High Temperature Corrosion of Advanced Materials and Protective Coatings 0444889701, 9780444889706, 9780444599278, 0444599274
Hardbound. This book brings together the experience of specialists on High Temperature Corrosion. The 43 papers discuss
241 94 68MB
English Pages 393 Year 1991;2014
Front Cover
High Temperature Corrosion: of Advanced Materials and Protective Coatings
Copyright Page
Table of Contents
Preface
List of Committees
List of Sponsors
PART I: FUNDAMENTAL STUDIES ON HIGH TEMPERATURE CORROSION OF ADVANCED MATERIALS
CHAPTER 1. ON THE USE OF THE WAGNER MODEL IN OXIDATION IN MIXED REACTANTS
1. INTRODUCTION
2. THE WAGNER OXIDATION THEORY-3
3. REACTIONS IN SINGLE REACTANTS
4. REACTIONS IN MIXED REACTANTS/INTERACTANTS
5. CONSEQUENCES FOR MEASUREMENTS OF CHEMICAL DIFFUSION COEFFICIENTS IN MIXED REACTANTS/INTERACTANTS.
REFERENCES. CHAPTER 2. SOME PRINCIPAL MECHANISMS IN THE SIMULTANEOUS EROSION AND CORROSION ATTACK OF METALS AT HIGH TEMPERATUREINTRODUCTION
DISCUSSION
CONCLUSIONS
REFERENCES
CHAPTER 3. GRAIN BOUNDARY SEGREGATION IN IONIC SOLIDS AND ITS EFFECT ON HIGH TEMPERATURE HETEROGENEOUS KINETICS
1. INTRODUCTION
2. INTERFACE DEFECT CHEMISTRY
3. DIFFUSION ALONG GRAIN BOUNDARIES
4. DIFFUSION ACROSS THE INTERFACE
CONCLUSIONS
ACKNOWLEDGEMENTS
REFERENCES
CHAPTER 4. FAILURE OF OXIDE SCALES ON ADVANCED MATERIALS DUE TO THE PRESENCE OF STRESSES
1. INTRODUCTION
2. STRESSES IN OXIDE SCALES
3. SCALE FAILURE. 4. CONCLUDING REMARKSREFERENCES
CHAPTER 5. REAL TIME STUDIES OF SCALE DEVELOPMENT AND FAILURE
1. INTRODUCTION
2. EXPERIMENTAL
3. OXIDATION OF URANIUM DIOXIDE IN AIR
4. RESIDUAL STRESS IN A Cr2O3 SCALE ON CHROMIUM
5. FAILURE OF OXIDE SCALES FORMED ON 20%Cr/25%Ni/Nb STAINLESS STEEL
6. CONCLUSIONS
ACKNOWLEDGEMENTS
REFERENCES
CHAPTER 6. ELECTROCHEMICAL DETERMINATION OF SULFIDE GROWTH ON IRON IN SULFUR ENVIRONMENTS
1. INTRODUCTION
2. EXPERIMENTAL PROCEDURE
3. RESULTS
4. DISCUSSION
REFERENCES. CHAPTER 7. IR-RAS STUDY OF OXIDE FILM FORMED ON SUS430 STAINLESS STEEL IN MOIST ATMOSPHERES1. INTRODUCTION
2. EXPERIMENTAL
3. RESULTS AND DISCUSSION
4. CONCLUSION
ACKNOWLEDGMENT
REFERENCES
PART II: HIGH TEMPERATURE CORROSION OF ENGINEERING ALLOYS
CHAPTER 8. OXIDATION BEHAVIOR OF Fe-Al-Si ALLOYS AT 1073 AND 1173 K
1. INTRODUCTION
2. EXPERIMENTAL
3. RESULTS
4. DISCUSSION
5. SUMMARY
REFERENCES
CHAPTER 9. HIGH-TEMPERATURE OXIDATION OF IRON-ALUMINUM ALLOYS
1. INTRODUCTION
2. EXPERIMENTAL
3. RESULTS AND DISCUSSION
4. SUMMARY
ACKNOWLEDGEMENT
REFERENCES. CHAPTER 10. OXIDATION OF Fe-Cr-Mn-Al STAINLESS STEELS1. INTRODUCTION
2. MATERIALS AND METHODS
3. RESULTS AND DISCUSSION
4. CONCLUSIONS
REFERENCES
CHAPTER 11. STRUCTURE AND OXIDATION BEHAVIOR OF THE SCALE FORMED ON AL-CONTAINING FERRITIC STAINLESS STEEL
1. Introduction
2. Experimental procedure
3. Results
4. Discussion
5. Conclusion
References
CHAPTER 12. CYCLIC OXIDATION BEHAVIOUR OF MICROCRYSTALLIZED CoCrAl ALLOY FILM
1. INTRODUCTION
2. EXPERIMENTAL
3. RESULTS
4. DISCUSSION
5. CONCLUSION
ACKNOWLEDGMENTS
REFERENCES
CHAPTER 13. HIGH TEMPERATURE OXIDATION OF Ni-Cr ALLOYS.
Recommend Papers

![High Temperature Corrosion [Hardcover ed.]
1851661549, 9781851661541](https://ebin.pub/img/200x200/high-temperature-corrosion-hardcovernbsped-1851661549-9781851661541.jpg)








File loading please wait...
Citation preview
HIGH TEMPERATURE CORROSION of Advanced Materials and Protective Coatings
This page intentionally left blank
HIGH TEMPERATURE CORROSION of Advanced Materials and Protective Coatings Proceedings of the Workshop on High Temperature Corrosion of Advanced Materials and Protective Coatings Tokyo, Japan, December 5-7 1990
as part of the International Symposium Solid State Chemistry of Advanced
on Materials
Editors: Y. SAITO B.ΦNAY T. MARUYAMA Tokyo
Institute
ofTechnology
Japan
1992 NORTH-HOLLAND AMSTERDAM · LONDON · NEW YORK - TOKYO
ELSEVIER SCIENCE PUBLISHERS B.V. Sara B u r g e r h a r t s t r a a t 2 5 P.O. Box 211,1000 AE A m s t e r d a m , T h e Netherlands Distributors for the United States a n d Canada: ELSEVIER SCIENCE PUBLISHING COMPANY INC. 655 Avenue of the A m e r i c a s N e w York, N.Y. 10010, U.S.A.
Library
of Congress C a t a l o g 1 n g - 1 n - P u b l i c a t i o n
Data
W o r k s h o p on H i g h T e m p e r a t u r e C o r r o s i o n of A d v a n c e d M a t e r i a l s a n d Protective Coatings (1990 : Tokyo, Japan) Hiçjh t e m p e r a t u r e c o r r o s i o n of a d v a n c e d m a t e r i a l s a n d p r o c t e c t i v e c o a t i n g s : p r o c e e d i n g s of the W o r k s h o p on H i g h T e m p e r a t u r e C o r r o s i o n of A d v a n c e d M a t e r i a l s a n d P r o t e c t i v e C o a t i g s , T o k y o , J a p a n , D e c e m b e r 5-7 1990 as part of the I n t e r n a t i o n a l S y m p o s i u m on S o l i d S t a t e C h e m i s t r y of A d v a n c e d M a t e r i a l s / e d i t o r s , Y. S a i t o , B . Ö n a y , T. Maruyama. ñ. cm. I n c l u d e s b i b l i o g r a p h i c a l r e f e r e n c e s a n d index. ISBN 0-444-88970-1 1. C o r r o s i o n a n d a n t i - c o r r o s i v e s — C o n g r e s s e s . 2. H e a t r e s i s t a n t alloys—Corrosion—Congresses. 3. P o w e r - p l a n t s — E q u i p m e n t a n d supplies—Corrosion—Congresses. 4. P r o t e c t i v e c o a t i n g s — C o r r o s i o n -Congresses. I. S a i t o , Y. ( Y a s u t o s h i ) II. Önay, Â. I I I . M a r u y a m a , T. ( T o s h i o ) , 1 9 5 0 - . IV. I n t e r n a t i o n a l S y m p o s i u m on S o l i d S t a t e C h e m i s t r y of A d v a n c e d M a t e r i a l s (1990 : T o k y o , J a p a n ) V. T i t l e . T A 4 6 2 . W 6 2 3 1990 620. V 1 2 2 3 — d c 2 0 91-39147 CIP
I S B N : 0 444 88970 1 © 1992 ELSEVIER SCIENCE PUBLISHERS B.V. All rights reserved. No part of t h i s p u b l i c a t i o n m a y be r e p r o d u c e d , stored in a retrieval s y s t e m or t r a n s m i t t e d in any f o r m or by any m e a n s , electronic, m e c h a n i c a l , p h o t o c o p y i n g , recording or o t h e r w i s e , w i t h o u t the prior w r i t t e n p e r m i s s i o n of the publisher, Elsevier Science Publishers B.V., C o p y r i g h t & Permissions D e p a r t m e n t , P.O. Box 521,1000 A M A m s t e r d a m , T h e Netherlands. Special regulations for readers in t h e U.S.A. - This p u b l i c a t i o n has been registered w i t h t h e C o p y r i g h t Clearance Center Inc. (CCC), S a l e m , Massachusetts. I n f o r m a t i o n can be o b t a i n e d f r o m t h e CCC a b o u t c o n d i t i o n s under w h i c h p h o t o c o p i e s of parts of t h i s p u b l i c a t i o n m a y be m a d e in t h e U.S.A. A l l o t h e r c o p y r i g h t q u e s t i o n s , i n c l u d i n g p h o t o c o p y i n g o u t s i d e of t h e U.S.A., s h o u l d be referred t o t h e c o p y r i g h t owner, Elsevier Science Publishers B.V., unless o t h e r w i s e specified. No responsibility is a s s u m e d by t h e p u b l i s h e r f o r any i n j u r y and/or d a m a g e t o persons o r p r o p e r t y as a m a t t e r of products liability, negligence or o t h e r w i s e , or f r o m any use or o p e r a t i o n of any m e t h o d s , p r o d u c t s , instructions or ideas contained in t h e material herein. pp. 29-38, 51-60, 213-220, 227-232: C o p y r i g h t not transferred. Printed in The Netherlands
PREFACE
The papers in this volume were presented at the Workshop on High Temperature Corrosion of Advanced Materials and Protective Coatings held in Tokyo, Japan, December, 5-7, 1990 as part of the International Symposium on Solid State Chemistry of Advanced Materials. The workshop was organized by a committee chaired by Professor Yasutoshi Saito of the Tokyo Institute of Technology and attended by scientists from universities, research organizations and the industry. It was sponsored by numerous science foundations and industrial organizations whose names appear in a separate section in this volume. The workshop was the first, widely-attended international meeting held in Japan on High Temperature Corrosion since the symposium organized by the Japan Institute of Metals on the same topic in 1982. More than 100 scientists attended the workshop. Foreign attendees, most of whom were invited speakers, came from North America, Europe, Asia, and Australia. The workshop provided a valuable opportunity for foreign and Japanese scientists doing basic and applied research in the field to exchange views and hold discussions on topics related to the high temperature corrosion of engineering alloys, ceramics and protective coatings. The workshop was also intended to celebrate the 70th birthday of Keizo Nishida, Emeritus Professor of the Hokkaido University who has made valuable contributions to the field of high temperature corrosion through his scientific research and academic guidance. The papers were presented in different sessions at the workshop and therefore, are collected accordingly in this volume. The sessions included: (1) Fundamental Studies on High Temperature Corrosion, (2) High Temperature Corrosion of Engineering Alloys, ( 3 ) Hot Corrosion of Engineering Alloys and Corrosion of Nuclear Energy-Related Materials, (4) High Temperature Corrosion of Protective Coatings and Intermetallics, and (5) High Temperature Corrosion of Ceramic Materials. Following each session, a poster session was held for further discussion of the presented papers. Some of the poster-only papers submitted to the workshop are also included in this Proceedings. All the papers appearing in this volume are peer-reviewed to meet the high standards of a scientific publication. We would like to thank all scientists who reviewed the papers. We would also like to thank all the participants and sponsors of the workshop for their invaluable scientific and financial contributions.
Yasutoshi S Α Π Ό BülentΦNAY ToshioMARUYAMA
This page intentionally left blank
vii
WORKSHOP ON HIGH TEMPERATURE CORROSION OF A D V A N C E D MATERIALS A N D PROTECTIVE COATINGS ORGANIZING COMMITTEE Chairman: Secretary:
Yasutoshi SAITO Biilent Ö N A Y Hisao FUJIKAWA YoshioHARADA Hiroshi ICMMURA Shigemitsu KIHARA Makoto KIKUCHI Toshio MARUYAMA Hiroshi NAGAI Toshio NARITA Rikio ÍÅÌÏÔÏ Mikio OBAYASHI Masaru OKUYAMA Yutaka SHINATA Sokichi TAKATSU Atsushi TAKEI Shigeji TANIGUCHI Mikio YAMANAKA Masayuki YOSHEBA
Tokyo Institute of Technology Tokyo Institute of Technology Sumitomo Metal Industries Ltd TOCALO Corp., Ltd. Nippon Rare Earth Co., Ltd. Ishikawajirna-Harima Heavy Industries Co., Ltd. Tokyo Institute of Technology Tokyo Institute of Technology Osaka University Hokkaido University Nippon Yakin Kogyo Co., Ltd Toyota Central Research and Development Laboratory, Inc Oyama Technical College Akita University Toshiba Tungaloy Co.,Ltd. National Research Institute of Metals Osaka University Nippon Steel Corp. Tokyo Metropolitan University
INTERNATONAL ADVISORY BOARD M. J. BENNETT D.L. DOUGLASS Teiichi HONMA Tatsuo ISHKAWA P. KOFSTAD Tatsuo KONDO K . L . LUTHRA Ohmi MTYAGAWA Taishi MOROISM Kazuyoshi ÍÐ Akira OHTOMO
(U. K . ) (U.S.A.) (JAPAN) (JAPAN) (NORWAY) (JAPAN) (U.S.A) (JAPAN) (JAPAN) (JAPAN) (JAPAN)
F. S. PETTIT R. A RAPP M. SCHÜTZE Toshio SHIBATA Takanobu SHNOHARA W. W. SMELTZER F.H. STOTT R. STREIFF J. STRINGER Ryohei T A N A K A W.L.WORRELL
(U. S. A . ) (U.S.A.) (GERMANY) (JAPAN) (JAPAN) (CANADA) (U.K.) (FRANCE) (U. S. A . ) (JAPAN) (U.S.A.)
viii
SPONSORS OF WORKSHOP ON HIGH TEMPERATURE CORROSION OF ADVANCED MATERIALS A N D PROTECTIVE COATINGS Tokyo Ohka Foundation for the Promotion of Science and Technology The Asahi Glass Foundation Nippon Sheet Glass Foundation Nippon Mining Co., Ltd. Sumitomo Metal and Mining Co., Ltd. TDK Corp. Japan Tobacco Inc. Nippon Steel Corp. Sumitomo Metal Industries Ltd. Ishikawajima - Harima Heavy Industries Co., Ltd. Nippon Yakin Kogyo Co., Ltd. Toyo Engineering Corp. Toshiba Corp. Yoshida Kogyo K.K. Toray Industries, Inc. Seiko Instruments, Inc. TOCALO Corp., Ltd. Bando Chemical Industries Ltd. Chichibu Cement Co., Ltd. Ebara Research Co., Ltd. Fuji Electric Corporate Research and Development Ltd. Fujikura Ltd. Hitachi Chemical Co., Ltd. JGC Corp. Kawasaki Steel Corp. Kobe Steel Ltd. MAC SCIENCE, Co. Matsushita Research Institute Tokyo, Inc. Mitsubishi Heavy Industries, Ltd. Mitsubishi Kasei Corp. Mitsubishi Materials Corp. Mitsubishi Steel Mfg., Co., Ltd. NEC Corp. NGK Insulators, Ltd. NIDAK Corp. Nihon Cement Co., Ltd. Nippon Metals Industry Co., Ltd. Nippon Rare Earths Co., Ltd. Nippon Yttrium Co., Ltd. NKK Corp. Rigaku Corp. Shimadzu Corp. Sinku - Riko, Inc. The Japan Steel Works, Ltd. Toshiba Tungaloy Co., Ltd. Tosoh Corp. Toyota Central Research & Development Laboratory, Inc. Ube Industries, Ltd. Uchida Rokakuho Publishing Co., Ltd.
