Xia et al.
Fig. 11 Total deformation (most stressed part)
Fig. 12 Static structural
According to the data analysis of Fig. 12 and the corresponding results, the strain of the workpiece is much smaller than the strain corresponding to the yield strength of 6061 cast aluminum alloy, which proves the structural safety.
5 Conclusion This paper takes the counterbalanced AGV as the research object, combined with the basic parameters of the existing forklift working conditions, the key design of the forlift’s driving chassis, lifting chassis, and forks is carried out to ensure the stability of the whole vehicle climbing, so that the AGV forklift can be In cooperation with the boarding bridge on the market, ANSYS software is used to carry out finite element analysis and verification of key components to ensure the safety and rationality of the design. This design is combined with the existing AGV forklift, based on the existing visual recognition, intelligent algorithm, unmanned storage planning, and other
Research on AGV Chassis Structural Renovation Based on Uphill …
35
technologies to realize the integrated process of loading and unloading, transportation, and warehousing, which improves the logistics efficiency and greatly reduces the human resources. waste, and effectively improve the economic benefits of the logistics industry.
References 1. Baoqiang C, Xudong J, Jingbo H (2018) Application of AGV Forklift in Warehousing Industry. China Storage Transp 08:118–124. https://doi.org/10.1088/1742-6596/1875/1/012006 2. Meijuan L (2008) Research on the optimization method of automated storage system. PhD thesis, Dalian University of Technology 3. Zhenteng M, Xiaolei Z, Guojue H (2021) Research on dynamic obstacle avoidance path planning strategy of AGV. J Phys Conf Ser 2021(1) 4. Chenbei Z, Zhiqiu H (2010) Overview of automatic guided vehicle (AGV) development. Inf China’s Manuf Ind 01:53–59 5. Rui L, Liming Y (2019) Application of AGV in intelligent logistics system. Lift Transp Mach 04:66–68 6. Haonan W (2020) Research on vibration reduction system of heavy-duty mobile robot wheel train based on bad road conditions. Master’s thesis, Foshan Institute of Science and Technology 7. Tianbao Z (2020) Research on the structure and stability of AGV car for intelligent storage. Master’s thesis, Shanghai University of Engineering Technology 8. Peng Z (2019) Research on the structural design and stability of pallet-type AGV forklift. Master’s thesis, Anhui University of Science and Technology 9. Qiyu W (2020) Mechanical properties analysis and structural optimization of single-person multifunctional sofa seat frame. Master’s thesis, Nanjing Forestry University 10. Hairui L (2020) Static and dynamic analysis of robotic boom structure based on finite element. Master’s thesis, Qingdao University
Finding Recommendations for Selecting Numerical Model Settings for Efficient Simulation of the Working Process of an Axial Turbine Blade with Convective Cooling Andrei Volkov , Valery Matveev , Oleg Baturin , Ivan Kudryashov , and Sergei Melnikov
Abstract At present, when modeling the working process of axial cooled turbines, models have been used that include the flow area in the main flow channels, the blade body and the internal channels of the cooling system. It requires significant resources for calculation and high qualification of the engineer. An attempt to simplify the model reduces the reliability of the results obtained. Unfortunately, the available technical publications do not contain recommendations for setting up such calculation models. The present paper presents the results of a study aimed at finding optimal settings for numerical models that allow accurate and low-cost modeling of the coupled workflow in cooled turbines with convective cooling. As a result, practical recommendations were obtained on the choice of mesh parameters and turbulence models for such problems. Recommendations have been formulated for setting up numerical models of the working process of turbine blades with convective cooling in a two-dimensional formula. Keywords Axial turbine · CFD modelling · Verification · Coupled model · Convective cooling
Nomenclature Blade C3X GTE HTC Mark II
Related to blade Investigated blade Gas turbine engine Heat transfer coefficient Investigated blade
A. Volkov · V. Matveev · O. Baturin (B) · I. Kudryashov · S. Melnikov Samara National Research University, Samara, Russia e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_4
37
38
NB PJSC
A. Volkov et al.
Nozzle blade Public joint-stock company
1 Introduction The temperature of the gases at the turbine inlet of modern gas turbine engines can reach up to 1800–2000 K. This temperature exceeds the melting point of the construction material. For these reasons, the blades and other components have to be cooled intensively by blowing air, the temperature of which is considerably lower than the temperature of the gases. The coolant exits into the flow path and mixes with the main flow, which significantly affects both the gas dynamic processes and the heat exchange between the blades and the flow [1]. Therefore, when modelling the turbine processes, it is important to consider both the interaction of the main flow with the coolant and the heat release into the blade body. This will significantly improve the accuracy of the simulation and allow to assess not only the turbine efficiency, but also the thermal and stress state of the blades simultaneously. Modern CFD simulation programs make it possible to carry out such simulation and in available scientific publications one can find a lot of examples of coupled simulation of turbine processes [2–11]. In these tasks, numerical process models have one thing in common. They have a large number of elements (due to the modelling of flow, solid body and cooling channels) and consequently a large computational time and demands on the computational resources and skills of the calculator. However, this results in high validity of the outcomes. It is achieved because this mathematical model takes the geometry of the real object into account as much as possible. The dimensions of all elements are matched, the loss of accuracy from the data transfer is minimised. However, after analysing the available publications, the authors were unable to find generally accepted recommendations for reliable modelling of cooled turbines with minimal use of computer resources and time. For these reasons, the aim of this paper is to find rational recommendations for the choice of settings of coupled numerical models of the cooled turbine working process, which will allow to obtain results close to the real flow and thermal state parameters, but requiring a reasonable solution time. The study decided to focus only on those computational model settings (turbulence models and finite volume grid parameters) that can be changed by a practicing engineer who is not sufficiently qualified to make changes to algorithms and software codes. In this paper, the authors focused on modelling the blades with a convective cooling system.
Finding Recommendations for Selecting Numerical Model Settings …
39
2 Numerical Model of a Turbine Row with Convective Cooling The coupled operation of three cooled nozzle grids, for which sufficient experimental data are available, has been simulated to reveal the influence of computational model settings on the results obtained. The objects of the study were: (1) Nozzle grid MarkII [12]; (2) Nozzle grid C3X [12]. The MarkII and C3X nozzle grids are widely known and have been used as test cases by many researchers. There is a large amount of experimental data in the open access source [12] for them. These are flat grids with a constant height cross section. In order to investigate the influence of the numerical model parameters on the results of calculating the temperature of a convectively cooled blade, 2D models of working processes in the MarkII and C3X grids have been created. Hereinafter, the 2D calculation model is understood as an infinitesimal thickness model (one cell of finite volume thickness) in which the parameters vary only in circumferential and axial directions (Fig. 1). Mesh models for the investigated blade geometries have been created in the Ansys CFX 18.2 software package. As boundary conditions for the main flow at the inlet boundary the total pressure and the total flow temperature were set. At the outlet boundary the static pressure was set. The values of these parameters for Mark II and C3X models are presented in Table 1. The finite volume grid was constructed so that the size of the near-wall layer is 0.003 mm, the number of near-wall layers is 40, and the cell growth factor when moving away from the wall is 1.2. The total number of elements in Mark II mesh is 169893 and in C3X mesh is 185170. The SST turbulence model with Eddy Diffusivity option was used as the turbulence model. The laminar-turbulence transition was also taken into account using the Gamma Theta Model.
Fig. 1 Geometric and grid models for numerical simulation of blade cooling system with convective heat transfer
40
A. Volkov et al.
Table 1 Boundary conditions for the main flow [12] No
Parameter name
1
Total pressure at the inlet to the calculation area
Designation
Dimension
Mark II
C3X
∗ pin
Pa
337,145
408,105
2
Total temperature at the inlet to the calculation area
Tin∗
K
788
815
3
Static pressure at the outlet of the calculation area
pout
Pa
175,713
240,000
The boundary conditions on the walls of the cooling system channels were set in the form of heat transfer coefficient α and coolant temperature T cool , taken from experimental data [12]. The numerical model results obtained were compared with experimental data of Mark II (experiment number 5411 in [12]) and C3X (experiment number 4511 in [12]) (Figs. 2 and 3). The relative temperature distribution over the profile was used for comparison, which was determined as follows: Tr el = Tblade /811, where T blade is metal surface temperature of the blade. Such a formula was adopted because it was the one used in processing the results of the experiment.
Fig. 2 Comparison of calculated and experimental relative temperature distributions over the Mark II blade profile
Finding Recommendations for Selecting Numerical Model Settings …
41
Fig. 3 Comparison of calculated and experimental relative temperature distributions along the blade profile C3X
Figures 2 and 3 show that the calculation results are in good agreement with the experimental data qualitatively and quantitatively. The difference in relative temperature does not exceed 5%. Fields of temperature distribution in the blade passage and in the blade are shown in Figs. 4 and 5. It can be seen that the most heated part of the blade is the trailing edge, which corresponds to the available experimental data [12]. In convective cooling of turbine blades, the heat transfer calculation results are strongly influenced by the correctness profile of the flow temperature in the boundary layer. Therefore, it is to be expected that in a mesh model of a cooled blade, the finite volume mesh parameters characterising the boundary layer have a paramount influence on the calculation results: – size of the first element from the blade wall; – number of elements in the near wall layer; – cell growth factor. The choice of turbulence model will also have a significant influence on the calculation results, as it determines the distribution of flow parameters in the boundary layer. Based on the above, a computational research plan has been formed to investigate the influence of numerical model parameters of the cooled turbine blade with convective cooling system on the simulation results: – study of the influence of the size of the first element from the wall of the blade finite volume grid;
42
A. Volkov et al.
Fig. 4 Temperature distribution in the blade passage and the Mark II blade body obtained by calculation
– study of influence of number of elements in the near wall layer; – study of influence of growth coefficient of finite volume grid cells in the near wall layer; study of turbulence model influence.
3 Convective Heat Transfer Simulation Results To investigate the effect of the size of the first element from the wall of the finite volume grid on the calculation results, 10 different models were created. They differed in the size of the first element. The size ranged from 0.00003 to 0.00216 m (0.02 … 0.15% of blade chord). The results of the calculation of the relative flow temperature distribution for the two nozzle grids are shown in Figs. 6 and 7. Figures 8 and 9 show the dependence of the effect of the size of the first element of the finite volume grid in the near-wall layer on the calculation results for the average integral value of temperature along the blade profile, as derived from the analysis of the data obtained. Figures 8 and 9 show that when the size of the first element from the wall changes by 0.2 mm, the value of the relative integral temperature along the blade profile
Finding Recommendations for Selecting Numerical Model Settings …
43
Fig. 5 Temperature distribution in the blade passage and C3X blade body obtained by calculation
changes by the value of 6 K. Consequently, the integral value of the blade temperature is weakly influenced by the size of the first element in the range under consideration. In order to investigate the effect of the number of elements in the near-wall layer, 12 computational models were created which differed in the number of finite volume grid elements in the near-wall layer. The number of elements in the wall layer varied from 0 to 40. The results of the relative flow temperature distribution are shown in Figs. 10 and 11. Figures 12 and 13 show the results of the analysis of the effect of the number of elements in the structured near-wall layer on the calculation of the average integral temperature over the blade surface. It can be seen that when the number of elements in the walled layer changes from 0 to 40, the value of the integral relative temperature of the blade profile changes by about 25 K. And the biggest change is observed in case of small number of elements in the near wall layer. It is seen that with increase of number of elements in the layer from 0 to 5 the mean integral value of temperature at the blade surface increases, then decreases and after 10 elements it changes weakly. This is explained by the fact that with small number of elements in the near wall accepted layer turbulence model uses special empirical function—addition, which calculates the change of parameters near the wall with some approximation. With a large number of grid elements in the near wall zone, the processes in the boundary
44
A. Volkov et al.
Fig. 6 Relative temperature distribution across the Mark II blade profile at different values of the first element size
layer are calculated directly using the turbulence model. Once a certain number of elements is reached (10 in this case) their further increase has little effect on the integral temperature value along the blade profile. In order to investigate the effect of the growth coefficient of the elements in the near wall layer, 10 numerical models were created which differed by the growth coefficient of the cells in the near wall area of the finite volume mesh. This coefficient represents the ratio between the thickness of two neighbouring layers in the near-wall layer of the mesh when moving away from the wall. In this study, the cell growth coefficient in the near-wall layer varied from 1.05 to 1.4. The results of the relative flow temperature distribution are shown in Figs. 14 and 15. Figures 16 and 17 show the result of the analysis of the results as a function of the effect of the finite-volume mesh growth factor in the near-wall layer on the calculation of the average integral temperature over the blade surface. Figures 16 and 17 show that changing the finite volume mesh growth factor in the range from 1.05 to 1.4 leads to a change of the integral relative temperature across the blade profile by less than 3 K. Based on this it was concluded that the mesh growth coefficient has little effect on the integral value of the relative temperature across the blade profile.
Finding Recommendations for Selecting Numerical Model Settings …
45
Fig. 7 Relative temperature distribution across the C3X blade profile at different values of the first element size Fig. 8 Influence of first element size on the integral relative temperature value across the Mark II blade profile
In order to investigate the effect of the turbulence model on the calculation results, 14 calculation models were created, distinguished by the turbulence models adopted there. To investigate the effect of turbulence, the following models, commonly used in modern calculation software, were chosen: 1. The k-ω model of turbulence (hereafter referred to as k-ω); 2. Omega Reynolds Stress and Baseline (BSL);
46
A. Volkov et al.
Fig. 9 Influence of first element size on the integral relative temperature value along the blade profile C3X
Fig. 10 Relative temperature distribution across the profile of the Mark II blade at different numbers of elements in the near wall layer
3. Shear Stress Transport (SST); 4. Shear Stress Transport with Eddy Diffusy option enabled (SST_ED); 5. Shear Stress Transport with Eddy Diffusy option enabled and Fully Turbulent laminar-turbulent transition (SST_ED_FT); 6. Shear Stress Transport with Eddy Diffusy option enabled and Gamma laminarturbulent transition (SST_ED_G);
Finding Recommendations for Selecting Numerical Model Settings …
47
Fig. 11 Relative temperature distribution across the C3X blade profile at different numbers of elements in the near wall layer Fig. 12 Influence of the number of elements in the near wall layer on the integral relative temperature value along the Mark II blade profile
Fig. 13 Influence of the number of elements in the near wall layer on the integral relative temperature value along the C3X blade profile
48
A. Volkov et al.
Fig. 14 Relative temperature distribution along the profile of the Mark II blade at different values of cell growth coefficient in the near-wall layer
Fig. 15 Relative temperature distribution along the C3X blade profile at different values of cell growth coefficient in the near-wall layer
Finding Recommendations for Selecting Numerical Model Settings …
49
Fig. 16 Influence of the growth coefficient in the near-wall layer of the finite volume grid on the integral relative temperature value across the Mark II blade profile
Fig. 17 Influence of the growth coefficient in the near-wall layer of the finite volume grid on the integral relative temperature value along the C3X blade profile
7. Shear Stress Transport with Eddy Diffusy option enabled and Gamma Theta laminar-turbulent transition (SST_ED_GT). The results of calculating the relative flow temperature distribution are shown in Figs. 18 and 19. Figures 20 and 21 show the effect of the turbulence model on the average blade surface integral temperature results. It can be seen that the turbulence model has a great influence on the blade integral temperature than the grid model parameters. When changing the turbulence model, the difference between the integral relative temperature values calculated with different turbulence models can reach 80 K. It should be noted that the character of change of relative temperature value over the blade surface depending on turbulence models is the same for the considered blades. But consideration of laminar-turbulent transition in C3X model leads to significant decrease of integral value of relative temperature along the blade profile, which requires further investigation. The k-ω and SST turbulence models show the best agreement with the experimental data.
50
A. Volkov et al.
Fig. 18 Relative temperature distribution along the Mark II blade profile, obtained with different turbulence models
Fig. 19 Relative temperature distribution along the C3X blade profile, under different turbulence models
Finding Recommendations for Selecting Numerical Model Settings … Fig. 20 Influence of turbulence model on Mark II blade mean integral temperature value
Fig. 21 Influence of turbulence model on average integral blade temperature C3X
51
52
A. Volkov et al.
4 Summary of Numerical Simulation Studies of Convective Heat Transfer For all performed calculations the analysis of influence of parameters of numerical model of working process in turbine blades with convective system of cooling on results of calculation was made. On the basis of the analysis the following recommendations were formed, which will allow modelling in such blades with the best accuracy while minimizing the number of elements in the mesh model. 1. The size of the first element affects the relative temperature distribution along the blade profile. The greatest influence is observed in the area of leading edge, as the size of the first element increases the value of the relative temperature along the blade profile shifts downwards along the abscissa axis. The integral value of the relative temperature along the blade profile is weakly influenced by the size of the first element. The recommended value for the size of the first element for a two-dimensional application is not more than 0.012 mm. 2. The number of elements in the near wall layer has a significant influence on the results of calculation of the relative temperature along the blade profile. When the number of elements in the near wall layer is less than 10, both qualitative and quantitative discrepancy of relative temperature distribution along the blade profile with the experimental data is observed. The integral value of the blade’s relative temperature is also strongly influenced by the number of elements in the near wall layer which is observed in the range from 0 to 10 elements. With increasing of elements number in near wall layer the value of integral relative temperature on blade profile practically does not change. Recommended value for the number of elements in the near wall layer for a two-dimensional solution: at least 10 elements. 3. The growth coefficient of finite volume grid cells in the considered range, with a given number of elements in the near wall layer, has little influence on the calculation results (both on the temperature distribution along the profile and on its integral values). Recommended value of growth factor in two-dimensional calculations of blades of cooled turbines with convective cooling system with no more than 1.2. The choice of turbulence model has a significant influence on the calculation results of both the relative temperature distribution along the blade profile and the integral value of the relative blade temperature. Particular attention must be paid to the laminar-turbulence transition. For example, when calculating a Mark II blade with the laminar-turbulent transition option enabled, the relative temperature results are in good agreement with experimental data. But when calculating the C3X vane, enabling the laminar-turbulent transition option leads to a significant decrease in the calculated relative temperature of the blade, except for the leading edge area. For the numerical model of the cooled Mark II blade working process [13], a numerical model was created according to the recommendations obtained earlier and described in the previous chapter (hereinafter this model is called “light”). The
Finding Recommendations for Selecting Numerical Model Settings …
"Heavy" mesh model
53
"Light" mesh model
Fig. 22 Appearance of the basic and optimisation grid models of the Mark II blade
size of the first element was 0.003 mm, number of elements in the near wall layer was 20, cell growth factor in the near wall layer ER = 1.2, turbulence model SST_ ED_GT considering laminar-turbulence transition. It is also worth noting that this model was distinguished by a reduced number of finite elements in the flow core relative to the models used in the studies described above (hereafter referred to as “heavy”). The total number of elements for the obtained numerical model is 44614, which is 3.8 times less than in the initial numerical model of the blade Mark II. The appearance of the initial and optimised Mark II grid model is shown in Fig. 22. The results of calculating the relative temperature distribution along the axial chord of the blade of the original and optimised numerical models compared with the experimental data are shown in Fig. 23. Figure 23 shows that the calculation results for the ‘heavy’ and ‘light’ models do not differ much from each other. However, the amount of time required to calculate the “light” model is 2.3 times less than the “heavy” model.
5 Conclusions In the presented work the results are presented aiming at finding optimal settings of numerical models which allow to simulate accurately and with reduced costs the coupled working process in convective cooled cooled turbines. As a result, practical recommendations for the selection of grid parameters and turbulence models for such problems have been obtained. Recommendations for setting up numerical models for convectively cooled turbine blades in a two-dimensional setting are made: – size of the first element: not more than 0.012; – number of elements in the near wall layer: not less than 10; – cell growth factor in the near wall layer: not more than 1.2;
54
A. Volkov et al.
Fig. 23 Relative temperature distribution across the Mark II blade profile for models with different grid models
– turbulence model: further studies required. It is shown that application of rarefied grid in the main flow core will allow to keep accuracy of coupled process modelling but reduce calculation time by 2.3 times. The use of these recommendations will make it possible to obtain results close to the real ones while reducing time and computational costs. Acknowledgements The research was supported by the Ministry of Science and Higher Education of the Russian Federation (Grant No. 07772020-0015).
References 1. Inozemcev AA, Nihamkin MA, Sandrackii VL (2008) Osnovy konstruirovanija aviacionnyh dvigatelej i jenergeticheskih ustanovok [Fundamentals of designing aircraft engines and power plants]. Mashinostroenie, Moscow 2. Ho K, Liu JS, Elliott T, Aguilar B (2016) Conjugate heat transfer analysis for gas turbine film-cooled blade. In: Proceedings of the ASME Turbo Expo 2016: turbomachinery technical conference and exposition. Volume 5A: heat transfer. Seoul, V05AT10A003. ASME, GT201656688 3. Ke Z, Jian-Hua W (2016) Coupled heat transfer simulations of pulsed film cooling on an entire turbine vane. Appl Therm Eng 109:600–609 4. Insinna M, Griffini D, Salvadori S, Martelli F (2014) Coupled heat transfer analysis of a film cooled high pressure turbine vane under realistic combustor exit flow conditions. In:
Finding Recommendations for Selecting Numerical Model Settings …
5. 6.
7. 8.
9. 10.
11.
12. 13.
55
Proceedings of the ASME Turbo Expo 2014: turbine technical conference and exposition. Volume 5A: heat transfer. V05AT11A007. ASME, GT2014-25280 Wróblewski W (2013) Numerical evaluation of the blade cooling for the supercritical steam turbine. Appl Therm Eng 51:953–962 Bonini A, Andreini A, Carcasci C, Facchini B, Ciani A, Innocenti L (2012) Coupled heat transfer calculations on GT rotor blade for industrial applications: Part I—Equivalent internal fluid network setup and procedure description. In: Proceedings of the ASME Turbo Expo 2012: turbine technical conference and exposition. Volume 4: heat transfer, Parts A and B, ASME, GT2012-69846, pp 669–679 Shevchenko IV, Rogalev N, Rogalev A, Vegera A, Bychkov N (2018) Verification of thermal models of internally cooled gas turbine blades. Int J Rotat Mach 110 Florent D, Corpron A, Pons L, Moureau V, Nicoud F, Poinsot N (2009) Development and assessment of a coupled strategy for coupled heat transfer with large eddy simulation: application to a cooled turbine blade. Int J Heat Fluid Flow 30:1129–1141 Priyadarsini I (2019) Gas-turbine bladecooling using CFD gas-turbine bladecooling using CFD Horiuchi T, Taniguchi T, Tanaka R, Ryu M, Kazari M (2018) Application of conjugate heat transfer analysis to improvement of cooled turbine vane and blade for industrial gas turbine. In: Proceedings of the ASME Turbo Expo 2018: turbomachinery technical conference and exposition. Volume 5A: heat transfer. Oslo, Norway. June 11–15, 2018. V05AT10A002. ASME Wei L, Feng-bo W, Lei L, Tao C, Song-tao W (2018) Three-dimensional aerodynamic optimization of turbine blade profile considering heat transfer performance. In: Proceedings of the ASME Turbo Expo 2018: turbomachinery technical conference and exposition. Volume 2D: turbomachinery. Oslo, Norway. June 11–15, 2018. V02DT46A024. ASME Hylton LD, Mihelc MS, Turner ER, Nealy DA (1983) NASA technical report: NASA-CR168015 Popov G, Matveev V, Baturin O, Novikova Y, Volkov A (2018) Selection of parameters for blade-to-blade finite-volume mesh for CFD simulation of axial turbines. In: MATEC web of conferences, vol 220
General Mechanical Structure Design and Performance Test
A Novel Design of Automatic Longan Seed Removing Machine Ngoc-Kien Nguyen, Thanh-Tung Pham, and Van-Tinh Nguyen
Abstract Longan is an edible, white-fleshed fruit, native to tropical Asia. Apart from being eaten raw like other fruits, longan fruit is also often used in Asian soups, snacks, desserts, and sweet-and-sour foods, either fresh or dried. Dried longan is often used in Chinese cuisine, food therapy and herbal medicine, it is believed to have an effect on relaxation. This paper introduces a longan seed removing machine which will remove the seed of the longan before transferring the flesh to the drying process. In addition, the working speed of the machine is also investigated to find out the optimal motor speed, in which, the evaluation criteria is a success rate (SR) in the experiment. Keywords Longan fruit · Self-centered jig · Machine · Seed · Cam mechanism
1 Introduction Longan is a sweet and juicy fruit, the longan tree is planted abundantly in Asia countries such as Myanmar, north Thailand, Cambodia, north Vietnam, etc. [1– 3]. The longan flesh is used in many desserts while the seed and the peel are not consumed. The fresh longan should be used in short time after harvesting because its quality reduces rapidly in normal condition. To improve its storage and usage, the longan is usually dried. The dying process is implemented after removing the seed. The dried longan is often used as herbal medicine. Nowadays, there is a few researchers focusing on separating the flesh of the fruits and the seeds. For instance, Karthikeyan et al. fabricated the tamarind seed removal machine [4]. This machine adopted the blade to cut the tamarind while the projection will take away the seeds. Ali et al. developed the Japanese apricot seed remover which N.-K. Nguyen · V.-T. Nguyen (B) School of Mechanical Engineering, Hanoi University of Science and Technology, Hanoi, Vietnam e-mail: [email protected] T.-T. Pham Faculty of Mechanical Engineering, Thuy Loi University, Hanoi, Vietnam © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_5
59
60
N.-K. Nguyen et al.
deployed simultaneously four cutters to increase the productivity and all of them is actuated by pneumatic cylinder [5]. Investigating on longan extracting machine, Cheng-Han Li et al. proposed the semiautomatic mechanism for peeling flesh and removing seed for the dried longan. This research applied the silicone soft plate to separate out the seed by squeezing [6]. Likewise, we observed an auto longan extracting machine that used pneumatic cylinder mechanism for talking the seed of longan [7]. Due to using air pressure, this machine made a big noise, and the extracting process is implemented by step by step which has a low efficiency and takes a long time. In China, various the seed removing systems have also been developed and patented. For instance, Wang invented dry longan kernel removing machine [8]. Li presented a kind of longan core-removing cutter. This application consists of cutter rotator, some blades being arranged at cutter rotator top and directive wheel, some blades along the circumferential direction splice and surround round table-like set of blades [9]. This paper proposed a novel prototype of longan flesh extracting machine that applied the cam mechanism and multi cutters for removing the seeds that will reduce time consuming. Moreover, the longan is fixed by the self-centered jig that decreases the substandard product during the operation. The remain of this paper consists of four sections. The first is overall structure of longan flesh extracting machine. The second describes the 3D design while the third address the controller of the machine. The next section presented the experiment result, and the final section includes some conclusions and discussion.