IX
T A B L E OF C O N T E N T S Preface
í
List of Committees
vii
List of Sponsors
viii
FUNDAMENTAL STUDIES ON HIGH TEMPERATURE CORROSION OF ADVANCED MATERIALS On the Use of the Wagner Model in Oxidation in Mixed Reactants P. KOFSTAD and R. BREDESEN
3
Some Principal Mechanisms in the Simultaneous Erosion and Corrosion Attack of Metals at High Temperature D. RISHEL, F. PETTIT and N . BIRKS
13
Grain Boundary Segregation in Ionic Solids and Its Effect on High Temperature Heterogeneous Kinetics J. N O W O T N Y
29
Failure of Oxide Scales on Advanced Materials Due to the Presence of Stresses M. SCHÜTZE
39
Real Time Studies of Scale Development and Failure M. J. BENNETT
51
Electrochemical Determination of Sulfide Growth on Iron in Sulfur Environments T. A . R A M A N A R A Y A N A N , J. D. MUMFORD, H. VEDAGE and S. N . SMITH
61
IR - RAS Study of Oxide Film Formed on SUS430 Stainless Steel in Moist Atmospheres K. HONDA, T. A T A K E and Y . SAITO
67
HIGH TEMPERATURE CORROSION OF ENGINEERING ALLOYS Oxidation Behavior of Fe-Al-Si Alloys at 1073 and 1173 Ê S. GUAN, J. CORKUM and W . SMELTZER
75
High-Temperature Oxidation of Iron - Aluminum Alloys R. PRESCOTT, D.F. MITCHELL, G. I. SPROULE, R. J. HUSSEY and M . J. G R A H A M
83
÷
Oxidation of Fe-Cr-Mn-Al Stainless Steels K. KUROKAWA, Y . MIZUTA and H. TAKAHASHI
91
Structure and Oxidation Behavior of the Scale Formed on Al-Containing Ferritic Stainless Steel S. S A S A Y A M A and T. K A M I Y A
97
Cyclic Oxidation Behavior of Microcrystallized CoCrAl Alloy Film F. W A N G , H. LOU and W . W U
103
High Temperature Oxidation of Ni - Cr Alloys T. A M A N O and O. MOMOSE
Ill
Effects of Oxygen and Water Vapor Pressures on Oxidation of Iron - Chromium Alloys at 573 Ê T. TSUJI, S. KOBAYASHI, M . O D A and Ê. NAITO
115
High Temperature Oxidation of Heat Resistant Stainless Steels in COG Combustion Environment B. G. SEONG, J. H. SONG, S. Y . H W A N G and Ê. Y . K I M
123
Internal Nitridation of Ni-Cr-Al Alloys R. P. RUBLY and D. L. DOUGLASS
133
Internal Bromine Corrosion of Dilute Ni-Cr Alloys B. Ö N A Y , Y . SAITO and T. A T A K E
147
Sulfidation Properties of Low Alloy Steels in H2S-H2 Atmospheres T. NARITA, T. ISHIKAWA and M . N A K A M O R I
155
High Temperature Oxidation of Ni - Cr Alloys with Small Additions of Si and Ce T. A M A N O and O. MOMOSE
163
Effect of Lanthanoid on Oxidation Behavior of Fe-Cr-Al Foil K. OHMURA, M . Y A M A N A K A , M . F U K A Y A and H. A B O
167
Formation of a LaCrOß Particle Dispersed Alloy Layer as a Means for Improving Oxidation Resistance H. KONNO and R. FURUICHI
177
HOT CORROSION OF ENGINEERING ALLOYS A N D CORROSION OF NUCLEAR ENERGY - RELATED MATERIALS The Role of Applied Creep Stress on Hot Corrosion Behavior of a Nickel-Base Superalloy M. YOSHIBA
187
xi
Corrosion Resistance of Advanced Tube Materials in Coal-Fired Boilers S. KIHARA, K. N A K A G A W A , W. WOLOWODIUK, J. L. BLOUGH and W.T. B A R K E R
197
Hot Corrosion of Commercial Tube Steel Materials in a Japanese Waste Incinerator Environment N. OTSUKA and T. KUDO
205
Corrosion Performance of Ultra-High-Purity Chromium Sheet in High Temperature Aggressive Environments Y . SHIMIZU, M . K A T O , T. S A K A K I and M . YOSHIBA
213
AC Impedance and Electrochemical Techniques for Evaluating Hot Corrosion Resistance C.X. W U , A . N I S H I K A T A and T. TSURU
221
Characterization of Corrosion of Solid Metals in Flowing Liquid Metals T. SUZUKI and I. MUTOH
227
High Temperature Corrosion of Hastelloy X R in HTGR Helium Environment T. TSUKADA, M . SHINDO, T. SUZUKI, H. N A K A J I M A and T. KONDO
233
Oxidative Vaporization of Simulated Fission-Produced Noble Metal Alloys T. MATSUI, T. HOSHIKAWA and K. N A I T O
243
HIGH TEMPERATURE CORROSION OF PROTECTIVE COATINGS A N D INTERMETALLICS The Influence of Oxidation on the Sliding Friction and Wear of Ceramic-Coated Steel at High Temperature F. H. STOTT, D. R. G. MITCHELL and G. C. WOOD
255
Hot Oxidation of Arc Ion-Plated Nitride Coatings A . K A W A N A and H. ICHIMURA
267
Corrosion Resistance of Iron Coated by Plasma Spray Ceramic Coatings to Molten Fluoride M. O K U Y A M A , M . K A W A K A M I and Ê . ITO
275
High Temperature Corrosion Behavior of Air-Cooled Alloys in Combustion Gas and Protective Effect of MCrAlY-VPS Coatings M. N A K A M O R I
285
Silico-Aluminized Coating on Molybdenum and Its High Temperature Oxidation Resistance T. M A R U Y A M A , X . F. BI and K. N A G A T A
291
xii
Sulfate Induced Corrosion Behavior of FeAl Intermetallic Compound in O 2 -0.5%(SO2+SO 3 ) Atmosphere at 600-870°C W. WU, Y . NIU, J. GUO and Y . ZHANG
301
A Chromia-Pack Pretreatment for Improving the Oxidation Resistance of TiAl S. TANIGUCHI, T. SHIBATA and S. SAKON
309
Aluminized Coatings on Titanium Alloys and TiAl Intermetallic Compound A. TAKEI and A . ISHIDA
317
Effect of Ternary Alloying Elements on the Oxidation Behavior of Ti-Al Intermetallic Compound Y . SHIDA and H. A N A D A
325
HIGH TEMPERATURE CORROSION OF CERAMIC MATERIALS Effect of High Temperature Oxidation on Flexural Strength of Sintered S13N4 K. IMAI, H. H I R A T A and N . OKABE
335
High-Temperature Oxidation of CVD-SiC in CO-CO2 Atmosphere T. NARUSHIMA, T. GOTO, Y . IGUCHI and T. HIRAI
345
Reaction of Graphite with Gaseous Silicon Monoxide H. IMAI, K. FUJII and S. N O M U R A
351
V205"Na2S04-NaCl Molten Salt Corrosion Behavior of Various High Temperature Structural Ceramics H. W A D A and M . YOSHIBA
355
Hot Corrosion of Reaction-Sintered S13N4 in Molten Na2S04 Y. SHINATA, M . HARA, T. N A K A G A W A and C. SHIMIZU
365
List of Participants
373
Author Index
377
Subject Index
379
FUNDAMENTAL STUDIES ON HIGH TEMPERATURE CORROSION OF ADVANCED MATERIALS
This page intentionally left blank
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
3
ON THE USE OF THE WAGNER MODEL IN OXIDATION IN MIXED REACTANTS
Per Kofstad, Department of Chemistry, University of Oslo, P.B.1033 Blindem, 0315 Oslo 3, Norway Rune Bredesen, Center for Industrial Research, P.B.124 Blindem, 0314 Oslo 3, Norway
The Wagner theory has been one of the most important contributions to our understanding of high temperature oxidation of metals by providing a fundamental understanding of the basic features of growth of dense scales. The applicability of the theory has been demonstrated for the reaction of some high-purity metals in single reactants (e.g. O2 and S2). However, for reactions in mixed reactants under conditions where only one reaction product is expexted to be formed (e.g. oxidation of Fe in CO+CO2 and H2+H2O mixtures), the parabolic rate constants may deviate significantly from that predicted by the theory and as observed in the single reactant (e.g. oxidation of Fe in O2). Possible reasons for this, and particularly effects of mixed gases on defect conditions at interfaces, are discussed.
1. INTRODUCTION The Wagner theory has been one of the most important contributions to the field of high
where the applicability can be tested, and - as will be discusssed later - oxidation of high purity cobalt in oxygen probably serves as a good example.
temperature corrosion and generally serves as a basis for interpretations of protective oxidation of 1
In interpretations of high temperature oxidation in
metals and alloys . However, the model is an ideal
mixed reactants, e.g. in CO+CO2 or H2+H2O it is
one and in its original form it was limited to growth
generally assumed that it is only necessary to
of dense scales controlled by lattice diffusion of
consider the activity of oxygen in the mixed gases in
atoms or ions of the reactants or by electron
the use of the Wagner model. By way of example,
transport through the scales. Over the years it has
for oxidation of cobalt in CO+CO2 mixtures, it is
been increasingly realized that grain boundary
accordingly only necessary to consider the oxygen
diffusion also may be an important, if not the
activity of the gas mixture in predicting the
predominant, diffusional transport mechanism in
temperature and gas pressure dependence of the
growth of continuous scales on many metals,
parabolic rate constant. The aim of this contribution
particularly for highly protective scales and at
is to discuss this aspect and the validity of this
reduced temperatures. The following discussion will be confined to reactions for which lattice diffusion predominates.
assumption in more detail. But as a start some basic features and a brief summary of the theory will be presented.
Furthermore, it will be illustrated by metal-oxygen reactions, but in principle it also applies to other gas-metal reactions.
2. THE WAGNER OXIDATION T H E O R Y
1 -3
The basic assumption of the original theory is
The applicability of the Wagner theory has
that lattice diffusion of the reacting atoms or ions or
generally been tested for corrosion of high purity
transport of electrons through dense scales is rate-
metals in single reactants. As regards metal-oxygen
determining in the overall reaction. As lattice
reactions there are relatively few such systems
diffusion takes place because of the presence of
4 2
point defects, the transport processes may
rate constant in c m / s e c , the expression for Wp is
alternatively be considered in terms of transport of
given by
defects.
ο
As lattice diffusion or electron transport is rate determing, reactions at the interfaces (outer and
k p=
\
j
(gjO
M
+ D o ) d l n p 02
(2)
inner surfaces of the scales) are considered to be rapid, and it is assumed that thermodynamic equilibria are established at the interfaces, i.e.
where D M and D o are the random self-diffusion
between oxygen gas and the oxide at the outer
coefficients of the metal and oxygen ions in the
surface and between the metal and the oxide at the
oxide, respectively, z c and z a the valences of the
inner surface. Furthermore, local equlibria are
cations and anions, and PQ? and ρ ' θ2 are the
assumed to exist within the scales.
oxygen pressures (activities) at the outer ( o ) and inner (i) interfaces of the scale.
This type of reaction is parabolic with time, and
The validity and applicability of the model may be
the differential and integrated forms of the rate
tested by comparing directly measured values of the
equation are given by
parabolic rate constants with values calculated from Eq.2 from independently measured values of the
dx df
=
.k 1 px
x2 = 2 k pt + C = k pt + C
. 1. a. < >
self-diffusion coefficients in the oxide. In order to
(1b)
oxygen pressure dependence of the self-diffusion
evaluate the integral, it is necessary to know the coefficients. In the following the applicability will be
where χ denotes the oxide thickness, kp ( = 2 k p) is
tested by first considering oxidation of an
the parabolic rate constant, and C the integration
appropriate metal in 0 2 a n d then in mixed reactants,
constant. The oxide thickness χ may alternatively be
e.g. CO+CO2 and H2+H2O mixtures.
expressed as oxygen uptake (weight gain) per unit surface area of the scale surface.
3. REACTIONS IN SINGLE REACTANTS 3.1 Oxidation of Co to CoO.
In his theory Wagner derived an expression for the parabolic rate constant by making use of the fact
As mentioned above, high temperature oxidation of high purity cobalt in oxygen gas serves as an
that the growth rate rate of the dense scale is the
example where the validity of the basic features of
sum of the fluxes of the metal ions (cations) and the
the model may be tested.
oxygen ions (anions) through the scale and that no
The defect structure and defect-dependent
net current flows through the scale. The rate
properties of CoO have been extensively studied by
constant may then be expressed in terms of the
many investigators . The oxide is metal-deficient
electrical conductivity and the transport numbers of
and it is concluded that the predominant defects at
1
the ions and electrons in the scales or alternatively -
near atmospheric oxygen pressures are singly
for electron conducting scales - in terms of the self-
charged cobalt vacancies. In terms of the Kröger-
diffusion coefficients of metal and oxygen ions in the
Vink notation cobalt vacancies are written, V Q 0 ,
oxide. In the latter case and when the growth rate of
where a, which is the effective charge of the defects,
the oxide is expressed in cm/sec and the parabolic
is equal to one for CoO.
5
The self-diffusion coefficient of cobalt in CoO,
TEMPERATURE
Deo. is several orders of magnitude larger than that
Ο ο
Ο δ
iû
of oxygen, Do, i.e. D c o » D o - Furthermore, as z c=
m
I
, ι
ο
ο ο
ο
Δ V •
P a ï d a s s i et a l . K r ü g e r et a l . S n i d e et a l .
Ο
B r i d g e s et al ( i n t e r p o l . val.)
°x
Po2
kp=~
D Co d l n p 0 2
j
(3)
N o 2
C
^
L_,_
|z a| for this system, Eq.2 is then simplified to ο
c
t^J
2
L
'C
Ο δ
O x i d a t i o n of Co in air.
Ε
Po2
At near-atmospheric oxygen pressures experimental results show that the oxygen pressure dependence of the cobalt tracer self-diffusion coefficient, Dco> can be approximately expressed b y tr D Co
nt r , 1 D
1
£ ο ζ ο
=> < LL er u_
Λ.
β
-
1 0
C o - t r a c e r d i f f u s i o n in h
o,
CoO . air.
α ^ _j ce ο
LU CO Ο
« 1200 °C) where lattice diffusion may be
surface layer compared to that in the bulk, and then
expected to dominate, the ratio of kVDJ^'j is similar
a reasonable agreement is obtained between
0
to that for cobalt. Again, this may be taken as a
measured and calculated values of the parabolic
confirmation of the basic aspects of the validity of
rate constants as shown above for high temperature
the Wagner model.
oxidation of cobalt and and nickel. However, if one
However, at reduced temperatures the values of k p for oxidation of nickel are orders of magnitude
oxidizes these metals in mixed gases where two (or more) components may interact with the surface
higher than that expected for lattice diffusion
and significantly affect the defect concentration in
controlled oxidation. These high values of k p are
the surface layer, more significant effects may
concluded to reflect that grain boundary diffusion of
possibly be obtained. In this respect it is of interest
nickel in NiO is the predominant mode of diffusional
to consider oxidation of cobait and iron in gas
transport in growth of NiO scales at reduced
mixtures such as C O + C 0 2 a n d H2+H2O mixtures.
temperatures. These aspects are of great importance in the field of high temperature corrosion, but we shall in the following limit the
4.1 Oxidation of Co in CO+CO2 mixtures. When Co is oxidized in CO+CO2 mixtures,
discussion to scale growth controlled by lattice
thermodynamic properties of bulk materials predict
diffusion.
thai CoO is the only stable phase for C02:CO ratios larger than about 96:4 in the temperature range 1000-1200 °C. Thus at correspondingly higher
4. REACTIONS IN MIXED REACTANTS/INTERACTANTS In this use of the Wagner model an important implicit assumption has been made. When one
C 0 2 : C O ratios Co is oxidized to CcO. The bulk solubility of carbon is in all probaiity small (< a few p p m )
10
and much smaller than the
integrates Eq.3 over the scale surface from the outer
native concentration of cobalt vacancies, and
to the inner interface and calculates the vaiue of the
accordingly it is reasonable to assume that carbon
parabolic rate constant, one makes use of the self-
dissolved in the bulk has no significant effect on
diffusion coefficient measured in the bulk oxide and
equiiibrium vacancy concentrations in the bulk, at
implicitly assumes that the self-diffusion coefficient
least at near-atmospheric oxygen pressures. It is not
in the surface or surface layer is exactly the same as
uncommon to assume that the same applies to
in the bulk. (In Eq.6 it is seen that the parabolic rate
interfacial regions and thus that the presence of CO
constant (for growth of metal-deficient scales) are
and/or C 0 2 molecules (or carbon) have no
7
significant effects on the defect structure of CoO
ι
surfaces exposed to CO+CO2 mixtures and that the
ι
«
ι
ι
ι
«
I
ι
I
I
ι
ι
Τ"
1000°C
only parameter of importance is the oxygen activity
Co-^CoO
of the gas and in the surface layer. Such an assumption may be correct, but in view of the large
K
dt=
ξ
"
k
kc
F I G U R E 21 Erosion Enhanced Corrosion - T y p e I I . This r e g i m e is characterized by a corrosion rate constant greater than that o f corrosion only, and suggests that erosion increases the scaling rate by processes distinct f r o m but concurrent w i t h scale thinning.
where:
< k'
C o r r o s i o n p r o d u c t t h i c k n e s s is s m a l l , but affects p r o p e r t i e s of the m e t a l or alloy s u r f a c e v i a c o m p o s i t e s c a l e formation. Metal Recession
χ
= »k= t
F I G U R E 23 Oxidation Affected Erosion. This r e g i m e can be characterized as w h e r e the corrosion product thickness is small. H o w e v e r its influence on the metal or alloy surface properties, via composite scale formation is likely to be large; for this r e g i m e , it is appropriate to quantify material degradation in terms o f metal recession.
27
REFERENCES 1.
B a r k a l o w , R . H . , G o e b e l , J. A . and F . S. Pettit, Materials P r o b l e m s in F l u i d i z e d - B e d C o m b u s t i o n Systems: H i g h T e m p e r a t u r e E r o s i o n - C o r r o s i o n b v H i g h V e l o c i t y (200 m / s ) Particles. Pratt & W h i t n e y A i r c r a f t G r o u p , M a y 1980, E P R I C S - 1 4 4 8 , P r o j e c t 9 7 9 - 4 , Final R e p o r t .
2.
K a n g , C . T . , Pettit, F.S. and N . Birks, "Mechanisms in the Simultaneous E r o s i o n - O x i d a t i o n A t t a c k o f N i c k e l and C o b a l t at H i g h T e m p e r a t u r e s , " M e t . Trans. Α . . V o l . 18, ( 1 9 8 7 ) , p p . 1785.
3.
Proceedings o f the 6th International C o n f e r e n c e on Erosion b v L i q u i d and Solid I m p a c t . "On the C o m b i n e d E f f e c t s o f C o r r o s i o n and E r o s i o n , b y S. H o g m a r k , A . Hammersten and S. Soderberg," ( U n i v e r s i t y o f C a m b r i d g e , 1983, p p . 37-1 through 37-8).
4.
Wright, L G . , Nagarajan, V . and J. Stringer, O b s e r v a t i o n s o f the R o l e o f O x i d e Scales In H i g h Temperature Erosion-Corrosion of Alloys, "Oxidation o f M e t a l s . V o l . 25, N o s . 3/4. ( 1 9 8 6 ) , p p . 175-199.
5.
T e d m o n , C S . Jr., " T h e E f f e c t o f O x i d e V o l a t i l i z a t i o n on the O x i d a t i o n K i n e t i c s o f C r and F e - C r A l l o y s " L E l e c t r o c h e m . S o c . V o l . 113. ( 1 9 6 6 ) . DP. 766.
6.
L i u , Y . Y . and K . Natesan, M e t h o d o l o g i e s f o r Predictionof Metal Oxidation-Vaporization-Erosion. A N L F E - 8 8 - 2 , ( A r g o n n e , Illinois: A r g o n n e N a t i o n a l L a b o r a t o r y , U n i v e r s i t y o f C h i c a g o , D e c e m b e r 1987).
7.
Srinivasan, Y . and K . Y e d u l a , e d . , C o r r o s i o n and Particle Erosion at H i g h T e m p e r a t u r e . " T h e E r o s i o n Corrosion B e h a v i o r o f N i c k e l in M i x e d O x i d a n t A t m o s p h e r e s , b y D . M . R i s h e l , F . S. Pettit and N . Birks" ( W a r r e n d a l e , Pa: T h e M i n e r a l s , M e t a l s and Materials Society, 1989), p p . 265-314.
8.
L e v y , Α . V . , S l a m o v i c h , E. and N . Jee, "Elevated T e m p e r a t u r e C o m b i n e d E r o s i o n - C o r r o s i o n o f Steels," W e a r . V o l . 110, N o . 2 , (July 1986), pp. 117-150.
9.
Chang, S. L . , Pettit, F.S. and N . Birks, "Effects o f A n g l e o f I n c i d e n c e on the C o m b i n e d E r o s i o n O x i d a t i o n A t t a c k o f N i c k e l and Cobalt," O x i d a t i o n o f Metals in p r i n t ) , ( 1 9 8 9 ) .
10.
M r o w e c , S. and K . P r z b y l s k i , "Transport Properties o f Sulfide Scales and Sulfidation o f M e t a l s and A l l o y s , " O x i d a t i o n o f M e t a l s . V o l . 23, N o s . 3 / 4 , ( 1 9 8 5 ) , pp. 107-139.
11.
H a f l a n , B . and P. K o f s t a d , " T h e R e a c t i o n o f N i c k e l w i t h S 0 2 + O z / S O j at 500-900°C," C o r r o s i o n S c i e n c e . V o l . 23, N o . 12, ( 1 9 8 1 ) , p p . 1333-1352.
12.
H o c k i n g , M . G . and P. S. S i d k y , "The H o t C o r r o s i o n o f N i c k e l - B a s e d T e r n a r y A l l o y s and Superalloys f o r
Gas T u r b i n e A p p l i c a t i o n s - I I . T h e M e c h a n i s m o f Corrosion in SO2/O2 A t m o s p h e r e s , "Corrosion Science. V o l . 27, N o . 2 , ( 1 9 8 7 ) , pp. 205-214. 13.
E v a n s , A . G . , C r u m l e y , G . B . and R . E . D e m a r a y , "On the M e c h a n i c a l B e h a v i o r o f Brittle Coatings and L a y e r s , " O x i d a t i o n o f M e t a l s , v o l . 20, no. 516, ( 1 9 8 3 ) , p p . 193-216.
14.
Birks, Ν . and G . H . M e i e r , Introduction to H i g h Temperature Oxidation o f Metals. (London: Edward A r n o l d , 1983), p p . 172-122.
15.
L e v y , A . and Y . F. M a n , "Elevated T e m p e r a t u r e E r o s i o n - C o r r o s i o n o f 9 C r - l M o Steel," W e a r . V o l . I l l , ( 1 9 8 6 ) , pp.135-159.
16.
Srinivasan, Y . and K . V e d u l a , e d . , C o r r o s i o n and Particle Erosion at H i g h T e m p e r a t u r e s . "Mechanisms o f C o m b i n e d E r o s i o n - C o r r o s i o n o f Steels at E l e v a t e d Temperatures", b y A . V . L e v y ( W a r r e n d a l e , P A : T h e M i n e r a l s , Metals and Materials Society, 1989), pp. 207-230.
17.
Stephenson, D.J., N i c h o l l s , J. R . and P. H a n c o c k , "Particle-Surface Interactions D u r i n g the Erosion o f a Gas T u r b i n e M a t e r i a l ( M a r M 0 0 2 ) b y P y r o l y t i c C a r b o n Particles," C o r r o s i o n Science. V o l . 25, N o . 12, ( 1 9 8 5 ) , p p . 1181-1192.
18.
Stephenson, D.J., N i c h o l l s , J.R. and P. H a n c o c k , "The Interaction B e t w e e n Corrosion and Erosion D u r i n g Simulated Sea Salt Compressor Shedding In M a r i n e Gas Turbines," W e a r . V o l . I l l , ( 1 9 8 6 ) , pp. 15-29.
19.
V a n der Z w a a g , S. and J.E. F i e l d , T h e E f f e c t o f T h i n H a r d Coatings on the H e r t z i a n F i e l d , " Philosophical M a g a z i n e A . V o l . 46, N o . 1, 1982, p p . 133-150.
20.
Johnson, K . L . , Contact M e c h a n i c s . ( C a m b r i d g e : C a m b r i d g e U n i v e r s i t y Press, ( 1 9 8 5 ) , pp. 345
21.
Blazynski, T . Z . , e d . , Materials at H i g h Strain R a t e s . "Surface Response T o Impact" , b y J. E. F i e l d and I . M . Hutchings ( L o n d o n and N e w Y o r k : E l s e v i e r A p p l i e d Science, 1987, pp. 243-293.
22.
K o l s k y , H . , Stress Waves in Solids. ( N e w Y o r k : D o v e r Publication, Inc., 1963), pp. 2 4 - 3 8 .
23.
R i n e h a r t , J.S. and J. Pearson, B e h a v i o r o f Metals Under Impulsive Loads. ( N e w York: Dover Publication, Inc., 1965), pp. 28-44.
24.
R i n e h a r t , J.S., O n Fractures Caused by Explosions and Impact," Quarterly o f the C o l o r a d o School o f M i n e s . V o l . 55, N o . 4, ( O c t o b e r 1960).
25.
K h a n , A . S . and F. K . Irani, " A n E x p e r i m e n t a l Study o f Stress W a v e Transmission at a M e t a l l i c - R o c k Interface and D y n a m i c T e n s i l e Failure o f Sandstone,
28 L i m e s t o n e , and Granite," M e c h a n i c s o f M a t e r i a l s . V o l . , 6, ( 1 9 8 7 ) , pp. 285-292. 26.
A c h e n b a c h , J.D., W a v e Propagation in Elastic Solids. ( N e w Y o r k : A m e r i c a n E l s e v i e r Publishing C o m p a n y , Inc., 1973), pp. 165-198.
27.
K i n s l o w , R . , ed., H i g h V e l o c i t y I m p a c t P h e n o m e n a . " T h e o r y o f Impact on T h i n Targets and Shields and Correlation w i t h Experiment", b y J. W . G e h r i n g , Jr. ( N e w Y o r k : A c a d e m i c Press, 1970), p p . 463-514.
28.
M i l l e r , R . K . and H . T . T r a n , " R e f l e c t i o n , R e f r a c t i o n , and A b s o r p t i o n o f Elastic W a v e s at a Frictional Interface: Ρ and S V M o t i o n , " Trans. ASME A p p l i e d M e c h a n i c s . V o l . 48, ( M a r c h 1981), p p . 155160.
29.
B o w d e n , F . P. and J. E. F i e l d , " T h e Brittle Fracture o f Solids by L i q u i d Impact, b y Solid I m p a c t , and b y Shock," P r o c . R o v . Soc. L o n d o n Ser. Α . . V o l . 282, ( 1 9 6 5 ) , p p . 331-352.
30.
P r e e c e , C M . , ed., Treatise on Materials Science and T e c h n o l o g y . "Impact D a m a g e Mechanics: Solid Projectiles," b y A . G . Evans ( N e w Y o r k : A c a d e m i c Press, 1979), p p . 5 8 - 6 2 .
31.
Z a m b e l l i , G . and Α . V . L e v y , "Particulate Erosion o f N i O Scale," W e a r . V o l . 68, ( 1 9 8 1 ) , pp. 3 0 5 - 3 3 1 .
32.
C h a n g , S.L., Pettit, F.S. and N . B i r k s , "Some Interactions in the Erosion-Oxidation of A l l o y s , " O x i d a t i o n o f Metals ( i n press), ( 1 9 8 9 ) .
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) 1992 Elsevier Science Publishers B.V.
29
GRAIN BOUNDARY SEGREGATION IN IONIC SOLIDS AND ITS EFFECT ON HIGH
TEMPERATURE
HETEROGENEOUS KINETICS Janusζ Nowotny Australian Nuclear Science and Technology Lucas Heights, NSW 22 34, Australia
Organisation,
Advanced
Materials,
The defect chemistry of interfaces such as external surfaces and grain boundaries of non-stoichiometric oxides differs from that of the bulk phase as a result of segregation. The defect structure of the interface region usually involves enrichment in both cation and anion vacancies as well as interstitials. Consequently, segregation results in the formation of both chemical and electrical potential gradients in the boundary layer. The gradients have a strong effect on the diffusion in the interface layer. Both mechanism and kinetics of the diffusion within the boundary layer differ substantially from that in the bulk phase. This paper will discuss segregation in binary metal oxides and its effect on the high temperature transport kinetics both along and across interfaces such as grain boundaries.
1. INTRODUCTION Interface
may result in different transport mechaprocesses
such
as
grain
nisms than those
boundary diffusion play an important role
determination
in high temperature
kinetics
and
alloys.
oxidation
Therefore,
of metals
better
under-
related
is the subject
netics may lead to more efficient
ties.
An
better
sion.
properties
ported
diffusion
data
in the literature
have
been r e -
for many
ionic
to
local
the
transport
microstructure
of substantial
awareness
bition of high temperature gaseous corroBulk
the
and microchemistry of the boundary
standing of grain boundary transport k i inhi-
in the bulk phase. The
of
is
understanding
of
is important
layer
difficul-
growing grain
that
a
boundary
for correct in-
terpretation of grain boundary
transport
kinetics. So far, this knowledge
is r e -
solids. In contrast little is know about
stricted to approximate models which are
grain
not
boundary
transport
nonstoichiometric studies
kinetics
compounds.
in
Current
in this matter are limited to a
few oxide systems and nickel oxide
such as alumina [1-4] [5-9]. Modelling of the
adequate
nature
of
disorder
to
both
describe
the
crystalline
within
the grain
complex
and
boundary r e -
gion. Detailed knowledge of defect istry of the boundary
defect
layer
chem-
is required
grain boundary transport kinetics is the
for quantitative considerations of diffu-
subject
sion processes in this layer.
of conflicting
reports
even for
these binary compounds. It
is
expected
grain boundary defects,
diffusion
however,
This paper will discuss the effect
that
surface
and
occur by point
segregation-induced
structural changes in the boundary
layer
of segregation on the defect structure of the
grain
boundary
nonstoichiometric
region
of
oxides as well as the
impact of the defect structure on the in-
30
terface displacement of charged de-fects.
undoped CoO is different from that in the
The
bulk phase
transport
kinetics
both
along
and
across interfaces will be considered. The effect
phase boundary,
of
segregation-induced
chemical
potential
interface
gradients
and
the
in
[12]. It has been
that
the
vicinity
of
documented
the
C o O / C o 30 4
after the enrichment
in
Co vacancies surpasses a certain critical
corresponding electric fields on gas/so-
value,
lid equilibration processes will be con-
cobalt interstitials which have not been
the
defect
sidered in more detail.
observed for the bulk phase
2. INTERFACE DEFECT CHEMISTRY
ture
also been observed
It has been documented that defects of
ionic
solids
as a result
segregate to
of
the
excess
interfaces
of
interface
is
formed
structure
involves
[13]. It has
that the C o 30 4 struc-
at
the
surface
of
CoO
grains within the stability range of the CoO phase. Fig. 1 represents the phase
diagram
near
the
boundary
exhibits a gradient of defects and corre-
the CoO phase stability, in which a C o 30 4-
sponding chemical composition. The gradi-
type overlayer is formed [12].
tions
in a wide range of
between
the
defects
changes
in
defect
the
900 CoO PHASE
continuous
mobility
within
interac-
within
boundary region. Accordingly,
the range,
phase
energy. Concordantly, the interface layer
ent results
illustrating
T-p(0 2)
C o O / C o 30 4
within
the ^
interface layer can be expected [10, 1 1 ] .
PHASE
When the concentration of defects in the
interface
critical
layer
value
surpasses
a
structural
certain
reordering
4.0
takes place resulting in the formation of low
dimensional
structures
l o g Po 2tPo 2in P a l
[11]. These
structures exhibit extraordinary properties not displayed by bulk phases. Tran-
45
Fig. 1. The T-p(0 2) phase diagram for the near-surface layer of undoped CoO [12]
sport properties of these structures may be entirely different bulk
phase.
effect
Little
of the
structures
known
diffusion its role
in
the
about
low dimensional
on
consequently,
from those of
is
the
interface
solids
in high
and,
tempera-
The effect of the interface defects chemistry and the corresponding
chemical
and electrical gradients on the transport kinetics
along
and
across the
interface
will be analyzed in this paper.
ture oxidation of metals and alloys. Segregation may
conditions for
of
one
type
lead to establishment the
of
of
in the grain boundary
transport
kinetics
ally assumed that both surface and inter-
structure
of
which
boundary
has been described in several fundamental publications [10, 1 4 ] . It has been gener-
studies
defects
Grain
BOUNDARIES
are
properties
of
region
3. DIFFUSION ALONG GRAIN
not stable within the initial structure. Recent
formation
defect
favourable
surface
electrical
have
shown
that
the
within
the
boundary
defect
layer
of
face diffusion diffusion.
Fig.
are more rapid than 2 illustrates the
matic representation
bulk sche-
(in the form of the
31
type of polycrystalline
a)
NiO
formed as a
scale of oxidized Ni while ceramic materials prepared by sintering do not exhibit enhanced grain boundary diffusion [6]. Recent
studies of Moya et al.
shown that
the grain
[10] have
boundary
transport
enhancement is independent of the preparation procedure of NiO ceramic material. It has also been argued that the lack of experimental diffusion b)
evidence
studied
of
grain
either
by
boundary
measurement
of radiotracer penetration profiles or by the
autoradiography
considered
method
cannot
as a corroboration
of a
be lack
of interface diffusion enhancement [10]. It has been assumed that the diffusion
mechanism
involves along
a
the
surfaces
along
rapid
grain
transport
interface and
layer
subsequent
boundaries of
species
or
internal
slow
lattice
diffusion into the bulk phase. By assum-
τ-'
ing that the thickness of the grain boundary region is very small and limited to
Fig. 2. Schematic illustration of different diffusion coefficients in a polycrystalline material (a) and their representation in the Arrhenius plot (b)
1-2
atomic
Suzuoka
Arrhenius-type diagram) of the relation-
et
solutions enable
layer al. of
one
both [17,
Whipple 18]
Fick's
to
have
second
determine
the
sion
responding to different processes such as
enrichment factor. Extensive
along
lattice grain
diffusion
diffusion boundaries
( D L) ,
diffusion
D
( gb) ,
surface
(D s) and diffusion across grain
boundaries
and
proposed law
which
product
of
the grain boundary thickness, the diffu-
ship between diffusion coefficients corbulk
[16]
coefficient
and
the
segregation description
of the grain boundary formalism has been reported by Peterson
[14]. The solutions
proposed
and
by
Whipple
Suzuoka
et
al.
[16-18], certainly valid for metals, have
(D s*) .
There have been conflicting
reports
also been applied
for
concerning the effect of the preparation
as nonstoichiometric
of NiO on diffusion
9].
[5-9]. Fig. 3 illus-
ionic solids oxide
Since the thickness
ceramics
of the
such [5-
boundary
trates the relationship between the grain
layer for metal oxides can be much larger
boundary diffusion, dislocation diffusion
than that of metals the validity
and bulk
lattice diffusion
according
solutions
Atkinson
and
It
Taylor
[5].
argued that the grain boundary enhancement
occurs
only
for
has
to
been
transport a
certain
derived
for
metals
of the
requires
verification. In the theoretical model assumed for grain boundary diffusion it has also been
32
TEMPERATURE [ ° C ] 1400 1000 700
assumed that the grain boundary diffusion 500
coefficient
( D ' ) , considered
sponding
very
to
the bidimensional
fast
as
corre-
transport
within
boundary
layer,
grain
is much higher than the lattice diffusion coeffient
( D ) . However, the grain bound-
ary of metal-deficient oxide is enriched in cation vacancies
and,
therefore,
the
lattice diffusion within the grain boundary region should be consistent with the local
defect
structure.
It
should
be
considered as a function of the distance from
the
gradual 6
8 10 4 -1 -1 10 Τ [ K l
12
Fig. 3. Bulk, grain boundary and dislocation diffusion in undoped NiO according to Atkinson and Taylor [5]
boundary.
change
coefficient
In
of the
within
consequence,
lattice
the
a
diffusion
boundary
layer
should be expected as illustrated in Fig. 4 for the grain boundary
structure pro-
posed by Duffy and Tasker
[19] for NiO.
Taking pects,
into
which
nonstoichiometric
account are
the
above
specific
compounds,
the
asto
appli-
cability of the proposed solutions of the diffusion equation for the determination of the grain boundary cient of
diffusion
ionic compounds
coeffi-
should be con-
sidered with great caution.
4. D I F F U S I O N A C R O S S T H E
INTERFACE
Diffusion across interfaces involves lattice transport normal to the interface along
electrical
and
chemical
potential
gradients in the boundary layer (Fig. 5 ) . CONCENTRATION
POTENTIAL
l= a
Fig. 4. The Duffy and Tasker [19] grain boundary structure of NiO and expected changes in the defect mobility within the grain boundary region
Fig. 5. Schematic representation of the diffusion across the boundary layer
33
This diffusion plays an important role in
4
I
all gas/solid equilibration processes. In contrast
to diffusion
along
interfaces,
which has received major attention in the literature,
very
little
is
known
3
about
i
diffusion across interfaces. In
the
consideration
of
*
i f
gas/solid
/
2
heterogeneous processes it has been generally assumed that transport across the interface is relatively fast and, therefore, that the reaction kinetics is pure-
1 migration effect inegative)
ly bulk diffusion controlled. Most of the
/
/
/
/
diffusion data reported in the literature have
been
determined
based
on
this
as-
sumption.
-
4
-
3
-
2
-
1
0
1
2
3
4
Studies of the equilibration kinetics,
performed
for
Cr-doped
NiO
as
a
model material, have shown that the segregation-induced
electric
field
within
Fig. 6. The dependence between the kD/, Fe-26Cr-4Al > Fe-15A1 >
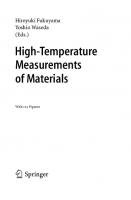
suitable for 0 / S I M S transport studies. Scales
18
Fe-25A1. The curves are characterized by an
formed at 1100°C were somewhat more uniform.
initial rapid oxidation changing to a much slower
Fig. 2a shows a layer of C C - A I 2 O 3 completely
rate, particularly when OC-AI2O3 forms a
covering the Fe-15A1; oxide ridges or convolutions
continuous layer. The presence of OC-AI2O3 after
are better seen at higher magnification in Fig. 2b.
oxidation of Fe-15A1 and Fe-25A1 at 1000° and 1100°C was confirmed by RHEED.
Time, h
FIGURE 1 Oxidation kinetics of Fe-Al alloys at 1000° and 3 1100°C in 5xl0" torr oxygen 2 ( ^ g / c m r 5 n m α-Α1 20 3).
FIGURE 2 SEM micrographs of oxide formed on Fe-15A1 after 2h oxidation at 1100°C.
86
scale has spalled off revealing the underlying alloy whose surface is quite uneven with ridges, depressions, steps and grooves. 3.2
Auger Depth Profiles
Fig. 4 shows Auger depth profiles through the oxide formed at 1100°C on Fe-25A1 (a) and Fe15A1 (b). The level of Fe in the scale on Fe-25A1 is just about at the Auger detection limit (-0.1%); the presence of Fe in small amounts (0.04-0.10%) was confirmed by SIMS. The Fe content is higher (-1% as deteraiined by Auger and SIMS) in the outer oxide on Fe-15A1, and as seen in Fig. 4b the content increases towards the oxide/metal interface indicating the presence of an Fecontaining oxide phase. The oxide/metal interface on both alloys is broad due to the non-uniformity of the oxide. 100
80
L
0
Fe-25A1, 1100°C
10
20
40
30
50
Sputter Time, min 100
1
Fe-15A1, 1100°C
80
FIGURE 3 SEM micrographs of oxide formed on Fe-25A1 after 2h oxidation at 1100°C.
Small oxide nodules are also observed in this micrograph, both on the ridges and on the depressions between the ridges. The oxide morphology on Fe-25A1 is similar to that on Fe15A1 in that ridges and nodules are also present (Fig. 3a). The scale appears to have cracked (presumably on cooling) along the top of the ridges. Often flakes of scale detached completely from the substrate; Fig. 3b shows areas where
ο
20
40
60
80
Sputter Time, min
FIGURE 4 Auger depth profiles of oxides formed after 2h oxidation at 1100°C on Fe-25A1 (a) and Fe-15A1 (b). Sputtering was by 4 keV argon.
87
3.3
significant outward cation diffusion and
SIMS Analysis and Oxide Growth
18
significant ingress of 02 via cracks, fissures or
Fig. 5 shows SIMS profiles of oxide
interconnected porosity, and would indicate that
formed on Fe-25A1 at 1100°C. The oxide was 16
produced in two stages - firstly, in 0 2 for l h and 18
then in 0 2 for l h with the specimen maintained at temperature during the gas changeover.
inward oxygen diffusion is the major transport process. In the absence of other data, one could 18
conclude that the 0" profile shows predominantly lattice diffusion of oxygen and that 18
the 0 ' shoulder at the oxide/alloy interface illustrates a minor short-circuit (eg. grain boundary) diffusion component (10,19). However, it may be difficult to make the distinction between lattice and grain boundary oxygen diffusion when the oxide grain size is small. In the present work the
OC-AI2O3 grain size is
only -100-300 nm, as
indicated by SEM and confirmed by TEM, and so atoms in the short-circuit paths could exchange with those in the lattice and the result would be difficult to distinguish from lattice diffusion if the oxygen self diffusion coefficient is S 1 0
- 14
2
cm /sec. 18
Further, the data in Fig. 5 represent average 0" values obtained over a fairly large area (-300 μπι χ 300 μπι) of a somewhat non-uniform oxide (Fig. 3).