2 Requirements for Products Handling This research focuses on removing the seed of small-sized fruits such as longans and lychees. The existing literature reveals the mechanical properties of longan. Qing conducted the longan fruit and pit compression experiments to determine the elastic modulus [10]. The shape of these fruits is approximately spherical, and their average diameter and weight is shown in Table 1. Observing on the seed removing process of the workers, this paper proposes the principle of the seed removing machine as described in Fig. 1. Table 1 Diameter and weight of product Products
Diameters (mm) Min
Max
Min
Max
Min
Max
Longan
20
25
11
15
10
14
Weight (gram)
Diameter of seed (mm)
A Novel Design of Automatic Longan Seed Removing Machine
Feeding
Fixture
Punching
61
Seed removing
Fig. 1 Working cycle of longan flesh extracting machine Fig. 2 Overview of longan flesh extracting machine
2
1
3
3 Overall Structure Design of Longan Flesh Extracting Machine 3.1 Overview of Structure The overall structural assembly model of the longan seed removing machine designed in this study is shown in Fig. 2. The mechanical design of this machine was performed using SolidWorks 2020 (Dassault Systems, SE). The machine consists of three main modules: (1) Fixture module to fix the workpiece in removing process (2) Removing module to remove the seeds (3) Machine frame module to store all parts of the machine.
3.2 Fixture Module The workpieces are fixed by self- centered jig during removing process. The seeds will move with the cutter and is released into the tray 1, meanwhile, the product will move to the tray 2 as shown in Fig. 3. The self-centered jig consists of two C-shape jaws as presented in Fig. 4, the springs will push them forward and generate the clamping force. The motion of the jaws is constrained by couples of racks and pinion and the maximum stroke of the jaw is 20 mm. By this way, the workpiece will be auto–centered at the right position with the cutter. This module is actuated by 1.5 KW Siemens motor through the worm-gear transmission with ratio of 3 and controlled by Mitsubishi Inverter FR–E500.
62
N.-K. Nguyen et al.
Fig. 3 Fixture module
Tra
J Tray
Fig. 4 Self-centered jig
Cam mechanism
Cutter
3.3 Seed Removing Module This module consists of two main parts such as cam mechanism and cutter as presented in Fig. 5. The cutter is sharpened to penetrate the seed and draw it out of the workpiece as shown in Fig. 6. It is made by SUS304 with the diameter of 12 mm. The pushing rod designed inside the cutter will eject the seeds into the tray 1. The motion of the cutter will follow the profile of cam mechanism as shown in Fig. 7. In a working cycle, the profile of cam mechanism is divided into five stages such as workpiece feeding (1), pre-cutting (2), cutting (3), drawing the seeds out (4) and seed removing (5). The stroke of the cam mechanism is 1115 mm. Fig. 5 Seed removing module
A Novel Design of Automatic Longan Seed Removing Machine
63
Fig. 6 Seed removing process
Fig. 7 Profile of cam mechanism
4 Results and Discussions Figure 8a describes the electrical cabinet to control the longan flesh extracting machine. It contains automat, contactor, relay, and inverter Mitsubishi E-520. Fabrication of the proposed machine is shown in Fig. 8b. To evaluate the effectiveness of this machine, we use success rate (SR) of the seed removing as described in Eq. 1. SR =
Nout Nin
(1)
where Nin is the number of the samples, we tested with Nin = 30; Nout is the number of products. In the first experiment, the 30 samples were selected with the diameter from 20 to 25 mm. The velocity of the motor was set to 300 rpm, the success rate was 86%. The failure rate of cutting the seed and the longan breakage rate were 11% and 3%, respectively. The performance of the proposed machine is much better than the workers, especially, its productivity is eight to ten times in comparison to the workers. In the second experiment, we will investigate the effect of the velocity of the motor on the performance of this machine. The experiment was considered at speed of 250, 280, 320, 350 and 400 rpm. Each speed was tested with 30 longans and the experiment results were shown in Fig. 9. When the speed of the motor is 250 rpm,
64
N.-K. Nguyen et al.
Fig. 8 Fabrication of proposed machine: a electrical cabinet; b longan seed removing machine
the success rate is about 93% (28/30). When the speed of the motor is 400 rpm, the success rate is 80% (24/30). The experiment results recommended that reducing the speed of the motor will improve the success rate and the working performance of the proposed machine.
Fig. 9 Success rate at various motor speeds
A Novel Design of Automatic Longan Seed Removing Machine
65
5 Conclusions This paper proposed the prototype of the longan seed removing machine which consists of two main modules such as longan fruit feeding and seed removing module. The experiment results confirmed that the structure of the longan flesh extracting machine worked smoothly. Reducing the speed can increase the success rate. The success rate reaches about 93% when the optimal speed of the motor is around 250 rpm. The productivity of the proposed machine is six to eight times as much as manual labor depending on the size of the fruit. Acknowledgements This research was funded by Hanoi University of Science and Technology (HUST) under project number T2022-PC-036.
References 1. Caballero B, Trugo L, Finglas PM (2003) Encyclopedia of food science and nutrition. Academic Press, Cambridge, MA, USA; ISBN 978-0-12-227055-0 2. Lim TK (2013) Dimocarpus longan subsp. longan var. longan. In: Edible medicinal and nonmedicinal plants, vol 6. Fruits. Springer Science & Business Media, pp 18–29. ISBN 978-94007-5628-1 3. Khatun MM, Karim MR, Molla MM, Khatun MM, Rahman MJ (2012) Study on the physicochemical characteristics of longan (Euphoria longana) germplasm. Bangladesh J Agric Res 37(3):441–447. https://doi.org/10.3329/bjar.v37i3.12087. ISSN 0258-7122 4. Karthikeyan R, Nirmal BE, Pravin Kumar M, Pavithran NK (2019) Design and fabrication of tamarind seed removal machine. Int J Sci Technol Res 8(12) 5. Ali M, Park S-J, Akhter T, Kim G-S, Yang KW, Seonwoo H, Kim H-J (2017) Development of a plum (Japanese Apricot) seed remover for multipurpose plum flesh processing. J Biosyst Eng 42(4):283–292 6. Li C-H, Hsu Y-T, Hsieh C-H, Cheng C-W (2021) A novel semiautomatic flesh peeling and seed removing mechanism for dried longan. Agriculture 11:48 7. Chaoyong W (2014) Longan kernel-removing and peeling machine. Patent, CN203399680U 8. Xiaowei W (2017) Dry longan kernel removing machine. Patent, CN106509923A 9. Yong L (2018) A kind of longan core-removing cutter. Patent, CN106072681A 10. Qing Y, Li C, Cao Y, Zhang Z, Cheng H (2010) Test and analyse on macromechanic parameters of longan. Nongye Jixie Xuebao 41:125–134
A Semi-analytical Approach for Dynamic Characteristics of Beams with the Effect of Static Load Xuan Yang, Yanbin Li, Qiang Chen, and Qingguo Fei
Abstract This work introduces a semi-analytical approach to illustrate the linearized vibration of clamped–clamped beams in the nonlinear regime due to the effect of static load. The von Karman strain and Hamilton’s principle are utilized to derive the genernal nonlinear equations of beams under static and acoustic pressure load. The nonlinear dynamic problem is analyzed in two parts: the nonlinear static problem and the linearized vibration around the nonlinear static equilibrium state. The modal equation under initial large deflection is a variable coefficient partial differential equation and is difficult to obtain an analytical solution. An approximate solution is performed by the transfer-matrix method and local homogenization. The analysis shows that the variation of pressure load affects the static deflection and the dynamic characteristics of the beam. With the gradual increase of the pressure load, the deflection of the beam has a great influence on the higher-order modal shapes of the beam. And the peak value of the modal shapes near the center of the beam is lower than the sides. Keywords Beams · Linearized vibration · Transfer matrix method · Geometric nonlinearity · Modal analysis
1 Introduction During the service of a hypersonic vehicle, it has to endure a very complex dynamic environment, such as high dynamic pressure and acoustic pressure load. Clamped– clamped structures exhibit complex geometric nonlinear response characteristics under combined loads. The strain does not exceed the elastic limit, but the static
X. Yang · Y. Li (B) · Q. Chen · Q. Fei Institute of Aerospace Machinery and Dynamics, Southeast University, Nanjing 211189, China e-mail: [email protected] School of Mechanical Engineering, Southeast University, Nanjing 211189, China © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_6
67
68
X. Yang et al.
equilibrium and vibration differential equations with large deflection show nonlinear characteristics. Takabatake [1] clarify the effect of dead loads on the static characteristics of the beam. Furthermore, he considered the effect of dead loads on the dynamic characteristics of beams [2, 3] and plates [4] utilizing suitable assumptions. Zhou et al. [5] developed a load-induced stiffness matrix that considers the stiffening effect of dead loads. And the natural frequencies of beams are calculated using Finiteelement methods. Saha et al. [6] studied the large amplitude free vibration of plates based on static analysis by an iterative numerical scheme. Banerjee et al. [7] utilized the nonlinear shooting and Adomain decomposition methods to analyze the large deflection of beams. Wang et al. [8] investigated the effect of static load on the vibro-acoustic characteristics of plates. Carrera et al. [9] developed a geometrical nonlinear total Lagrangian formulation to analyze the vibration modes of beams in the nonlinear regime. In this paper, a semi-analytical approach is established to illustrate the linearized vibration of clamped–clamped beams in the nonlinear regime due to the effect of static load. By using the Rayleigh–Ritz method and transfer matrix method, the effect of static pressure load on the natural frequencies and modal shapes of beams are studied.
2 Basic Theory A clamped–clamped rectangular beam under pressure load, as shown in Fig. 1, is considered in this study. The L, b and h are the length, width, and thickness of the beam. The P is the pressure load. The axial displacement components in the midplane are assumed as zero. Suppose that (u, w) denotes the total displacements of a point along the (x, z) coordinates. The von Karman strain and Hamilton’s principle are utilized to derive the nonlinear static equilibrium equations and nonlinear governing equations of the beam. The basic assumptions made to derive the equation can be summarized as follows: (1) Assuming the deformation of the beam obeying the hypothesis of the Bernoulli– Euler beam equation. (2) All strain components are small enough to satisfy Hooke’s law. Fig. 1 A clamped–clamped rectangular beam under pressure load
z
P L
x
b
h
A Semi-analytical Approach for Dynamic Characteristics of Beams …
69
2.1 Semi-analytical Approach for Nonlinear Static Deflection The Von Karman nonlinear strain–displacement relationships are ε0x = −z
( ) ∂ 2 w0 1 ∂w0 2 + ∂x2 2 ∂x
(1)
where ε0x is the normal strain at an arbitrary point of the beam. According to Hamilton’s principle, the static equilibrium equations can be derived by δ(U p − W p ) = 0
(2)
where δ is the variational operator. U p and W p represent the strain energy and the potential energy, respectively, which can be written as ∫ Up =
L 0
( ) ( 2 )2 ∫ L ∂w0 4 ∂ w0 1 1 EA EI dx + dx 8 ∂x 2 ∂x2 0 ∫ L Wp = P0 w0 d x
(3)
(4)
0
where E, A, and I are Young’s modulus, the cross-sectional area, and the crosssectional moment of inertia, respectively. Furthermore, P0 is the static pressure load and w0 is the deflection. Analytical solutions for the deflection are obtained using Navier’s solution technique. The solution, which satisfies the clamped–clamped boundary conditions, can be assumed as follows. w0 =
n ⎲ m=1
am sin
(2m − 1)π x πx sin L L
(5)
Substituting Eq. (5) into the Eq. (2). According to the Rayleigh–Ritz method and the variational principle, the static equilibrium equations can be variationally calculated as ∂(U p − W p ) = 0 m = 1, 2, . . . n ∂am The value of coefficients am can be solved by numerical methods.
(6)
70
X. Yang et al.
2.2 Semi-analytical Approach for Modal Analysis The governing nonlinear equations of vibration with Von Karman strain can be expressed as ρ Aw¨ −
3 E Aw '2 w '' + E I w (4) = P 2
(7)
where P is the combined load of dynamic pressure P0 and acoustic pressure P1 . And the transverse displacement w can be divided into static deflection w0 (x) and dynamic vibration w1 (x, t). The Eq. (7) can be expressed as 3 3 3 2 2 2 E Aw ' 0 w0'' − 3E Aw0' w0'' w1' − E Aw ' 1 w0'' − E Aw ' 0 w1'' 2 2 2 3 2 − 3E Aw0' w1' w1'' − E Aw ' 1 w1'' + E I w0(4) + E I w1(4) = P 2
ρ Aw¨ 1 −
(8)
It is assumed that dynamic pressure is much greater than acoustic pressure. The deformed state w0 (x) is defined as the reference state, and the vibration w1 (x, t) is act on this reference state. The rotations under acoustic pressure are neglected. The Eq. (8) can be rewritten as ρ Aw¨ 1 −
3 3 2 2 E Aw ' 0 w0'' − E Aw ' 0 w1'' + E I w0(4) + E I w1(4) = P 2 2
(9)
Due to the dynamic pressure being much greater than acoustic pressure, it is assumed that the w1 is much better than w0 . And the influence of w1 on w0 is ignored. The relationship between static deflection w0 and dynamic pressure P0 is expressed as E I w0(4) −
3 2 E Aw ' 0 w0'' = P0 (x) 2
(10)
The static deflection w0 can be obtained by Sect. 2.1. And Eq. (9) can be rewritten as ρ Aw¨ 1 −
3 2 E Aw ' 0 w1'' + E I w1(4) = P1 (x, t) 2
(11)
The governing equation of free vibration, with the effect of static load, can be simpler as ρ Aw¨ 1 −
3 2 E Aw ' 0 w1'' + E I w1(4) = 0 2
(12)
Based on the separation of variables, the modal equation can be derived from Eq. (12), expressed as
A Semi-analytical Approach for Dynamic Characteristics of Beams …
71
3 2 E Aw0' φ '' − ω2 ρ Aφ = 0 2
(13)
E I φ (4) −
in which ω is the natural frequency of the beam, and φ is the mode function. Equation (13) is a variable coefficient partial differential equation and is difficult to calculate an analytical solution. An approximate solution is performed by the transfermatrix method based on local homogenization. The beam is divided into n segments and the modal equation of the ith beam is E I φi (4) −
3 2 E Aw0' (xi )φi'' − ω2 ρ Aφi = 0 2
(14)
According to the homogenization theory, let δi2 =
1 xi+1 − xi
∫
xi+1 xi
3Aw0 '2 (x) dx 2I
β4 =
ω2 ρ A EI
(15)
The general solution of Eq. (14) is φi (x) = Ai sin βi1 (x − xi ) + Bi cos βi1 (x − xi ) + Ci cosh βi2 (x − xi ) + Di sinh βi2 (x − xi )
βi1 =
⌜/ | | √
β4 +
δi δi − 4 2 4
2
⌜/ | | δi 2 √ 4 δi 4 + βi2 = β + 4 2
(16)
(17)
In which, x i ≤ x ≤ x i+1 , (i = 1, 2, 3, …, n). Ai , Bi , C i , and Di are constants, which are to be determined using the boundary conditions. The displacement and force are continuous between the ith segment and the i + 1th segment which can be written as ' φi (xi+1 ) = φi+1 (xi+1 ) φi' (xi+1 ) = φi+1 (xi+1 ) '' ''' (xi+1 ) φi''' (xi+1 ) = φi+1 (xi+1 ) φi'' (xi+1 ) = φi+1
(18)
The transfer matrix can be expressed as Φi (xi+1 )ψi = Φi+1 (xi+1 )ψi+1 −1 ψi+1 = Φi+1 (xi+1 )Φi (xi+1 )ψi
(19)
]T [ ψi = Ai Bi Ci Di
(20)
In which
] [ θi (x) = sin βi1 (x − xi ) cos βi1 (x − xi ) cosh βi2 (x − xi ) sinh βi2 (x − xi ) (21)
72
X. Yang et al.
Φi (x j ) = [ θi (x j ) θi' (x j ) θi'' (x j ) θi''' (x j )]T
(22)
The relationship between the nth segment and 1st segment is
Γ =
i=n Π
ψn = Γ ψ1
(23)
−1 Φi+1 (xi+1 )Φi (xi+1 )
(24)
i=1
In clamped boundary conditions, the natural frequencies are determined from the roots of the polynomial ⎡
[
Γ1 Γ2
[
] =
⎤ 0110 ⎢ β11 0 0 β12 ⎥ ⎢ ⎥=0 ⎣ ⎦ Γ1 Γ2
(25)
] sin(βn1 h) cos(βn1 h) cosh(βn2 h) sinh(βn2 h) Γ βn1 cos(βn1 h) −βn1 sin(βn1 h) βn2 sinh(βn2 h) βn2 cosh(βn2 h) (26)
The structural modal frequency can be obtained by numerically solving Eq. (25). And then the coefficient of the general solution of each beam segment and the approximate modal shape can be obtained.
3 Numerical Results and Discussions 3.1 Verification of the Proposed Method The following parameters are adopted for the clamped–clamped beam: E = 200 GPa, μ = 0.3, L = 350 mm, ρ = 7.93 × 10−9 t/mm3 , b = 5 mm, and h = 3 mm. The static press is assumed as 0.01 MPa. The accuracy of this method is verified by ABAQUS. Through the convergence analysis, this paper takes 10 segments to solve the structural modal parameters. The Beam element B31 is adopted in ABAQUS, which includes 140 elements and 141 nodes in total. The deflection curve of the beam calculated by the two methods is shown in Fig. 2. The maximum error is 0.019 mm. The modal frequencies of the beam calculated from the proposed and ABAQUS are compared in Table 1. Results show that the modal frequencies and modal shapes obtained from the proposed method agree well with that from ABAQUS.
A Semi-analytical Approach for Dynamic Characteristics of Beams …
73
Fig. 2 Comparisons of the deflection
Table 1 Comparisons of modal frequencies Initial
Mode
1
2
3
4
5
Present
126.4
348.4
683.1
1129.2
1687.0
ABAQUS
126.5
348.1
681.8
1125.8
1679.6
Error % With pressure
0.08
0.09
0.19
0.30
0.44
Present
130.5
365.7
700.7
1147.0
1704.7
ABAQUS
136.2
352.7
687.4
1131.0
1685.0
Error %
4.19
3.68
1.93
1.41
1.17
3.2 Results and Discussion The effect of pressure load variation on the dynamic characteristics of the beam was investigated in this section. The reference pressure load Pr = 0.01 MPa and the pressure load P was set as P/Pr = 0, 1, 3, 5. The modal frequencies and modal shapes of the beam under varied pressure loads are shown in Figs. 3 and 4 respectively. Results show that the modal frequencies rise with the pressure load increase. The growth rate of structural deflection gradually was reduced due to geometric nonlinearity. And the increase of modal frequencies gradually slows down. With the gradual increase of the load, the shape of first and second-order modal shapes of the Fig. 3 The modal frequencies under pressure load
74
X. Yang et al.
1st modal shape
2nd modal shape
3rd modal shape
4th modal shape
5th modal shape Fig. 4 The modal shapes under pressure load
beam does not change significantly, which could be expressed by an approximate trigonometric function. But the third, fourth and fifth-order modal shapes change significantly, and the peak value of the modal wave near the center of the beam is lower than the sides.
4 Conclusion The large displacement of structures may modify the modal behavior of structures significantly. This work introduces a semi-analytical approach to illustrate the nonlinear vibration of clamped–clamped beams with the effect of static, considering the correlation of moderate rotations and nonlinear vibration. First, based on the Rayleigh–Ritz method, the static deformation analysis under pressure is carried out through the semi-analytical method. Then, based on the static deformation analysis, the governing differential equation of the beam under initial large deformation is established. The modal equation under initial large deflection is a variable coefficient partial differential equation. Finally, the equation is approximately solved by the transfer-matrix method based on the local homogenization theory. The analysis shows that the variation of pressure load affects the static deflection and the dynamic characteristics of the beam. With the gradual increase of the load,
A Semi-analytical Approach for Dynamic Characteristics of Beams …
75
the deflection of the beam has a great influence on the modal shape of the beam and the peak value of the modal wave near the center of the beam is lower than the sides. Acknowledgements The research work described in this paper was supported by the National Natural Science Foundation of China (52175220, 52125209), the Natural Science Foundation of Jiangsu Province (BK20211558), the Southeast University “Zhongying Young Scholars” Project, Postdoctoral Science Foundation of Jiangsu Province (2021K230B), and the Postgraduate Research and Practice Innovation Program of Jiangsu Province (KYCX18_0070).
References 1. Takabatake H (1990) Effects of dead loads in static beams. J Struct Eng 116(4):1102–1120 2. Takabatake H (1991) Effect of dead loads on natural frequencies of beams. J Struct Eng 117(4):1039–1052 3. Takabatake H (2013) Effects of dead loads on dynamic analyses of beams subject to moving loads. Earthq Struct 5(5):589–605 4. Takabatake H (1992) Effects of dead loads in dynamic plates. J Struct Eng 118(1):34–51 5. Zhou S-J, Zhu X (1996) Analysis of effect of dead loads on natural frequencies of beams using finite-element techniques. J Struct Eng 122(5):512–516 6. Saha KN et al (2005) Nonlinear free vibration analysis of square plates with various boundary conditions. J Sound Vib 287(4–5):1031–1044 7. Banerjee A, Bhattacharya B, Mallik AK (2008) Large deflection of cantilever beams with geometric non-linearity: analytical and numerical approaches. Int J Non-Linear Mech 43(5):366– 376 8. Wang D, Geng Q, Li Y (2018) Effect of static load on vibro-acoustic behaviour of clamped plates with geometric imperfections. J Sound Vib 432:155–172 9. Carrera E, Pagani A, Augello R (2019) Effect of large displacements on the linearized vibration of composite beams. Int J Non-Linear Mech 103390
Milling Tool Wear Prediction Based on 1DCNN-LSTM Wanliang Xia, Jin Zhou, Wenju Jia, and Miaoxian Guo
Abstract The real-time monitoring of tool wear is critical to ensure the high-quality machining. However, there are some problems in machining condition monitoring, such as large amount of data, redundancy of machining information and insufficient prediction accuracy, which affect the reliability of the tool wear monitoring process. This paper presents tool wear monitoring with multi-sensor instrument and tool wear compensation in milling process. Through the optimal feature combination of fusion signals, a tool wear prediction model based on 1DCNN-LSTM is constructed. Compared with the tool wear prediction model without feature selection, the prediction accuracy and calculation efficiency of 1DCNN-LSTM model are significantly improved. Keywords Milling · Tool wear · Prediction · 1DCNN-LSTM
1 Introduction Tool condition is considered to be one of the most important factors in determining production quality, productivity and energy consumption [1]. As a widely used tool wear prediction technique, machine learning algorithm can establish a nonlinear mapping relationship between features and tool wear. Guan et al. [2] performed empirical modal decomposition of acoustic emission signals, and the feature vector composed of the autoregressive model of each modal function is extracted. Suo et al. [3] uses the multi-resolution wavelet method to analyze the milling force signal, extracts the energy and covariance of component into the BP neural network to achieve tool wear prediction. Dang et al. [4] collected vibration signals during the machining process, automatically extracted features based on 1DCNN (one-dimensional convolutional neural W. Xia · J. Zhou · W. Jia · M. Guo (B) School of Mechanical Engineering, University of Shanghai for Science and Technology, Shanghai, China e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_7
77
78
W. Xia et al.
network), and used extreme learning machine to predict tool wear. Zhou et al. [5] used Hilbert-Huang transform to extract tool wear features and predict too wear and tool remaining life based on LSTM (long short term memory) for tool wear and remaining tool life. Zhang et al. [6] carried out wavelet packet transform on milling force signals and used the energy in different frequency bands as feature vectors to predict tool wear state by using sparse auto-ecoding network model. Although the above single type of deep learning models can effectively extract spatial and has good prediction effect, it cannot mine information from both spatial and temporal dimensions. Yan et al. [7] proposed a long short-term memory convolutional neural network (LSTM-CNN) model, which uses LSTM and CNN to extract features of vibration and milling force signals from both sequence and multi-dimensional aspects. The mapping relationship between features and tool wear improves the prediction accuracy of tool wear. An et al. [8] proposed a hybrid model of CNN-SBULSTM (CNN with Stacked Bi-directional and Uni-directional LSTM), using CNN to extract features from internal from internal controller and external sensor signals, which performs features dimensionality reduction. Li et al. [9] proposed a 1DCNN-LSTM hybrid model which made full use of the learning ability of 1DCNN and the time series analysis ability of LSTM to fully mine the information related to tool wear state in vibration and acoustic emission signals, and achieved good tool wear recognition results. In this paper, the process signals are collected based on the multi-sensor fusion system, and the time domain, frequency domain and time–frequency domain features are extracted from the original signals to reduce the influence of noise. The adaptive moment estimation algorithm is used to optimize the 1DCNN-LSTM model, and the information related to tool wear is mined from both temporal and spatial dimensions in the tool wear feature data set to improve the accuracy of tool wear prediction.
2 Theoretical Basis of 1DCNN-LSTM Model The 1DCNN-LSTM network model structure is shown in Fig. 1. In the prediction model, the useful information in the feature sequence of the input layer is fully excavated by two convolutional layers and two pooling layers alternately, and then the time series information of the output features of pooling layer 2 is extracted by LSTM. Finally the tool wear prediction value is obtained by the fully connected layer. In order to improve the prediction accuracy of the model and the convergence speed of the iterative solution, each feature column and the actual wear value in the optimal feature combination are normalized: x' =
x − min(x) max(x) − min(x)
(1)
Milling Tool Wear Prediction Based on 1DCNN-LSTM
79
Fig. 1 1DCNN-LSTM network structure
The standardized features are input into the convolutional layer of 1DCNN for deep feature extraction. The convolution process is shown in Fig. 2. Taking a onedimensional cutting feature sequence of length N as an example, with a convolution kernel size of T × 1 and a step size of S, the resultant length G after convolution is calculated as: G=
N −T +1 s
(2)
In the process of convolution kernel sliding, the convolution kernel with the input data to obtain the feature results, and the calculation formula is shown below: ⎛ l−1 ⎞ M ∑( ) X il−1 ∗ K il j + blj ⎠i = 1, 2, . . . M l X lj = f ⎝ (3) i=1
Fig. 2 Convolution process
80
W. Xia et al.
where X lj is the jth feature map of the lth layer, M l is the input array for computing the jth output, X il−1 is the ith input in the l−1th layer, K il j is the convolution kernel of the lth layer, blj is the bias of the jth of the lth layer, and f (·) is the activation function. To avoid overfitting caused by overabundance neurons, maximum pooling is added after convolution to retain important feature information and improve training efficiency. The specific calculation formula is as follows: P( j ) = max(q(t))
(4)
t∈K j
where P( j ) is the jth feature value after pooling, K j is the jth pooling domain, and q(t) is the element value of the convolutional feature in the jth pooling domain before pooling. The output of the 1DCNN is fed into the LSTM neural network for modeling and extracting temporal information. The LSTM neural network introduces a series gate mechanism based on RNN (recurrent neural network) to obtain long-term memory and alleviate the gradient disappearance and explosion problems, and its cell structure is shown in Fig. 3. LSTM selectively processes information by combining current information and cell state history information using ingates, forgetting gates and output gates. At each moment t, the ingates and forgetting gates combine the output value ht −1 of the previous moment and the input x t of the current moment to obtain the input ∼
coefficient it , the forgetting coefficient f t , and the candidate cell state Ct after the activation function. At each moment t, the ingates and forgetting gates combine the output value h t−1 of the previous moment and the input x t of the current moment to obtain the input coefficient it , the forgetting coefficient f t , and the candidate ∼
cell state Ct after the activation function. The cell state Ct at the current moment is obtained by combining the information filtered by f t oblivion from the cell state Ct−1 at the previous moment and the information filtered by it from the candidate cell ∼
state Ct . The output coefficients ot calculated by h t−1 and x t through the activation function after the cell state update. The updated cell state Ct is multiplied with ot after the activation function to obtain the predicted value of the current moment ht . Fig. 3 Structure of LSTM memory cell unit
Milling Tool Wear Prediction Based on 1DCNN-LSTM
81
The formulae for each threshold, internal memory cell, memory and candidate state are shown below: Ingate (Threshold): ] [ i t = σ (wi · h t−1 , xt + bi )
(5)
Oblivion Gate (Threshold): ] [ f t = σ (w f · h t−1 , xt + b f )
(6)
Output Gate (Threshold): ] [ ot = σ (wo · h t−1 , xt + bo )
(7)
Internal memory unit (long-term memory): Ct = f t ∗ Ct−1 + i t ∗ C˜ t
(8)
Predicted values (short-term memory): h t = ot ∗ tanh(Ct )
(9)
Candidate state (new knowledge inducted): ] [ C˜ t = tanh((wc · h t−1 , xt + bc ))
(10)
where: wi , w f , wo , wC are the parameter matrices to be trained; bi , b f , bo , bC are the bias terms to be trained; σ the sigmoid activation function with the output interval [0, 1]; tanh is the activation function with the output interval [−1, 1]. The output of the LSTM is used as the input of the fully connected layer, and the predicted value is obtained after the fully connected layer, which realizes the mapping of features to tool wear values. The calculation formula is as follows. ) ( x l = σ wl x l−1 + bl
(11)
where wl is the weight of the lth layer and bl is the bias of the lth layer. Root Mean Square Error (RMSE) and Mean Absolute Error (MAE) are used as the two evaluation indicators of model prediction accuracy, which are calculated as follows. RMSE: ⌜ | n | 1 ∑ ( pr e )2 yk − yk (12) Pr mse = √ n k=1
82
W. Xia et al.
MAE: Pmae
n | 1 ∑|| pr e y − yk | = n k=1 k
(13)
pr e
where yk is the predicted value of milling cutter wear, y k is the true value of milling cutter wear, and n is the number of samples.
3 Milling Tool Wear Prediction Based on 1DCNN-LSTM The workpiece is fixed on the dynamometer through the fixture, and the vibration sensor is installed on the side of the workpiece to facilitate accurate acquisition of vibration and force signals. In the whole process of tool wear, there are 300 times of cutting, and finally 300 sets of milling force and vibration signal data are obtained. During the cutting process, the time domain, frequency domain and other characteristic data extracted from the sensor signal are usually time series data which have obvious spatial local and time dependence characteristics [10]. CNN has strong data mining capabilities, and can achieve good prediction results even with less preprocessing. However, it assumes that all inputs and outputs are independent, and correlations between features at different moments are ignored, leads to performance degradation in processing time series data. LSTM can effectively deal with the longterm dependence problem, which exactly makes up for the deficiency of CNN in dealing with time series data [11]. 1DCNN is mainly used to deal with one-dimensional time series data, so 1DCNN is chosen to process the input feature sequence in this paper. Based on the local feature extraction ability of 1DCNN and the time dependence of LSTM, this paper designs a tool wear prediction model based on 1DCNN-LSTM. Taking the selected optimal feature combination sequence and the measured actual tool wear value as the input of the model, the nonlinear relationship between the feature and tool wear is established by training the model, and the tool wear prediction is finally realized. The total number of layers in the network of the model is 8, mainly containing 2 layers of convolution, 2 layers of pooling, 1 layer of LSTM and 1 layer of fully connected layers. The input layer is the optimal feature combination sequence Ak , Ak = {Ak1 , Ak2 , …, Akd }, k = 1, 2, …, 300, denoting the number of tool walks, and d is the number of feature dimensions in the optimal feature combination. In order not to miss feature information during convolution, the step size is set to 1. The size of the convolution kernel determines the weight distribution in the convolution process, and 3 × 1 convolution kernel is chosen, and the number of filters chosen in this paper is 16. The pooling domain size is chosen from the commonly used 2 × 1, where the step size is 2. The number of hidden layer neurons in LSTM is the same as the dimension of feature vectors in the input model.
Milling Tool Wear Prediction Based on 1DCNN-LSTM
83
Train the entire model with Categorical-Cross entropy Loss, and the cross entropy error is calculated as follows: Loss(θ ) = −
n ∑
pr e
yi
log yi
(14)
i=1 pr e
where yi is the predicted value of milling cutter wear, y i is the true value of milling cutter wear, θ is the network parameter, and n is the number of samples. The algorithm performs the minimum solution along the direction where Loss(θ ) decreases the fastest and achieves a fit between the predicted and true values after several iterations. Since the traditional gradient descent algorithm is easy to fall into the local optimal and the update speed is slow when solving the model, the ADAM algorithm is used to optimize the model. ADAM uses the first-order and second-order moment means of the gradient to perform adaptive learning rate calculation and parameter update, respectively, ensuring that the learning rate of each parameter is dynamically adjusted within a determined range, making the parameter changes are relatively stable. The model calculates the error of each network layer by back propagation to achieve an accurate finding of the optimal solution for each network layer parameter θ. Let ε be the step size and take the value of 0.001; the moment estimation index decay rates ρ1 and ρ2 are usually set to 0.9 and 0.999, respectively. The constant δ = 10−8 is introduced to make the calculated value stable with error limit e = 10–8 .The computational flow of the ADAM algorithm is shown in Table 1. Table 1 Flowchart of Adam’s algorithm ADAM algorithm: 1: Initialization parameters: initialize the training parameter θ0 when t = 0; initialize the first-order s0 ← 0 and the second-order moment variable r0 ← 0 2: While θ(t) does not reach convergence do (start iteration) 3: t = t + 1 (time step t increases) 4: gt = ∇θ Loss(θt−1 ) (to obtain the tth round objective function gradient) 5: st ← ρ1 · st−1 + (1 − ρ1 ) · gt (Update the biased first-order moment vector) 6: rt ← ρ2 · rt−1 + ( 1 − ρ2 ) · gt ⊙ gt (Update the biased second-order moment vector) ∆
7:
st ← st /(1 − ρt1 ) ∆
rt ←
rt /(1 − ρt2 )
(Correction of deviation of first-order moments)
(Correction of deviation of first-order moments) √ 9: if ||s/( r + δ)||2 ≥ e do: (Determine whether the conditions are met) 10: θt = θt−1 + Δθ (Update parameters) 11: else: (End of judgment) 12: end while (Iteration stop) 8:
∆
∆
84
W. Xia et al.
4 Analysis of Different Tool Wear Models In order to verify and compare the prediction effect of the 1DCNN-LSTM tool wear prediction model proposed in this paper, the other two methods are used for comparison: (a) LSTM model with the optimal feature combination sequence as input, denoted as LSTM; (b) 1DCNN-LSTM model with three-way force and vibration raw signal as input (Raw Data 1DCNN-LSTM, denoted as RD-1DCNN-LSTM).
4.1 Comparison of Model Stability The LSTM model and 1DCNN-LSTM model were established in Python 3.8.2 and Tensorflow 2.0.1 frameworks, and the same training parameters were set for the three model methods: the optimizer for the training model was Adam, the basic learning rate was 0.001, the batch size was 30, and the number of iterations was 1000. The models were fully trained with the feature data, and then the stability of the model training process was verified by the feature data sets of Experiments 1 and 2, and the variation of the loss function values of the three models RD-1DCNN-LSTM, LSTM, and 1DCNN-LSTM are shown in Figs. 4, 5 and 6. It can be seen from three figures, it reach a small value of loss function within 1000 iteration cycles. The loss on the training set is very small from the loss on the test set, both floating around 0.58. Therefore, the training process of the models is normal and the training parameters are reasonable. Among them, the RD-1DCNNLSTM model tends to be stable after the iteration period reaches 600, and the LSTM model tends to be stable after the iteration period reaches 300. However, the model proposed in this paper is in a stable state only after 20 iterations, indicating that the proposed model is easy to train and can obtain high efficiency. The change trends of the loss function values in the two Experiment are similar, indicating the universality of the model.
4.2 Comparison of Model Prediction Effects The tool wear prediction effects of the three models, RD-1DCNN-LSTM, LSTM and 1DCNN-LSTM are shown in Figs. 7, 8 and 9. From Figs. 7, 8 and 9, it can be seen that the RD-1DCNN-LSTM model has the worst prediction effect among the three models. It is because that the interference of various factors such as environment makes the original data set contains a large amount of invalid redundant information, and the multi-domain features contain less interference factors. The prediction effect of the 1DCNN-LSTM model is better than
Milling Tool Wear Prediction Based on 1DCNN-LSTM
85
Fig. 4 Variation of loss function values for RD-1DCNN-LSTM model: a ap = 0.1 mm, b ap = 0.2 mm
that of the single LSTM model with smaller error values, indicating that the proposed model has stronger learning ability. In order to better prove the effectiveness of the proposed method, the evaluation criteria MAE and RMSE and the time cost of model operation are calculated as shown in Table 2. As shown in the Table, compared with the LSTM and RD-1DCNN-LSTM models, the MAE of the 1DCNN-LSTM model was reduced by 7.0 and 11.4, with a decrease rate of 52.9% and 65.0% (experiments No. 1 and 2 mean), RMSE decreased by 10.1 and 15.3, with a decrease rate of 54.9% and 65.3% (experiments No. 1 and 2 average), and the runtimes decreased by 2839.4 and 1565.9 s, with a decreased rate of 75.4% and 62.8% (experiments No. 1 and 2 mean), indicating that the proposed model can predict tool wear more effectively. Therefore, the validity and feasibility of the model can be shown from the time cost and evaluation criteria.
86
W. Xia et al.
Fig. 5 Variation of loss function values for LSTM model: a ap = 0.1 mm, b ap = 0.2 mm
Milling Tool Wear Prediction Based on 1DCNN-LSTM
87
Fig. 6 Variation of loss function values for 1DCNN-LSTM model: a ap = 0.1 mm, b ap = 0.2 mm
88 Fig. 7 Prediction effect of RD-1DCNN-LSTM model: a ap = 0.1 mm, b ap = 0.2 mm
W. Xia et al.
Milling Tool Wear Prediction Based on 1DCNN-LSTM Fig. 8 Prediction effect of LSTM mode: a ap = 0.1 mm, b ap = 0.2 mm
89
90
Fig. 9 Prediction effect of 1DCNN-LSTM model: a ap = 0.1 mm, b ap = 0.2 mm
W. Xia et al.
Milling Tool Wear Prediction Based on 1DCNN-LSTM
91
Table 2 RMSE and MAE of different models on the data set No
RMSE 1
1DCNN-LSTM
MAE 2
1
Running time (s) 2
1
2
7.8
8.3
5.5
6.7
905.3
948.3
RD-1DCNN-LSTM
20.8
25.9
15.4
19.5
2413.3
2572.0
LSTM
15.5
20.8
10.7
15.6
3729.9
3802.4
Compared to RD-1DCNN-LSTM Compared to LSTM
−13.0 −17.6 −7.7 −12.5
−9.9 −12.8 −1508.0 −1623.7 −5.2
−8.9 −2824.6 −2854.1
Rate compared to RD-1DCNN-LSTM −62.5 −68.0 −64.3 −65.6 (%)
−62.5
−63.1
−49.7 −60.1 −48.6 −57.1
−75.7
−75.1
Rate compared to LSTM (%)
References 1. Zhaopeng H, Tielin S, Jianpeng X et al (2021) Research on tool wear prediction based on temperature signals and deep learning. Wear 478–479:203902 2. Shan G, Lihong Y, Chang P (2015) Application of LS-SVM regression algorithm in tool wear prediction. China Mech Eng 26(02):217–222 3. Xiaohong S (2016) Tool wear prediction based on wavelet analysis and neural network. Agric Dev Equip 10:67–69 4. Ying D, Weixi J, Jiahui L (2021) Research on milling tool wear state recognition technology based on convolutional neural network. Mod Manuf Eng 5:116–124 5. Jintao Z, Xu Z, Jing G (2019) Tool remaining useful life prediction method based on LSTM under variable working conditions. Int J Adv Manuf Technol 104(9–12):4715–4726 6. Xiaoyu Z, Lilan L, Xiang W et al (2021) Tool wear online monitoring method based on DT and SSAE-PHMM. J Comput Inf Sci Eng 1–18 7. Yan H, Junjie L, Yulin W (2020) Online monitoring model of tool wear based on long and short term memory convolutional neural network. China Mech Eng 31(16):1959–1967 8. Qinglong A, Zhengrui T, Xingwei X et al (2020) A data-driven model for milling tool remaining useful life prediction with convolutional and stacked LSTM network. Measurement 154:107461 9. Peng L, Yixiang H, Pengcheng X (2021) Multi-signal fusion tool wear assessment based on one-dimensional convolutional long and short term memory network. Mech Electron 39(05):8– 14 10. Yuxuan C, Yi J, Galantu J (2018) Predicting tool wear with multi-sensor data using deep belief networks. Int J Adv Manuf Technol 99(5–8):1917–1926 11. Wen D, Chaoyong Z, Leilei M (2020) Support vector machine milling tool wear prediction model based on deep learning and feature post-processing. Comput Integr Manuf Syst 26(09):2331–3234
The Influence of Road Quality on Oscillating of Multi-purpose Forest Fire Fighting Vehicle Luong Van Van, Chau Cong Hau, and To Ngoc Luat
Abstract Multi-purpose forest fire fighting vehicles consists of many interconnected parts, each with its own mass and oscillatory characteristics. When the vehicle is operating on a forest road, it vibrates, reducing the smoothness of the movement, causing dynamic loads, and at the same time making the chassis more torsion. In addition, when working on forest roads with poor road surface quality or steep hills, the body of the vehicle appears to oscillate, causing instability, and the pitch and roll angles of the body are large, which can lead to the vehicle rolling over. Simultaneously with the horizontal oscillations are the vertical oscillations, which adversely affect the driver as well as the fire extinguishing systems on the vehicle. This paper presents the results of research on the influence of road quality on the oscillation of Multipurpose forest fire fighting vehicles. The results of the vehicle oscillation survey have found the reasonable working mode of the vehicle in different forest ground irregularities, which are: On class C roads, the vehicle should be driven at a speed v ≤ 15 km/h, and on class D and E roads, we let the vehicle run at a speed of v ≤ 10 km/h. Keywords Oscillation · Multi-purpose forest fire fighting vehicle · Pitch angle · ISO 8608:2016
L. V. Van (B) · C. C. Hau · T. N. Luat Vinh Long University of Technology Education, 73, Nguyen Hue Street, Vinh Long City, Vietnam e-mail: [email protected] C. C. Hau e-mail: [email protected] T. N. Luat e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_8
93
94
L. V. Van et al.
Fig. 1 Multi-purpose forest fire fighting vehicles [1, 2]
Fig. 2 General design multi-purpose forest fire fighting vehicles [1, 2]
1 Introduction Multi-purpose forest fire fighting vehicle is manufactured by Vietnam which is the type of equipment that integrates many forest fire fighting functions including cutting trees, cleaning garbage grass, open roads to create a fire isolation corridor; fire sprinkler with wide spray area; formulate high-pressure wind spray on the fire, using sandy soil in place of fire extinguishing. Lead to oscillations can cause high-stress concentration resonance on the frame destruction structure or may cause fatigue on the frame during operation [1–5] (Figs. 1 and 2). According to ISO 2631 [6, 7] smoothness to the user considering the combination of acceleration, frequency, and duration of impact, acceleration can be used as an evaluation criterion: very smooth 1.6 m/s2 , smooth 3.15 m/s2 , working limit 6.3 m/ s2 .
2 Building a Oscillating Model When building a multi-purpose forest fire fighting vehicle oscillation model, several assumptions must be made. These assumptions make the research and calculation process simpler but do not lose the generality of the problem, ensuring the necessary accuracy. The basic assumptions when building the model are as follows: The mass of the vehicle is distributed symmetrically about the longitudinal plane; on a vehicle full of water in the tank and consider the water in the tank as a solid block because the tank is divided into many small compartments; the sprung mass and unsprung mass is considered to be rigid; the contact of the wheel with the forest ground is point contact; the vehicle moves in a straight line with constant speed; neglect the slip of the wheels (Fig. 3).
The Influence of Road Quality on Oscillating of Multi-purpose Forest …
95
Fig. 3 Oscillation model of a multi-purpose forest fire fighting vehicle [2]
Using Newton–Euler equations to build a system of dynamic equations for a multi-purpose forest fire fighting vehicle as follows [1, 4, 5]: ( ) m 0 Z¨ 0 + 2K 1 Z˙ 1 + α˙ 0 l1 − Z˙ s + 2C1 (Z 1 + α0 l1 − Z s ) + 2C2 (Z 2 − α˙ 0 (l2 − l5 ) − Z s ) + 2C3 (Z 3 − α˙ 0 (l2 + l5 ) − Z s ) ( ) + 2K 4 Z˙ 4 + α˙ 0 (l2 + l3 ) − Z˙ s + 2C4 (Z 4 + α0 (l2 + l3 ) − Z s ) = 0
(1)
( ) J0 α¨ 0 + 2K 1 l1 Z˙ s − α˙ 0 l1 − Z˙ 1 + 2C1l1 (Z s − α˙ 0 l1 − Z 1 ) + 2C2 (l2 − l5 )(Z 2 − α˙ 0 (l2 − l5 ) − Z s ) + 2C3 (l2 + l5 )(Z 3 − α˙ 0 (l2 + l5 ) − Z s ) ) ( + 2K 4 (l2 + l3 ) Z˙ 4 + α˙ 0 (l2 + l3 ) − Z˙ s + 2C4 (l2 + l3 )(Z 4 + α0 (l2 + l3 ) − Z s ) = 0 (2) ( ) J0 β¨0 + 2K 1 (b/2)2 β˙1 − β˙0 + 2C1 (b/2)2 (β1 − β0 ) + 2C2 (b/2)2 (β2 − β0 ) (3) ( ) 2C3 (b/2)2 (β3 − β0 ) + 2K 4 (b/2)2 β˙4 − β˙0 + 2C4 (b/2)2 (β4 − β0 ) = 0
( ) m 1 Z¨ 1 + K L 1 h˙ 11 + h˙ 12 − 2 Z˙ 1 + C L 1 (h 11 + h 12 − 2Z 1 ) ( ) + 2K 1 Z˙ s − α˙ 0 l1 − Z˙ 1 + 2C1 (Z s − α0 l1 − Z 1 ) = 0
(4)
( ) m 2 Z¨ 2 + K L 2 h˙ 21 + h˙ 22 − 2 Z˙ 2 + C L 2 (h 21 + h 22 − 2Z 2 ) + 2C3 (Z s + α0 (l2 − l5 ) − Z 2 ) = 0
(5)
96
L. V. Van et al.
( ) m 3 Z¨ 3 + K L 3 h˙ 21 + h˙ 22 − 2 Z˙ 2 + C L 3 (h 31 + h 32 − 2Z 3 ) + 2C3 (Z s + α0 (l2 + l5 ) − Z 3 ) = 0
(6)
m 4 Z¨ 4 + h 41 + h 42 + 2C4 (Z s + α0 (l2 + l3 ) − Z 4 ) ( ) + 2K 4 Z˙ s + α˙ 0 (l2 + l3 ) − Z˙ 4 = 0
(7)
( ) J1 β¨1 + 2K 1 (b/2)2 β˙1 − β˙0 + 2C1 (b/2)2 (β1 − β0 ) ( ) + K L 1 h˙ 12 − h˙ 11 − 2β˙1 B + C L 1 (h 12 − h 11 − 2β1 B) = 0
(8)
( ) J2 β¨2 + 2C2 (b/2)2 (β2 − β0 ) + K L 2 h˙ 21 − h˙ 22 − 2β˙2 B + C L 2 (h 21 − h 22 − 2β2 B) = 0
(9)
( ) J3 β¨3 + 2C3 (b/2)2 (β2 − β0 ) + K L 3 h˙ 31 − h˙ 32 − 2β˙3 B + C L 2 (h 31 − h 32 − 2β3 B) = 0
(10)
( ) J4 β¨4 + 2K 4 (b/2)2 β˙4 − β˙0 + 2C4 (b/2)2 (β4 − β0 ) − h 41 + h 42 = 0
(11)
To evaluate the oscillation of the vehicle, the author uses Matlab-Simulink software to investigate the influence of movement speed and road quality on the acceleration of the body, pitch angle, and roll angle of the body when the vehicle is loaded with water (full load) and vehicle without water (doesn’t load), moving at v = [10, 15, 20] km/h on medium quality (C), bad (D) and very bad (E) roads according to ISO 8608:2016 [8] (Fig. 4). Fig. 4 Road surface according to ISO 8608:2016 standards [8]
The Influence of Road Quality on Oscillating of Multi-purpose Forest …
97
3 Verification Survey of Multi-purpose Forest Fire Fighting Vehicle 3.1 Effect of Vehicle Speed Surveying with different moving speeds of multi-purpose forest fire vehicle, in this study, the survey with 3 speeds is v = 10 km/h; v = 15 km/h and v = 20 km/h, lawn mower working, the vehicle doesn’t load and full load, traveling on type C road according to ISO 8608:2016. The results of the theoretical investigation are shown in Fig. 5. Through the survey, we find that when the speed increases, the acceleration of the body oscillation increases, but is still within the allowable range [6, 7], when the vehicle is a full load, the body oscillation acceleration is smaller than when a vehicle doesn’t load. Similar to the vehicle body oscillation acceleration, so the influence of the vehicle’s speed on the pitch angle of the vehicle body in two cases: When the vehicle doesn’t load and when the vehicle is a full load and with speeds v = 10, 15 and 20 km/h when the vehicle moves on the road class C according to ISO 8608:2016. The results of the survey on the influence of the vehicle’s speed on the pitch angle of the vehicle are shown in Fig. 6. Through the survey, we found that when the movement speed increased, the pitch angle increased, but with the undulation being surveyed, the pitch angle was still within the allowable range. When the vehicle is a full load, the pitch angle is larger than when the vehicle doesn’t load, which proves that due to the influence of water in the water tank, the pitch angle increases. Similar to when investigating the influence of speed on vehicle body acceleration and pitch angle, the author also surveyed roll angle 3-speed modes and when the
Fig. 5 Survey results of vehicle body oscillation acceleration
98
L. V. Van et al.
Fig. 6 Survey results to determine the pitch angle of the vehicle body
vehicle is a full load, the vehicle doesn’t load, on type C road; lawn mower structure working. The results of the survey are shown in Fig. 7. Through the survey results, we find that when increasing the vehicle’s speed, the roll angle of the body also increases but is still within the allowable range. When the vehicle is a full load, the body roll angle is also greater than when the vehicle doesn’t load due to the influence of water contained in the water tank. From the survey results, we have a statistical table of the maximum vehicle body oscillation acceleration, the maximum pitch angle, and the maximum roll angle as shown in Table 1. Through the survey, we have the following observations: When the vehicle is a full load, the body oscillation acceleration is smaller than when the vehicle doesn’t
Fig. 7 Survey results to determine the roll angle of the vehicle body
The Influence of Road Quality on Oscillating of Multi-purpose Forest …
99
Table 1 The maximum value of vehicle body oscillation acceleration, pitch, and roll angle of the vehicle body when moving at different speeds When the vehicle doesn’t load
When the vehicle is a full load
Acceleration (m/s2 )
Pitch angle (°)
Roll angle (°)
Acceleration (m/s2 )
Pitch angle (°)
Roll angle (°)
10
3.5167
5.6247
5.1915
3.3677
6.501
5.3455
15
4.3669
5.9861
5.3194
3.957
6.7077
5.8155
20
5.3095
6.5848
5.3463
5.2513
6.9914
6.2701
Velocity (km/h)
load, but the pitch and roll angle of the body is larger due to the influence of water in the vehicle fire hydrant. When the speed increases, the acceleration of the body oscillation, and the pitch and roll angles of the body all increase but are still within the allowable range, not affecting the fire fighting operation of the vehicle when running in the forest. Therefore, when the vehicle is traveling on a class C road with an average forest ground roughness of about 0.06 m, the speed of movement is 10, 15, or 20 km/h.