Sputter Time, min
Clearly, it would be advantageous to obtain SIMS data on a finer scale. Using a liquid metal ion gun it is now possible to analyze by SIMS areas as
FIGURE 5
2
SIMS profiles of Fe-25A1 oxidized at 1100°C first in 16 2 0 2 for l h (oxygen uptake, 60 μg/cm ) followed by 18 2 lh in 0 2 (oxygen uptake, 8 μg/çm , Shown are 18 2 the !60- and 0"(x5)signals and thç S6Fe 7Al+ profile which indicates the position of the alloy/oxide interface.
small as 1 μπι . Fig. 6 shows SIMS images of the same specimen as in Fig. g obtained with a Ga ion gun. 18
A sequence of 0" images are presented at a series of depths through the scale (Fig. 6a - j). In Fig. 6a, near the outer oxide surface, the white patches represent - 50%
Shown are 5 6
2 7
Fe Al
+
16
18
18
0", the white lines 18
- 25% 0", the grey areas - 2% 0", and the
18
0 " and 0 " (x5) profiles and the
signal which provides an indication of
the oxide/metal interface. As seen in the figure, 18
the 0 " profile falls from an initial average value of -20% at the outer oxide surface to a low limiting
black areas are where patches of oxide have spalled off. The sequence of photos shows that as we move towards the alloy surface the white rich patches disappear, the amount of
18
0~-
18
0"
value at the oxide/alloy interface. There is a
associated with the lines remains constant
noticeable increase in the signal as the oxide/alloy
(although some lines disappear) and the low level
interface is approached. (The area under the
18
0"
18
of 0" in the grey areas is maintained. In 18
profile corresponds to -11% of the total oxide in
addition, white dots containing - 50% 0" appear
agreement with the weight gain data). The
as the oxide/alloy interface is approached. (Also
general shape of the profile would exclude
shown in Fig. 6 are
16
0" images taken near the
88
outer oxide surface (Fig. 6i) and near the oxide/alloy interface (Fig. 6j). The images are 18
complementary to the 0~ images in Fig. 6b and h, respectively.) It can be concluded from the images that the
18
0~
1 8
0 distribution is localized and
non-uniform. The
18
0 " - rich lines appear to
correlate with oxide ridges readily observed in 18
SEM stereo pairs. The 0 " dots appearing near the oxide/alloy interface are consistent with oxygen short-circuit diffusion and the formation of new oxide grains at the alloy surface. The outer 18
white 50% 0 " patches may represent an average 18
of 100% 0 " at the oxide grain boundaries and a low value over the grains of the fine-grained (100300nm) alumina. SIMS profiles through the white patches to the oxide/alloy interface are similar to that in Fig. 5. Why some patches of 18
oxide contain 50% 0 " and some only 2% is not clear. It may have something to do with localized loss of contact of the oxide during growth. Clearly, the growth mechanism of OC-AI2O3 is more complex than simply oxygen grain boundary diffusion. Stress effects and failure of the oxide on a microscale are obviously important. Work is 18
continuing to try to correlate the 0 " images with finer structural features of the oxide, and to obtain All8ol60polyatomic SIMS (12,15) images to distinguish between oxygen diffusion and exchange processes. 4.
SUMMARY Protective OC-AI2O3 scales have been formed
on high Al-content Fe-Al alloys at 1000 and 1100°C.
18
0 / S I M S analysis indicates that the
scales grow by oxygen transport. SIMS images of 2
FIGURE 6 Series of SIMS images for the same sample as 1 6 Fig. 5, i.e. Fe-25A1 oxidized first in 0 2 and then 18 1 8 in θ 2 · (a-h) are 0 " images taken at the following percentage through the oxide film towards the oxide/alloy interface: a, 3%; b, 15%; c, 25%; d, 35%; e, 45%; f, 60%; g, 70%; h, 80%. i and j 1 6 are 0 " images taken at 8% and 85%, respectively.
small areas (a few μιη ) show that the
1 8
0
distribution within the scale is localized at particular regions; nearly half of the surface has 18
not oxidized at all in θ 2 · The results demonstrate that OC-AI2O3 growth is more complex than SIMS profiles would suggest.
89
ACKNOWLEDGEMENT
14.
M. J. Graham, J. I. Eldridge, D. F. Mitchell and R. J. Hussey, Mater. Sei. Forum, 42, 207 (1989).
15.
R. J. Hussey, D. F. Mitchell and M. J. Graham, Werkstoffe und Korros. 2S> 575 (1987).
16.
R. J. Hussey, P. Papaicovou, J. Shen, D. F. Mitchell and M. J. Graham, 'Corrosion and Particle Erosion at High Temp.' Ed. V . Srinivasan and K. Vedula, The Minerals, Metals and Materials Soc, ρ 567 (1989).
17.
M . J. Graham, Proc. Conf. 'Microscopy of Oxidation', Cambridge, U.K., March 1990. The Institute of Metals (in press).
18.
M . J. Graham and M . Cohen, J. Electrochem. Soc. 112, 879 (1972).
19.
A. Atkinson, Rev. Mod. Phys. £Z, 437 (1985).
The authors thank J.W. Fraser for his assistance with the S E M examination.
REFERENCES 1.
J. K. Tien and F. S. Pettit, Metall. Trans. 2, 1587(1972).
2.
T. A. Ramanarayan, R. Ay er, R. PetkovicLuton and D. P. Leta, Oxid. Met. 22, 445 (1988).
3.
J. Jedlinski and S. Mrowec, Mater. Sei. and Eng. SZ, 281 (1987).
4.
E. W . A. Young, H. E. Bishop and J. H. W . De Wit, Surf, and Interface Anal. 2, 163 (1986).
5.
E. W . A. Young and J. H. W . De Wit, Solid State Ionics lfi, 39 (1985).
6.
E. W . A. Young and J. H. W . De Wit, Oxid. Met. 2fi, 351 (1986).
7.
G. B. Abderrazik, G. Moulin, A. M . Huntz, E. W . A. Young and J. H. W . De Wit, Solid State Ionics 22, 285 (1987).
8.
A. M. Huntz, G. B. Abderrazik, G. Moulin, E. W . A. Young and J. H. W . De Wit, Appl. Surf. Sei. 28, 345 (1987).
9.
Κ. P. R. Reddy, J. L. Smialek and A. R. Cooper, Oxid. Met. 12, 429 (1982).
10. W . J. Quadakkers, H. Holzbrecher, K. G. Briefs and H. Beske, Oxid. Met. 32, 67 (1989). 11. W . J. Quadakkers, W . Speier, H. Holzbrecher and H. Nickel, Proc. Conf. 'Microscopy of Oxidation', Cambridge, U.K., March 1990. The Institute of Metals (in press). 12. J. I. Eldridge, R. J. Hussey, D. F. Mitchell and M. J. Graham, Oxid. Met. 3Q, 301 (1988). 13. J. I. Eldridge, D. F. Mitchell, R. J. Hussey and M . J. Graham, MRS Intl. Mtg. on Adv. Mats. Vol 4, ρ 377. The Materials Research Soc. (1989).
This page intentionally left blank
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
91
OXIDATION OF Fe-Cr-Mn-Al STAINLESS STEELS
Kazuya KUROKAWA, Yoshio MIZUTA and Heishichiro TAKAHASHI Metals Research Institute, Fuculty of Engineering, Hokkaido University, Sapporo 060, Japan
The oxidation behavior of Fe-10Cr-Mn-3Al alloys containing up to 25% manganese was studied at temperatures ranging from 873 to 1173 Κ in 1%02~He gas mixture. The reacted specimens were characterized by X-ray diffraction and SEM-EDX. In all the alloys used in the present study, mass gain values enough to measure were obtained only at 1173 K. The oxidation at the temperature roughly obeyed a parabolic rate law, and the oxidation rates were significantly increased with the manganese content. However, the addition of aluminum caused a remarkable improvement in the oxidation resistance of Fe-Cr-Mn alloys. The increased oxidation resistance is due to the reduced transport rate of cations through the oxide, alumina or aluminate spinel, resulting in the formation of the spinel oxide, MnFe2Û^, without formation of wustite which has high diffusivity of cations.
1. INTRODUCTION Fe-Cr-Ni stainless steels such as Type 316
4.0% manganese indicated that the oxide scales
are attractive as candidate materials for first
were generally similar to those formed on the
wall and structural components for fusion reac-
parent metals and remarkable voids were formed
tor applications.
in the substrate.
However, the calculated
radioactivity decay curves for various pure
Douglass et a l . ^ ' ^ studied
the oxidation of Fe-9.5Cr-17.8Mn and Fe-19.6Cr-
elements after exposure to neutron flux in a
1$.1Mn ternary alloys.
fusion reactor indicates that elements such as
low Cr alloy, in which extensive wustite scale
nickel and molybdenum are converted into long-
was formed, had insufficient chromium to form a
-1
lived radioactive isotopes .
In order to sim-
They showed that the
protective Cr^O^ scale.
In the high Cr alloy,
plify waste disposal for fusion reactor compo-
no wustite formation occured and spinel oxide
nents, the development of reduced-activation or
whose growth rate was rate controlling was
fast induced-radioactivity decay steels is in
formed at temperatures ranging from 973 Κ to
progress.
1273 K.
The replacement of nickel in steels
with manganese would produce steels which show
In this investigation, in order to improve
an acceptable fast induced-radioactivity decay.
the oxidation resistance of low Cr steel con-
However, oxidation behavior of these steels
taining up to about 25% manganese the addition
must also be considered in the evaluation of
of 3% aluminum was made.
As will be discussed,
the compatibility of Fe-Cr-Mn alloys with com-
a considerable improvement in oxidation rate
mercial grade helium-coolant with anticipated
was observed.
low concentrations of impurities such as O2 and H2O in ordinary operations.
Furthermore, pos-
sible effects of accidental exposure of a Fe-
2. MATERIALS AND METHODS Four Fe-Cr-Mn-Al alloys were used in this
Cr-Mn alloy-structure to air must be also
investigation.
considered.
the phases present in each alloy are given in
A previous study
on the oxidation behavior
of iron-based binary alloys containing up to
The chemical composition and
Table 1, where the concentration of each element is given in weight %.
The phase structure
92
TABLE 1 Chemical composition and phase structure of Fe-Cr-Mn-Al alloys. Alloy
Ni
A B C D
0.01 0.01 0.13 0.01
9.88 15.03 24.73
0.002Λ 0.0018 0.25 0.002Λ
Ni equiv.
C
Cr
Al
Si
0.003 0.005 0.10 0.004
10.08 10.22 11 . 7 7 9.85
2.99 2.93 2.37 3.07
0.01 0.01 0.12 0.01
N
Mn
Phase
Cr equiv.
5.10 7.72 16.85 12.55
Ferrite Ferrite + Austenite Ferrite + Austenite Ferrite + Austenite
26.55 26.36 25.05 26.76
Figure 1 shows a conventional Schaeffler diagram with all the alloys used in the present work.
In this figure, M, F and A indicate
martensite, ferrite and austenite-stable regions,'respectively.
The phases observed
for each alloy agree with the Schaeffler diagram.
In other words, only the Fe-10Cr-1OMn-
3A1 alloy is a ferritic steel, and the others consist of ferritic and austenitic phases. The alloys were cut into samples measuring approximately 5 mm by 7 mm by 1 mm, which were 0
10 Cr
20
30
polished to a 1 micron meter diamond finish. The oxidation tests were carried out at
e q u i v a l e n t / m a s s °/o
temperatures ranging from 873 Κ to 1173 Κ for 2.16x10^ seconds in 1%0 2-He gas mixture.
FIGURE 1 Schaeffler
diagram o f Fe-Cr-Mn-Al
alloys.
The
specimen was hung in a quartz reaction tube from a microbalance with a Pt wire, next to a thermo-couple.
was determined by X-ray diffraction.
The con-
The gas mixture was introduced
into the reaction tube after evacuation.
The
centrations of chromium and aluminum as fer-
oxidation test was started by elevating the
ritic stabilizers are approximately fixed in
electric furnace, which was kept at the desired
all the alloy.
temperature until the sample was in the hot
Namely, the amount of chromium
is about 10% and that of aluminum is about 3%.
zone.
The composition of manganese as an austenite
in about 1.8x10
stabilizer varies from 10% to 25%.
mass was automatically recorded.
Here, the
nickel and chromium equivalents were calculated according to the following relationships-^
The prescribed temperature was reached sec.
The change in sample
The identification and observation of scales formed on the alloys were synthetically examined by X-ray diffraction and scanning elec-
Ni
equiv.=(Ni)+(Co)+0.5(Mn)+0.3(Cu)+25(N)+30(C)
Cr
equiv.=(Cr)+2(Si)+1.5(Mo)+5(V)+5.5(Al)+ 1.75(Nb)+1.5(Ti)+0.75(W)
tron microscopy with EDX.
3. RESULTS AND DISCUSSION 3.1. Scaling kinetics
where the concentration of the respective elements given in parentheses is in weight %.
The oxidation kinetics obtained at 1173 Κ are shown in Figure 2.
The oxidation of each
93
Oxid temp : 1173 Κ
F(?-9.85Cr-24.73Mn-3.07Al L Oxidation time : 21.6 ks
9,8ΘΜη-2.99ΑΙ
0
10
900
20
Oxidation time / ks
1000
1100
1200
1300
Temperature / Κ
FIGURE 2
FIGURE /,
Scaling kinetics of some Fe-10Cr-Mn-3Al alloys at 1173 Κ in flowing 1%02-He gas mixture.
Temperature dependence of mass gain of Fe-10Cr25Mn-3Al alloys after oxidation for 21.6 ksec.
oxid.temp. : 1173 Κ significantly increases with the Mn content. -7
For example, Kp value of the 25% Mn alloy is about two orders of magnitude higher than that of the 10% Mn alloy.
Ο
Ε
However, even for the 25
% Mn alloy, a mass gain was little observed at
\ α -10
temperatures less than 1073 K, as shown in
/° /
Figure Λ ·
The temperature in first wall and
structural components of fusion reactors would 1
i
10
15
Mn
.
be kept at temperatures less than 973 K.
1
20
25
content / mass °/o
Therefore, it is recognized that the oxidation resistance of the present alloys containing 3% aluminum is quite high, especially at lower
FIGURE 3 Variation of the parabolic rate constant at 1173 Κ in flowing 1%02-He gas mixture with Mn content in Fe-10Cr-Mn-3Al alloys.
temperatures. As seen in Figures 2-4-, there were marked differences in oxidation resistance of the a l loys used in the present study, although the respective concentrations of chromium and alu-
alloy proceeded according to a parabolic rate
minum were approximately identical in all the
law, and the amount of mass gains of the a l -
alloys.
In general, the volume fraction of the
loys strongly depended on the Mn content.
ferritic phase in Fe-Cr-Mn alloys increases
The relationships between the Mn content and
with decreasing manganese content, and the dif-
the parabolic rate constant at 1173 Κ are shown
fusivities of chromium and aluminum in the
in Figure 3·
ferritic phase are much greater than those in
The parabolic rate constant
94 the austenitic phase.
Thus, it is expected
1273K
1173K
1073K
973K
that corrosion resistance decreases with the volume fraction of the austenitic phase.
In
the present study, the alloy having the highest fraction of austenitic phase is alloy C, as seen in figure 1.
On the other hand, the alloy
which showed the highest oxidation rate is a l loy D. Therefore, it is concluded that the oxidation resistance of Fe-Cr-Mn-Al alloys strongly depends on the manganese content rather than the amount of a given phase in the alloy. Figure 5 shows a comparison between the
-10
oxidation behavior of the alloys containing _n ι
aluminum and that of the alloys without aluminum.
7.5
In this figure, the parabolic rate con-
•
.
.
.
80
8.5
90
9-5
T"
stants measured in the present study are plotted only for 1173 K, because mass gains at temParabolic rate Fe-10Cr-Mn-3Al
peratures less than 1073 Κ were too small to measure parabolic rate constants.
1
/
. — ι 100
10.5
1öV
FIGURE 5 c o n s t a n t s f o r o x i d a t i o n o f some alloys.
As seen in
this figure, there is a large difference in the
formed on the present alloys at 1173 K.
corrosion resistance of the alloys with and
the 10% Mn alloy, the oxidized surface was
without aluminum, although the respective con-
covered with a thin layer, possibly of alu-
centrations of chromium and manganese are
mina, and by small oxide protrusion.
similar.
protrusions were believed to be of manganese
Namely, the addition of aluminum to
Fe-Cr-Mn alloys provides high oxidation resis-
oxide from the result of EDX analysis.
tance, especially in low-manganese alloys. 3.2.
In
These
Such a
structure was observed also in Fe-Mn-Al alloys for which the growth mechanism was already dis-
Scale morphology
Figure 6 shows scanning electron micro-
cussed by Jackson and Wallwork^.
In alloys
with higher Mn concentration, the results of
graphs of the external surfaces of the scales
FIGURE 6 Scanning e l e c t r o n micrographs o f t h e e x t e r n a l a f t e r o x i d a t i o n f o r 2 1 . 6 k s e c . a t 1 1 7 3 K.
surfaces
o f the scales
formed on Fe-10Cr-Mn-3Al
alloys
95
Cross-sectional micrographs o f the scale k s e c . a t 1 1 7 3 K.
FIGURE 7 formed on t h e Fe-2.8Cr-36Mn a l l o y
after
oxidation f o r 21.6
X-ray diffraction and EDX analyses showed that MnFe2Û^ and/or Fe^O^ layer was formed at the top surface of scales. Figure 7 shows the cross-section of the Fe2.8Cr-36Mn ternary alloy after oxidation at 1173 K.
This external scale mainly consists
of FeO-MnO solid-solution.
It should be
noticed that the thick external scale and many pores formed in the substrate beneath the scale were significant.
These pores may be intercon-
nected, and the formation may be attributed to the high vapor pressure of manganese. Moreover, Jackson and Wallwork suggested that the vapor phase transport of metal from the substrate to the scale could be an important factor in the ρ development of scale .
1
On the other hand, in the alloys containing 3% aluminum, such a thick external scale and
c
C
iL
pores in the alloy matrix were not formed. Figure 8 shows the cross-sectional micrograph
>> Β
rü
and the characteristic X-ray intensities of elements at indicated points in the scale
-Li
formed on the Fe-1OCr-25Mn-3Al alloy at 1173 K. MnFe2Û^ and Fe^O^ were identified in the scale by X-ray diffraction taken directly from the scale.
AI
CrMrvCr —
— Fe
10(eV) Fe.Mn
These oxide phases are believed to
exist in regions D and E, respectively. Moreover, according to the result of the EDX analysis, the marked enrichment in aluminum is found in the region C adjacent to the alloy
FIGURE 8 C r o s s - s e c t i o n a l micrograph and c h a r a c t e r i s t i c X - r a y i n t e n s i t i e s o f e l e m e n t s a t some p o i n t s i n the scale formed on t h e Fe-10Cr-25Mn-3Al a l l o y a f t e r o x i d a t i o n f o r 2 1 . 6 k s e c . a t 1 1 7 3 K.
96
substrate.