3.2 Effect of Road Quality on Vehicle Oscillation The road surface roughness has a great influence on the vehicle body oscillation acceleration, pitch, and roll angle. It is very important to choose how the vehicle works with the unevenness of the road surface to ensure the safe and effective operation of the vehicle. The average forest surface roughness of Luot mountain, Hoa Binh province is 0.05 m, the average forest surface roughness of Gia Lai province is 0.1 m and the eucalyptus forest of Kon Tum province is 0.15 m [2]. Therefore, in this survey, the author investigates the influence of roads class D, and E according to ISO 8608:2016 to compare and evaluate the oscillations of the vehicle compared to the case of vehicles traveling on class C roads; moving speed of vehicle v = 10 km/h, v = 15 km/h and v = 20 km/h, the vehicle doesn’t load, a lawn mower is working.
3.2.1
Effect on Vehicle Body Oscillation Acceleration
The survey results on the influence of forest ground roughness on the vehicle body oscillation acceleration are shown in Fig. 8. From the survey results, we have a statistical table of the largest body oscillation acceleration values when changing the road surface roughness as shown in Table 2. When increasing the road surface roughness, the acceleration of body oscillation increases, the higher the speed of movement, the greater the acceleration of body oscillation. For class D road, when the vehicle speed is below 20 km/h, the vehicle
100
L. V. Van et al.
Fig. 8 Effect of road quality on vehicle body oscillation acceleration
Table 2 The maximum value of vehicle body oscillation acceleration when moving on different types of roads with different unevenness Acceleration of body oscillation (m/s2 )
Type of road according to ISO 8608:2016
Velocity (10 km/h) Velocity (15 km/h) Velocity (20 km/h)
C
3.5167
4.3669
5.3095
D
5.0825
5.7699
6.6162
E
6.9848
8.0805
9.9537
body oscillation acceleration is still within the allowable range. On class E road, the vehicle body oscillation acceleration exceeds the allowable range.
3.2.2
Effect on the Pitch Angle of the Vehicle Body
The results of the survey on the influence of road surface roughness on the vehicle body pitch angle are shown in Fig. 9 and from that survey result, we have a statistical table of the maximum values of the pitch angle of the vehicle body when changing road surface roughness (Table 3). When the vehicle is traveling on class C road, the pitch angle of the vehicle body is not large, but when the vehicle is moving on class D and E roads, the pitch angle of the vehicle body is large, especially when increasing the vehicle’s movement speed. This affects the working of the fire fighting equipment installed on the vehicle.
The Influence of Road Quality on Oscillating of Multi-purpose Forest …
101
Fig. 9 Influence of road quality on pitch angle of the body vehicle
Table 3 The maximum value of pitch angle of the body vehicle when moving on different roads Type of road according to ISO 8608:2016
Pitch angle of the body vehicle (°) Velocity (10 km/h) Velocity (15 km/h) Velocity (20 km/h)
C
5.6247
5.9861
6.5848
D
6.863
7.6464
8.2091
E
7.4674
8.4123
9.2089
3.2.3
Effect on the Roll Angle of the Vehicle Body
The survey results on the influence of road surface roughness on the roll angle of the vehicle body are shown in Fig. 10 and also from the survey results, we have a statistical table of the largest roll angle of the vehicle body when changing the road surface roughness (Table 4). With low average roughness (class C) and a moving speed, of less than or equal to 10 km/h, the roll angle of the vehicle body is not large, but in the medium roughness of the road surface (class D, E road), the roll angle of the vehicle body is large, especially when the vehicle’s speed is increased, this affects the stability of the vehicle. Therefore, on class C roads, the vehicle should be driven at a speed v ≤ 15 km/h, and on class D and E roads, we let the vehicle run at a speed of v ≤ 10 km/ h.
102
L. V. Van et al.
Fig. 10 Effect of road surface roughness on roll angle of the vehicle body
Table 4 Maximum value of body roll angle when moving on roads with different roughness Type of road according to ISO 8608:2016
Velocity (10 km/h) Velocity (15 km/h) Velocity (20 km/h)
C
5.1915
The roll angle of the vehicle body (°) 5.3194
5.3463
D
5.6192
5.9855
6.349
E
6.7697
7.4604
8.1809
4 Conclusion The paper simulated and investigated the vehicle’s oscillations with different modes of vehicle speed movement, different surface roughness to acceleration, pitch angle, and roll angle of the vehicle body. The results determined that the survey was working in a reasonable mode for a multi-purpose forest fire fighting vehicle. The survey results show that the quality of the tree felling system installed at the front of the vehicle depends on the pitch angle of the body, when the pitch angle is large, the cutting edge may be broken. Therefore, to overcome this problem, it is necessary to calculate and redesign the coupling between the chassis and the tree felling system so that the tree felling system is not affected by the body shake angle. Thus, surveying the influence of forest ground roughness on vehicle body oscillation acceleration, pitch angle, and roll angle of the vehicle, shows that depending on the roughness of the forest ground, the vehicle’s speed is selected accordingly to ensure the durability of the vehicle’s details and the stable operation of the vehicle.
The Influence of Road Quality on Oscillating of Multi-purpose Forest …
103
References 1. Van LV (2020) Research on durability chassis of Multi-purpose forest fire fighting vehicle. Doctoral thesis, Vietnam National University of Forestry 2. Hoi XN (2013) Research dynamics of Multi-purpose forest fire fighting vehicle. Doctoral thesis, Vietnam National University of Forestry 3. Tung NT, Van LV, Quang NT (2020) Survey on the effects of bumpy road to oscillate of multipurpose forest fire fighting vehicle. Eng Solid Mech 9(2021):291–298 4. Van Luong V, Nguyen TQ, Le HQ, Le VA, Tran PH, Nguyen XH, Tran VT (2020) Determination of dynamic loads from the road surface acting on the chassis by experimental methods. IOP Conf Ser Mater Sci Eng 5. Luong VV, Cao HP, Nguyen TT (2022) Effect of suspension system stiffness on dynamic load action chassis multi-purpose forest fire fighting vehicle. Int J Eng 6. Nguyen HQ (2017) Research on oscillation of the truck manufactured and assembled in Vietnam during transporting timber on forest road. Doctoral thesis, Vietnam National University of Forestry 7. ISO 2631: Mechanical oscillation and shock—Evaluation of human exposure to whole-body oscillation 8. ISO 8608:2016 (2016) Mechanical oscillation—Road surface profiles. Reporting of Measured Data
Mechanical Properties and Mechanical Analysis of Materials
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic Bottles Generated by COVID-19 Kevin Aliaga, Enori Zevallos, Corina Arroyo, Deysi Aliaga, Ariana Casimiro, and Nelida Tantavilca
Abstract In recent years the increase of our waste is increasing at a very accelerated scale where the main contributor is the Covid-19 because the demand for plastic and masks is constant, creating a negative impact on the environment and ecosystem, because much of the world’s population does not provide adequate treatment to their waste. The objective of the research is to determine the amount of surgical masks, plastic bottles and corn starch needed for the production of filaments for 3D printers, which is in great demand in the additive sector because it allows the production of objects of different shapes, sizes, rigidity and even colors. For this reason, 16 treatments were designed factorially with variation of quantities and temperatures, which was applied in the filament production process. After the analysis, the results showed that treatment 11 and 15 are the best option for the production of ecological filaments because they present a better texture and uniform diameter when processed, being a more efficient option for the reduction of waste produced by Covid-19 and more economical if it is complemented with organic materials that can be converted into polymers. Keywords Filaments · Covid-19 · 3D printing and recycling
1 Introduction SARS-CoV-2, called COVID-19, is a disease that has spread worldwide due to its high level of infectivity (Fig. 1) [1], making the use of masks mandatory in Peru in all public spaces as a protective measure by the Peruvian government [2], since the mandatory use of respiratory protective equipment (RPE) is a primary prevention measure that seeks to limit the chain of viral transmission [3], becoming a need for protection against COVID-19, generating a high demand for masks from the beginning of the pandemic until its scarcity [4]. K. Aliaga · E. Zevallos · C. Arroyo · D. Aliaga (B) · A. Casimiro · N. Tantavilca Universidad Continental, Huancayo, Perú e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_9
107
108
K. Aliaga et al.
Fig. 1 Interactive map of global cases by COVID-19. Source [1]
According to WHO, it was stated that governments and industries should increase the production of approximately 89 million masks until March 2020 to act in response to COVID-19 [5]. The expansion of the use of masks increased because it serves as protection during the pandemic, this has repercussions as an integrated biological contaminant, poor or good disposal and without treatment leads to major environmental problems. It is worth mentioning that before the pandemic a person could use up to 30 kg of plastic per year, taking into account that worldwide 50% of plastic is single use [6]. In Singapore, an 8-week quarantine was established, thanks to which 1470 tons of plastic waste were initially dispersed [7]. Thus, many alternatives were given to reduce the problem of environmental pollution, being so that multiple works have been carried out to reduce the sources of post-oil plastic, through the development of new technologies in 3D printing materials [8]. During 2020, the challenges and opportunities in the additive area had a considerable increase in both materials and equipment for 3D printing, which is defined as a positive year for the industry [9]. 3D printing is an additive process, which creates objects of various shapes, sizes, stiffness and even colors, which is computer-aided (CAD), through successive layers of filament, so it is one more way to provide cost savings, because companies can design their ideas without investing much in tools and time [10]. Due to the situation that is being experienced by the Covid-19, the high rates of pollution are increasing, ending up in the ocean and the places that are transited, causing an infectious point worldwide due to lack of environmental education, so an alternative solution to all this problem is proposed, which leads to be able to give a second chance to materials that are being produced on a daily basis as in the case of masks and plastic bottles, which is proposed to carry out a process of collection, isolation, disinfection to be able to transform it into filament for 3D printers, which will go hand in hand with corn starch because it has a composition that becomes a polymer, getting to obtain ecological filaments, which will be a more environmentally friendly and economical way.
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic … Table 1 Materials used for the elaboration of filaments
Material
Quantity (g)
Surgical masks
1080
Plastic bottles
3600
PLA (corn starch)
109
360
2 Materials and Methods 2.1 Materials The following materials were used for the production of filaments in 3D printers (see Table 1). A. Surgical Masks Surgical masks are made of cellulose, which contains a polypropylene filter that also contains fluorocarbons, so that the blue part contains two horizontal strips made of polypropylene, in addition to a steel part coated with polyethylene [11]. B. Plastic Bottles Plastic beverage bottles are made of PET (Polyethylene Terephthalate), which is made from crude oil, as well as gas and air, making PET a recyclable material [12]. C. Corn Starch Corn starch or starch is a bio compostable, which is usually converted into a polymer, which is the main ingredient to obtain material is very similar to plastic [13].
2.2 Methodology 2.2.1
Technical Analysis
The process for the elaboration of the filament consists initially in the collection of surgical masks, corn starch and plastic bottles, in which the masks and plastic bottles have an isolation process of 20 days, and then they are disinfected, so the masks and bottles are manually crushed with scissors, after this they are weighed on a scale in different quantities to finally go through an extrusion process, which as a result the filament will be obtained and will proceed to spinning [14] (see Fig. 2).
110
K. Aliaga et al.
Fig. 2 Filament manufacturing process
2.2.2
Harvesting and Shredding Process
Harvesting With the spread of Covid-19 around the world, many governments established mandatory quarantines, the main continents being Asia and Europe to comply with this order, and with it the rest of the nations, which resulted in an environmental reduction of 17% in greenhouse gas emissions, on the other hand, this did not prevent other environmental impacts, either by the consumption of disposable plastic products, as well as disposable medical devices known as PPE (Personal Protective Equipment) [15].
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic … a)
b)
c)
d)
e)
f)
g)
(a) (b) (c) (d) (e) (f) (g)
Collection of plastic bottles in the city of Huancayo. Collection of surgical masks from households. Process of disinfection of plastic bottles with cleaning products Process of disinfection of masks with cleaning products Titration of plastic bottles mixed with shredded masks. Shredding of masks with scissors Corn Starch
111
112
2.2.3
K. Aliaga et al.
Factorial Design
For the filament production process 16 experimental treatments will be carried out. 24 = 16 A: Quantity of Mask
m1: 15 g m2: 30 g
B: Bottle Quantity
b1: 50 g b2: 100 g
C: Amount of Corn Starch
f1: 5 g f2: 10 g
D: Temperature
t1: 180 °C t2: 195 °C
Table 2 shows the operationalization variables, where it is divided into 4 dimensions, being the amount of masks (m) to be used of 15 and 30 g, in addition to the amount of bottles (b) of 50 and 100 g, also the amount of corn starch (f) of 5 and 10 g and the extrusion temperature (t) in a range of 180 and 195 °C, which will be used for the combination of treatments. Table 3 shows the experimental run consisting of 16 treatments, which is composed of the amount of masks (m), bottle masks (b), amount of corn starch (f) and melting temperature (t). Table 2 Variables and operationalization Variables
Dimension
Indicators
Items
Surgical masks
Quantity (g)
Quantity of materials for the manufacture of filament for 3D printers in a given consistency
Number of surgical masks dosed:: m1: 15 g m2: 30 g
Bottles
Quantity (g)
Quantity of bottles dosed: b1: 50 g b2: 100 g
Corn starch
Quantity (g)
Amount of corn starch dosed: f1: 5 g f2: 10 g
Temperature
Degrees Centigrade (°C)
Melting temperature: t1: 180 °C t2: 195 °C
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic … Table 3 Format of sections, subsections and sub-subsections
113
Treatment
Combination of variables
Result
1
m1b1f1t1
R = 1111
2
m2b1f1t1
R = 2111
3
m1b2f1t1
R = 1211
4
m2b2f1t1
R = 2211
5
m1b1f2t1
R = 1121
6
m2b1f2t1
R = 2121
7
m1b2f2t1
R = 1221
8
m2b2f2t1
R = 2221
9
m1b1f1t2
R = 1112
10
m2b1f1t2
R = 2112
11
m1b2f1t2
R = 1212
12
m2b2f1t2
R = 2212
13
m1b1f2t2
R = 1122
14
m2b1f2t2
R = 2122
15
m1b2f2t2
R = 1222
16
m2b2f2t2
R = 2222
3 Results 3.1 PLA Parameters to Evaluate Extrusion with PLA Material PLA is the most demanded thermoplastic in the 3D printing industry, due to its availability and economy, which in turn competes with ABS, however, the latter has characteristics that, in our opinion, are incompatible with the objective of the project [15]. Being thus that the purpose of this is to give a useful life to the materials that are being generated as a result of Covid-19 [8], a comparison between PLA and ABS for extrusion is shown in Table 4.
3.2 Results Analysis Process 3.2.1
Quantity of Materials
This table shows the results of the combinations on average with the respective combinations of treatments (see Table 5).
114
K. Aliaga et al.
Table 4 Comparison between ABS and PLA for extrusion
ABS
PLA
Extrusion temperature ~240 °C Extrusion temperature ~200 °C Requires hot bed >70 °C
Low hot bed temperature
Works well without layer cooling
Greatly benefits from layer cooling during printing
Poorer adhesion. Polyamide tape or lacquer required
Good adhesion on a variety of surfaces
Resistant to high temperatures
Low resistance to high temperatures
Prone to cracking, delamination, and warping
Prone to corner and overhang curling
More flexible
More brittle
Parts can be joined using adhesives or solvents
Can be bonded using specific adhesives
Unpleasant and noxious fumes
Non-harmful fumes and more pleasant odor
Petroleum-derived plastic
Plastic of vegetable origin
Source [16]
3.2.2
Filament Production Analysis
This table shows the combinations made and the average of materials to be used for filament production (see Table 6). In the results obtained, it could be evidenced that the acceptable filaments were treatments 3, 7, 11 and 15, due to the fact that it could be evidenced that the more bottles in a treatment, the more reliable it is, because it has a better texture, as for the uniform diameter of the filament, however, the temperature will be better at 195 °C because the materials will be able to melt in a better way, since at 180 °C the materials present deficiency at the moment of being elaborated, for that reason the best treatments the 11 which presents 15 g of mask, 100 g of bottles, 5 g of corn starch at 195 °C and the treatment 15 that contains 15 g of mask, 100 g of bottles, 10 g of corn starch at 195 °C.
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic … Table 5 Formatting sections, subsections and subsubsections
115
Treatment
Combination of variables
1
m1b1f1t1 / 15 g-50 g-5 g-180 °C R = 1111
Mean response
2
m2b1f1t1 / 30 g-50 g-5 g-180 °C R = 2111
3
m1b2f1t1 / 15 g-100 g-5 g-180 °C
R = 1211
4
m2b2f1t1 / 30 g-100 g-5 g-180 °C
R = 2211
5
m1b1f2t1 / 15 g-50 g-10 g-180 °C
R = 1121
6
m2b1f2t1 / 30 g-50 g-10 g-180 °C
R = 2121
7
m1b2f2t1 / 15 g-100 g-10 g-180 °C
R = 1221
8
m2b2f2t1 / 30 g-100 g-10 g-180 °C
R = 2221
9
m1b1f1t2 / 15 g-50 g-5 g-195 °C R = 1112
10
m2b1f1t2 / 30 g-50 g-5 g-195 °C R = 2112
11
m1b2f1t2 / 15 g-100 g-5 g-195 °C
R = 1212
12
m2b2f1t2 / 30 g-100 g-5 g-195 °C
R = 2212
13
m1b1f2t2 / 15 g-50 g-10 g-195 °C
R = 1122
14
m2b1f2t2 / 30 g-50 g-10 g-195 °C
R = 2122
15
m1b2f2t2 / 15 g-100 g-10 g-195 °C
R = 1222
16
m2b2f2t2 / 30 g-100 g-10 g-195 °C
R = 2222
116
K. Aliaga et al. a)
b)
c)
d)
e)
f)
(a) (b) (c) (d) (e) (f)
Filament Extruder Machine Temperature Programming Control panel Temperature variation verification Nozzle for 1.75 mm filament exit Filament obtaining
3.3 Printing Configuration The following configuration was made for the Ultimaker S5 printer, after having obtained the filament from surgical masks, corn starch and plastic bottles.
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic …
117
Table 6 Repeat treatments Combination
Repetitions
Average
1
2
3
m1b1f1t1
Regular
Regular
Regular
Regular
m2b1f1t1
Regular
Regular
Regular
Regular
m1b2f1t1
Regular
Acceptable
Acceptable
Acceptable
m2b2f1t1
Acceptable
Regular
Regular
Regular
m1b1f2t1
Regular
Regular
Regular
Regular
m2b1f2t1
Regular
Regular
Regular
Regular
m1b2f2t1
Acceptable
Regular
Acceptable
Acceptable
m2b2f2t1
Regular
Acceptable
Regular
Regular
m1b1f1t2
Regular
Regular
Regular
Regular
m2b1f1t2
Regular
Regular
Regular
Regular
m1b2f1t2
Acceptable
Acceptable
Acceptable
Acceptable
m2b2f1t2
Regular
Acceptable
Regular
Regular
m1b1f2t2
Regular
Regular
Regular
Regular
m2b1f2t2
Regular
Regular
Regular
Regular
m1b2f2t2
Acceptable
Acceptable
Acceptable
Acceptable
m2b2f2t2
Regular
Regular
Regular
Regular
118
K. Aliaga et al.
a)
b)
c)
(a) The quality is based on a layer height of 0.15 mm, plus the initial layer height of 0.2 mm, in-line width of 0.35 mm, wall line width of 0.35 mm, outer wall line width 0.35 mm and inner wall width 0.3 mm. (b) The printing speed 40 mm/s, filling speed 40.0 mm/s, wall speed 26.0 mm/s, outside wall speed 13.0 mm/s, inside wall speed 26.0 mm/s and top/bottom speed 20.0 mm/s. (c) For material build volume temperature 28 °C, print temperature 200.0 °C, print temperature initial layer 200.0 °C, print temperature initial 190 °C, print temperature final 185 °C, extrusion cooling rate modifier 0.7 °C/s, build plate temperature 60 °C, build plate temperature initial layer 60 °C, flow rate 100%, wall flow 100% and outer wall flow 100 °C. After the configuration was done, we proceeded to print to see the quality of the filament and its performance.
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic …
a)
c)
(a) (b) (c) (d)
119
b)
d)
Filament texture Filament test Start of printing of a flat figure Printing with filament made from masks, cornstarch and plastic bottles.
4 Discussion of Results Surgical masks, plastic bottles, and corn starch—PLA, PET and banana fiber The study was carried out with surgical masks, plastic bottles and corn starch, 16 tests were performed with 15 and 0 g of masks, 50 and 100 g of plastic bottles, 5 and 10 g of corn starch with temperatures of 180 and 195 °C, obtaining a good efficiency the treatments 11 and 15 that presented a better texture in terms of uniform diameter of the filament, Thus, the performance of the filament was tested in a 3D printer model Ultimaker S5 and according to a study at the University of La Laguna, Spain, filaments were made for 3D printers from recycled materials which contains recycled materials such as PET, banana fiber and certain portions with original PLA pellets, being banana fiber one of the most outstanding elements and that presents great availability due to the high production in the area, In this project 7 tests were carried out in which the specimen C presents a perfect impression due to the parameters that were taken into account as the printing temperature which was at 185 °C, with
120
K. Aliaga et al.
a rectilinear filling, in addition to a filling density of 10%, taking as printing time 31 min 28 s whose result was a specimen of 6,037 g [15].
5 Conclusion ● It was analyzed that since the beginning of SARS-CoV-2, called COVID-19, the increase of plastic materials has been increasing, and even disposable medical devices known as PPE (Personal Protective Equipment) are in great demand, which due to the lack of adequate treatment of these wastes, many of them end up in water sources for human consumption, presenting a negative environmental impact that affects the ecosystem. ● After performing the 16 treatments with different combinations of surgical masks, plastic bottles and corn starch at different temperatures, it was observed that after each repetition, the most optimal were treatment 11 (m1b2f1t2), which presents 15 g of mask, 100 g of bottles, 5 g of corn starch at 195 °C and treatment 15 (m1b2f2t2) containing 15 g of mastic, 100 g of plastic bottles, 10 g of corn starch at 195 °C, resulting in a filament with a better texture and uniform diameter. ● The application of filaments with masks, plastic bottles and corn starch is a more efficient option for the reduction of waste produced by Covid-19 and more economical if complemented with organic materials that can be converted into polymers.
References 1. Johns Hopkins University and Medicine. https://coronavirus.jhu.edu/map.html. Last accessed 01 September 2022 2. Single digital platform of the Peruvian State. https://www.gob.pe/8804-coronavirus-recome ndaciones-para-el-uso-de-mascarillas. Last accessed 17 August 2022 3. Chavez-Ruiz M, Rueda-Torres L, Ruffner-Camargo B, Bellido-Achahui C (2021) Methodology to evaluate the level of respiratory protection of respirators and respirators against particles similar to those that transmit SARS-CoV-2. Rev Peru Med Exp Salud Publica 38(3):391–398. https://doi.org/10.17843/rpmesp.2021.383.8036 4. Marquez Peiro JF, Gaspar Carreno M, Garcia Cases S, Achau Munoz R (2020) Masks: a musthave in the COVID-19 pandemic. Rev OFIL·ILAPHAR 30(3):189–191. Epub 05-Abr-2021. ISSN 1699-714X. https://doi.org/10.4321/s1699-714x2020000300007 5. World Health Organization. https://www.who.int/news/item/03-03-2020-shortage-of-per sonal-protective-equipment-endangering-health-workers-worldwide. Last accessed 13 August 2022 6. Ministry of Environment. https://www.minam.gob.pe/menos-plastico-mas-vida/cifras-delmundo-y-el-peru/. Last accessed 14 August 2022 7. United Nations. https://news.un.org/es/story/2021/03/1490302. Last accessed 18 August 2022 8. Mikula K, Skrzypczak D, Izydorczyk G, Warchoł J, Moustakas K, Chojnacka K, WitekKrowiak A (2021) 3D printing filament as a second life of waste plastics-a review. Environ Sci
Filaments for 3D Printers from Surgical Masks, Cornstarch and Plastic …
9. 10.
11. 12.
13. 14.
15. 16.
121
Pollut Res Int 28(10):12321–12333. https://doi.org/10.1007/s11356-020-10657-8. Epub 2020 Sep 4. PMID: 32888147; PMCID: PMC7473699 Plastics Technology Mexico. https://www.pt-mexico.com/articulos/lo-que-el-2020-le-dejo-ala-impresion-3d-y-sus-avances-para-2021. Last accessed 17 August 2022 Aula 21. https://www.cursosaula21.com/que-es-la-impresion-3d/#:~:text=En%20ocasiones% 20denominada%20fabricaci%C3%B3n%20aditiva,%2C%20tama%C3%B1os%2C%20rigi dez%20y%20colores. Last accessed 20 August 2022 3M. https://multimedia.3m.com/mws/media/305490O/mascarilla-quirrgica-1810f-y-181 8fs.PDF. Last accessed 23 August 2022 RECICLARIO. https://reciclario.com.ar/reciclable/botellas-de-agua-mineral/#:~:text=La% 20gran%20mayor%C3%ADa%20de%20las,natural%20y%2013%25%20de%20aire. Last accessed 23 August 2022 Naturpak. https://naturpakperu.com/pla-fecula-de-maiz/. Last accessed 28 August 2022 Passos de Oliveira Santos R, Fernanda Rossi P, Ramos LA, Frollini E (2018) Renewable resources and a recycled polymer as raw materials: mats from electrospinning of lignocellulosic biomass and PET solutions. Polymers (Basel) 10(5):538. https://doi.org/10.3390/polym1005 0538. PMID: 30966572; PMCID: PMC6415374 Flores P (2020) La problemática del consumo de plásticos durante la pandemia de la covid-19. South Sustain 1(2):e016. https://doi.org/10.21142/SS-0102-2020-016 Laura A (2015) Manufacturing and characterization of 3d printer filaments from recycled materials. Spain
AFM Analysis of 3D Printing PEI for Automotive Applications Khanh Q. Nguyen, Pascal Y. Vuillaume, Mathieu Robert, and Saïd Elkoun
Abstract In recent years, fused deposition modeling (FDM) (or 3D printing) technology is increasingly applied in the automotive industry due to its rapid operation and cheap costs. The use of high-performance polymers which can retain their good properties under high temperatures and harsh conditions, along with 3D printing techniques is, therefore, essential. Polyetherimide (PEI) is a high-performance thermoplastic that is attracting use in electrical and lighting systems for the automotive market. PEI is well-known as an amorphous thermoplastic with high heat resistance, mechanical strength, and chemical resistance. Therefore, PEI is used in transmission and ignition components, bezels, reflectors, and electromechanical systems as an alternative to metal, thermoset as well as bulk molding components. Despite many potential advantages, PEI produced from 3D printing technology has not been widely used in the automotive sector. The lack of understanding about the material degradation mechanism as well as 3D printed parts quality are challenges in the widespread application of PEI materials to automotive applications. In this study, two tensile specimens of 3D printing PEI from the FDM technique with different printing parameters were investigated. The present study aims to evaluate the interface quality and mechanical strength of 3D printed parts using atomic force microscope (AFM) analysis. Moreover, the comparison focuses on the roughness and Young’s modulus between these 3D printing PEI is also highlighted. Keywords Fused deposition modelling (FDM) and 3D printing technologies · Polyetherimide (PEI) · Automotive applications · Atomic force microscope (AFM) analysis · Interface · roughness · and Young’s modulus K. Q. Nguyen (B) · M. Robert Department of Civil and Building Engineering, University of Sherbrooke, 2500, boulevard de l' Université, Sherbrooke, QC J1K 2R1, Canada e-mail: [email protected] P. Y. Vuillaume Center of Mineral Technology and Plastics (COALIA), Thetford Mines, QC G6G 1N1, Canada S. Elkoun Department of Mechanical Engineering, University of Sherbrooke, 2500, boulevard de l' Université, Sherbrooke, QC J1K 2R1, Canada © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_10
123
124
K. Q. Nguyen et al.
1 Introduction Additive manufacturing (AM) is known as three-dimensional (3D) printing which gains popularity with the printing process layer upon layer. AM makes it possible to print lightweight components with complex geometries, and no need for specific molds or tools compared to conventional methods [1–3]. Among AM technologies, fused deposition modeling (FDM) is the most widely 3D printing method due to its rapid operation and cheap costs [4–7]. In addition, the thermoplastic filament is a widely used material to build 3D-printed parts. For the FDM technology, however, materials with high melting temperatures are difficult to print. These materials are called high-performance polymers which can retain their good properties under high temperatures and harsh conditions. Moreover, non-uniform layer thickness during printing is one of the significant problems for these high-performance polymers [8, 9]. Nowadays, along with technical development in FDM technology, high-performance polymers such as polyetherimide (PEI) can be printed without geometrical limitations [10]. PEI is an amorphous thermoplastic that can be used in various structural components for automotive applications as an alternative to metal, thermoset as well as bulk molding components. Electrical and lighting systems are the principal applications of PEI, including transmission and ignition components, throttle bodies, thermostat housings, bezels, reflectors, bezels, light bulb sockets, and electromechanical systems [11]. In contrast, very little has been found in the literature about 3D printing PEI for automotive applications. The lack of understanding about the material degradation mechanism and 3D printed parts quality are challenges in the widespread application of PEI materials. For 3D printing, surface quality and layer thickness are the factors that affect the quality of the final printed product [12]. It is evident that the printing parameters such as build orientation, raster angle, and printing speed [13–15] are the most influential on 3D printed parts. Contrariwise, investigative techniques and analysis of interface layer and mechanical properties at nanometric scale are limited. In this regard, the atomic force microscope (AFM) analysis, therefore, is a widely used analysis that explores all kinds of surface properties. AFM is often used to investigate the mechanical properties of the interface [16]. Furthermore, AFM is well-known as a non-destructive technique to analyze 3D printing materials [17]. In the current study, two tensile specimens of 3D printing PEI from the FDM technique with different printing parameters are investigated. The objective is to evaluate the surface quality of 3D printed parts using AFM analysis. Moreover, Young’s modulus and roughness between layers of two PEI specimens are also highlighted.
AFM Analysis of 3D Printing PEI for Automotive Applications
125
Fig. 1 Tensile specimens of PEI a part of the specimen after tensile tests, b specimens’ dimension
Table 1 Properties of PEI in literature [20, 21]
Chemical formula
Tg (°C)
Tensile strength (MPa)
Young’s modulus (GPa)
(C37 H24 O6 N2 )n
217
104
2.96
2 Materials and Experimental Approach 2.1 Materials A total of two tensile specimens of PEI, including PEI_1 and PEI_2, were investigated as shown in Fig. 1a. These PEI specimens were printed by the FDM technique with different printing parameters from one local manufacturer. Specimens’ geometry and dimension were according to ASTM D638 [18] (standard test method for tensile properties of plastics) as illustrated in Fig. 1b [19]. In general, PEI has high thermal stability by aromatic imide units and good processability due to ether linkages. The glass transition temperature (Tg ) and Young’s modulus of PEI are 217 °C and 2.96 GPa [20, 21], respectively (Table 1). The surface (6 × 4 × 2 mm3 ) near the rupture area after tensile tests was used for all AFM experiments.
2.2 AFM Analysis Atomic force microscope (AFM) consists of high-resolution microscopy at the nanoscale. This technique provides information about topography (roughness, size), electrical, nanomechanical properties, and surface modification of materials. In this study, an atomic force microscope (AFM) (Nanosurf FlexAFM) combined with the C3000 controller was used for all experiments at ambient conditions (temperature ≈
126
K. Q. Nguyen et al.
25 °C). The AFM experiments were performed with a silicon probe operated in the air. The principle of AFM is based on a small probe, that is, a very thin cantilever with a tip coupled with piezoelectric elements in order to scan the surface of materials (Fig. 2). During the scan process, the interactions between the sensor tip and the sample surface atoms are converted to probe deflection/amplitude/frequency variations, which depend on the tip-to-sample distance. In addition, AFM operation is usually described in two modes, including static mode (contact mode) and dynamic mode (tapping mode/phase contrast mode). For static mode, once the force is applied, the bend of the cantilever is detected using a cantilever deflection detection system. In contrast, the cantilever is excited using a piezo element for dynamic mode. This piezo oscillated with a fixed frequency close to the free resonance frequency of the cantilever. The repulsive force acting on the tip increases the resonance frequency of the cantilever, resulting in the vibration amplitude of the cantilever decreasing. This vibration is also measured by a cantilever deflection detection system. In this paper, the phase contrast mode was used for investigating surface quality and roughness. Contrariwise, the elastic modulus was measured using static mode. Surface Analysis and Roughness Measurements In this study, the phase contrast mode was used to perform the surface and roughness measurements. An image of the surface was obtained by scanning over the PEI surface in the X and Y axes. The image size was 10 μm × 10 μm. The time needed to acquire a single data line was applied to 0.8 s with 250 data points per line. Moreover, the interaction between tip and surface sample was constant through the Z-controller during imagining. The working point for the Z-controller was relative cantilever vibration amplitude. In fact, a Setpoint of 60% was used. In other words, the Z-controller moved the tip closer to the surface sample until the vibration amplitude decreased to 60% of the vibration amplitude far away from the sample. It should be noted that an I-Gain value was set to 2000 in order to overcome error signals. On Fig. 2 Diagram of an AFM probe interacting with a sample surface
AFM Analysis of 3D Printing PEI for Automotive Applications
127
the other hand, the reference amplitude of the cantilever vibration was applied to 500 mV. That means the excitation strength was adjusted once this amplitude was reached. Using an “approach” function, the tip was moved close to PEI surfaces. Once the imaging parameters were set, an image of the PEI surface was achieved through the “acquisition” window. The surface quality and roughness of two PEI specimens were investigated afterward. Modulus Measurements Very little has been found in the literature about analytical techniques for mechanical properties at nanometric scale at interface or interlayer of materials. Using Force Spectroscopy of AFM mode is, however, an approach to nanomechanical measurements on all kinds of samples, including solid and liquid [17, 22]. In the current study, “Force–Distance” curves in AFM static were used to measure Young’s modulus of two PEI samples. Like instrumented indentation testing (IIT), in the Force Spectroscopy mode of AFM, the probe is used as an indenter which is driven into a specific area of materials by vertical force. In this measurement procedure, the cantilever is moved while the deflection signal is recorded. For Force Spectroscopy, the obtained data is presented as a typical force curve (Fig. 3). If the tip is far from the surface, there is neither cantilever deflection nor interaction between the tip and the sample surface. In contrast, once the tip and sample are in contact, there are attractive or repulsive forces between them. At this point, the tip is bent up upon further movement of the z-piezo and jump-to contact (1) takes place. In general, the van der Waals forces are the main force that maintains this interaction between tip and surface sample. Once the maximum force is reached, the tip unbent while being withdrawn from the surface. However, the tip remains in contact with the surface for a short time by adhesion forces before fully retracting from the surface. This stage is known as jump-off-contact (2) illustrated in Fig. 3. In this study, a distance range of 1 μm, 1024 data points, and a maximum force of 100 nN were applied for the Force-Distance curve parameters.
3 Results and Discussions 3.1 Surface Analysis The surface characterization of two PEI specimens was investigated using phase contrast imaging in the tapping mode AFM. Figure 4 shows the AFM topographic of two PEI specimens recorded from the surface near the rupture area after tensile tests. The image size was 10 μm × 10 μm. Figure 4a and c show the topographic images of PEI_1 and PEI_2, respectively. In addition, the 3D images were presented for PEI_1 and PEI_2 in Fig. 4b and d, respectively. For the PEI_1 specimen, the results show that the layers of the 3D printing process were detected. However, there were
128
K. Q. Nguyen et al.
Fig. 3 Principle of AFM force spectroscopy (adapted from Roa et al. [17])
significant variations in width between layers as shown in Fig. 4a. In contrast, there were no visible layers found for the PEI_2 specimen as illustrated in Fig. 4c. That could explain that different printing processes affected topographic images. In the current study, however, these printing parameters were not available to the authors as a secret of the manufacturer.
3.2 Roughness Measurements The surface roughness is a characteristic of the texture of a surface. It plays a key role in evaluating the potential performance of materials. It is evident that irregularities on the surface can form cracks or be the cause of materials degradation. Table 2 shows the area roughness values of PEI_1 and PEI_2 specimens. The investigated area was 100.8 pm2 for both PEI_1 and PEI_2 specimens. This area was the same area in surface imaging AFM mode. It is usually considering the root mean square (Sq ) and the roughness average (Sa ) for evaluating the roughness of materials. In the current study, the results show that the PEI_1 specimen was rougher than the PEI_2 specimen. For the PEI_2 specimen, the values of Sq and Sa were lower than those of the PEI_1 specimen. It could be pointed out that some factors such as deposition that occur during high pressure and high-temperature conditions of the printing process can increase surface roughness.
AFM Analysis of 3D Printing PEI for Automotive Applications
129
Fig. 4 Topographic images a PEI_1, b PEI_2 and 3D images, c PEI_1, d PEI_2
Table 2 Area roughness of PEI specimens
Roughness value Roughness average (Sa ) (nm)
PEI_1 94.17
PEI_2 84.27
Root mean square (Sq ) (nm)
122.33
107.12
Peak-valley height (Sy ) (nm)
699.44
769.33
Peak height (Sp ) (nm)
292.54
424.01
Valley depth (Sv ) (nm)
−406.90
−345.32
Mean value (Sm ) (fm)
−21.71
−21.70
3.3 Modulus Measurements For AFM analysis, there are many models to measure the modulus of materials such as the Hertz model, Derjaguin, Müller, and Toporov (DMT) model, Johnson, Kendall, and Roberts (JKR) model, Pyramidal Regular 4-Sided model, and Sneddon Cone model. Like the classic nanoscopic indentation experiments, the modulus is also determined based on the contact area (Ac ) for the AFM technique. It should be highlighted that Ac cannot be measured directly by imaging technique but rather by Force Spectroscopy mode of AFM. In this study, the Hertz model was used to investigate the modulus of materials due to its simplicity. Both tip and sample are considered as two spheres of radius for the Hertz model. Furthermore, this model only
130
K. Q. Nguyen et al.
considers the elastic deformation and ignores the plastic deformation of materials [17]. The contact area for the Hertz model is described as Eq. (1). ( Ac = π
RF K
)2/3 (1)
where, Ac is the contact area; R is the combined curvature radius of the contact; F is the force; K is the combined elastic modulus of different materials as given by Eq. (2). K=
( )−1 4 1 − ϑi2 1 − ϑ2 + 3 Ei E
(2)
where, E is Young’s modulus; ϑ is Poisson’s ratio. In the current study, the square size was 9.49 μm for the PEI_1 specimen, and 9.69 μm for the PEI_2 specimen. The grid size of 8 × 8, the Poisson’s ratio of 0.5, and the tip radius of 10 nm were applied to measure Young’s modulus of two PEI specimens. Figure 5a and b show Young’s modulus of PEI_1 and PEI_2 specimens, respectively. By integrating Flex-ANA software with AFM analysis, Young’s modulus values at each area (1 × 1 μm2 ) scanned over the surface area of both specimens PEI_1 and PEI_2 were easily addressed as shown in Fig. 5. Therefore, modulus values at different locations on the surface could be determined. In other words, the modulus value at the layer-to-layer interface of the 3D printed material could be measured by AFM analysis. Moreover, Young’s modulus value of specimen PEI_2 was higher than those of specimen PEI_1. This result is consistent with the roughness of specimen PEI_2 which was lower than that of specimen PEI_1. Specifically, the mean Young’s modulus of specimens PEI_1 and PEI_2 were 620 MPa and 2300 MPa, respectively. Therefore, the PEI_2 printed specimen may be suitable for automotive applications rather than the PEI_1 specimen due to its modulus being similar to the reference value (2930 MPa) [20, 21].
4 Conclusions In this study, the AFM analysis has been successfully applied to investigate the surface quality, roughness, and Young’s modulus of two 3D printed parts. These specimens of 3D printing, including PEI_1 and PEI_2 from the FDM technique used in automotive applications, were investigated. The results show that there were significant variations in width between layers for the PEI_1 specimen. In contrast, there were no visible layers found for the PEI_2 specimen. It’s interesting to point out that printing processes affected topographic images. The PEI_2 specimen had a lower root mean square (Sq ) and roughness average (Sa ) for roughness measurement
AFM Analysis of 3D Printing PEI for Automotive Applications
131
Fig. 5 Young’s modulus of PEI specimens a PEI_1, b PEI_2
than the PEI_1 specimen. As a result, the PEI_1 specimen was rougher than the PEI_ 2 specimen. It could be pointed out that some factors such as deposition that occur during high-pressure and high-temperature conditions of the printing process can increase surface roughness. Moreover, Young’s modulus value of specimen PEI_ 2 was higher than those of specimen PEI_1. It can be concluded that the PEI_2 printed specimen may be suitable for automotive applications due to its modulus being similar to the reference value (2930 MPa). However, further studies on how to determine Young’s modulus of materials by the AFM technique should be conducted in the future. The application of the DMT, JKR, Pyramidal Regular 4-Sided, and Sneddon Cone models is essential. The choice of which model is suitable for each specific material should be investigated. Acknowledgements The authors gratefully acknowledge funding from Sherbrooke University, Quebec, Canada. Also, the authors would like to thank COALIA (Center of Mineral Technology and Plastics) for the support of this study.
132
K. Q. Nguyen et al.
References 1. Ahn S, Montero M, Odell D, Roundy S, Wright PK (2002) Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp J 8(4):248–257. https://doi.org/10.1108/135 52540210441166 2. Weller C, Kleer R, Piller FT (2015) Economic implications of 3D printing: market structure models in light of additive manufacturing revisited. Int J Prod Econ 164:43–56. https://doi.org/ 10.1016/j.ijpe.2015.02.020 3. Schniederjans DG (2017) Adoption of 3D-printing technologies in manufacturing: a survey analysis. Int J Prod Econ 183:287–298. https://doi.org/10.1016/j.ijpe.2016.11.008 4. Calignano F, Manfredi D, Ambrosio EP, Biamino S, Lombardi M, Atzeni E, Fino P (2017) Overview on additive manufacturing technologies. Proc IEEE 105(4):593–612. https://doi.org/ 10.1109/JPROC.2016.2625098 5. Martínez J, Diéguez JL, Ares E, Pereira A, Hernández P, Pérez JA (2013) Comparative between FEM models for FDM parts and their approach to a real mechanical behaviour. Procedia Eng 63:878–884. https://doi.org/10.1016/j.proeng.2013.08.230 6. Stansbury JW, Idacavage MJ (2016) 3D printing with polymers: challenges among expanding options and opportunities. Dent Mater 32(1):54–64. https://doi.org/10.1016/j.dental.2015. 09.018 7. Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137:1573–1587. https://doi.org/10.1016/j.jcl epro.2016.04.150 8. Vasudevarao B, Natarajan DP, Henderson M, Razdan A (2000) Sensitivity of RP surface finish to process parameter variation 251. https://doi.org/10.26153/TSW/3045 9. Anitha R, Arunachalam S, Radhakrishnan P (2001) Critical parameters influencing the quality of prototypes in fused deposition modelling. J Mater Process Technol 118(1–3):385–388. https:/ /doi.org/10.1016/S0924-0136(01)00980-3 10. Vanaei S, Parizi MS, Vanaei S, Salemizadehparizi F, Vanaei HR (2021) An overview on materials and techniques in 3D bioprinting toward biomedical application. Eng Regen 2:1–18. https:/ /doi.org/10.1016/j.engreg.2020.12.001 11. Omnexus (2022) Polyetherimide (PEI) polymer: uses, applications and material properties. https://omnexus.specialchem.com/selection-guide/polyetherimide-pei-high-heat-plastic/ key-features-applications-of-pei. Accessed 13 Sept 2022 12. Gómez-Gras G, Pérez MA, Fábregas-Moreno J, Reyes-Pozo G (2021) Experimental study on the accuracy and surface quality of printed versus machined holes in PEI Ultem 9085 FDM specimens. Rapid Prototyp J 27(11):1–12. https://doi.org/10.1108/RPJ-12-2019-0306 13. Mohamed O, Masood S, Bhowmik J (2016) Analytical modelling and optimization of the temperature-dependent dynamic mechanical properties of fused deposition fabricated parts made of PC-ABS. Materials 9(11):895. https://doi.org/10.3390/ma9110895 14. Rodríguez-Panes A, Claver J, Camacho A (2018) The influence of manufacturing parameters on the mechanical behaviour of PLA and ABS pieces manufactured by FDM: a comparative analysis. Materials 11(8):1333. https://doi.org/10.3390/ma11081333 15. Solomon IJ, Sevvel P, Gunasekaran J (2021) A review on the various processing parameters in FDM. Mater Today Proc 37:509–514. https://doi.org/10.1016/j.matpr.2020.05.484 16. Monclus MA, Young TJ, Di Maio D (2010) AFM indentation method used for elastic modulus characterization of interfaces and thin layers. J Mater Sci 45(12):3190–3197. https://doi.org/ 10.1007/s10853-010-4326-6 17. Roa JJ, Oncins G, Diaz J, Sanz F, Segarra M (2011) Calculation of Young’s modulus value by means of AFM. Recent Pat Nanotechnol 5(1):27–36. https://doi.org/10.2174/187221011794 474985 18. ASTM D638 (2014) Standard test methods for tensile properties of plastics. ASTM International, West Conshohocken, PA, USA
AFM Analysis of 3D Printing PEI for Automotive Applications
133
19. Nguyen KQ, Cousin P, Mohamed K, Robert M, Benmokrane B (2022) Effects of exposure conditions on antioxidant depletion, tensile strength, and creep modulus of corrugated HDPE pipes made with or without recycled resins. J Polym Environ 1–15. https://doi.org/10.1007/s10 924-022-02487-1 20. Shibata M, Fang Z, Yosomiya R (2001) Miscibility and crystallization behavior of poly(ether ether ketone ketone)/poly(ether imide) blends. J Appl Polym Sci 80(5):769–775. https://doi. org/10.1002/1097-4628(20010502)80:5%3c769::AID-APP1153%3e3.0.CO;2-B 21. El Magri A, Vanaei S, Vaudreuil S (2021) An overview on the influence of process parameters through the characteristic of 3D-printed PEEK and PEI parts. High Perform Polym 33(8):862– 880. https://doi.org/10.1177/09540083211009961 22. Fraxedas J, Garcia-Manyes S, Gorostiza P, Sanz F (2002) Nanoindentation: toward the sensing of atomic interactions. Proc Natl Acad Sci 99(8):5228–5232. https://doi.org/10.1073/pnas.042 106699
Life Cycle Assessment of Wire Arc Additive Manufacturing Process Samruddha Kokare , Florinda Matos , J. P. Oliveira , and Radu Godina
Abstract Wire arc additive manufacturing (WAAM) process is gaining popularity in manufacturing applications. With growing concerns regarding sustainability of manufacturing processes, the environmental impacts of this process need to quantified first to draw any conclusion regarding its sustainability. In this study, we assess the environmental impacts of WAAM using Life Cycle Assessment (LCA) methodology. The results of this study can be used to compare the sustainability of this process with other manufacturing methods and facilitate the decision making on sustainable process selection. Keywords Wire arc additive manufacturing · Life cycle assessment · Sustainable manufacturing · 3D printing
1 Introduction Additive manufacturing (AM) has been gaining attraction in industrial sector due to its benefits over conventional manufacturing, such as the ability to fabricate complex geometries, reduced material waste, minimal or no need for tooling, mass customization, and other types of machining [1]. In AM processes, material is deposited layer by S. Kokare · R. Godina (B) UNIDEMI, Department of Mechanical and Industrial Engineering, NOVA School of Science and Technology, Universidade NOVA de Lisboa, 2829-516 Caparica, Portugal e-mail: [email protected] F. Matos Centre for Socioeconomic and Territorial Studies (DINÂMIA’CET-ISCTE), Instituto Universitário de Lisboa (ISCTE-IUL), 1649-026 Lisboa, Portugal J. P. Oliveira CENIMAT/I3N, Department of Materials Science, NOVA School of Science and Technology, Universidade NOVA de Lisboa, 2829-516 Caparica, Portugal R. Godina Laboratório Associado de Sistemas Inteligentes, LASI, 4800-058 Guimarães, Portugal © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_11
135
136
S. Kokare et al.
layer to build required product geometry. Wire arc additive manufacturing (WAAM) is a Directed Energy Deposition (DED) type AM process where electrical arc is used to melt wire feedstock and melted material is deposited layer by layer to fabricate a part. WAAM has higher deposition rates, unconstrained build volumes and lower capital and equipment costs than powder bed fusion (PBF) AM processes such as selective laser sintering or electron beam melting [2, 3]. However, its dimensional accuracy is lower than PBF AM processes, and therefore, it requires finishing operations to achieve the desired dimensional accuracy of parts [4]. In recent years, environmental sustainability has become an important issue along with economic growth and development. Many sectors such as agriculture, textiles, manufacturing, electronics are facing common environmental challenges like increased natural resource consumption, growing wastes and pollution [5], reduction of emissions by development of alternative processes [6], deteriorating labour rights and health [7], promoting recycling/refurbishing strategies [8] besides satisfying the customer demand with high product individualization [9]. With increased awareness about sustainability and emergence of stricter environmental regulations, manufacturers have shown interest in developing cleaner and greener products through product/process design and development, production processes, supply chains, distribution, remanufacturing and recycling [10]. To ensure the penetration of WAAM technology in the market, it is necessary to provide a quantification of its environmental performance apart from its economic costs and manufacturing capabilities. This can be done using Life Cycle Assessment (LCA) methodology. LCA is method that quantifies the environmental impacts associated throughout a product’s life cycle. The LCA framework, as depicted in Fig. 1, is defined by ISO 14044 standards is as follows [11]. ● Goal and Scope Definition: defining the objective of the study, functional unit, system boundaries, impact assessment method, impact categories, assumptions, and limitations. Fig. 1 LCA framework according to ISO 14044 standards [11]
Life Cycle Assessment of Wire Arc Additive Manufacturing Process
137
● Life Cycle Inventory Assessment: mapping of input flows (raw materials, energy, among others) and output flows (wastes, emissions, among others). ● Life Cycle Impact Assessment: Calculation of environmental impacts from inventory collected using impact assessment method. ● Interpretation: Making recommendations, suggestions, decisions based on the results of impact assessment.
2 Literature Review Life Cycle Assessment of additive manufacturing process has gained attention since last few years. Serres et al. carried out an environmental assessment of direct laser additive manufacturing (DLAM) process and compared it with machining process [12]. Le Bourhis et al. created a model to predict environmental impacts of DLAM process [13]. Kellens et al. developed a parametric model to estimate environmental impacts of selective laser sintering process [14]. Faludi et al. conducted a comparative LCA of fused deposition modelling (FDM) and CNC machining processes [15]. Some studies compared environmental impacts of electron beam melting and traditional processes [16–18]. Peng et al. performed environmental impact comparison of laser cladding and conventional plunge milling methods for impeller production [19]. Liu et al. studied environmental performance of direct energy deposition (DED) technique and traditional manufacturing methods in gear manufacturing [20]. Kamps et al. developed cost and life cycle assessment models for gear production by hobbing, machining, and laser beam melting processes for choosing suitable production sequence [21]. Tagliaferri et al. analysed life cycle and economic assessment of selective laser sintering, fused deposition modelling, and multi-jet fusion AM technologies [22]. Bockin and Tillman did LCA of powder bed fusion (PBF) process used to manufacture metal parts of a truck engine [23]. Recently, few studies also focused on LCA of selective laser melting process [24–26]. DeBoer et al. performed comparative LCA of casting, machining, and 3 AM methods: binder jetting, powder bed fusion and bound powder extrusion [27]. As far as WAAM is concerned, Bekker and Verlinden carried out LCA of WAAM for producing 1 kg stainless steel component and compared it with traditional casting and machining methods [28]. Campatelli et al. compared just the energy efficiency of integrated WAAM plus subtractive manufacturing and pure subtractive manufacturing approaches [29]. Priarone et al. carried out LCA of WAAM process analysing Cumulative Energy Demand (CED) only and ignoring other impacts [30]. Although WAAM showed lesser impacts than traditional methods, the results are subject to shape, material, and process parameters. Hence, more studies are needed to fully understand the environmental performance of WAAM using LCA methodology. The aim of our research is to comprehensively evaluate the environmental impacts of WAAM considering all input/output flows, and environmental impact categories.
138
S. Kokare et al.
3 Case Study To quantify environmental impacts of WAAM, a product that resembles a wall of dimensions 120 mm × 40 mm × 5 mm was fabricated using WAAM followed by finishing of surfaces by traditional machining. Initially, the material ER90 steel was deposited layer by layer using WAAM process as shown in Fig. 2a). The welding parameters are listed in Table 1. The printing time (productive mode) was 1024 s. After WAAM, the excess material was removed by milling process as illustrated in Fig. 2b). A total of 260 g of material was deposited. The final weight of the wall after machining was 134 g.