Therefore, a layer of alumina or
alloys
were
carried
out a t temperatures
ranging
aluminate spinel such as M n A ^ O ^ may be formed
f r o m 873 Κ t o 1173 Κ i n 1 % 0 2- H e g a s m i x t u r e .
in this region.
The
The increase in oxidation resistance and
oxidation rates
w i t h t h e manganese
significantly content.
increased
The a d d i t i o n o f
the suppression of pore formation in the alloy
aluminum
substrate by the addition of aluminum to Fe-Cr-
improvement
Mn alloys are thought to be due to the reduced
m a i n c o r r o s i o n p r o d u c t w a s MnFe2Û^.
transport rate of cations through the alumina
dation resistance
t o Fe-Cr-Mn a l l o y s
of the alloys
t h o s e w i t h l o w manganese
of the spinel oxide MnFe20^ without the forma-
high,
particularly
1073 K.
sivity of cations.
REFERENCES
The previous investigation^ of the oxidation
a
remarkable
i n the oxidation resistance.
or aluminate spinel, resulting in the formation
tion of wustite layer which has high diffu-
caused
The
The o x i -
especially
c o n t e n t was q u i t e
a t temperatures
less
than
1.
F.W. W i f f e n a n d R . T . S a n t o r o , P r o c . o f T o p i c a l C o n f . o n F e r r i t i c A l l o y s f o r Use i n Nuclear Energy Tech. (1983) 193.
2.
P.R.S. Jackson and G.R. Wallwork, 20(1983) 1 .
3.
D . L . D o u g l a s s , F . Gesmundo Oxid. Met. 25(1986) 235.
4.
D . L . Douglass and F. R i z z o - A s s u n c a o , Met. 29(1988) 2 7 1 .
because wustite phase is destabilized by chro7 mium . It was expected that aluminum has ef-
5.
H. S c h n e i d e r , F o u n d r y 108(1960) 563.
fects similar to those of chromium, and this
6.
P.R.S. Jackson and G.R. Wallwork, 21(1984) 135.
7.
C E . B i r c h e n a l l , O x i d . M e t . A l l o y s (ASM, Metals Park, 1971) 177.
of a low-Cr steel, Fe-9.5Cr-17.8Mn, demonstrated that the steel was oxidized too rapidly for a serious consideration of the alloy as a structural component in fusion reactors.
The
high oxidation rate of this alloy was attributed to extensive wustite formation.
Suppres-
sion of the formation of the wustite scale can be achieved by increasing the Cr content^",
expectation has been confirmed in the present study.
Λ.
CONCLUSIONS Oxidation tests of the Fe-10Cr-(lO-25)Mn-3Al
Trade
Oxid. Met.
a n d C. de A s m u n d i s ,
Oxid.
Journal
Oxid. Met.
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
97
STRUCTURE AND OXIDATION BEHAVIOR OF THE SCALE FORMED ON AL-CONTAINING FERRITIC STAINLESS STEEL
Shin-ichi SASAYAMA and Takeshi KAMIYA Technical Research Center, Research and Development Division Nippon Yakin Kogyo Co.,Ltd. 4-2 Kojima-cho Kawasaki-ku, Kawasaki Japan
The oxidation scales formed on Al-containing ferritic stainless steel exposed to oxidizing environment having different oxygen partial pressure at 850-1200°C have been characterized using TEM, SEM, X-ray diffraction and other microstructural techniques. The scales formed above 1000°C are composed of alpha alumina and the surface of these scales is generally smooth. The scales formed at 850-950°C are predominantly composed of theta alumina and delta alumina which are called transition alumina. These forms of alumina grow as whisker morphology which are 3/»m in length, 0.5j»m in width and 0.1/mm in thickness. These whiskers consist of theta alumina crystal and delta alumina single crystal. The oxidation rates of these scales are much faster than those of scales which are composed of alpha alumina. These facts mean the growth mechanism of the transition alumina formed on Al-containig ferritic stainless steel is quite different from that of the alpha alumina in the scales. Once the whiskers formed, these whiskers can be transformed to the alpha alumina crystal structure without changing the morphology by heating above 1000°C. The oxidation rates of the alpha alumina whiskers are slower than that of the transition alumina whiskers.
1. Introduction
effect on oxidation kinetics were investigated.
There have been many investigations of oxide whiskers
grown
researchers
over
have
metal
studied
whiskers on steel
surfaces.
formation
surfaces
of
Several
at 400-850°C
in air 1 2
or oxygen atmospheres containing water vapor. CuO and ZnO whiskers were also observed when the base metals were
oxidized
2. Experimental
at high
tempera-
3 4
Figure 1 schematically shows the experimental procedure
shown
the
of
alumina
al.^observed perature and
alloys
whiskers.
alumina
oxidation
Bornstein
NiAl
used.
The
base
^
of
whiskers
during
Fecralloy
observed
were
P.T.Moseley
alumina
oxidized
high
steel.
with
et
whisker
in Table
1, was
coated
formation of alumina whiskers
substrate.
layers after
has not
The
Al
content
the diffusion
with
Al
and
a as
was
are
of
the
surface
approximately
8
mass%.
Table 1
Chemical composition of the base metal
when
(itX) c Si Mn
explanation
is
Al could diffuse into
vapor
present at high temperature.
However, a satisfactory
which
tem-
Smeggil
NaCl
metal,
Fe-Cr-Al alloy with the chemical composition
heated in vacuum so that
On the other hand, there are a few investigations
procedure
hematite
for
the
yet
been
proposed.
Ρ
S Ni Cr AI Ti
Ν
0.0100.330.290.026 0.001 0.5217.723.0Ï0.17im balance iron Samples were cut into approximately 50 χ 10 χ
In the present study, the formation of alumina whiskers on ferritic stainless steel and
its
0.2mm sizes and
ultrasonically
degreased
acetone. They were then subjected
to a
by in
two-step
98
oxidation
treatment
referred
here
the
"whisker
The surface of one of the samples was covered by
treatment". The conditions of the whisker treat-
a
ment are given in Fig.l and were found necessary
(Fig.2(B)).
to grow whiskers over the whole surface of the
given the "whisker
samples.
long, 0.5fim wide and 0.1pm
smooth
oxide
scale
However,
with
for
nodular
the
sample
features which
was
treatment", whiskers of
3μm
thick were
observed
over the whole surface of the sample.(Fig.2(A)) Samples were characterized using TEM, SEM and X-ray
diffraction.
were
also
under
carried
Weight-gain out
two different
for
measurements
samples
conditions
of
preoxidized the
first
oxidation-step. One sample has been covered
by
whiskers and the other sample has been covered by a smooth oxide scale during
the
tests. TEM
was operated at 200KV using scale pieces removed from
the whiskers
covered
over
surface
of
the
scale. For X-ray diffraction, CuKoC radiation at 35KV and 30mA was used.
Base metal
Whisker morphology
Nodule morphology and smooth oxide scale
°Cx1 min First oxidation-step, Q9C 8 (A) Po2=2xi 0~ a tm Second oxidation-step,910°Cx16hr atm Ρ ο 2 = 0.21
First oxidation-step, 11008Cx10min (B) Po 2=2xi0" atm C Second ox i dat i on-step,900C x16hr Po 2 = 0.21atm
Fig.2
SEM micrographs of oxide scales
Figures 3 and
toing Al ac
C
conditions
of
the
4 show
the effects
first
and
second
Heat treatment WCJhr or2x1(Tatm for Al diffusiP on 8
the
1
900°C,16hr Second oxidation-stepPor0.21atn
first
oxidation-step,
oxidation-step
the
conditions
duration
necessary
to decrease with
to
of
form
increasing
temperature. On the other hand, whiskers were
Whisker treatment
•
1200 \
1100 -
• TEM,SEM analysis •X-ray diffraction analysis •Measurement of weight-gain curves Fig.l
second
whiskers was found
Imιη
First oxidation-stepMxf'ati
the
the
oxidation-
steps on whisker growth. For a fixed of
of
1000
900 -
Ο
800 -
Experimental procedure
0.1
3. Results
Fig.3
#
ο \ G Θ
_
Second oxidation-step 9 0 0°Cx 16hr in air (Po2=Q.2l atm)
\ Θ
ι 10 Time(min)
• • •
•no wh t s k e r g r οw t h G
w h i s k e r growth
Ο L 100
Effect of the time and temperature of the first oxidation-step on
3-1 Morphology of scales
whisker growth
Surface morphologies of two samples oxidized under different conditions are shown
in
Fig.2.
not observed when the second oxidation-step was
99
carried
out
at
temperature
higher
than
about
ed
that the oxidation
in vacuum.
sample with the smooth oxide scale.
• • • •
1100
ρ
1000
CL Ε
CD
I—
• • • · • • •
0
ο
900
• 9
•
First oxidation-step 9 0 0 °C Χ 1 m i η8 in vac. (Ρ ο 2 = 2 Χ10 ~ a t m) • no whisker g r ο w t r
ο whι s k er growth
scale with whiskers
ο
Ο
Ο 0
G
different
0
G
oxide
regions
scale
and
whisker-covered 5
50
10
100
Τ i me(h r)
Fig.4
from
Figure 6 is a cross sectional
G Ο
different
that
sample of
the
3-3 X-ray diffraction analysis
ο
800 -
was
of the
with
1200
whiskers
behavior
1000°C following the initial oxidation at 900°C
as observed corresponding
base
metal
were
view of by
SEM.
to
the Three
whiskers,
visible.
The
(top portion of the scale) was
scraped off the base metal using a knife edge. Both the whiskers and
the base metal with
Effect of the time and temperature of
remaining
were
the second oxidation-step on whisker
diffraction.
oxide
scale
analyzed
by
the
X-ray
growth
3-2 Kinetics
Weight gains of two samples oxidized at 900°C in air are shown in Fig.5. The sample which had whiskers gained weight much more than the sample with a smooth oxide scale without whiskers.
g 0. 20 CD Ε
^ 0.15
·-··· sample without whisker -o- sample with whisker
Microstructure of the cross-section of the sample with whiskers
The X-ray diffraction patterns of the whisk-
5 0.10
ers and
c
the base metal with oxide
scale
are
shown in Fig.7 and Fig.8, respectively. The best
CO ι—ι
Fig.6
0.05
25
50 75 Time(hr)
identification
of
the
alumina,
is
thermodynamically
which
whisker
is
not
alpha
the
most
stable phase, but theta and delta alumina even though some peaks are absent. On the other hand, alpha alumina was observed as the major phase in
Fig.5
Effect of scale morphology on weight
the scale left on the sample. Theta and
gain of preoxidized samples further
alumina were observed
oxidized at 900°C in air
fore, it was concluded that the whiskers mainly consisted
These morphological and kinetic results suggest-
delta
in small amounts. There-
of
theta
and
delta
alumina
and
the
oxide scale mainly consisted of alpha alumina.
100
that
the whisker
was made
of a theta
alumina
single crystal and a delta alumina single crystal _ Λ
Λ .
C? —A J2 2 O3
s
i
- A
!
almost
λ
Α.,
|| ,| ||
I,I
ΛΑ !Λ
and
the interface the delta
between
alumina
coherent. The growth
the
theta
crystals
directions
was
of the
theta alumina and the delta alumina crystals in 9
in,
»Li. I
O2 3
a-ki
and that
alumina
2
e
t
h
whisker were [Oil] and [111], respectively.
n,i
2Ο3 a:-Fe
Fig.7
X-ray diffraction pattern of the whisker-containing top portion of the oxide scale scraped off the sample
0. 5K
0.25
r"
10
30
0 - A £ 2O 3
•
ll.Ml
1
03
S - A £
2
a-ki
2Ο3
50
IL
I
11
Ι
Ι.
I
111
90 1
1 M
Θ
Fig.9
L
1 I , il
ι, ,
I
I
ör-Fe Fig.8
l.I
70
Lattice image of a whisker-shaped crystal and the corresponding
L
diffraction pattern
I
X-ray diffraction pattern of the oxide scale left the surface and
4. Discussion
the base metal 4-1 Growth mechanism of the whiskers 3-4 TEM observation
Three possible line defect models have been proposed
Figure 9 shows a high resolution TEM image of
to explain the growth mechanism of 1 2 3 . These are the hollow
hematite whiskers
a fragment of a whisker. The diffraction pattern
tunnel model, internal grain boundary model and
showed
screw
(022) reflection
(110) reflection indicated
that
from
from theta alumina and delta
the theta
alumina
alumina
and
and
it
delta
dislocation
model.
However,
neither
of
them can be used to explain the growth mechanism of alumina whiskers.
alumina had the same c axis. The streak of the diffraction whisker
pattern
also
indicated
had faults. Therefore,
that
the
it is presumed
Alumina consisted
whiskers of
theta
observed alumina
in this
and
delta
study alumina
101
phases. The theta alumina structure formed
from
In fact, it was observed that whiskers trans-
the delta alumina structure and these had almost
formed
same lattice spacings except along
changing
It
is, however,
presumed
that
the c axis.
the
distance
between atoms of the theta alumina and the delta
above
into
alpha
alumina
the morphology
1000°C
The
by
structure heating
transformation
without
the
sample
into
alpha
alumina was non-reversible.
alumina at the interface of them will be larger than
the
distance
between
atoms
of
the
theta
alumina or between those of the delta alumina.
Furthermore, weight was
heat
treated
at
gain of a sample which 1200°C
for
Ihr
after
the
"whisker treatment" was studied. The sample had P.T.Moseley
et a l . ~* showed
that
alumina
whiskers formed on Fecralloy steel composed of a highly
defective
transition
alumina
phase
(probably theta alumina). Faults in the crystal
whiskers
with
gain
of
almost
this
smooth alumina
the
suppression
results except
crystal
were
structure.
similar
that Moseley
to
These
those
of
authors
our
et a l . pointed
study
out
that
alumina
structure.
whisker-containing
the same as that of
can occur during ordering of the cation sites in alumina
alpha
Fig.10
shows the result of this test. Since the weight
gain of
was with
confirmed
that
s c a l e , it was
of weight
sample
the sample
the whisker-con-
taining samples during oxidation could be accomplished if the whiskers contain alpha alumina.
gamma alumina phase ordered in theta alumina.
Growth mechanism of the alumina whiskers can, therefore, be explained Al
ion
diffuses
by the fact that
through
the
interface
since
between
the theta alumina crystal and the delta alumina crystal which
exists
parallel
to
the
growth
J CD
~
-•-no whisker (A-AI0j) -ο-with w hisker (fl + i Al0 ) 0. 20 -Δ-with w hisker ( i + J-*ff transformation)^ 0.15 2
23
0.10
direction of the whisker, the whiskers grow one direction and Al ion also diffuse rapidly at the interface because of the larger distance between atoms at the interface.
4-2
Suppression
03 CD
0. 05
CD
of weight gain
of
whisker-con-
0
taining samples
The reason why samples with whiskers and delta alumina) had
(theta
weight gains much higher
Fig.10
25
50 75 Time(hr)
100
Effect of crystal structure on weight gain of the samples which
than samples with only smooth oxide scales with
show whisker morphology but
nodular
different crystal structure during
features
(alpha
alumina)
was
probably
the faster diffusion of Al ion along the defective interface in the whisker. This
further oxidation at 900°C in air
hypothesis
also implies that suppression of weight gain of the whisker-containing can be accomplished
samples during if
the w h i s k e r s
oxidation contain
5. Conclusion
alpha alumina. Alumina whiskers were grown on the surface of
102
Al-containing
ferritic stainless steel by using
a 2-step oxidation treatment called the "whisker treatment". The aim of our study was to characterize the alumina whisker and understand of its growth mechanism. The following conclusions were made.
1)
Whiskers
stainless
formed
steel
on
Al-containing
consist
of
theta
ferritic
and
delta
alumina. The interface between the theta alumina and the delta alumina crystals is almost coherent .
2) Weight
gains
consisting
theta
higher
than those
of
the sample
and of
delta the
with
alumina
whiskers were
sample with
a
much
smooth
oxide scale of alpha alumina. However, suppression
of
the
weight
gain
of
the
containing sample can be accomplished
whiskerby trans-
forming the whisker structure into alpha alumina without
changing
the
whisker
morphology
by
heating the sample above 1000°C.
References (l)D.A.Voss, E.P.Butler and T.E.Mitchell Trans. TMS-AIME vol.l3A (1982) 929 (2)R.L.Tallman and E.A.Gulbransen chem. Soc. vol.115 (1968) 770
:
: J. Electro-
(3)R.Takagi: J. Phys. Japan vol.12(1957)1212 (4)J.A.Sartell, T . L . J o h n s o n and vol.215(1959)420
R.L.Stokes, S.H.Bendel, C.H.Li : T r a n s . TMS-AIME
(5)P.T,Moseley, K.R.Hyde, B.A.Bellamy and G.Tappin : Corrosion Science vol.24(1984)547 (o)J.G.Smeggil and E.A.Bornstein chem. Soc. vol.125 (1978)1283
: J.
Electro-
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
103
CYCLIC OXIDATION BEHAVIOUR O F MICROCRYSTALLIZED CoCrAl ALLOY FILM Fuhui WANG, Hanyi LOU and Weitao WU Corrosion Science Laboratory, Institute of Corrosion and Protection of Metals, Academia Sinica, Shenyang 110015, China The cyclic oxidation resistance of normal-grained cast Co-30Cr-5Al alloy and its microcrystallized film was investigated at 1000 °C in air. The results indicated that normal-grained CoCrAl alloy exhibited very poor resistance against cyclic oxidation. After only 2 cycles, the initially formed A l 2 0 3 scale severely spalled off, and then C r 2 0 3 and C o C r 20 4 spinel were formed as a surface layer, while A 1 2 0 3 only existed in the form of internal oxides. Acoustic emission measurements showed that the A 1 2 0 3 scale formed on the normal-grained Co-30Cr-5Al alloy would crack and spall off only during cooling, and cracking and spalling at about 400°C. On the contrary, the microcrystallized film showed very excellent cyclic oxidation resistance. No AE single was detected during cooling from 1000°C even down to room temperature, which was consistent with the surface morphologies observed by SEM. This denoted that the microcrystallization can significantly improve cyclic oxidation resistance of Co-30Cr-5Al alloy.
2.EXPERIMENTAL
1.INTRODUCTION The improvement
of oxidation resis-
Sputtering technique is used to produce
tance of CoCrAl-type alloys by small
microcrystallized
amounts of reactive elements such as
terial, substrate alloy(IN738) and sput-
films. The target ma-
yttrium, hafnium or cerium has been con-
tering process were the same as those
firmed by many investigators. One of the
given in reference2. The thickness of
beneficial effect of these reactive
microcrystalline layer is about 25 pm.
elements on the oxidation
resistance
The grain size is smaller than 0.5 pm,
is known to enhance the oxide adhesion.
which is about 2 orders of magnitude
Various mechanisms has been proposed to
smaller than that of normal-grained cast
explain the beneficial effect^, in which
alloy. Both cyclic and isothermal oxida-
a very important mode is mechanical
tion tests were carried out at 1000°C
keying due to the formation of oxide
in air. For cyclic oxidation test, the
pegs rich in reactive elements which
samples were kept at designed
anchor the oxide scale to the substrate.
for 1 h and then rapidly pulled out of
However, recent studies on sputtered Co-
the furnace, and cooled down to room
CrAl coatings without reactive
elements
temperature
temperature for 10 min in a cycle. The
indicated that reduced grain sizes, like
mass changes of samples for cyclic oxi-
the addition of RE to the alloys, can
dation do not include the part of the
greatly improve the oxidation resistance .
spalled scales. For isothermal oxidation
This paper discribes the effect of m i -
test,the samples were kept at 1000°C for
crocrystallization
on the cyclic oxida-
tion resistance of Co-30Cr-5Al
alloy.