3.1 Goal and Scope Definition The main objective of this study is to investigate the environmental impacts of WAAM process. The scope of this LCA study is cradle to gate plus disposal scenario. The system boundaries of this study are illustrated in Fig. 3. The life cycle phases considered in this study were raw materials, manufacturing, and disposal. The use phase was excluded from the scope of this study. The raw materials phase includes extraction of natural resources and production of raw materials like steel wire, electricity and shielding gas. The manufacturing phase involves manufacturing phase involves fabrication of steel wall by WAAM followed by milling. Finally, the product is landfilled in its disposal phase after its use. The wall was considered as the functional unit of Fig. 2 Steel wall a) after WAAM deposition, b) after machining
Life Cycle Assessment of Wire Arc Additive Manufacturing Process Table 1 WAAM process parameters
139
WAAM parameters
Value
Wire diameter
1 mm
Voltage
21 V
Gas flow rate
15 l/min
Wire feed speed
3 m/min
Travel speed
240 mm/min
Layer length
120 mm
Layer height
1.3 mm
Interlayer time
120 s
No. of layers
32
Fig. 3 System boundaries considered in this study
this study. The life cycle assessment method used was Recipe 2016 midpoint (Hierarchical). The following environmental impacts were calculated in this study: Climate change, fine particulate matter formation, stratospheric ozone depletion, terrestrial acidification, photochemical ozone formation and freshwater eutrophication.
3.2 Inventory Analysis The life cycle inventory (LCI) data were collected from different LCI databases and literature. The amount of steel wire deposited was determined by subtracting the weights of substrate after and before printing by WAAM. Argon gas consumed was calculated by multiplying the gas flow rate and active printing time. The electricity consumed in WAAM was measured by monitoring current and voltage of the process using LabView signal express software. The electricity used in milling process was determined by multiplying specific energy consumption of milling process (6.8 kJ/ cm3 obtained from [31]) and the amount of material removed by milling (16 cm3 ). The amount of milling chips was determined by subtracting the measured weights of the product before and after milling. The inventory data and its sources are elaborated in Table 2.
140 Table 2 Inventory for steel wall
S. Kokare et al.
Inventory
Amount
Unit
Reference
260
g
Measured
Inputs Steel wire Argon gas
256
l
Calculated
Electricity (WAAM)
0.42
kWh
Measured
Electricity (milling)
0.032
kWh
Calculated from [31]
134
g
Measured
Milling chips (steel)
126
g
Measured
Landfilled steel product
134
g
Measured
Outputs Final steel product Wastes
3.3 Impact Assessment The impact assessment was carried out using ReCiPe 2016 Midpoint method in GaBi Professional software. Six impact categories analysed are: Climate change (kg CO2 eq.), fine particulate matter formation (kg PM2.5 eq.), stratospheric ozone depletion (kg CFC-11 eq.), terrestrial acidification (kg SO2 eq.), photochemical ozone formation (kg NOx eq.) and freshwater eutrophication (kg P eq.). The impact assessment results for the impact categories considered in this investigation are illustrated in Fig. 4.
3.4 Interpretation From the impact assessment results, depicted in Fig. 4, most of the impacts arise from steel wire consumption. Steel wire is the major contributor to impacts in climate change (64%), fine particulate matter formation (73%), photochemical ozone formation (70%) and terrestrial acidification (79%). It is also a significant contributor in freshwater eutrophication (24%) and stratospheric ozone depletion (22%) impact categories. Argon gas is the key contributor in freshwater eutrophication (40%) and a considerable contributor in stratospheric ozone depletion (31%). Electricity consumed in WAAM is the highest contributor in stratospheric ozone depletion (43%) and a significant contributor in freshwater eutrophication (33%) and photochemical ozone formation (19%). Milling process and landfill phase had negligible impacts.
Life Cycle Assessment of Wire Arc Additive Manufacturing Process
141
Fig. 4 Environmental impacts of WAAM product a) climate change, b) fine particulate matter formation, c) stratospheric ozone depletion, d) terrestrial acidification, e) photochemical ozone formation, f) freshwater eutrophication
To assess the relative environmental performance of WAAM, the inventory used in this study was compared with inventory estimated for SLM process assuming that the same wall used as functional unit in this study was built by SLM. The inventory for SLM was calculated from a previous study involving LCA of stainless steel flat washers [25]. Note that only the inventory in manufacturing of the product was considered. The inventory used in production of raw materials i.e., steel wire in WAAM and steel powder in SLM was not considered. The results of inventory comparison are depicted in Fig. 5. The steel used in SLM is in powder form and in WAAM is in wire form. By observing Fig. 5, one can notice that WAAM + milling approach consumes drastically lesser raw material, electricity and shielding gas than SLM. Even though WAAM is an emerging technology, it has a huge sustainability potential than powder bed fusion techniques like SLM. WAAM requires machining for enhancing dimensional accuracy of products but appears to be more resource efficient than SLM.
142
S. Kokare et al.
Fig. 5 Inventory comparison of WAAM and SLM
4 Conclusion A life cycle assessment of a simple wall geometry fabricated using WAAM process was carried out. Different input and output flows in WAAM were identified and quantified. The impact assessment results showed that feedstock steel wire caused majority of the environmental impacts. Other significant sources of impacts were electricity and shielding gas consumed in WAAM process. This work is a preliminary investigation that involved very basic product geometry. Nevertheless, the impact assessment procedure demonstrated in this paper can be applied right in the developmental stages of a product, integrating sustainability and product design. Our future works will involve a detailed LCA of complex real-life WAAM products, inclusion of all impact categories available in ReCiPe methodology. Also, comparative LCA studies between WAAM and with other manufacturing techniques will be carried out. Acknowledgements Radu Godina acknowledges Fundação para a Ciência e a Tecnologia (FCTMCTES) for its financial support via the project UIDB/00667/2020 and UIDP/00667/2020 (UNIDEMI). JPO acknowledges funding by national funds from FCT—Fundação para a Ciência e a Tecnologia, I.P., in the scope of the projects LA/P/0037/2020, UIDP/50025/2020 and UIDB/50025/ 2020 of the Associate Laboratory Institute of Nanostructures, Nanomodelling and Nanofabrication—i3N. Florinda Matos acknowledge Fundação para a Ciência e a Tecnologia (FCT-MCTES) for its financial support via KM3D (PTDC/EME-SIS/32232/2017). This activity has received funding from the European Institute of Innovation and Technology (EIT)—Project Smart WAAM: Microstructural Engineering and Integrated Non-Destructive Testing. This body of the European Union receives support from the European Union’s Horizon 2020 research and innovation programme.
Life Cycle Assessment of Wire Arc Additive Manufacturing Process
143
References 1. Attaran M (2017) The rise of 3-D printing: the advantages of additive manufacturing over traditional manufacturing. Bus Horiz 60:677–688. https://doi.org/10.1016/j.bushor.2017. 05.011 2. Cunningham CR, Flynn JM, Shokrani A, Dhokia V, Newman ST (2018) Invited review article: strategies and processes for high quality wire arc additive manufacturing. Addit Manuf 22:672– 686. https://doi.org/10.1016/j.addma.2018.06.020 3. Williams SW, Martina F, Addison AC, Ding J, Pardal G, Colegrove P (2016) Wire + Arc additive manufacturing. Mater Sci Technol 32:641–647. https://doi.org/10.1179/1743284715Y.000000 0073 4. Rodrigues TA, Duarte V, Miranda RM, Santos TG, Oliveira JP (2019) Current status and perspectives on wire and arc additive manufacturing (WAAM). Materials 12:1121. https://doi. org/10.3390/ma12071121 5. Caniato F, Caridi M, Crippa L, Moretto A (2012) Environmental sustainability in fashion supply chains: an exploratory case based research. Int J Prod Econ 135:659–670. https://doi.org/10. 1016/j.ijpe.2011.06.001 6. Latino ME, Menegoli M, De Giovanni M (2021) Evaluating the sustainability dimensions in the food supply chain: literature review and research routes. Sustainability 13:11816. https:// doi.org/10.3390/su132111816 7. Smith T (2009) Why we are “Challenging the Chip”: the challenges of sustainability in electronics. IRIE 11:9–15. https://doi.org/10.29173/irie179 8. Zvezdin A, Di Mauro E, Rho D, Santato C, Khalil M (2020) En route toward sustainable organic electronics. MRS Energy Sustain 7:16. https://doi.org/10.1557/mre.2020.16 9. Herrmann C, Schmidt C, Kurle D, Blume S, Thiede S (2014) Sustainability in manufacturing and factories of the future. Int J Precis Eng Manuf-Green Tech 1:283–292. https://doi.org/10. 1007/s40684-014-0034-z 10. Gunasekaran A, Spalanzani A (2012) Sustainability of manufacturing and services: investigations for research and applications. Int J Prod Econ 140:35–47. https://doi.org/10.1016/j.ijpe. 2011.05.011 11. ISO 14044:2006-Environmental management—Life cycle assessment—Requirements and guidelines (2006) 12. Serres N, Tidu D, Sankare S, Hlawka F (2011) Environmental comparison of MESOCLAD® process and conventional machining implementing life cycle assessment. J Clean Prod 19:1117–1124. https://doi.org/10.1016/j.jclepro.2010.12.010 13. Le Bourhis F, Kerbrat O, Hascoet J-Y, Mognol P (2013) Sustainable manufacturing: evaluation and modeling of environmental impacts in additive manufacturing. Int J Adv Manuf Technol 69:1927–1939. https://doi.org/10.1007/s00170-013-5151-2 14. Kellens K, Renaldi R, Dewulf W, Kruth J-P, Duflou JR (2014) Environmental impact modeling of selective laser sintering processes. Rapid Prototyp J 20:459–470. https://doi.org/10.1108/ RPJ-02-2013-0018 15. Faludi J, Bayley C, Bhogal S, Iribarne M (2015) Comparing environmental impacts of additive manufacturing vs traditional machining via life-cycle assessment. Rapid Prototyp J 21:14–33. https://doi.org/10.1108/RPJ-07-2013-0067 16. Paris H, Mokhtarian H, Coatanéa E, Museau M, Ituarte IF (2016) Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann Manuf Technol 65:29–32. https://doi.org/10.1016/j.cirp.2016.04.036 17. Lyons R, Newell A, Ghadimi P, Papakostas N (2021) Environmental impacts of conventional and additive manufacturing for the production of Ti-6Al-4V knee implant: a life cycle approach. Int J Adv Manuf Technol 112:787–801. https://doi.org/10.1007/s00170-020-06367-7 18. Ingarao G, Priarone PC (2020) A comparative assessment of energy demand and life cycle costs for additive- and subtractive-based manufacturing approaches. J Manuf Process 56:1219–1229. https://doi.org/10.1016/j.jmapro.2020.06.009
144
S. Kokare et al.
19. Peng S, Li T, Wang X, Dong M, Liu Z, Shi J, Zhang H (2017) Toward a sustainable impeller production: environmental impact comparison of different impeller manufacturing methods. J Ind Ecol 21:S216–S229. https://doi.org/10.1111/jiec.12628 20. Liu Z, Jiang Q, Cong W, Li T, Zhang H-C (2018) Comparative study for environmental performances of traditional manufacturing and directed energy deposition processes. Int J Environ Sci Technol 15:2273–2282. https://doi.org/10.1007/s13762-017-1622-6 21. Kamps T, Lutter-Guenther M, Seidel C, Gutowski T, Reinhart G (2018) Cost- and energyefficient manufacture of gears by laser beam melting. CIRP J Manuf Sci Technol 21:47–60. https://doi.org/10.1016/j.cirpj.2018.01.002 22. Tagliaferri V, Trovalusci F, Guarino S, Venettacci S (2019) Environmental and economic analysis of FDM, SLS and MJF additive manufacturing technologies. Mater 12. https://doi.org/10. 3390/ma1224161 23. Böckin D, Tillman A-M (2019) Environmental assessment of additive manufacturing in the automotive industry. J Clean Prod 226:977–987. https://doi.org/10.1016/j.jclepro.2019.04.086 24. Peng T, Wang Y, Zhu Y, Yang Y, Yang Y, Tang R (2020) Life cycle assessment of selective-lasermelting-produced hydraulic valve body with integrated design and manufacturing optimization: a cradle-to-gate study. Addit Manuf 36. https://doi.org/10.1016/j.addma.2020.101530 25. Guarino S, Ponticelli GS, Venettacci S (2020) Environmental assessment of selective laser melting compared with laser cutting of 316L stainless steel: a case study for flat washers’ production. CIRP J Manuf Sci Technol 31:525–538. https://doi.org/10.1016/j.cirpj.2020. 08.004 26. Torres-Carrillo S, Siller HR, Vila C, López C, Rodríguez CA (2020) Environmental analysis of selective laser melting in the manufacturing of aeronautical turbine blades. J Clean Prod 246. https://doi.org/10.1016/j.jclepro.2019.119068 27. DeBoer B, Nguyen N, Diba F, Hosseini A (2021) Additive, subtractive, and formative manufacturing of metal components: a life cycle assessment comparison. Int J Adv Manuf Technol 115:413–432. https://doi.org/10.1007/s00170-021-07173-5 28. Bekker ACM, Verlinden JC (2018) Life cycle assessment of wire + arc additive manufacturing compared to green sand casting and CNC milling in stainless steel. J Clean Prod 177:438–447. https://doi.org/10.1016/j.jclepro.2017.12.148 29. Campatelli G, Montevecchi F, Venturini G, Ingarao G, Priarone PC (2020) Integrated WAAMsubtractive versus pure subtractive manufacturing approaches: an energy efficiency comparison. Int J Precis Eng Manuf Green Technol 7. https://doi.org/10.1007/s40684-019-000 71-y 30. Priarone PC, Pagone E, Martina F, Catalano AR, Settineri L (2020) Multi-criteria environmental and economic impact assessment of wire arc additive manufacturing. CIRP Ann 69:37–40. https://doi.org/10.1016/j.cirp.2020.04.010 31. Yoon H-S, Lee J-Y, Kim H-S, Kim M-S, Kim E-S, Shin Y-J, Chu W-S, Ahn S-H (2014) A comparison of energy consumption in bulk forming, subtractive, and additive processes: review and case study. Int J Precis Eng Manuf Green Tech 1:261–279. https://doi.org/10.1007/s40684014-0033-0
Development of Cost-Effective Sustainable Hybrid Composites Based on Recycled PP and Chopped Carbon Fibers Alaeddin Burak Irez
and Sukru Yirik
Abstract The environmental and economic concerns of our day are driving component manufacturers to develop durable and cost-effective composites. In this sense, carbon fiber (CF) waste generated in the aerospace industry can be used to develop lightweight composites for use in the inner fender of a passenger car. In this study, recycled chopped carbon fibers derived from clean CF scrap were blended with a recycled Polypropylene (PP) matrix derived from disposable masks collected during the COVID-19 pandemic. To improve the interface characteristics of the reinforcements with the matrix, anhydride grafted polyethylene (PE–Fusabond® ) has also been added to the composites. After manufacturing composites using a twin-screw extruder, characterizations were carried out by bending and Charpy impact tests. From the mechanical characterizations, CFs remarkably enhanced the elasticity modulus of the composites, while Fusabond improved the elongation capacity of the composites. Moreover, both reinforcements significantly improve the impact resistance of the composites. In addition, microstructural observations were performed. Scanning electron microscope (SEM) fractography done on the failed specimens showed that crack bridging and plastic deformation of the matrix were the main toughening mechanisms. Keywords Recycled PP · Sustainability · Carbon fiber · Hybrid composites
A. B. Irez (B) Department of Mechanical Engineering, Faculty of Mechanical Engineering, Istanbul Technical University (ITU), Istanbul, Turkey e-mail: [email protected] S. Yirik École d’ingénieurs en Sciences Industrielles et Numérique - EiSINe, Université de Reims Champagne-Ardenne, 08000 Charleville-Mézières, France © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_12
145
146
A. B. Irez and S. Yirik
1 Introduction Today’s world is becoming more and more conscious of the value of recycling as a consequence of resource scarcity, rising raw material costs, and environmental issues related to waste. In most industries, many raw materials are discarded without any use due to poor production line design or the nature of the manufacturing method. Particularly in the aerospace industry, carbon fiber (CF) prepregs are widely used to manufacture aircraft fuselage and wings. In the manufacture of these components, the carbon fiber prepregs are draped in the desired sequence and draping angle, and then the composite is cured inside a high-temperature vacuum autoclave. After the prepregs are cured, the component boundaries and extremities are machined to the final component shape. Considering the high production volumes, these machined CF parts becomes a significant amount of waste. To be more precise, annual global demand for carbon fiber is expected to reach 120 kilotons (kt) and nearly 25 kt of this production is expected to become waste by 2022 [1, 2]. CF pre-pregs are providing favorable properties thanks to their high specific strength, high specific stiffness and low density. Therefore, the recovery of the reusable CF pre-preg waste constitutes an important subject. The general practice of recovering CF pre-preg waste is by landfilling or incineration [3]. However, landfilling can cause some environmental problems such as soil pollution. On the other hand, incineration produces about 30 MJ/kg of energy, yet it results in significant CO2 emissions [4]. Thus, more efficient methods of waste recovery need to be implemented in the industry. In this respect, the use of these CF pre-pregs in the manufacture of composites appears to be a promising solution. On the other hand, the direct use of CF pre-pregs can limit the processability of the composites. Therefore, a better approach would be to chop the carbon fibers into short fibers and then use them in the manufacture of composites. Using recycled chopped CF in composite manufacturing, an environmental problem is converted into a value-added material, and this provides an economic benefit by recovering the waste. If we focus on how to use the carbon fibers in composite manufacturing, they are generally used as reinforcements in composite materials and they must be accommodated by a medium to benefit from their advantageous properties. This medium, also known as a matrix, behaves as a binder and polymers offer advantageous solutions as a matrix in terms of ease of processing, light weight and environmental durability [5]. The polymer matrix can be selected from thermoplastics, thermosets, or elastomers. In this research, in order to emphasize the sustainable characteristics of the final composite, a recycled thermoplastic was chosen as the matrix. As the matrix material, recycled polypropylene (rPP) is preferred thanks to its cost efficiency and good ratio between stress and strain. In particular, PP used in this study is derived from the used non-woven masks collected during the Covid19 pandemic. Based on a scientific report from World Health Organization (WHO) [6], health care practitioners need 89 million single-use masks for each month of a COVID-19 pandemic, which corresponds to approximately 516,000 tons of PP waste worldwide assuming that the weight of each single-use mask is 4 g [7, 8]. Despite
Development of Cost-Effective Sustainable Hybrid Composites Based …
147
the reduced severity of the Covid-19 pandemic, many countries still require their citizens to wear masks in closed areas and this constitutes still an important amount of PP waste. Furthermore, disposable masks are not the only source of recycled PP, non-woven PP based textiles are being used in agriculture as agrotextile for drainage systems and mining as geotextile for the purpose of water infiltration around the world in substantial quantities [9, 10]. Thus, the use of recycled PP appears to be a sound option for the matrix. The application area of the manufactured composites is also important as it defines the minimum final expected properties from the composites and the manufacturing method. Indeed, depending on production volumes, some manufacturing methods may not be profitable (cost effective). This must therefore be taken into account in the design process. In this study, the composites to be developed are intended to be used in the automotive industry for the production of passenger car inner fenders. The inner fender is a frame to keep road debris from entering the engine compartment and during the vehicle’s life cycle it can receive some impact loadings. Because of this, the impact resistance of the developed composites must be improved. In the composite science, one of the most important characteristics influencing the final mechanical properties is considered as the quality of the interface between the constituents [11, 12]. A strong bond between the matrix and the reinforcements is essential to obtain tough composites. In order to improve the interface characteristics as well as the impact resistance, some coupling agents are used. In the literature, an anhydride-grafted polyethylene (PE–Fusabond E226) is widely used as an impact modifier, especially in composite materials made of thermoplastic components [13]. This coupling agent ensures that the component’s fillers are evenly distributed between the matrix and the fiber. In addition, Fusabond E226 adhesion between fibers and matrix in which it is used. When this coupling agent is used, the surface of the fiber becomes roughened and surrounded by a polymer layer, resulting in a strong bond between the matrix and the fiber [14–16]. The idea of using recycled materials to manufacture car components is a sustainable and cost-effective solution. However, mechanical requirements of the designed parts should be responded as well as the material related drawbacks coming from the recycling processes should be compensated by the reinforcements. After reviewing the literature meticulously, to the best of the authors’ knowledge, there is a lack of studies on recycled PP-based hybrid composites with the simultaneous modification of chopped carbon fibers (cCF) and anhydride-grafted polyethylene. Therefore, this study aims to fill this gap by manufacturing cCF reinforced rPP based hybrid composites. Following the determination of the composite compositions, the composite specimens were manufactured using extrusion and injection molding involved combined method. Then, tensile and Charpy impact tests were performed to determine mechanical properties. Finally, the fracture surfaces of the failed specimens were examined using a scanning electron microscope (SEM) to identify damage and toughening mechanisms.
148
A. B. Irez and S. Yirik
2 Materials and Methods Material. The matrix material used in this study, recycled PP from disposable masks, was procured from Ersem Plastik® , Turkey, with an average particle size of 4–5 mm. The manufacturer specifies that rPP has a density of 0.99 g/cm3 and a melting point of 130 °C. Additionally, the rPP producer measured the melt flow index (MFI) of the granules using a load of 2.16 kg at 230 °C in accordance with (BS EN) ISO 1133-1:2011 standard and 37.6 g/10 min was recorded as MFI [17]. The impact modifier anhydride-grafted polyethylene, Fusabond E226, was supplied from DOW Chemicals and the density is given as 0.93 g/cm3 and melting temperature is 120 °C [13]. The main reinforcement, carbon fibers pre-preg, AR-MGBF-0310 was procured from Kordsa® . These CF pre-pregs were used in composite manufacturing after being chopped into short carbon fibers with an average length of 3–6 mm. Composite Manufacturing. One of the goals to be achieved in this study is to design cost-effective composites. It is therefore better to manufacture the composites by using a direct method that does not require time-consuming intermediate processes. In this sense, extrusion was selected as the manufacturing method, and a twin-screw extruder was used to provide a homogenous distribution of the fillers. In addition, the effect of the reinforcements and their content on the mechanical properties were tested in the framework of this project. For this purpose, different composite compositions were determined, and they are given in Table 1. In the next step, a twin-screw extruder (MimTek® , D = 25 mm screw diameter, L: screw length, and L/D = 32) was used to mix the constituents homogeneously. Extruder temperatures were set from the feeder until the exit, respectively, at 165, 160, 160, 160, 155 (°C). After solidifying the continuous filament inside a cooling reservoir, it was transformed into pellet form by using a rotary cutter. After extrusion process, composite compounds were obtained, and the test specimens were manufactured by means of injection molding using these compounds. Three point bending and impact specimens obtained by injection molding are given in Fig. 1. Table 1 Composite compositions
Composition name
rPP (wt%)
cCF (wt%)
PE (Fusabond) (wt%)
PP
100
−
−
PC5
95
5
−
PC10
90
10
−
PPE3
97
−
3
PPE6
94
−
6
PC5E3
92
5
3
PC10E3
87
10
3
PC5E6
89
5
6
Development of Cost-Effective Sustainable Hybrid Composites Based …
149
Fig. 1 Bending/impact test specimens manufactured by injection molding
Experimental Characterization. Manufactured specimens were subjected to testing to characterize the mechanical properties of the developed composites. First of all, densities were measured by using a pycnometer and then hardness of the composites was determined by a Shore D hardness tester. After that, three point bending tests were carried out according to ASTM D 790 standard via Shimadzu AG-x 50 kN [18]. Charpy tests were conducted regarding the ISO 179 standard with unnotched specimens by a Devotrans Charpy tester [19]. Following bending tests, failed specimens were subjected to SEM fractography using Tescan Vega 3 electron microscope.