10,
20, 40, 60 and 100 h respectively
and cooled to room temperature for mass measurement.
104
Specimens after oxidation
exposure
microcrystallization
is in improving of
were examined by various techniques in-
scale/substrate adhesion, and this is
cluding an acoustic emmision
more critical during thermal cycling
optical metallography, microscopy, and X-ray
technique,
scanning
electron
diffraction.
test than isothermal exposure. Fig.lc shows the isothermal kinetics of normalgrained Co-30Cr-5Al alloy oxidized at
3.RESULTS
1000°C in air. The mass change is much
3.1. Cyclic oxidation
kinetics
lower than that for cyclic oxidation
Fig.l shows the cyclic oxidation ki-
and is nearly the same as the mass change
netics at 1000°C in air for both normal-
of microcrystallized
grained Co-30Cr-5Al alloy and its micro-
that the microcrystallization
greatly
crystallized
improves the cyclic oxidation
resistance,
films. Since the scale
formed on normal-grained
alloy
cracked
and partially spalled off, the recorded
film. This indicates
but shows no obvious effect on the isothermal oxidation.
mass change was only apparent. So the
3.2. Oxide morphology
total mass gain for normal-grained alloy
A typical cross section of the nor-
is larger than that given in Fig.la.
mal-grained Co-30Cr-5Al alloy after 100 cycles of oxidation at 1000°C in air is
1.5
illustrated
in Fig.2a. There is severe
internal oxidation. The outer part of the internal oxidation zone consists of A 1 20 3,
and besides A l 2 0 3 ,
the inner part
contains A1N. The degradation about 50 μτα,
layers is
where ß-CoAl phase was de-
pleted. However, as compared with normal-grained CoCrAl alloy, no
internal
oxidation was found in microcrystalline CoCrAl film 50 Cycling Times
100
(Fig.2c). Fig.2b shows the
cross section of normal-grained
CoCrAl
alloy after isothermal oxidation
(h)
for
100 h at 1000°C in air. Internal oxidaFIGURE 1 Mass change of samples oxidized at 1000 °C in air: (a) and (b) for normal-grained alloy and its microcrystallized films respectively during cyclic oxidation, and (c) for normal-grained alloy during isothermal oxidation.
tion was not found either. This result is consistent with the mass change
Fig.3 shows a comparison of the surface morphologies of oxide scales formed on the normal-grained
For CoCrAl microcrystalline film,
the
(Fig.
lc) .
and microcrystal-
line CoCrAl alloys. After 2 cycles, the
total mass gain is the same as that
scale formed on the normal-grained
show in Fig.lb, because no scale spalling
tended to spalling from the substrate
was
observed.
As indicated earlier, the main effect of
(Fig.3a). The remained alumina
alloy
scale
was very dense. After the spalling
105
FIGURE 2 Cross section of a l l o y s a f t e r 100 h o x i d a t i o n at 1000°C i n a i r : (a) and (b) of n o r m a l - g r a i n e d a l l o y f o r c y c l i c p x i d a t i o n and i s o t h e r m a l o x i d a t i o n , r e s p e c t i v e l y ; (c) f o r m i c r o c r y s t a l l i z e d f i l m f o r c y c l i c o x i d a t i o n .
FIGURE 3 Surface c y c l e s ,
of
the
i n i t i a l l y
formed a
m o r p h o l o g i e s : ( a ) a n d ( b ) of n o r m a l - g r a i n e d a l l o y a f t e r 2 and 100 r e s p e c t i v e l y ; and (c) of m i c r o c r y s t a l l i z e d f i l m a f t e r 100 c y c l e s .
as
a
surface
i n t e r n a l
l a y e r
i n t e r d i f f u s i o n system^.
The
v i t i e s
were
C o C r 20 l i z e d cycles scale
a l l o y
are 4
mainly
s p i n e l .
f i l m ,
the in
cycles
on
a
l o t
the
CoCrAl
of
scale
formed
sound
( F i g . 3 c ) .
observed.
X-ray
scale
a f t e r
s p a l l i n g
d i f f r a c t i o n
ca-
l i n e
CoCrAl
3.3.
scales was
r e c e n t l y used
to
d u r i n g
high
the
of
the
m a l - g r a i n e d
oxide
t h i s
was
80
was
was
0.68
w i t h
3
. measurement
emission
o x i d e s c a l e
c r a c k i n g
scales a l l o y
formed
and
been
o x i d a t i o n 4 .
technique
the
has
c r a c k i n g
was
In
used
behaviour on
both
nor-
m i c r o c r y s t a l l i n e
f i l m s .
N e i t h e r
represented
0
m i c r o c r y s t a l -
emission
t h i s
and
CoCrAl
2
on
temperature
study
i n v e s t i g a t e
In
A l
acounstic
d e t e c t
present
100
formed
Acounstic
t o
m i c r o c r y s t a l -
the
nor
that
C r 2Ü 3
remained c r a c k i n g
of
on
s u r f a c e .
showed
the
CoCrAl
100
composed
For
the
t h a t
alloy
scale
and
r e s u l t
than
low
oxide
a f t e r
d i s t r i b u t e d
alumina
r a t h e r
of
of
( f i g . 3 b )
d i f f r a c t i o n
oxides
oxide
c o e f f i c i e n t
normal-grained coarse
s c a l e ,
because
s t r u c t u r e
became
X-ray
formed
dB
the
t e s t , and
V.
a
The
AE
t o t a l
f i x e d
samples
f u r n a c e .
The
system
t h r e s h o l d were
c o o l i n g
gain v o l t a g e
c o o l i n g r a t e
i s
106
about 2 orders of magnitude lower than
may correspond to the appearence of the
that for cyclic oxidation. Fig.4 illu-
mass crackings and the beginning of the
strates the AE counts and
scale spallation. However, for microcry-
temperature
vs cooling time curve for normal-grained
stalline films, no AE signal was detec-
CoCrAl alloy. The first signal appeared
ted during cooling, even down to room
at about 600°C, which may correspond
temperature, which was cosistent with
to
the initiation of cracking at the edge
the SEM observation of the surface scale
of the specimen. After then a large num-
morpholoy. This denoted that no crack
ber of signals occurred at 400°C, which
was generated during
250
cooling.
1000
800
600
u -μ
400
to U
% 200
20
40
Cooling Time
60
80
(min)
FIGURE 4 AE counts detected during furnace cooling of normal-grained CoCrAl alloy after 100 h oxidation at 1000°C in air
of reactive elements, the oxide scale
4. DISCUSSION High temperature alloys exhibit their oxidation resistance by forming a thin
formed on the surface showed in general very poor adhesion. It was sugested
oxide scale on the surface. This oxide
that the poor scale adhesion was caused
scale should remain adherent to the al-
by several main factors: (1) large com-
loy during both isothermal and
thermal
pressive growth stress developed by the
cycling exposures, which is considered
reaction between the inward diffusion of
to be prerequisite to a protective
anion
scale. In MCrAl system without
oxide
additions
(oxygen) in the grain
boundaries
and outward diffusion of cation
(alumi-
107
nium),
r e s u l t i n g
oxides
w i t h i n
produces layer^;
the
ide
i n t e r f a c e
growth
a
bonding oxide
the
a
stress
of
chromina
ing
C r 20 3 ,
c i e n t s
of
and
are
the
higher from
in
the
crack
metal
several C r 20 3
i t
change
be
the
o x i d a t i o n
c l e a r l y
throughout
time.
X-ray
the
composed the
oxides h
d u r i n g I t
on
of
A 1 20 3. and
the
This
only
mass
showed af-
mainly that
is
d i f f i c u l t
to
calculate On
the
the other
i s
ΔΤ
sample^.
by
the
the
scale
oxide
f o l -
on
l i n e
growth hand.
on
f i l m s
explain
hesion
i s
(1)
the
the
of
improvement
the
Since
mechanism
of
oxide
c l e a r .
f o l l o w i n g the
of
n e i t h e r
m i c r o c r y s t a l -
the
f u l l y
to meas-
ad-
The explaina-
improvement
i n
adhesion. For
g r a i n
s i t e s
8.
before
appeared.
begun,
the
2
observation
j u s t
f o r
4
y i e l d
kg/cm
t h a t
has
not
-4.1xl0
adherent
SEM
s p a l l i n g
be
stress
emission
out
o x i d a t i o n
account
oxide
or
would
m i c r o c r y s t a l l i n e
very
p o i n t e d
proposed
to
on
.
cooling
reached.
A c o u s t i c
t i o n
on
i s
f r a c t u r e
is
2
k g / c m
thermal
(1)
be
order
6
4
formed
authors
the
A 1 20 3
- 2 x l 0
could
s t i l l
of
3 . 8 x l 0
The
Pos-
modulus.
temperature
is
c o o l i n g
nor
study
i n
is
1
s
compressive
a l l o y
scales
i s
equation
might
s u b s t r a t e .
urement
Ε
-0.75%.
the
stress
) ,
1
Youg
t y p i c a l l y
A l 20 3
oxide
The
the
t h e o r e t i c a l l y .
of
Co-30Cr-5Al
occurred
c o o l i n g .
stresses
the
is
of
room
of
w h i l e
thermal
to
whole
to
from
2
k g / c m ,
i s
Ε
generated
c a l c u l a t e d
the
a l l o y
between
the
the
given
( = Δ α · ΔΤ
and
7
order
c r a c k i n g
is
d i f f e r e n c e
and
on
the is
(1)
value
1000°C
the
a l l o y ( F i g . the
of
s t r a i n
k i n e t i c s
i n d i c a t e s
s p a l l i n g
Cr
However,
d i f f r a c t i o n
o x i d a t i o n
The
So
Co,
that
Co-30Cr-5Al
isothermal
cracking
as
i s
s t r a i n
the
time, form-
is
value 0.3,
during
magnitude
Co-30Cr-5Al
of
s t r e n g t h
coef-
small
100
ox-
higher
is
t e r
the
e x h i b i t
AI2O3.
r a t i o s ,
growth
d i f f u s i o n
of
e
s i o n ' s
from
of
is
Δα
change
I f much
f i l m
c o e f f i c i e n t
-
Here,
of
case
such
seen
a l l o y
off
is
s u b s t r a t e , oxide
metal,
s t r e s s
σ = ε·
The
co-
alumina
ions
i n
a l -
was
the the
data.
f i l m
Ε
to
c e r t a i n
In
the
c a l c u l a t e d
r e l a t i o n :
of
scale
s p a l l
o x i d a t i o n that
and
orders
isothermal
can
and
would
than
due
i n
the
lowing
and
weak
the
a f t e r
a l l o y
normal-grained
l c ) ,
thermal
The
of in
, where
· ΔΤ
be
oxide
expansion
temperature
s t r e s s
form.
because
the
than
stresses,
would
change,
r o l e
by Δα
thermal
the
expansion
oxide
that
T>e
Co-30Cr-5Al
growth
o x i d a t i o n
and
A l
the
would
i s o t h e r m a l
the
given
than
can
c o e f f i c i e n t
the
generated
m e t a l / o x -
s p a l l i n g
c o o l i n g
thermal
s p a l l i n g
I f
source
on
important
and
do.
scale
in
between
more
cracking
of
stress
s t r a i n
of
associated
formation
and
and
thickness
smaller
in
stresses
expansion
oxide
mechanism^.
normal-grained
e f f i c i e n t s plays
mass
non-
the
the
the
s t r e s s
c r a c k i n g
d i f f e r e n c e
ide
the
at
i n
large
o x i d a t i o n
large
causes
thermal
main
voids
oxide occurs
scales.
In
the
of
by
thermal
the
between
(3)
the from
d i f f e r e n c e
and
caused
new
which
e n t i r e which
c o e f f i c i e n t s
d u r i n g
of
of
the
K i r k e n d a l l - t y p e
combination
loy,
to
of
oxide,
s t r e s s
a l l o y s ;
areas
and
w i t h
due
and
f o r m a t i o n
growth
expansion
oxides
contacted
the
e x i s t i n g
thermal
c o o l i n g
thermal the
l a t e r a l (2)
d u r i n g
i n
the
of
m i c r o c r y s t a l l i n e boundaries
oxides
f u r t h e r
are
d u r i n g
o x i d a t i o n
the
CoCrAl
o x i d a t i o n , along
films,
n u c l e a t i o n
g r a i n
and boun-
108
daries into coatings forms micro-pegs
scale formed on microcrystalline film
which anchor the scales to the coatings.
would be nearly the same as in that formed
This beneficial effect of microcrystal-
on normal-grained
alloy.
lization is similar to that of reactive 5.
elements. (2) The oxide scales formed on micro-
CONCLUSION Both isothermal and cyclic oxidation
crystalline films have finer structure
tests were carried out in air at 1000°C
than those formed on normal-grained al-
on normal-grained Co-30Cr-5Al alloy and
loys. The deformation rate of diffusional
its microcrystallized film. The follow-
creep of a polycrystalline material (ε)
ing conclusions were reached.
is
given by reference^ ΒJ D σΩ 2
where
1
d
d kT ο is the tensile stress,
The normal-grained CoCrAl alloy exhibited very good isothermal oxidation re-
(2)
sistance, but very bad cyclic oxidation
Ω the
resistance. Just only 2 cycles, the alu-
atomic volume, d the average grain size,
mina scale formed on normal-grained al-
Bi and B 2 are numerical constants, D va n d
loy cracked and spalled off. During fur-
D b are the volume and grain boundary dif-
ther oxidation the chromina formed as a
fusivities, kT has the usual meaning and
surface layer, while alumina existed in
δ is the thickness of the boundaries.
the form of internal oxides. Since the
At low temperature where boundary diffu-
protectiveness of chromina is not so
sion predominates, one obtains
good as that of alumina, the normal-
e=B2aClôOh/d
kT
According to equation
grained CoCrAl alloy exhibited high mass (3)
change during cyclic oxidation.
( 3 ) , the diffusional
On the contrast, the microcrystal-
creep rate of a polycrystal may be en-
lized CoCrAl film possesed not only ex-
hanced by reducing the crystal size,d,
cellent isothermal but also cyclic oxi-
and by increasing the boundary diffusi-
dation resistance. This denoted that the
vity, D b · So the plastic deformation of
microcrystallization can significantly
fine-grained oxides formed on microcrys-
improve cyclic oxidation resistance.
talline films would be much easier than that of coarse-grained ones formed
on
normal-grained alloys, because the grain
ACKNOWLEDGMENTS This work was supported by the Na-
boundary sliding was the major deforma-
tional Natural Science Foundation of
tion mechanism in the s c a l e ^ . On the
China. The authors gratefully
other hand, the fine-grained oxide scale
ledge M r . Li Meishuan for conducting
may block the outward diffusion of metal
the acoustic emission tests.
ions and prevent void
acknow-
formation.
The above mechanisms were proposed from the view point of improvement of bonding at the metal/scale interface and of releasing the stress during cooling, because the thermal stress in alumina
REFERENCES 1. D.P. Whittle and J. Stringer, Trans. Royal S o c , London, Ser.A, 309
295(1980)
2. F.Wang and H.Lou, Mater. Sei. Eng., 129A (1990) 279.
109
F.H. Stott, G.C.Wood, and M.G. Hobby, Oxid. Met., 3 (1971) 103.
7. K.L. Luthra and C.L. Briant, Oxid. Met., 26 (1986) 396.
T. Li and M. Li,Mater. Sei. Eng., 120A (1989) 235; 239.
8. Y.I. Kuraki, Ceramic Handbook, translated by D.liu and Sh.Chen, Light Industry Press, Beijing, (1984) 584 (in C h i n e s e ) .
F.A. Golightly, F.H. Stott and G.C. Wood, Oxid. Met., 10 (1976) 163 V. Provenzano, K. Sadananda, N.P. Louat and J.R. Reed, Surf. Coat. Technol., 36 (1988) 61
9. J.Karen, R.Birringer and H.Gleiter, Nature, 330(10) (1987) 556. 10.J.K.Tien and F.S.Pettit, Metall. Trans., 3 (1972) 1587.
This page intentionally left blank
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
Ill
HIGH TEMPERATURE OXIDATION OF Ni-Cr ALLOYS
Tadaaki AMANO and Osamu MOMOSE* Shonan Institute of Technology, Fujisawa 251, Japan *School of Engineering, Tokai University, Hiratsuka 259-12, Japan
The oxidation behavior of Ni-20, -40, -60 and -80wt%Cr alloys was studied at 1373 and 1473K for 14.4ks in O2 by thermogravimetric analysis, X-ray diffraction and scanning electron microscopy. The weight gain of the alloys increased with increasing time of oxidation. Increasing Cr content tended to increase the weight gain of the alloys. The spalling of surface oxide was observed at the oxide/alloy interface for all the alloys. The surface oxide for Ni-20Cr, Νi-40Cr and Ni-60Cr alloys spalled partially. On the other hand, the spalling of the surface oxide for Ni-80Cr alloy occurred over the entire surface. Oxide phases, morphology of surface oxide and oxidation kinetics will be presented.
1. INTRODUCTION
copper hearth in an argon atmosphere. The
The oxidation of Ni~Cr alloys has been
compositions of alloys are Ni~20Cr, Ni-40Cr,
studied in detail because of its importance as
Ni~60Cr and Ni-80Cr.
a heat-resistant alloy.
dimensions of about 10mm χ 10mm χ 1mm. All
It has been found that
The buttons were cut to
when sufficient Cr is present in the alloy
specimens had a 800 grit SiC surface finish, and
(i.e., near 20wt%) a protective scale of Cr2Û3
then were ultrasonically rinsed with ethyl
is formed which results in low oxidation
alcohol.
rates.
1 7-
Mechanisms which describe the growth
The oxidation process was carried out
by a thermogravimetric method at 1373 and 1473K
and spalling of oxide scales on Ni-Cr alloys are
for 14.4ks in O2.
complex and the effects produced by various
were identified by X-ray diffraction. The
contents of Cr in the alloys are not clearly
morphology of oxides on the alloys was measured
understood.
by scanning electron microscopy.
In the present study, high
The oxides on the surface
temperature oxidation behavior of Ni-(20, 40, 60, 80wt%)Cr alloys is studied after oxidation at 1373 and 1473K for 14.4ks in 0 2,
in order to
obtain a better understanding of the oxidation
3. RESULTS AND DISCUSSION 3.1. Thermogravimetric analysis Figures 1 and 2 show the weight gain of the
rates and morphology of the surface scales on
alloys oxidized at 1373 and 1473K, respectively.
the alloys.
The weight gain of the alloys increased in the order of N i - 2 0 C r < N i - 4 0 C r < N i - 6 0 C r < N i - 8 0 C r
2. EXPERIMENTAL
at both temperatures of oxidation.
Nickel (99.9%) and chromium(99.99%) were used to produce the alloys.
Buttons weighing 200g
were prepared by arc-melting on a water-cooled
Hodgkiess
8>
has shown that increasing the chromium content of Ni-Cr alloys above 20wt% increases the oxidation rate.
Therefore, our data are in good
112
Fig. 3 Parabolic plots of the isothermal oxidation at 1373K for 14.4ks in O2.
Fig. 4 Parabolic plots of the isothermal oxidation at 1473K for 14.4ks in O2.
Fig. 2 Isothermal oxidation of Ni-(20, 40, 60 80)Cr alloys at 1473K for 14.4ks in 0 2. agreement with previous results.