3 Results and Discussions To begin with, the physical properties of the composites were investigated using density measurement and hardness testing. The density of the materials is a direct indicator of their lightweight characteristics. These composites, as stated in the introduction, are intended to be used in the automotive field. According to the density results given in Table 2, these composites can be good candidates for lightweighting purposes. As expected, with the CF addition, the density of the composites increased. A similar trend is also valid for PE modification of the composites. Another important characteristic of the composites was evaluated by the hardness measurement on the Shore D scale. The rigid nature of the CF has directly enhanced the hardness of the composites, and it is proportional to the CF content for the tested compositions. On the other hand, Fusabond incorporation decreases the hardness of the composites. For the hybrid composites, the effect of CF is more dominant than Fusabond. Mechanical characterizations followed the physical measurements. At first, three point bending tests were carried out and results are given in Table 3. According
150
A. B. Irez and S. Yirik
Table 2 Density and shore D hardness measurement results for the manufactured composites
Composition name
Density (g/cm3 )
Shore D
PP
100
−
95
5
PC5 PC10
90
10
PPE3
97
−
PPE6
94
−
PC5E3
92
5
PC10E3
87
10
PC5E6
89
5
to Table 3, carbon fiber reinforcement significantly improves the mechanical properties of the composites. In particular, CFs are directly enhancing the stiffness of the composites. For instance, only 5% of CF reinforcement doubled the elasticity modulus of the rPP matrix. In addition, strain capacity was remarkably improved by CF incorporation. However, increase in CF content does not lead to a continuous improvement in the strain and this can be associated with the brittleness of CFs [4]. Furthermore, the presence of CF enhances the bending stress of the composites modestly. When we examine the effect of Fusabond addition, a decline in bending stress and elasticity modulus is noticed. This is due to Fusabond’s soft nature. Fusabond addition, on the other hand, mildly raises the elongation capability of the composites. Last but not least, research on hybrid composites has produced some remarkable findings. It is evident that the mechanical characteristics of the hybrid composites, particularly PC5E3, exceeded those predicted. This is one of the most key traits of composites known as synergistic effects [20]. Positive results were obtained for the hybrid composites as a result of the interaction between the constituents, which is a hopeful conclusion for this composite group. Following bending tests, Charpy impact tests were performed and results are given in Fig. 2. It is evident from Fig. 2 that both CFs and Fusabond increase the impact Table 3 Three point bending test results Composition name
Ultimate flexural stress (MPa)
Strain at maximum stress
Young’s modulus (MPa)
PP
51.14 ± 1.34
0.108 ± 0.006
1106.99 ± 52.32
PC5
52.65 ± 1.01
0.867 ± 0.003
2242.57 ± 59.68
PC10
55.23 ± 1.01
0.596 ± 0.003
2825.20 ± 1.01
PPE3
42.77 ± 1.02
0.120 ± 0.009
1003.68 ± 17.35
PPE6
48.07 ± 0.65
0.112 ± 0.003
1055.62 ± 32.20
PC5E3
51.86 ± 0.93
0.899 ± 0.007
1700.39 ± 46.99
PC10E3
54.22 ± 0.44
0.605 ± 0.006
2701.86 ± 49.83
PC5E6
47.86 ± 2.53
0.911 ± 0.003
1553.30 ± 140.68
Development of Cost-Effective Sustainable Hybrid Composites Based …
151
Fig. 2 Charpy impact test results of the developed composites
resistance of the composites. Impact resistance tends to grow when CF content rises, whereas Fusabond content increase results in a decrease in the effectiveness of impact resistance improvement. The improved impact resistance due to carbon fibers could be attributed to the fibers’ bridging effect in the impact zone. Fibers can hold two sides of the specimen together while the crack propagates. Furthermore, Fusabond has an intrinsic property for absorbing impact energy, resulting in Fusabond modified composites have stronger impact resistance than neat matrix [20]. After mechanical characterizations, fracture surface of the failed specimens from the bending tests were observed to identify the damage and toughening mechanisms. SEM Fractography. From the mechanical characterizations, it is found that reinforcements generally improve the mechanical properties of composites. This can be associated with some internal mechanisms occurring in the microstructure. In this context, SEM observations were performed on the fracture surfaces of failed specimens to identify some damage mechanisms in the manufactured composites. Initially, the fracture surface of a 10% CF (PC10) reinforced composite was observed, and some important toughening mechanisms are identified in Fig. 3. According to Fig. 3a, as indicated by the red dashed circle, some fibers oriented perpendicular to the fracture surface indicate a mechanism called crack bridging. In this mechanism, the fibers hold the two sides of the crack together during its propagation and delay the total opening of the crack. The result is an improvement in the strength of the composite. In another region of the same specimen, we focus on a broken fiber in Fig. 3b. This broken fiber represents the local increase in stress on the fiber that leads to fiber failure. Another important point is that the interface between the fiber and the matrix, marked by a yellow arrow, indicates good adhesion between the matrix and the fiber. Even if the fiber has pulled out of the specimen, the matrix remains attached to the fiber, which is an indicator of the good wettability of the fiber with the matrix [21]. This is one of the main reasons for the high efficiency of fiber reinforcement.
152
A. B. Irez and S. Yirik
Fig. 3 Fracture surface observation of PC10 specimen
SEM observations were also conducted on the hybrid group specimens. Figure 4 shows the fracture surface of a specimen from the PC5E6 group. In this figure, the matrix adheres well to the fiber, supporting the idea stated above regarding adhesion. More importantly, the matrix has plastically deformed in many regions of the fracture surface. This can be observed from the rough fracture surface with many newly created surfaces that are oriented perpendicular to the fracture zone. This plastic deformation is manifested by the increase in strain values.
4 Conclusions Environmental and economic concerns of today urge the component manufacturers to develop cost effective, sustainable composites. Within this study, the valuable CF waste generated in the aeronautics industry was tried to be transformed to lightweight composites to be used in the automotive industry. Chopped carbon fibers obtained from pre-pregs were directly melt mixed with recycled PP matrix derived from the disposable masks collected during Covid-19 pandemic. In order to improve interfacial characteristics of the composites, an anhydride-grafted polyethylene (Fusabond® ) was also added to the composite compositions. Twin screw extruder used in the composite manufacturing provided a homogeneous distribution of the fillers as seen from the microstructural observations. In addition, density measurements highlight the lightweight characteristics of the composites. From the mechanical characterizations, CFs remarkably enhance the elasticity modulus of the composites while Fusabond have improved the elongation capacity of the composites. Last but not least, both reinforcements significantly
Development of Cost-Effective Sustainable Hybrid Composites Based …
153
Fig. 4 Fracture surface observation of PC5E6 specimen
improve the impact resistance of the composites. After mechanical characterizations, SEM fractography was carried out and crack bridging and plastic deformation of the matrix were observed as the main toughening mechanisms. The composites developed within the framework of this study have many advantages characteristics in terms of sustainability, cost-efficiency and lightweightness. Moreover, re-evaluation of the waste disposable mask has some important medical and environmental advantages as the controlled collection of the masks decrease the risk of the disease propagation. To sum up, these composites can attract the attention of the automotive OEMs and contribute to the competitiveness of the companies in the automotive industry. Acknowledgements This research was supported by the Istanbul Technical University Office of Scientific Research Projects (ITU BAPSIS), under grant MAB-2021-42811. the authors acknowledge the support of Abdullah Ozker, Ismail Karakaya, and Yunus Demir during the composite manufacturing.
154
A. B. Irez and S. Yirik
References 1. Carbon Fiber Prepreg Market by End-Use Industry Type, by Resin Type, by Form Type, by Curing Type, by Product Type, and by Region, Size, Share, Trend, Forecast, and Industry Analysis: 2021–2026. https://www.researchandmarkets.com/reports/5304689/car bon-fiber-prepreg-market-by-end-use-industry. Accessed 18 August 2022 2. Pickering SJ, Liu Z, Turner TA, Wong KH (2016) Applications for carbon fibre recovered from composites. IOP Conf Ser Mater Sci Eng, vol 139, Institute of Physics Publishing, p 012005. https://doi.org/10.1088/1757-899X/139/1/012005 3. Karuppannan Gopalraj S, Kärki T (2020) A review on the recycling of waste carbon fibre/ glass fibre-reinforced composites: fibre recovery, properties and life-cycle analysis. SN Appl Sci 2:433. https://doi.org/10.1007/s42452-020-2195-4 4. Witik RA, Teuscher R, Michaud V, Ludwig C, Månson JAE (2013) Carbon fibre reinforced composite waste: an environmental assessment of recycling, energy recovery and landfilling. Compos Part A Appl Sci Manuf 49:89–99. https://doi.org/10.1016/j.compositesa.2013.02.009 5. Irez AB, Bayraktar E, Miskioglu I (2018) Recycled and devulcanized rubber modified epoxybased composites reinforced with nano-magnetic iron oxide, Fe3 O4 . Compos Part B Eng 148:1– 13. https://doi.org/10.1016/J.COMPOSITESB.2018.04.047 6. World Health Organization Rational USE of Personal Protective Equipment for Coronavirus Disease (COVID-19) (2020) Interim Guidance, 27 February 2020. No. WHO/2019-nCov/ IPCPPE_use/2020.1 World Health Organization 7. Prata JC, Silva ALP, Walker TR, Duarte AC, Rocha-Santos T (2020) COVID-19 pandemic repercussions on the use and management of plastics. Environ Sci Technol 54:7760–7765. https://doi.org/10.1021/acs.est.0c02178 8. Tesfaldet YT, Ndeh NT (2022) Assessing face masks in the environment by means of the DPSIR framework. Sci Total Environ 814:152859. https://doi.org/10.1016/j.scitotenv.2021.152859 9. Palmeira EM, Beirigo EA, Gardoni MG (2010) Tailings-nonwoven geotextile filter compatibility in mining applications. Geotext Geomembr 28:136–148. https://doi.org/10.1016/j.geo texmem.2009.10.004 10. Rowe RK, Hosney MS (2013) Laboratory investigation of GCL performance for covering arsenic contaminated mine wastes. Geotext Geomembr 39:63–77. https://doi.org/10.1016/j. geotexmem.2013.06.003 11. Thomason JL, Rudeiros-Fernández JL (2018) A review of the impact performance of natural fiber thermoplastic composites. Front Mater 5:60. https://doi.org/10.3389/fmats.2018.00060 12. Mukhopadhyay S, Deopura BL, Alagiruswamy R (2003) Interface behavior in polypropylene composites. J Thermoplast Compos Mater 16:479–495. https://doi.org/10.1177/089270503 038223 13. FUSABONDTM E226 Functional Polymer. https://www.dow.com/en-us/pdp.fusabond-e226functional-polymer.1891695z.html#overview. Accessed 18 August 2022 14. Wong KH, Syed Mohammed D, Pickering SJ, Brooks R (2012) Effect of coupling agents on reinforcing potential of recycled carbon fibre for polypropylene composite. Compos Sci Technol 72:835–844. https://doi.org/10.1016/j.compscitech.2012.02.013 15. Saeed U, Dawood U, Ali AM (2021) Cellulose triacetate fiber-reinforced polystyrene composite. J Thermoplast Compos Mater 34:707–721 16. Chang MK (2015) Mechanical properties and thermal stability of low-density polyethylene grafted maleic anhydride/montmorillonite nanocomposites. J Ind Eng Chem 27:96–101. https:/ /doi.org/10.1016/j.jiec.2014.11.048 17. ISO - ISO 1133-1:2011—Plastics—Determination of the melt mass-flow rate (MFR) and melt volume-flow rate (MVR) of thermoplastics—Part 1: Standard method. https://www.iso.org/sta ndard/44273.html. Accessed 12 December 2021 18. Standard Test Methods for Flexural Properties of Unreinforced and Reinforced Plastics and Electrical Insulating Materials. https://www.astm.org/d0790-17.html. Accessed 19 August 2022
Development of Cost-Effective Sustainable Hybrid Composites Based …
155
19. ISO - ISO 179-1:2010—Plastics—Determination of Charpy impact properties—Part 1: Noninstrumented impact test. https://www.iso.org/standard/44852.html. Accessed 19 August 2022 20. Irez AB, Bayraktar E, Miskioglu I (2019) Flexural fatigue damage analyses of recycled rubber— modified epoxy-based composites reinforced with alumina fibres. Fatigue Fract Eng Mater Struct 21. Irez AB, Zambelis G, Bayraktar E (2019) A new design of recycled ethylene propylene diene monomer rubber modified epoxy-based composites reinforced with alumina fiber: fracture behavior and damage analyses. Materials 12(17):2729
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone Jing Zhang, Yongyao Sun, Xinqiang Xiong, Mingjun Du, and Shiying Shi
Abstract As a new type of oil–water separation equipment, cylindrical hydrocyclone has the advantages of small volume, compact structure and high efficiency. Oil droplets will coalesce in it, so it can be used as a coalescer. In this paper, the coalescence mechanism of oil droplets in the cylindrical hydrocyclone is studied by means of experiment and theoretical analysis. By studying the two major factors that affect the coalescence phenomenon, namely, collision frequency and coalescence efficiency, it is found that the turbulent pulsation in the cylindrical hydrocyclone is the main cause of the droplet collision. On the premise that the two-phase mixture has the same properties, the two factors that affect the droplet coalescence are the particle size of the colliding droplet and the turbulent dissipation rate. The turbulent dissipation rate near the center of the hydrocyclone is relatively small, so the concentration of oil droplets here is not only large (the spacing of oil droplets becomes smaller), but also the coalescence frequency is high. The turbulent dissipation at the hydrocyclone tube wall is strong, and the collision frequency of oil droplets is low, so it is difficult to coalesce here. In other words, the larger the turbulent dissipation rate, the more unfavorable the coalescence of oil droplets. The research results of this paper lay a foundation for improving the coalescence effect of oil droplets in the cylindrical hydrocyclone. Keywords Cylindrical cyclone · Droplets · Coalescence · Breakup · Mechanism J. Zhang · Y. Sun SINOPEC Northwest Oil Field Company, Xin Jiang Wulumuqi, China X. Xiong China National Petroleum Corporation, Beijing 100000, China M. Du China Petroleum Engineering and Construction Corp North Company, Renqiu 062552, Hebei, China S. Shi (B) Key Laboratory of Mechanics in Fluid Solid Coupling Systems, Institute of Mechanics, Chinese Academy of Sciences, Beijing 100190, China e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_13
157
158
J. Zhang et al.
1 Introduction Along with the oil field of our country has generally entered the middle and late period of oil exploitation, the moisture content of crude oil increases year by year, the treatment of oil-containing sewage has become a key factor to restrict the development of oil field [1]. As a new type of oil–water separation equipment, the cylindrical cyclone has the advantages of small size, compact structure and high efficiency. In addition, it can not only be used for sewage treatment, but also for the aggregation of oil droplets [2]. Previous studies have found that after the oil–water two-phase mixture passes through the column cyclone, the oil droplets in the dispersed phase, especially the oil droplets with larger particle size, will converge significantly, and the column cyclone has a good separation effect for the oil droplets with larger particle size [3]. This means that the cyclone can be used to “pre-merge” when combined with other commonly used sewage technologies, or it can be used independently as an oil–water two-phase separator. According to previous studies, the two main factors that affect droplet coalescence are collision frequency and coalescence efficiency. There are many physical mechanisms that affect droplet collision, including turbulent pulsation, laminar viscous shear, vortex capture buoyancy, tail vortex entrainment [4–7]. Which collision mechanism is dominant should be analyzed in combination with the distribution of the flow field and the physical parameters of the two phases. Based on laboratory experiments and theoretical analysis, this paper systematically studies the mechanism of oil droplet coalation in cylindrical hydrocyclone, in order to better guide the application design of cylindrical hydrocyclone.
2 Experiment Program 2.1 Experimental Device The cylindrical cyclone structure used in this experiment is made of transparent plexiglass, which facilitates the observation of the distribution of the oil and water phases during the experiment. Figure 1 shows the structure diagram of the cylindrical cyclone, which is mainly composed of four parts: horizontal inlet pipe, cylinder part, upper overflow pipe, and lower bottom flow pipe. The main geometric dimensions of the cylindrical cyclone are as follows: D = 50.0 mm, Di = 50.0 mm, Do = 30.0 mm, Du = 40.0 mm, Db = 180.0 mm, L = 938.0 mm, L1 = 1300 mm, Ho = 3.5 mm, H = 80 mm, H1 = 202.0 mm, H2 = 40.0 mm, H3 = 57.5 mm. Here, the horizontal inlet pipe intersects the cylinder section perpendicularly, and their connection uses a wedge-shaped constriction inlet (constriction ratio 0.25, i.e., the section flow area at the end of the constriction section is 25% of the section area at the beginning of the constriction section). The purpose of the design is to guide the fluid tangentially into
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
159
Fig. 1 Schematic diagram of cylindrical cyclone structure
the cylinder part of the cyclone at high speed, so as to generate high-speed centrifugal rotating flow [8, 9].
2.2 Experimental Methods The medium used in the experiment is water and white oil. For water, tap water is used; White oil is a mixture of refined liquid hydrocarbons derived from petroleum. When the temperature is 20 °C and the pressure is 0.1 MPa, the physical parameters of the two are shown in Table 1. The oil droplet size was collected and measured by Insitec, an online particle size analysis system of Malvern imported from Britain. First, the original particle size Table 1 Physical parameters of oil and water phase
Medium Density (kg/m3 ) Kinetic Surface tension viscosity (Pa s) (N/m) Water
998.2
0.001
0.0712
Oil
863.0
0.059
0.0236
160
J. Zhang et al.
of the oil droplet size in the mixture was obtained by Insitec optical head based on the principle of laser diffraction, and then the data were analyzed and processed by RTSizer analysis application software. Finally, the volume share distribution of oil droplet size and the average size of Salter were obtained [10]. In the experiment, an online sampling port was arranged at the tangential inlet of the column cyclone and the overflow pipe (see Fig. 1) for sampling and measuring the dispersed phase oil droplets. The particle size measurement time of each sampling port is generally not less than, so as to carry out the time average processing of the later experimental data. In order to quantitatively describe the flow separation phenomenon of the two-phase mixture in the cylindrical cyclone, it is necessary to measure the split ratio F (the ratio of the volume flow rate of the liquid mixture at the overflow port to the volume flow rate at the inlet) under different experimental conditions. In the experiment, a sampling bucket was used to quickly pick up the liquid mixture at the overflow port, and the corresponding sampling time was recorded, and then the mixture was poured into the measuring cylinder to read the volume of the mixture. Finally, combined with the inlet flow rate read by the flowmeter, the mixture flow rate and the split ratio F at the overflow port are calculated. Figure 2 is the flow chart of this experiment. The water phase starts from the water tank and enters the horizontal experimental pipeline through the pump. About before the tangential inlet of the hydrocyclone, it mixes with a small amount of oil phase flowing through the oil injection port, then enters the mixer in front, fully shear and mix to transform into a dispersed flow, and finally flows into the column hydrocyclone through the tangential inlet. After centrifugal separation, the lightphase mixture (rich in oil) flowing from the overflow pipe of the column cyclone and the heavy-phase mixture (rich in water) in the bottom flow pipe pass through a conversion plexiglass cylinder and enter the oil–water circulation separator at the end of the experimental pipeline for gravity sedimentation separation. After sitting for a period of time, the oil/water mixture is stratified and then returned to the tank and tank respectively through their respective circulating systems for continuous oil/ water recycling.
Fig. 2 Experimental flow chart
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
161
3 Experimental Results Before studying the effect of droplet fragmentation and coalescent phenomena on the oil–water separation efficiency of the oil-removing column cyclone, a model should be selected which is consistent with the predicted results and the existing experimental results. In this paper, the numerical results of four clustering models are used to compare with the experimental results, namely, the Luo-Svendsen model, the Prince-Blanch model, the simplified Prince-Blanch model and the Lehr model. The broken model was unified as Luo-Svendsen model. Among them, Luo-Svendsen model is the built-in model of ANSYS FLUENT, while Prince-Blanch model, simplified Prince-Blanch model and Lehr model need to pass the user customization (UDF) function of FLUENT. Call DEFINE_PB_COALESCENCE_RATE, compile and load it into FLUENT [11]. Figure 3 shows the comparison between the cumulative particle size distribution of oil droplets at the overflow port and the experimental data obtained by CFD numerical simulation under different coalescence models. As can be seen from the figure, the oil droplet size calculated by the Lehr model is relatively small, indicating that the coalescing efficiency value predicted by the Lehr model is relatively small. This is because the Lehr model considers the effect of the volume share of the second phase on the coalescence efficiency. The volume share directly affects the distance between the two fluid particles. When the volume share is very small, the distance between the fluid particles is larger than the integral length of the turbulence, which will lead to the reduction of the collision frequency of the part contributed by the turbulence, and then the reduction of the convergence frequency [12]. On the contrary, the oil droplet size predicted by the Prince-Blanch model is relatively large, and the deviation from the experimental data is large. This is because the influence of the volume share of the second phase, namely the oil content, on the Prince-Blanch model is almost negligible. The model assumes that the collision frequency is affected by turbulent pulsation, buoyancy and laminar shear force, and the collision frequency caused by turbulent pulsation accounts for a small proportion of the total collision frequency. Therefore, the increase of fluid particle spacing does not significantly reduce the total collision frequency when the volume share is small. The influence of volume share will also be reflected in the part of collision frequency caused by laminar shear, but according to the formula, unless the volume share is large to a certain extent, its contribution to collision frequency will not change significantly with the change of volume share. Therefore, the reduction effect of small volume share on coalescence frequency could not be reflected in the Prince-Blanch model, so the predicted coalescence frequency was high and the oil droplet size was large. It can also be seen from Fig. 3 that the prediction results of the Luo-Svendsen model and the simplified Prince-Blanch model, which only consider the influence of turbulent pulsation on the coalescing of oil droplets, are better than those of the Prince-Blanch model and the Lehr model, indicating that turbulent pulsation is the
162
Experimental test value (working condition 1) Luo-Svendsen model Simplified Prince-Blanch model Prince-Blanch model Lehr model
Cumulative volume fraction,%
100 80 60 40 20 0 1
10
100
1000
Cumulative volume fraction,%
a Condition 1 v1 1.24 m s . f1
0.31
Experimental test value (working condition 2)
100
Luo-Svendsen model Simplified Prince-Blanch model
80
Prince-Blanch model Lehr model
60 40 20 0 1
10
100
Oil droplet size (μm)
Cumulative volume fraction ,%
Condition 2, v2
1.24 m s . f 2
0.46
Experimental test value (working condition 3)
100
Luo-Svendsen model Simplified Prince-Blanch model
80
Prince-Blanch model Lehr model
60 40 20 0 1
10
100
Oil droplet size (μm)
c Condition 3, v3 Cumulative volume fraction ,%
Fig. 3 Comparison of droplet size distribution at the overflow obtaining with different coalescence models and experimental work
J. Zhang et al.
1.06 m s . f 3
0.45
Experimental test value (working condition 4) Luo-Svendsen model Simplified Prince-Blanch model Prince-Blanch model Lehr model
100 80 60 40 20 0 1
10
100
Oil droplet size (μm)
d Condition 4 v4
0.84 m s . f 4
0.60
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
163
main cause of coalescing of oil droplets in the column cyclone. The simplified PrinceBlanch model is relatively more accurate than the Luo-Svendsen model for large oil droplets, although the results of the first two models are not very different from each other. However, compared with the experimental measurement results, only the large particle size and small particle size regions (with a small volume share) are in good agreement with the experimental curve. The numerical prediction results in the medium particle size region under conditions 1, 3 and 4 are relatively small [13], especially in the case of the small incoming flow velocity under conditions 3 and 4. This may be due to the fact that the mixed liquid with high oil content at the overflow outlet in the experiment coalescated during the process of flowing into the Malvern on-line particle size analysis system through the lead pipe, so that the particle size of the oil droplets measured in the experiment was too large. Or the oil droplet size at the inlet boundary condition is small, because under the action of buoyancy, the larger oil droplet size at the sampling port will be concentrated in the upper part of the pipeline, resulting in the smaller oil droplet size measured at the sampling point. Among the four existing clustering models, both the Luo-Svendsen model and the simplified Prince-Blanch model have relatively good prediction effects, and either model can be selected for subsequent CFD-PBM coupling simulation. The simplified Prince-Blanch model is adopted in this paper, and at the same time. The broken model was continued with the Luo-Svendsen model.
4 Results Discussion The simplified Prince-Blanch model considering only turbulent pulsation is in good agreement with the experimental data, which in turn shows that turbulent pulsation in the cylindrical cyclone is the main cause of droplet collision. Therefore, the physical mechanism of cyclone convergence will be analyzed based on the Prince-Blanch model in the following. The convergence frequency of the Prince-Blanch model can be expressed as ) ( a vi , v j =
√
) ( ( )1/2 h ( )2 ( 2/3 2 ρc )1/2 5/6 1/3 0 2/3 1/3 Zπε di + d j di + d j exp − ri j ε 4 h cr 16σ (1)
where, h o and h cr are the critical liquid film thickness at the initial and the rupture of the liquid film respectively; ri j is the equivalent radius of the droplet, i.e. ri j =
di d j di + d j
(2)
It can be seen from expression (1) that the physical quantities affecting the coalescence frequency include particle size of the colliding droplet d, surface tension σ ,
164
J. Zhang et al.
viscous dissipation rate ε, continuous phase density ρc , initial liquid film thickness h o and critical thickness of liquid film rupture h cr . Intuitively, particle size d, surface tension σ and turbulent dissipation rate ε can be adjusted accordingly by changing flow conditions and physical parameters to promote coalescence. It can be seen that the coalescence frequency a(vi , v j ) is positively correlated with the surface tension σ , that is, the greater the surface tension, the easier the droplets coalescence, which explains why the introduction of emulsifiers can hinder the coalescence of dispersed phase droplets and aggravate the degree of emulsification of crude oil [14]. From the equation, it can also be seen that the convergence frequency a(vi , v j ) has the following relationship with particle size di and turbulent dissipation rate ε 7/3
5/6
a(vi , v j ) ∝ di exp(−di ), (di = d j )
(3)
a(vi , v j ) ∝ ε1/3 exp(−ε1/3 )
(4)
7/3
5/6
The function relation y1 = di exp(−di ), (di = d j ) and y2 = ε1/3 exp(−ε1/3 ) corresponding function curve are shown in the following figure. As can be seen from the function image in Fig. 4, the function y1 = 7/3 5/6 di exp(−di ), (di = d j ) has been monotonically increasing in the range of droplet size from 0 to 2000 µm, so there is a positive correlation between the aggregation frequency a(vi , v j ) and the particle size di , that is, the larger the inlet oil droplet size, the better the aggregation effect of the column cyclone. As can be seen from the function image in Fig. 5, with the increase of the turbulent dissipation rate, its contribution to the convergence frequency increases rapidly within the small turbulent dissipation rate interval (m2 /s3 ) and reaches an extreme value at about 2 m2 /s3 . Then it monotonically decreases as the turbulent dissipation
7/3
Fig. 4 Curve of function y1 = di
5/6
exp(−di
), (0 < di < 2000 µm, di = d j )
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
165
Fig. 5 Curve of function y2 = ε1/3 exp(−ε1/3 ), (0 < ε < 30 m2 /s3 ) 21
rate continues to increase. It can be seen that the coalescence of droplets in a cylindrical cyclone corresponds to an optimal turbulent dissipation rate, beyond which the coalescence frequency decreases. As can be seen from the function image in Fig. 5, with the increase of the turbulent dissipation rate, its contribution to the convergence frequency a(vi , v j ) increases rapidly within the small turbulent dissipation rate interval (0 < ε < 2 m2 /s3 ) and reaches an extreme value at about 2 m2 /s3 . Then it monotonically decreases as the turbulent dissipation rate continues to increase. It can be seen that the coalescence of droplets in a cylindrical cyclone corresponds to an optimal turbulent dissipation rate ε ≈ 2 m2 /s3 , beyond which the coalescence frequency decreases. In the following, the radial distribution of the turbulent dissipation rate of the dicylinder part of the cylindrical cyclone device on different cross sections is given by selecting the oil content of 0.1%, the split ratio f = 0.4, and the inflow mixing speed of 1.75 m/s (see Fig. 6). From top to bottom along the column type hydrocyclone in turn take a, b, c, d four section, observe the distribution of turbulent dissipation rate, you can see on the cross section b, c, d are in saddle the turbulent dissipation rate distribution, namely the cyclone central area near the turbulence dissipation rate is relatively small, values are less than 1 m2 /s3 , corresponding to the droplet coalescence effect is relatively good. However, the turbulent dissipation rate at the tube wall of the cyclone becomes significantly larger, and some even exceed 50 m2 / s3 , which deviates from the optimal turbulent dissipation rate ε ≈ 2 m2 /s3 , and the droplet aggregation effect is poor. The turbulence dissipation rate on section a in the overflow tube changes relatively gently, and has two symmetric extreme points, the size of which is 2ε ≈ 2 m2 /s3 , and makes a large contribution to the convergence frequency. This means that the droplet in this part has obvious convergence, and the design of the expanded part of the overflow tube is helpful to the occurrence of convergence. As shown in Fig. 7, according to the turbulent dissipation rate, the flow field of the cylinder part of the cyclone can be divided into two parts: one is the weak turbulent
J. Zhang et al.
Turbulent dissipation rate ,m 2/s3
166
a b c d
100 80 60 40 20 0 -0.03
-0.02
-0.01
0.00
0.01
0.02
0.03
Location,m Fig. 6 Distributions of turbulent dissipation rate on different cross sections in the cyclone
dissipation region near the center of the cyclone, and the other is the strong turbulent dissipation region near the tube wall of the cyclone. It can be seen from Fig. 5 that the coalescence frequency of oil droplets is higher in the weak turbulent dissipation region, but relatively lower in the strong turbulent dissipation region. It is known that with the increase of the centrifugal acceleration, the change of the average particle size of the oil droplets at the outlet decreases instead, which can also be analyzed from the relationship between the turbulent dissipation rate and the centrifugal acceleration. Figure 8 shows the radial distribution of the turbulent dissipation rate on the C section of device 2 (refer to Fig. 6 for the specific location) under different centrifugal accelerations. Can see that with the increase of centrifugal acceleration, have multiplied the pipe wall in turbulent dissipation rate, and high turbulence dissipation rate along the radial direction to continuously expand to the pipe center from the wall, it shows that large centrifugal acceleration, its corresponding strong turbulent dissipation region distribution range is very large, and the value of the pipe wall in turbulent dissipation rate is large, lead to smaller droplet coalescence frequency. Therefore, in order to enhance the effect of cyclone merging, the turbulent dissipation rate at the tube wall should be reduced as much as possible, and the distribution range of the weak turbulent dissipation region should be increased. In other words, the centrifugal acceleration should not be too large. At the same time, it is necessary to ensure that the centrifugation strength is sufficient to make the light phase droplets migrate significantly to the center of the tube.
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
167
2
Turbulent dissipation rate in section C ,m /s
3
Fig. 7 Turbulence field division in a cyclone
2.5x10 2.0x10 1.5x10 1.0x10 5.0x10
3
200g 500g 1000g 1500g 2000g 2500g
3
3
3
2
0.0 -0.02
-0.01
0.00
0.01
0.02
Location, m Fig. 8 Distributions of turbulent dissipation rate corresponding to different centrifugal accelerations on cross section
5 Conclusions and Recommendations In summary, the factors that directly affect the agglomeration of the dispersed phase droplets include the physical parameters of the two phases (surface tension σ , continuous phase density ρc ), the particle size d of the collision droplets, the initial liquid film thickness h 0 when the droplets contact, the critical liquid film thickness when the
168
J. Zhang et al.
droplets break, and the turbulent dissipation rate ε. On the premise that the properties of the two-phase mixture are the same, the only tunable factors affecting droplet coalescence are the particle size d of the colliding droplet and the turbulent dissipation rate ε. The existence of the centrifugal force field and the unique turbulent distribution are the reasons why the swirling flow field can converge the dispersed oil droplets. Firstly, the dispersed phase oil droplets migrate to the vicinity of the cyclone center under the action of centrifugal force, where the turbulent dissipation rate is relatively small. Therefore, the oil droplets not only have a large concentration (the distance between the oil droplets becomes smaller), but also have a high coalescence frequency, which makes it easier to collide and coalesce large oil droplets. However, the oil droplets at the wall of the cyclone are difficult to coalesce into large oil droplets due to their low concentration and strong turbulent dissipation region. However, the contribution of the intensity of the centrifugal force field and the turbulent dissipation rate to the collision and coalescence of liquid droplets is a pair of contradictions. If the centrifugal force field is small, although the turbulent dissipation rate is relatively low at this time (the corresponding coalescence frequency is high), because more oil droplets cannot gather at the center of the cyclone, the actual number of coalescence of oil droplets is not high. If the centrifugal force field is large, although a large number of oil droplets can migrate and settle to the center of the cyclone, the turbulent dissipation rate in the tube is relatively large, and the range of weak turbulent dissipation area with large coalescence frequency is greatly reduced, so the coalescence effect of oil droplets is also not good. Acknowledgements The authors wish to thank the Hainan Province Science and Technology Special Fund (ZDYF2022GXJS004, ZDYF2021GXJS028) for this work.
References 1. Kumar BR (2022) Case 30: Kashagan oil field development project. Management for Professionals 2. Yang L, Luo L, Wang J et al (2022) Effects of pressure control on droplet size distribution and flow regimes in gas–liquid cylindrical cyclone. J Natl Gas Sci Eng 100:104465 3. Yang L, Wang J, Zou L (2020) Droplet size distributions and pressure control in the gas-liquid cylindrical cyclone. In: ASME 2020 39th international conference on ocean, offshore and arctic engineering 4. Kalkach-Navarro S, Lahey RT Jr, Drew DA (1994) Analysis of the bubbly/slug flow regime transition. Nucl Eng Des 151(1):15–39 5. Chesters AK (1991) Modelling of coalescence processes in fluid-liquid dispersions: a review of current understanding. Chem Eng Res Des 69(4):259–270 6. Cao X, Yang K, Wang H et al (2022) Gas-liquid-hydrate flow characteristics in vertical pipe considering bubble and particle coalescence and breakage. Chem Eng Sci 6964:117249 7. Coulaloglou CA, Tavlarides LL (1977) Description of interaction processes in agitated liquidliquid dispersions. Chem Eng Sci 32(11):1289–1297 8. Liu HF, Xu JY, Wu YX et al (2010) Numerical study on oil and water two-phase flow in a cylindrical cyclone. J Hydrodyn Ser B 22(5):832–837
Mechanism of Droplet Coalescence in Cylindrical Hydrocyclone
169
9. Kha HM, Nam NT, Tuyen V et al (2020) Experimental study of circular inlets effect on the performances of gas-liquid cylindrical cyclone separators (GLCC). Sci Technol Dev J Eng Technol 3(SI1):First 10. Shi SY, Sun HQ, Lin LM, Zhang CF, Zhang J (2021) Experimental study of droplet behavior in a swirl flow field induced by two kinds of guiding vanes and inlet structure optimization. Hydrodyn Res Progress Ser B 1:104–110 11. Friedlander SK (1977) Smoke, dust and haze: fundamentals of aerosol behavior. Wiley, New York 12. Wang T, Jinfu Wang A, Jin Y (2005) Population balance model for gas−liquid flows: Influence of bubble coalescence and breakup models. Ind Eng Chem Res 44(19):7540–7549 13. Noroozi S, Hashemabadi SH, Chamkha AJ (2013) Numerical analysis of drops coalescence and breakage effects on de-oiling hydrocyclone performance. Sep Sci Technol 48(7):991–1002 14. Chakrabarty B, Ghoshal AK, Purkait MK (2008) Ultrafiltration of stable oil-in-water emulsion by polysulfone membrane. J Membr Sci 325(1):427–437
Influence of Geometric Imperfections on Global Buckling Strengths of Cold-Rolled Aluminium Alloy Channel Columns Ngoc Hieu Pham
Abstract Cold-rolled aluminium alloy sections are considered as the new products in the market and have been illustrated their cost-effectiveness in comparison with the traditional extruded aluminium sections. These sections in the form of thin-walled sections significantly contain geometric imperfections due to manufacturing and transportation. These imperfections were found to have noticeable impacts on the behaviour and strength of cold-formed members and have been considered in research studies. They were incorporated into simulation models to evaluate their effects on the member capacities that were the base for the selection of the detrimental cases for the design. This paper, therefore, investigates the impacts of geometric imperfections on the global buckling strengths of cold-rolled aluminium alloy columns, and proposes the detrimental simulation models for the development of parametric studies to extend the strength data in the design. Also, this influence of geometric imperfection can be accounted for in the design by proposing a coefficient in reliability analysis with the application of the load and resistance factor design (LRFD) method according to the American Aluminum Specification. Keywords Influence · Geometric imperfection · Global buckling strengths · Cold-rolled aluminium channel columns
1 Introduction Aluminium alloy structures have been known as the new structural type for buildings with their advantages of lightweight and excellent corrosion resistance [1]. Their applications are for structural buildings in coastal environments [2] with the requirement of high corrosion resistance or for domes with the priority of lightweight. The Spruce Goose dome using aluminium structures has been known as the largest dome in the world with the diameter of 415 feet. Recently the presence of the new N. H. Pham (B) Faculty of Civil Engineering, Hanoi Architectural University, Hanoi, Vietnam e-mail: [email protected] © The Author(s), under exclusive license to Springer Nature Singapore Pte Ltd. 2023 J. P. T. Mo (ed.), Proceedings of the 8th International Conference on Mechanical, Automotive and Materials Engineering, Lecture Notes in Mechanical Engineering, https://doi.org/10.1007/978-981-99-3672-4_14
171
172
N. H. Pham
Fig. 1 Imperfection components of the channel section
cold-rolled aluminium sections has been found to be faster in manufacturing, more cost-effective than the traditional extruded sections, and enhance the strength of the material due to the cold-forming process [2]. Research studies on this new type section are cared and carried out to investigate the material properties or the behaviors under applied loads [3]. This sectional type in the form of a thin-walled section is sensitive to buckling modes that are greatly impacted by geometric imperfections [4]. These imperfections have been considered in research studies to figure out their effects on the behaviors and strengths of thin-walled structural members. They are divided into sectional and global imperfections as illustrated in Fig. 1, where global components (G1 , G2 , G3 ) are the bow, camber and twist of a specimen, and sectional components (d1 , d2 ) are the plate out of flatness (local imperfections) and the plate out of straightness (distortional imperfections). A large number of investigations on geometric imperfections and their influence on the behaviors and strengths of cold-formed steel members. The impacts of initial twist imperfections (G3 ) on the global strengths of cold-formed steel channel and zed section beams were investigated by Pi and Trahair [5–9]. These papers showed that the strengths of these section beams depended on the failure (twisting) directions which are influenced by the directions of initial twist imperfections. The combination of initial twist and deflection imperfections was found to have considerable impacts on the member capacities under bending [10]. Dinis et al. [11] investigated the influence of local and distortional imperfections on the behavior of cold-formed steel channel columns. A variety of sectional imperfection shapes were considered in the study. It was found that the pure distortional imperfections are the most detrimental modes to obtaining the lowest column strengths of the investigated section. Schafer and Zeinoddini [12] investigated the influence of flexural imperfections on the nominal column stress, then recommendations were given for the design when out-of-straightness imperfections are greater than L/960. Katarzyna and Andrzej [13] carried out a stability analysis of a cold-formed steel sigma cross-section column due to the effects of global and local imperfections. It was found that the column strengths can be reduced by 20% due to global imperfections but the post-buckling path is stable, whereas the reduction of strengths is only 10% due to local imperfections but the post-buckling behavior is unstable. A random field approach of modeling
Influence of Geometric Imperfections on Global Buckling Strengths …
173
geometric and thickness imperfections was developed by Dominik et al. [14] to study the behavior of I-section beam-columns. Andrei et al. [15] carried out an imperfection sensitivity investigation to determine the detrimental imperfection modes of coldformed steel perforated columns. Bassem and Hanna [16] investigated the effects of geometric imperfections on the ultimate moments of cold-formed sigma section beams. It was found that the strengths of short and intermediate beams were sensitive to the imperfection shape of the compression flange, whereas the flexural–torsional imperfection was the most sensitive mode for those of long beams. The effects of global and distortional imperfection modes on the behavior and strength of coldformed steel channel columns were investigated by Dinis et al. [17]. This allowed the selection of the detrimental imperfection mode for the further development of parametric studies. Chao and Yong-Lin [18] considered the deflection imperfection (G1 ) in the analysis of flexural buckling capacities of box columns. In terms of aluminium structures, studies on the effects of geometric imperfections on the strength and behavior of aluminium sections or members remain scarce. Pham [3] investigated the influence of initial twist imperfections on the flexural–torsional buckling strengths of cold-rolled aluminium alloy beams. Detrimental directions of global imperfection modes were then proposed to develop parametric studies based on the investigated results. Also, flexural imperfections were illustrated to have significant effects on the capacities of cold-rolled aluminium alloy columns on the basis of experimental and numerical investigation [3], and therefore this component will be considered in this paper. The paper is aimed to study the impacts of flexural imperfections on the capacities of cold-rolled aluminium alloy channel columns, followed by the selection of the detrimental imperfection mode corresponding to the lowest strengths of the investigated columns. This imperfection mode was used for further investigations. The amplitudes of flexural imperfections taken from the collected data in Pham [3] were used for the determination of probability density. The random samples of flexural imperfections were generated on the basis of the determined probability density function, and they were incorporated into simulation models. The simulation models were calibrated against the experimental results, as presented in Pham et al. [19]. The obtained strengths from simulation models were subsequently utilised to propose a coefficient considering the impacts of flexural imperfections on the global capacities of cold-rolled aluminium alloy columns in the design based on the probability-based load and resistance factor design (LRFD) method as presented in the American Aluminum Specification [20].
2 Simulation Model for the Investigation The simulation model was developed using the finite element software package ABAQUS [21]. This model was verified against an experimental program at the University of Sydney, as presented in Pham et al. [22]. The boundary condition configuration of the simulation model allows the specimens to rotate freely about the
174
N. H. Pham
weak axis and to restrain about the strong axis, as illustrated in Fig. 2. The material properties are incorporated into the simulation models on the basis of the coupon test results reported in Huynh et al. [23]. As discussed in Pham et al. [24], a simple sinusoidal function was used to perform the flexural imperfection as presented in Eq. (1), where G1 is the amplitude of flexural imperfection; z is the coordinate along the length of the specimen; L is the specimen length. F(x) = G 1 sin(π z/L)
(1)
The selected section for the investigation is C10030, where C means channel section; “100” means the nominal depth of 100 mm, and; “30” stands for the sectional thickness of 3.0 mm. This section is chosen from the commercial catalogue “Roll-formed Aluminium Purlin Solutions” provided by BlueScope [2]. The nominal dimensions include D = 105 mm; B = 60.5 mm; L = 16 mm; t = 3.0, where the nomenclature is illustrated in Fig. 3. Geometric imperfections were measured and recorded using the laser scanner method as presented in Pham et al. [4]. These imperfections were then incorporated into the simulation models, as fully reported in Pham et al. [4]. As discussed in Pham [3], the nominal eccentricity of a column was taken as 1/ 1500 of its length to get the strengths for the design. Due to the asymmetric characteristic in the weak-axis of the channel section, the capacities of the channel columns are varied with the change of eccentricity of sign conventions. The sign conventions of the eccentricity are regulated in Fig. 4. A numerical investigation for C10030 section columns with a variety of sign conventions of the eccentricity was conducted to obtain the detrimental sign convention corresponding to the lower strength results, as presented in Table 1. It was found that the positive sign convention E(+) is the detrimental case of eccentricity and is used for further investigations. The flexural imperfection (G1 ) is considered in the investigation with the regulation for sign conventions illustrated in Fig. 4. As discussed in Pham [3] for C10030 Fig. 2 Finite element model for investigation
Influence of Geometric Imperfections on Global Buckling Strengths …
175
Fig. 3 Nomenclature of the channel section
Fig. 4 The sign conventions of eccentricity (E) and flexural imperfection (G1 )
Table 1 Numerical investigation for eccentricity position in C10030 section columns with the variation of specimen lengths (Unit: kN)
Eccentricity C10030-2.0 m C10030-3.0 m C10030-4.0 m E(−)
51.83
24.36
14.73
E(+)
46.51
22.54
13.62
section, the negative sign convention of G1 (−) corresponding to the positive case of eccentricity E(+) was selected to get the detrimental strengths of the investigation.
176
N. H. Pham
3 Impacts of Flexural Imperfections on the Global Buckling Strengths of Cold-Rolled Aluminium Alloy Channel Columns The flexural imperfection (G1 ) is selected for the investigation to study its effects on the strengths of aluminium channel columns. This effect can be accounted for in the design by proposing a coefficient of variation (CoV) that will be added in the reliability analysis based on the load and resistance factor design method (LRFD) according to the American Aluminum Specification [20]. The compact C10030 section was chosen for the investigation to prevent the occurrence of interaction buckling modes. Three lengths are from 1.5 m, 2.5 m and 4.0 m corresponding to the low, intermediate and high slenderness respectively. The detrimental case (G1 (−); E (+)) is applied in the simulation models to get the strengths that will be the base for the determination of the proposed coefficient of variation (CoV). The amplitudes of flexural imperfection (G1 ) used for the investigations are random values that are generated on the basis of the probability density of collected data as presented in Pham [3]. The probability density of the flexural imperfection (G1 ) is performed as the Lognormal function as illustrated in Fig. 5 with the mean and coefficient of variation of (0.11926; 0.85356). The Latin Hypercube sampling technique is used to generate the random samples (G1 ) including 30 random values for each specimen length, as presented in Table 2. The application of this technique helps to minimise the number of random samples [25]. These random flexural imperfection values were incorporated into simulation models to get the compressive strengths, as presented in Table 2. The coefficients of variation were determined based on the strengths of each specimen length. The proposed coefficient of variation (V G ) is taken as the average value of these such values, equal to 0.02. This proposed coefficient (V G ) can be included in the reliability analysis according to the American Aluminum Specification [20] via the coefficient of variation of resistance V R (see Eq. (2)). In this reliability analysis, the reliability index (β) is 2.5 for structural columns; the resistance factor (φ) proposed for the design is calculated as seen in Eq. (3). / VS =
(1.05(G n /Q n ))2 VD2 + VL2 (1.05(G n /Q n ) + 1) φ=
;
VR =
/
VM2 + VF2 + Cn (V P2 + VG2 )
1.5Mm Fm Pm / exp(β VR2 + VS2 )
(2) (3)
where the ratio Gn /Dn is between the dead and live load; the proposed coefficient V G is to represent the effects of flexural imperfections on the global buckling strengths of cold-rolled aluminium alloy channel columns; C n is the correction factor; V L , V D are the coefficients of variation of live and dead load, respectively; V F , V M , V P
Influence of Geometric Imperfections on Global Buckling Strengths …
177
Fig. 5 Probability density function of flexural imperfection G1
are the coefficients of variation of fabrication, material and professional factors; F m , M m , Pm are the means of fabrication, material and professional factor; V S , V R are the coefficients of variation of load effects and resistance, respectively. More details are presented in the American Aluminum Specification [20].
4 Conclusions The paper investigates the impacts of flexural imperfections on the global buckling strengths of cold-rolled aluminium channel columns. Two different flexural imperfection shapes were considered to obtain the detrimental case corresponding to the lower column strength. The detrimental case of flexural imperfection was subsequently utilised to study their effects on the aluminium column capacities. The amplitudes of flexural imperfections for the investigation collected from the previous studies were the base on the determination of probability density function. This obtained function was subsequently used to generate the random sample values by using the Latin Hypercube sampling technique. The random values were incorporated into the simulation models to get the global strengths of aluminium columns. Based on the obtained strength results, the coefficient of variation of these results was determined and proposed as a coefficient considering the impacts of flexural imperfections on the capacities of cold-rolled aluminium channel columns. This proposed coefficient equals to 0.02.
178
N. H. Pham
Table 2 Compression strengths of C10030 section columns corresponding to random flexural imperfections C100-1.5 m
C10030-2.5 m
C10030-4.0 m
G1
Strength (kN)
G1
Strength (kN)
G1
Strength (kN)
1
0.4683
74.337
0.9705
32.791
1.2736
13.779
2
1.03
72.613
4.6332
31.746
0.9456
13.870
3
1.1369
72.476
0.3755
33.526
3.1093
13.572
4
0.3167
75.391
0.2817
33.644
0.7408
13.906
5
0.2052
76.439
1.3427
32.571
8.9389
13.317
6
0.3418
75.181
1.979
32.276
0.3212
14.087
7
0.8066
73.157
0.4346
33.383
0.386
14.027
8
1.4904
71.869
2.1552
32.192
4.1507
13.506
9
0.6684
73.651
3.9135
31.935
4.9231
13.479
10
0.2909
75.526
2.6982
32.113
1.922
13.702
11
0.8949
72.973
0.6846
33.012
3.5644
13.562
12
2.6052
70.264
0.794
32.873
1.6456
13.740
13
0.4157
74.764
0.4902
33.269
2.0408
13.690
14
1.9822
71.265
1.2227
32.609
0.8586
13.885
15
0.3733
74.819
0.8821
32.854
1.452
13.773
16
1.3616
72.039
0.7558
32.922
0.5123
13.967
17
1.5791
71.680
7.9945
31.524
0.6562
13.946
18
0.6998
73.547
1.0829
32.710
1.1922
13.797
19
0.5629
73.975
1.0271
32.727
2.1866
13.676
20
2.3296
70.912
1.8582
32.336
5.3877
13.422
21
0.1525
76.703
0.2009
34.026
2.414
13.631
22
0.6061
73.805
0.6261
33.055
2.6109
13.615
23
0.7487
73.325
2.3925
32.150
2.8991
13.602
24
0.9449
72.743
1.6283
32.402
3.8033
13.540
25
0.442
74.536
0.5524
33.114
2.3512
13.661
26
0.1373
77.907
3.1855
32.032
1.7367
13.726
27
0.241
76.059
1.1935
32.645
1.1265
13.821
28
1.1643
72.235
1.5161
32.435
6.9324
13.358
29
4.313
70.036
1.4745
32.506
0.9885
13.838
30
0.5188
74.213
0.5185
33.186
1.5528
13.756
Mean
0.961
73.615
1.629
32.685
2.421
13.708
CoV
0.933
0.026
0.990
0.018
0.831
0.014
Number
Influence of Geometric Imperfections on Global Buckling Strengths …
179
References 1. Szumigała M, Polus L (2015) Applications of aluminium and concrete composite structures. Procedia Eng 108(61):544–549 2. BlueScope (2015) Permalite: aluminium roll-formed purlin solutions. Permalite Aluminium Building Solutions Pty Ltd. Eagle Farm Qld 4009 3. Pham NH (2019) Strength and behaviour of cold-rolled aluminium members. PhD thesis, The University of Sydney 4. Pham NH, Pham CH, Rasmussen KJR (2017) Incorporation of measured geometric imperfections into finite element models for cold-rolled aluminium sections. In: Proceeding of 4th congres international de geotechnique-ouvrages-structures, pp 161–171 5. Pi YL, Put BM, Trahair NS (1998) Lateral buckling strengths of cold-formed channel section beams. J Struct Eng 10(124):1182–1191 6. Pi YL, Put BM, Trahair NS (1999) Lateral buckling strengths of cold-formed Z-section beams. Thin-Walled Struct 34(1):65–93 7. Put BM, Pi YL, Trahair NS (1999) Lateral buckling tests on cold-formed channel beams. J Struct Eng 125(5):532–539 8. Put BM, Pi YL, Trahair NS (1999) Lateral buckling tests on cold-formed Z-beams. J Struct Div 125(11):1277–1283 9. Niu S (2014) Interaction buckling of cold-formed stainless steel beams. PhD thesis, University of Sydney, Sydney 10. Dubina D, Ungureanu V (2002) Effect of imperfections on numerical simulation of instability behaviour of cold-formed steel members. Thin-Walled Struct 40(3):239–262 11. Borges Dinis P, Camotim D, Silvestre N (2007) FEM-based analysis of the local-plate/ distortional mode interaction in cold-formed steel lipped channel columns. Comput Struct 85(19–20):1461–1474 12. Schafer BW, Zeinoddini VM (2008) Impact of global flexural imperfections on the coldformed steel column curve. In: The 19th international specialty conference on recent research and developments in cold-formed steel design and construction, pp 81–95 13. Rzeszut K, Garstecki A (2009) Modeling of initial geometrical imperfections in stability analysis of thin-walled structures. J Theor Appl Mech 47(3):667–684 14. Schillinger D, Papadopoulos V, Bischoff M, Papadrakakis M (2010) Buckling analysis of imperfect I-section beam-columns with stochastic shell finite elements. Comput Mech 46(3):495–510 15. Crisan A, Ungureanu V, Dubina D (2012) Behaviour of cold-formed steel perforated sections in compression: Part 2 - Numerical investigations and design considerations. Thin-Walled Struct 61:97–105 16. Gendy BL, Hanna MT (2017) Effect of geometric imperfections on the ultimate moment capacity of cold-formed sigma-shape sections. HBRC J 13(2):163–170 17. Dinis B, Young B, Camotim D (2016) Local-distortional-global interaction in cold-formed steel lipped channel columns: behavior, strength and DSM design. In: Structural stability research council annual stability conference 2016, pp 654–687 18. Dou C, Pi YL (2016) Effects of geometric imperfections on flexural buckling resistance of laterally braced columns. J Struct Eng 142(9) 19. Pham NH, Pham CH, Rasmussen KJR (2020) Finite element simulation of member buckling of cold-rolled aluminium alloy 5052 channel columns. In: CIGOS 2019, innovation for sustainable infrastructure. Lecture notes in civil engineering, vol 54, pp 263–268 20. Aluminum Association (2015) Aluminum design manual. Washing, DC 21. Dassault Systemes Simulia Corp (2014) ABAQUS/CAE user’s manual. Providence, RI, USA 22. Pham NH, Pham CH, Rasmussen KJR (2018) Experimental investigation of the member buckling of cold-rolled aluminium alloy 5052 channel columns. In: Proceeding of 9th international conference on advances in steel structures
180
N. H. Pham
23. Huynh LAT, Pham CH, Rasmussen KJR (2016) Mechanical properties of cold-rolled aluminium alloy 5052 channel sections. In: Proceeding of 8th international conference on steel and aluminium structures, pp 670–684 24. Pham NH, Pham CH, Rasmussen KJR (2022) Design of cold-rolled aluminium alloy channel beams subject to global buckling. Thin-Walled Struct 180:109885 25. McKay MD, Beckman RJ, Conover WJ (2000) A comparison of three methods for selecting values of input variables in the analysis of output from a computer code. Technometrics 42(1):55–61