Figures 3 and
4 show parabolic plots of the isothermal oxidation at 1373 and 1473K for 14.4ks in 0 2, respectively.
Data for all the alloys followed
approximately a parabolic law.
The result
suggested that the oxidation kinetics of the alloys were controlled by ionic diffusion in the surface oxide. 3.2. X-ray diffraction Table 1 shows the phases identified by X-ray
113
Table 1 Summary of X-ray diffraction analysis of oxides formed on Ni-(20, 40, 60, 80)Cr alloys oxidized at 1373 and 1473K for 14.4ks in 0 2. Alloy Ni-20Cr Ni-40Cr Ni-60Cr Ni-80Cr Ni-20Cr Ni-40Cr Ni-60Cr Ni-80Cr W'weak,
Temperature/K
Oxides C r 20 3 (w) C r 20 3 (w) 1373K C r 20 3 (m) Cr 2Û3(m) C r 20 3( s ) N i 0 ( m ) Cr 203(m) 1473K C r 20 3 (m) C r 20 3 (m) mrmedium, s : strong.
diffraction of the surface oxides on the alloys. The surface oxide C r 20 3 for all the alloys was detected at both temperatures of oxidation. The formation of NiO was also observed after oxidation at 1473K of a Ni-20Cr alloy.
After
oxidation at 1373K the peak strength by X-ray diffraction increased with increasing weight gain of the alloys.
This fact suggested that
the spalled amount of surface oxide on the alloys was small and was independent of chromium content of the alloys.
On the other hand, after
oxidation at 1473K the peak strength of C r 20 3 on the alloys was independent of the weight gain. The peak strength of C r 20 3 on Ni-20Cr was strong
Fig. 5 Scanning electron micrographs of surface oxide of Ni-(20, 40, 60, 80)Cr alloys oxidized at 1373 and 1473K for 14.4ks in 0 2 . (a) Ni-20Cr. (b) Ni-40Cr. (c) Ni~60Cr. (d) Ni-80Cr.
compared with the other alloys which showed a similar peak strength.
This result showed
that the spalled amount of surface oxide
recognized along the center of swollen surface oxide of these alloys.
The fine granular oxide
on Ni~20Cr alloy was smaller than that of
formed on the alloys was l ~ 1 0 / / m
surface oxide on Ni-40Cr, Ni-60Cr and Ni-80Cr
was nearly the same after oxidation at both 1373
al loys.
and 1473K.
3.3. Scanning electron microscopy Figure 5 shows the surface oxide on Νi-(20, 40, 60, 80)Cr alloys formed at 1373 and 1473K after 14.4ks in 0 2. After oxidation at 1373K, the surface oxide on Ni-20Cr alloy was almost planar.
On the other hand, convoluted-
morphologies were observed at surfaces on N i 40Cr, Ni-60Cr and Ni-80Cr alloys and cracks were
in size, and
Figure 6 shows regions spalled of
surface oxide of Ni-(20, 40, 60, 80)Cr alloys oxidized at 1373 and 1473K for 14.4ks in 0 2. Surface oxide of all the alloys spalled partially after oxidation at 1373 and 1473K. After oxidation at 1373K, voids were observed along the grain boundaries.
The number of voids
increased with increasing Cr content of the alloys.
The voids were l ~ 5 / z m in size for all
114
grain size on alloys oxidized at 1373K was ~ l / z m and that of oxide formed at 1473K was about 3/zm.
4. CONCLUSIONS 1. The oxidation rate of Ni-Cr alloys containing more than 20wt%Cr increased with increasing Cr content of the alloys. 2. The main surface oxide was Crs03 Î NiO was detected for Ni-20Cr alloy after oxidatin at 1473K for 14.4ks. 3. Spalling of surface oxide was observed for all the alloys.
The amounts of spalled oxide
tended to increase with increasing Cr content of the alloy. 4. Spalling of surface oxide was attributed to the formation of voids which formed at grain boundaries and the oxide/alloy
interface.
ACKNOWLEDGEMENT The authors would like to thank Prof. K. Okazaki at Shonan Institute of Technology for Fig. 6 Scanning electron micrographs of regions of surface oxide of Ni-(20, 40, 60, 80)Cr alloys oxidized at 1373 and 1473K for 14.4ks in 0 2. (a) Ni-20Cr. (b) Ni-40Cr. (c) Ni-60Cr. (d) Ni-80Cr.
his continued interest and encouragement, and H. Homma and Y. Hirano, Tokai University for their assistance in the experimental work. REFERENCES
the alloys.
Vacancies accumulating at grain
I.
C. S. Giggins and F. S. Pettit, Trans. Met. Soc. AIME 245 (1969) 2495.
2.
C. S. Giggins and F. S. Pettit, Trans. Met. Soc. AIME 245 (1969) 2509.
3.
Β. Chattopadhyay and G. C. Wood, J. Electrochem. Soc. 117 (1970) 1163.
4.
D. L. Douglass and J. S. Armijo, Oxid. Met. 2 (1970) 207.
However,
5.
C. E. Lowell, Oxid. Met. 7 (1973) 95.
the number of voids for Ni~80Cr alloys decreased
6.
G. M. Ecer and G. H. Meier, Oxid. Met. 13(1979)159.
7.
T. Amano, S. Yajima, T. Kimura and Y. Saito, Corros. Eng. (Boshoku Gijutsu) 24 (1975)19.
8.
T. Hodgkiess, Ph.D. Thesis, University of Manchester (1967).
boundaries can coalesce to nucleate voids at the 6
alloy/oxide interface . The voids observed at grain boundaries and beneath the rapidly growing Cr2Û3 surface oxide
resulted in the
separation of the oxide from the alloy over large areas.
After oxidation at 1473K, voids
were also observed for all the alloys.
compared with the alloy oxidized at 1373K.
This
result is attributed to a phase change in Ni~Cr accompanied by oxidation for 14.4ks at 1473K. From Fig. 6, it is seen that the
oxide
6
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
115
EFFECTS OF OXYGEN AND WATER VAPOR PRESSURES ON OXIDATION OF IRON-CHROMIUM ALLOYS AT 573 Κ
T o s h i h i d e TSUJI, S h i n j i KOBAYASHI, Masashi ODA and K e i j i Department o f Nuclear E n g i n e e r i n g , Chikusa-ku, Nagoya 464-01, Japan
NAITO
F a c u l t y o f E n g i n e e r i n g , Nagoya U n i v e r s i t y , Furo-cho,
The o x i d a t i o n o f iron-chromium a l l o y s ( 0 , 1 and 5 wt%Cr) was i n v e s t i g a t e d by means o f Rutherford b a c k s c a t t e r i n g s p e c t r o s c o p y a t 573 Κ i n t h e oxygen p a r t i a l pressure range from 10 t o 10 Pa w i t h o u t and w i t h water vapor a t 10 Pa o f water vapor p r e s s u r e f o r 1 - 48 h. The o x i d a t i o n o f iron-chromium a l l o y s ( 0 - 5 wt%Cr) obeyed t h e p a r a b o l i c r a t e law a f t e r the r a p i d o x i d a t i o n i n t h e f i r s t s t a g e . When iron-chromium a l l o y s were o x i d i z e d under v a r i o u s oxygen p a r t i a l p r e s s u r e s w i t h o u t w a t e r vapor, the p a r a b o l i c r a t e constant decreased w i t h i n c r e a s i n g chromium c o n c e n t r a t i o n s a t constant oxygen p a r t i a l pressure probably due t o t h e d e c r e a s e o f i r o n d i f f u s i o n through chromium o x i d e , and t h e mechanism o f o x i d a t i o n was d e v i d e d i n t o t h r e e r e g i o n s : Below 10 Pa t h e d e c r e a s e o f the o x i d a t i o n r a t e w i t h i n c r e a s i n g oxygen p a r t i a l pressure i s due t o the formation o f dense h e m a t i t e . Between 10 and 10 Pa the p r o t e c t i v e h e m a t i t e c o v e r a g e o y e r m a g n e t i t e kept the p a r a b o l i c r a t e c o n s t a n t s low r e g a r d l e s s o f oxygen p a r t i a l p r e s s u r e . At 10 Pa an i n c r e a s e o f the p a r a b o l i c r a t e constant was observed probably due t o t h e simultaneous growth o f hematite and m a g n e t i t e . The remarkable i n c r e a s e o f the p a r a b o l i c r a t e constant f o r the o x i d a t i o n o f iron-chromium a l l o y s by water vapor was observed a t lower oxygen p a r t i a l p r e s s u r e s . T h i s f a c t may be e x p l a i n e d by vapor-phase d i f f u s i o n o f v a l a t i l e F e ( 0 H ) 2 from the m e t a l - o x i d e i n t e r f a c e t o t h e o u t e r l a y e r c r y s t a l s . The c o r r o s i o n b e h a v i o r o f iron-cnromium a l l o y s in gas phase c o n t a i n i n g w a t e r vapor may be c l o s e l y r e l a t e d t o t h a t i n h i g h temperature and h i g h - p r e s s u r e w a t e r around 573 K.
1. INTRODUCTION The radioactivity buildup around the primary coolant system of nuclear water reactor is one of the important problems from the point of view of the personal exposure 1 • In order to reduce radioactivity buildup in boiling water reactor (BWR), the injection of some amounts of oxygen (20 - 60 ppb) into the coolant water has been carried out in order to protect the corrosion2 . Videm3 also showed that the addition of small amounts of oxygen gas into the coolant water reduced the corrosion of carbon steel in the simulated BWR environment effectively due to the formation of protective oxide film. The details of the behavior of the corrosion, however, have not been understood quantitatively yet. Water as a coolant shows such low electrical conductivity that may make difficult the occurrence of wet corrosion based on the local cell. Thus an approach from the viewpoint of dry corrosion study is considered
to be helpful to understand the corrosion behavior in nuclear reactor coolant water. In the previous papers by the present authors 4 ,5, the oxidation of iron was investigated by Rutherford backscattering spectroscopy at 573 K in the oxygen partial pressure range from 10- 1 to 105 Pa without and with water vapor at 103 . 15 Pa of water vapor pressure for 3 - 24 h. By comparing the oxidation rate of iron in gas phase with the corrosion rate in water, it was found that the oxidation behavior of iron in gas phase containing water vapor is closely related to corrosion behavior of carbon steel in high-temperature and high-pressure water around 573 K. The oxidation of iron in gas phase below 673 K has been studied by several investigators mainly under reduced pressures and the results are briefly summarized in our previous paper 4 . Studies on the effect of water vapor on the 6 oxidation of iron below 773 K are very few ,7.
116
Surman7 studied the oxidation of iron in controlled hydrogen-water vapor mixtures at 773 K and proposed the vapor-phase diffusion model. The oxidation behavior of iron-chromium alloys below 873 K has been studied by many ' au th ors 8-12 by uSIng sur f ace sensl't'Ive techniques such as X-ray photoelectron spectroscopy, Auger electron spectroscopy, Raman spectroscopy, etc. Gardiner et al. 8 have reported from Raman spectroscopy that the oxide film formed on iron-chromium alloys less than 5 wt%Cr consisted of two layers of magnetite and hematite. It has been found by Tjong et al. 9 and Tjong 10 that for the Cr addition of 3 wt%, the oxide consisted mainly of iron, and the addition of Cr from 9 up to 18 wt% resulted in the formation of layered oXides, i.e. Fe 0 2 3 existed in the outer oxide/gas interface and Fe _xCr x04 in the inner region with the 3 predominant chromium oxide next to the substrate. However, studies on the effects of the oxygen partical pressure and water vapor pressure on the oxidation of iron-chromium alloys have not been carried out yet. In this study, Rutherford backscattering spectroscopy (RBS) method was used to measure the thickness of oxide film formed, and the oxidation of annealed specimen of iron-chromium alloys (0 - 5 wt%Cr) was investigated at 573 K in the oxygen partial pressure range from 10- 1 to 105 Pa without and with water vapor at 10 4 Pa of water vapor pressure. 2. EXPERIMENTAL The iron-chromium alloys (0,1 and 5 wt%Cr) were prepared by cutting a cold-rolled sheet (about 0.6 rom in thickness) in a size of 15 x 15 rom, and polished mechanically with 100 and 600-grit silicon carbide papers successively. After degreasing with ethyl alcohol, the specimens were polished chemically for 5 min in a mixture of oxalic acid (10 g), hydrogen
peroxide (20 ml) and water (270 ml) at 315 K, followed by electropolishing at 20 volt in ar acetic acid (190 ml) and perchloric acid (10 ml) solution for one minute. These specimens were annealed in vacuum for 12 h at 1273 K and then for 2 h at 1023 K. The chemical- and electro-polishings were carried out again just before use. The apparatus is shown schematically in Fig. 1. The flowing gas was purified by passing through 5A molecular sieves column cooled with a dry ice-ethanol solution as a cold trap13. The control and measurement of oxygen partial pressure were described in the previous papers by the present authors 14 ,15. The control of water vapor pressure was made by passing through a water saturator which was maintained at 323 K. The oxidation of iron-chromium alloys (0 - 5 wt%Cr) was carried out at 573 K in the oxygen partial pressure range from 10- 1 to 105 Pa without and with water vapor at 10 4 Pa of water vapor for 1 - 48 h. The thickness of the oxide film oxidized repeatedly in the same oxygen partial pressure and water vapor pressure was determined by RBS, where a 1.5 MeV 4He+ and 1.0 MeV 1H+ ion beams were impinged vertically on the specimen for thinner and thicker oxide films than 500 nm, respectively.
~---------l
FIGURE 1 Schematic diagram of experimental apparatus.
117
F i n a l l y the surface o f the o x i d e was analyzed by means o f X-ray d i f f r a c t o m e t r y and e l e c t r o n microscopy
3.
scanning
(SEM).
RESULTS 3.1.
E f f e c t o f oxygen p a r t i a l
p r e s s u r e on
o x i d a t i o n o f iron-chromium a l l o y s F i g u r e 2 shows t h e t y p i c a l backscattering
Rutherford 4 + s p e c t r a when a 1.5 MeV He beam
was impinged on t h e o x i d e formed on i r o n and 1 wt%Cr a l l o y a f t e r 6 h and on 5 wt%Cr a l l o y 4
a f t e r 66 h a t 573 Κ and a t 1 0 ' oxygen p a r t i a l
pressure.
3
Pa o f the
As shown i n f i g . 2 ,
the edge o f i r o n i s around 400 channel,
and t h e
energy width between t h e m i d p o i n t s o f the s l o p e s can correspond t o t h e t h i c k n e s s 4 .
The
boundary between o x i d e l a y e r s was unable t o be found i n t h e s p e c t r a ,
although t h e o x i d e was
supposed t o c o n s i s t o f two l a y e r s ,
magnetite
and hematite containing some amounts of chromium. The thickness of the oxide film formed on iron-chromium alloys at 573 K and at 102 Pa of the oxygen partial pressure without water vapor is plotted against square root of time in fig. 3. It is seen from the figure that the thickness of oxide formed on various iron-chromium alloys (0,1 and 5 wt%Cr) increased linearly with square root of time during the measured oxidation time, which indicates that the oxidation obeyed the parabolic rate law. The parabolic rate constants obtained from the slope in fig. 3 are shown as a function of oxygen partial pressure in fig. 4 (a). In this figure, the previous results of the oxidation of iron by the present authors4 are also shown. As seen in fig. 4 (a) the t/h
Fe edge
n , '|
'PITTING'
15
'-
"PASSIVATION'
. -
- 1 0
.
. .
.
1 2 3 log(P0 / P a )
L
. i 1 — I
4
,i
L.
5
FIGURE 7 Comparison between c o r r o s i o n r a t e i n w a t e r and p a r a b o l i c r a t e constant i n gas phase w i t h o u t and w i t h water vapory 15 X Videm e t a l . 588 Κ i 1 f v T a c k e t t e t a l . a t 573 Κ ? Q i y O V r e e l a n d e t a l . a t 588 K . 1g qi Corrosion r a t e i n w a t e r ^ ' ' O x i d a t i o n o f 0( ) , 1( ) and 5( ) wt%Cr a l l o y s i n t h e absence o f w a t e r vapor O x i d a t i o n o f 0 ( 0 ) , 1 ( Δ ) and 5 ( G ) wt^Cr a l l o y s i n t h e presence o f water vapor
r a t e i s estimated t o be the a v e r a g e v a l u e between t h e beginning (10 - 100 h) and f i n a l (1,000 h - ) o f the c o r r o s i o n .
The i n c r e a s e o f
the c o r r o s i o n r a t e w i t h d e c r e a s i n g oxygen c o n c e n t r a t i o n i n water i s found t o be t h e same trend as t h e oxygen p a r t i a l
pressure dependence
o f the p a r a b o l i c r a t e constant i n t h e o f water v a p o r .
presence
The i n c r e a s e i n gas phase
o x i d a t i o n a t around 10^ Pa j u s t corresponds the boundary between t h e ' i n h i b i t i o n ' 'pitting'
i t i s suggested
regions in water c o r r o s i o n .
to
and t h e Although
5. CONCLUSION The oxidation of iron-chromium alloys (0,1 and 5 wt%) was investigated by Rutherford backscattering spectroscopy at 573 K in the oxygen partial pressure range from 10- 1 to 10 5 Pa without and with water vapor at 10 4 Pa of water vapor pressure for 1- 48 h, and the following conclusion was obtained. (1) When iron-chromium alloys was oxidized under various oxygen partial pressures without water vapor, the parabolic rate constant decreased with increasing chromium concentrations at constant oxygen partial pressure probably due to the decrease of iron diffusion through chromium oxide, and the mechanism of oxidation was divided into three regions (a) The parabolic rate constant decreased with increasing oxygen partial pressure from 10- 1 to 10 Pa due to increasing coverage of hematite over magnetite. (b) In the oxygen partial pressure range from 10 to 10 3 Pa, hematite could cover magnetite so uniformly that grain boundary diffusion would be reduced much. (c) At 105 Pa an increase of the parabolic rate constant occurred due to the simultaneous growth of hematite and magnetite. (2) The remarkable increase of the parabolic rate constant for the oxidation of ironchromium alloys (0 - 5 wt%) by water vapor was observed at lower oxygen partial pressure.
122
T h i s enhanced o x i d a t i o n o f iron-chromium
alloys
6.
P. L. Surman and J. E. C a s t l e , S e i . , 9 (1969) 7 7 1 .
7.
P. L. Surman, C o r r o s .
by water vapor may be e x p l a i n e d by vapor-phase diffusion
o f v o l a t i l e F e ( O H ) 2 from the
oxide interface
t o the outer l a y e r
( 3 ) The c o r r o s i o n behavior o f
metal-
crystals.
iron-chromium
a l l o y s in gas phase c o n t a i n i n g water vapor may be c l o s e l y r e l a t e d
t o that in high-temperature
and h i g h - p r e s s u r e water around 573 K.
P r o f . Y . Hosoi o f
Nagoya U n i v e r s i t y f o r supply o f
iron-chromium
a l l o y s samples and the use o f SEM. Prof.
13 (1973) 113.
8. D. J. Gardiner, C. J. L i t t l e t o n , Κ. M. Thomas and Κ. N. S t r a f f o r d , O x i d a t i o n o f M e t a l s , 27 (1987) 57. 9 . S. C. Tjong, J. E l d r i d g e and R. W. Hoffman, A p p l . Surface S e i . , 14 (1982-83) 297. 10. S. C. Tjong, Mat. Res. B u l l . , 157.
ACKNOWLEDGMENT The authors are indepted
Sei.,
We a l s o thank
K. Morita o f Nagoya U n i v e r s i t y f o r
the
Corros.
18 (1983)
11. G. H u l t q u i s t , M. Seo and N. Sato, o f M e t a l s , 25 (1986) 363. 12. H. J. Mathieu and D. L a n d o l t , 26 (1986) 547.
Oxidation
Corros.
Sei.,
use o f RBS.
13. Κ. N a i t o , T. T s u j i , T. Matsui and K. Une, J. Nucl. S e i . T e c h n o l . , 11 (1974) 22.
REFERENCES 1. R. A. Shaw, Nucl. T e c h . , 44 (1979) 97.
14. K. N a i t o , T. T s u j i and S. Watanabe, S t a t e I o n i c s , 1 (1980) 509.
2 . Y . Meguro, S. Sakai, K. Wakamatsu and T. Yamamoto, Genshiryoku Kogyo ( N u c l . E n g . ) , 25 (1979) 5. 3. K. Videm, 3rd Geneva Conf., V o l . 8 (1964) 600. 4 . H. Sakai, T. T s u j i and K. N a i t o , J. S e i . T e c h n o l . , 21 (1984) 844.
Nucl.
5. T. T s u j i , K. Okumura and K. N a i t o , P r o c . Sym. on High Temperature M a t e r i a l s Chemistry-IV, eds. by Z. A. Munir, D. C u b i c c i o t t i and H. Tagawa (The E l e c t r o c h e m i c a l S o c , I n c . , 1988) p . 156.
15. K. N a i t o and T. T s u j i , I n d . ) , 27 (1976) 518.
Solid
Kagaku Kogyo (Chem.
16. M. Hansen, C o n s t i t u t i o n o f Binary A l l o y s (McGraw-Hill Book Company, New York, 1958). 17. D. D. Wagman e t a l . , Nat. Bur. Stand. Tech. Note 270-3 ( 1 9 6 8 ) , Washington, D. C. 18. D. E. T a c k e t t , P. E. Brown and R. T. Esper, WARD-LSR(c)-134, B e t t i s P l a n t ( 1 9 5 5 ) . 19. D. C. V r e e l a n d , G. G. Gaul and W. L. Corrosion 17 (1961) 269.
Pearl,
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
HIGH TEMPERATURE OXIDATION COMBUSTION ENVIRONMENT
OF
HEAT
123
RESISTANT
STAINLESS
STEELS
IN COG
B. G. SEONG, J. H. SONG, S. Y. HWANG, AND Κ. Y. KIM* Research Institute of Science and Technology, P. 0. Box 135, Pohang, 790-600, Korea (S) . *Pohang Institute of Science and Technology, P. 0. Box 125, Pohang, 790-600, Korea (S) In this study, the high temperature corrosion features of heat resistant stainless steels in COG (Coke Oven Gas) combustion environment are presented. These stainless steels were modified Mo-Re 1 and HK-40. They were used as radiant tubes in continuous annealing lines at cold rolled steel plants. These steels were severely corroded in a COG combustion environment. According to exposed temperatures of the alloys, these alloys exhibited various morphologies. Under the penetrated area due to severe corrosion, there was a large scale deposit. Considering a few possible modes of degradation, it was concluded that spalling of oxide layers was mainly responsible for the severe degradation. 1.
INTRODUCTION In a continuous annealing line (CAL) of cold rolled steels, radiant tubes have been used as an indirect heating method of steel strips in recent years. These radiant tubes consist of burners and tubes attached to the burner. Coke oven gas(COG) is used as a fuel for the burners. Table 1 shows the chemical compositions of COG and exit gases after combustion. These radiant tubes are usually made into a number of shapes. In the facility of concern, W-shape radiant tubes are used. Fig. 1 shows a schematic diagram of a radiant tube that is removed from service. The outer diameter of the tube is 19 0mm, and the thickness of the tube is 8 mm. Table 2 shows the alloy compositions of the first and second straight sections of the radiant tubes. While the first straight section alloy
is Modified MO-RE-1, straight section alloy HK-40.
the second is Modified
Concerning the corrosion of radiant tubes, holes were observed at the radiant tubes after 1.5 years even though these radiant tubes were expected to last for 3-5 years without perforation. Due to this problem, engineers measured the temperatures at various locations along the radiant tubes. (Table 3) Ideally, it has been known that a temperature should be maximum at the end section of first straight tube according to a manufacturer. However, the test result showed that a maximum temperature was exhibited at the initial part of the second straight tubes. Therefore, it has been thought that flames hit the location No. 4 of Fig. 1. Though the flame
124
Table 1.
Chemical Composition of COG and Exit Gases after COG Combustion.
1. Chemical Composition of COG
CH4
CXHY
CO
26.6%
2.9%
8.4%
H
2
56.4%
co2
N
°
2
3.1%
2
2.3%
0.3%
2. Chemical Composition of Exit Gases after (Vol. %)
N
o
74%
3.6%
2
CO
2
292ppm
co2
H 20
ΝΟχ
so x
9.5%
1 2%
R
R
Combustion
R: Residual Amount
Table 2.
Analyzed Chemical Compositions of Radiant Tube Alloys. (1st Straight Tube Section and n Straight 2 d Tube Section)
Alloys
Cr
Ni
C
Si
Mn
Mo
1st Tube
25
33
0.38
1.08
1.01
0.068
1.25
Bal.
2n d
26
20
0.39
1.01
0.8
-
-
Bal.
Tube
characteristics were under investigation by other researchers in our institute, this paper concentrated on high temperature corrosion mode of radiant tubes from service. 2.
PREPARATION OF SAMPLES.
Samples of radiant tubes were collected at various locations along radiant tubes. Fig. 1 showed the locations of samples that were collected. The samples were cut and epoxy mounted. These were polished with SiC papers and alumina. These samples were examined with SEM (Scanning Electron Microscopy) and WDS(Wave Dispersive Spectroscopy).
Length
3.
RESULTS
W
Fe
AND DISCUSSIONS.
First, visual observations of corroded radiant tubes and chemical analysis of deposits were made. The radiant tubes that were not exposed to high temperatures showed some voids at the inner part (Fig. 2 ) . It has been known that this kind of surface defects can induce local and severe corrosion. For the radiant tubes that were in service, the size of the perforated holes varied from 1 to 3 cm in diameter. Around the holes, the tubes showed a gradient of thicknesses. When the tubes were sectioned at the beginning of the 2nd straight section, there were large amounts of scales that were accumulated.
125
No.l
No. 2
1st Tube (Modified Mo-Re 1)
Perforated Part No. 4
Scale Deposit
it If FIGURE 1 Positions of specimens at radiant tubes.
Microstructures of straight section)
FIGURE 2 centr ifugally cast
The deposit was taken and analyzed via X-ray diffraction and chemical analysis. Table 4 showed the result of wet chemical analysis. This indicated that the deposits contained most of the alloying elements and were not protective scales. The scale was FesNiOß and Cr2Û3 according to X-ray diffraction. With this information, it
radiant
tube
(first
was concluded that the alloy did not form a protective scale and was in the propagation stage of oxidation. Fig. 3 shows the microstructures examined by optical microscopy. These specimens were collected from the 1st and 2nd straight tube. Specimen #1 was collected from the beginning part of the radiant tube. Its microstructure
126
Table 3.
Measured Temperatures at Various Locations of the Radiant Tube. The Location Numbers are the Same as Those in Fig. 1. Location
Temperature (°C)
Table 4.
No. 1
No. 2
No. 3
No. 4
No. 5
No. 6
991
1006
1014
1027
1011
1008
Chemical Composition of Deposit in Radiant Tube (Second Straight Tube)
Element wt.%
Cr
Fe
Ni
26.2
49.0
23.2
was close to the one that was as-cast. Eutectic carbides were present along grain boundaries, and the carbides were finely dispersed. Specimen #2 and #3 showed microstructures that were exposed at higher temperatures. The carbides present along the grain boundaries became enlarged, and carbides present in the grains became coalesced. Specimen #4, #5, #6 were collected from the 2nd straight part of the radiant tubes. Especially, Specimen #4 was collected from the area where the tubes were perforated. The specimen showed primary carbides and secondary carbides which became quite enlarged and agglomerated. To find the composition of the precipitates of Specimen #5, EDS (Energy Dispersive Spectroscopy) and WDS was used. Fig. 4 showed some chromium precipitates formed at the corrosion front. In Fig. 5, nitrides and carbonitrides were shown at inner part of Specimen #5.
Μη 1.3
Na 0.031
Si 0.26
C 0. 05
s 0.02
However, at the middle of thickness of Specimen #5, only carbides were shown. To check nitride formation on the outer part of the tubes. X-ray diffraction was performed on the part after slight polishing. The result indicated that there was a substantial formation of Cr2N precipitates. Therefore, internal nitrides formed the inside part and the outside part of tubes. Also, specimen #6 showed carbides that were somewhat enlarged. To observe the Cr depletion in the matrix of the alloy, EDS was used to measure the approximate concentration of Cr in the matrix of the alloy. Table 5 showed the measured results of Cr concentrations. Specimen #4 showed that the Cr concentration fell below 15 wt. % across the alloy. Especially, the Cr concentration of the inner surface fell to 10.5 wt. %. Also, there was a substantial depletion of Cr in the outer part of the tube. The Cr depletion is thought to be
127
Microstructures months.
of
radiant
FIGURE 3 tube at various
locations
after
32
FIGURE 4
SEM and x-ray maps of bottom part of radiant tube after 32 months use (No.5 specimen) a)SEM, b)-h)X-ray Maps, b)Fe, c)Cr, d)Ni, e)Si, f)Mn, g)0, h)S
129
SEM a n d specimen)
WDS
profile
of
FIGURE 5 bottom part
of
radiant
tube
(No.5
130
Table 5.
Cr Concentrations of Matrix at Various Locations. No. 1
No. 2
No. 3
No. 4
No. 5
No. 6
Outer
26.1
17.7
15.1
7.8
13.9
15.5
Middle
25.1
20.1
19.0
11.2
17.6
18.4
Inner
25.0
10.6
12.8
10.5
11.0
13.9
Specimen
related to the formation of carbides and nitrides. When the alloy became exposed to high temperatures, secondary carbides precipitated. This would reduce the Cr depletion. Also, the formation of nitrides would have the same effect. From the above results, it could be concluded that the depletion of Cr due to the formation of nitrides and carbides did not affect the corrosion resistance of the alloy because this alloy still could form protective scales after extensive formation of nitrides as shown in the outer part of the tube. Also, as far as the protective scale did not spall, the alloy seemed protective for a long time. Consequently, the spalling of the oxide layers is thought to be the most significant factor for the perforation of radiant tubes from the inside because there was a heavy scale deposit. It has been known that spalling induces rapid degradation of alloy. The spalling of oxide layers could be induced due to a thermal cyclic effect of a flame end. The thermal cyclic effect induced stresses at a scale/metal interface due to different thermal expansion coefficients. It has been known that
there are substantial thermal cycles at the flame end. This induces the thermal cyclic effect of metals. The thermal cyclic effect is well shown by 1 When S. Dils and Follansbee. D.(standard deviation) of a thermal cycle of flame is 139° C, the resultant S. D. of metal thermal fluctuation is 1.9° C for a FeCrAlY component. Generally, typical 2xS.D. of metal temperature cycle is ±5.6° C They showed that this kind of thermal cycles induced severe oxidation. In the radiant tube, a thermal cycle of flame was about 1300±100° C. We expected that this thermal cycle certainly induced severe oxidation when the flame hit the radiant tubes. According to the literature, there were carbur izat ion and sulfidation 2 5 processes at radiant tubes. " However, no evidence of severe carburization and sulfidation showed in this study. In Fig. 4, there was a trace of sulfur at the corrosion front. In the literature, sulfide formation was possible at the corrosion front 6 7 where P o 2 was low. ' However, rapid corrosion phenomenon due to sulfidation was possible when formation of liquid phase or substantial cation diffusion through sulfides or substantial removal of protective elements from scales
131
occurred. Since the amount of sulfides
important
observed in Fig. 4 appeared very small
of
for
possible
the
thought
above
mechanisms,
it
was
that rapid degradation due to checking
the possibility
of
vaporization Cr2C>3 via CrOß (g) , it was concluded
that
vaporization known
that
highly The
of
chromia
volatile
Cr
from
there
content
total
was
metal
forms
(0^03)
Cr0 3 of
little
It has been
(^203.
above
the
a
900o
scale
weight
radiant
was
C.
8
deposit
for
the
tubes.
perforation
Though
degradation
(vaporization
Cr 203,
of
nitridation,
sulfidation was not likely. After
the
factors
carburization)
a few modes
internal
sulfidation, were
and
discussed,
these
modes of degradation were not thought to be likely.
To elongate the life of
the radiant tubes, the repositioning of the
burners
and
adding
some
oxygen
active elements to the alloys could be used.
compared
with the Cr content of the alloy.(Table
ACKNOWLEDGEMENT
4)
Authors would like to thank Pohang Iron
The result showed that Cr remained
mostly in the deposit.
This indicated
that there was little vaporization of
and
Steel
Company,
Ltd.
(POSCO)
for
providing a funding for this research.
the chromium oxide in this case. As
a
summary,
the
severe
local
degradation sequence was thought to be as follows.
REFERENCES
In the beginning of the 1.
R. P. Dils and P. S. Follansbee, Corrosion, 33 (1977) 385.
2.
S. S. Pani, et al., Tool and Alloy Steels, 18 (1984) 117.
3.
Metals Hand Book, 9th Vol. 11, (1986) 292.
4.
B. S. Starokozhev, Met. Sei. Heat Treat (USSR) 22, (1980) 661.
alloying elements.
5.
G. A. Slisarenko, Met. Sei. Heat Treat. (USSR), 27 (1985) 324.
4. CONCLUDING REMARKS AND FUTURE WORK.
6.
P. Singh and N. Birks, Oxidation of Metals, 19, (1983) 37.
7.
F. S. Pettit, et al., Corrosion Science, 9 (1969) 903.
8.
N. Birks and G. H. Meier, Introduction to High Temperature Oxidation of Metals, (Edward Arnold Ltd., 1983) 80.
operation, a protective oxide layer may have
formed.
But
due
to
highest
temperature and high thermal cycles at the end of the flame, the scale spalled continuously. spalling,
the
protective spalled
In
alloy
scales. scale
this
degradation discussed.
After no As
a
longer a
contained
paper,
the
of
radiant
the The
number
formed
result, most
severe
highest
of a of
local
tubes
was
temperaure
exposure and spalling of scales due to the thermal cyclic effect of the flame end were thought to be the most
Edition,
This page intentionally left blank
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
INTERNAL ΝI TRI DAT I ON OF N i - C r - A I
R. P. RUBLY*
and
*AIIied-Signal CA, 9 0 5 0 9 - 2 9 6 0 , **Materials
133
ALLOYS
D. L DOUGLASS**
Aerospace
Co., Ai Research,
Los A n g e l e s
Division,
Torrance,
USA.
Science
and E n g i n e e r i n g
Department,UCLA,Los
Angeles,
CA, 9 0 0 2 4 - 1 5 9 5 ,
USA.
The internal nitridation of Ni-10Cr-5AI and Ni-20Cr-5AI alloys was studied over the range of 700-900'C in ammoniahydrogen mixtures. The reaction kinetics followed the parabolic rate law. There appeared to be a two-stage process in which initial rapid kinetics were followed by slower kinetics. Activation energies for the rate constants were 50.3 and 42.5 Kcal.mol for Ni-10Cr5AI and Ni-20Cr-5AI, respectively. Both CrN and AIN formed at 800 and 900*C, whereas only CrN formed at 700'C. No C ^ N formed under any conditions. The precipitates were extremely fine at 7 0 0 Ό but increased markedly in size with increasing temperature. The precipitate number density and size varied with position within the reaction zone, the density decreasing with distance from the surface, and the size increasing with distance.
CrN tended to form small spheroidal particles near the surface, whereas AIN formed Widmanstätten
plates and/or blocky particles away from the surface toward the reaction front.
The morphology of AIN was checked by
nitridation of Ni-5AI at 900'C for 48 hours. Ni-rich surface protrusions formed in all cases, the size and number density of the protrusions increasing with increasing alloy content and time. The formation of the protrusions is attributed to stresses induced by the volume change due to precipitation, which in turn causes pipe-diffusion-controlled creep as a stress-relief mechanism. This mechanism, suggested by Guruswamy, et al, results in nodule formation on the surface. Results are compared to previous work on internal nitridation of Ni-Cr binary alloys and to the internal oxidation/external oxidation transition of these same alloys. In general, higher solute concentrations are required for the transition during nitriding compared to oxidation. Reasons for this behavior are discussed.
1.
INTRODUCTION
Although nitridation of steels has been commercially
nitridation has involved iron-base alloys, whereas very little
utilized for about 100 years, the phenomenon of internal
work has been reported on nickel-base alloys. In general, internal
nitridation has been studied very sparsely compared to internal
nitridation rates are considerably less in nickel-base alloys
oxidation. Furthermore, the major emphasis in studies of internal
compared to iron-base alloys due to the much lower nitrogen
134
solubility and diffusivity in nickel. The present authors recently
to the test samples.
reported work on the internal nitridation of Ni-Cr binary alloysC).
Bottled commercial-purity gases were used for nitriding
The work reported here concerns internal nitridation in Ni-Cr-AI
and for purging the system before and after nitriding runs.
alloys in which both Cr and Al form stable nitrides. In addition,
Nitriding was performed using an ammonia/hydrogen mixture
one binary Ni-AI alloy (5 w/o Al) was investigated at one
while purging was performed using pure nitrogen. Gas flow rates
temperature to discern the nature of AIN formed during internal
and mixtures were controlled using independent flow meters. A
nitriding. The main thrust of the research was to determine the
total gas flow rate of 200 ml/miη was used for nitriding.
kinetics of the reaction and to study the morphology of
composition of the nitriding gas for all runs was 10% ammonia
precipitates forming within the reaction zone.
(by volume).
It was of interest
In order to minimize oxygen and moisture contamination
also to compare the nitriding behavior to internal oxidation and to
within the system, all gasses were purified before introduction
discern the nature of the observed differences.
into the reaction tube. 2.
The
packed
EXPERIMENTAL PROCEDURES
with Drierite
Nitrogen was passed through a tube desiccant.
Ammonia was
passed
successively through potassium hydroxide, calcium oxide and
Sample Preparation Samples were obtained from an earlier investigation and were in the form of arc-melted buttons. All samples were in the
Drierite. Hydrogen was passed successively through an oxygen getter containing titanium shavings at 700'C and Drierite. Test samples were suspended on a platinum wire
solution-annealed condition. Small slices (approximately 1.5 χ 1.0 cm) were removed
attached to a magnet and lowered into the top of the reaction
The samples were
tube. The magnet and wire were held in place using a second
ground through 600 grit paper, polished with 6-micron diamond
magnet on the outside of the tube. A small crucible, containing
paste, ultrasonically cleaned in methanol, rinsed in acetone, and
approximately 1 gram of polyvinyl chloride (PVC) powder to act
blown dry immediately prior to nitriding.
as a fluxing agent, was also attached to the wire just below the
Test Apparatus and Procedures
samples.
from the buttons (1.0 to 2.0 mm thick).
Nitriding experiments were performed using a laboratory 2
After sealing the tube, the system was purged with
nitrogen, evacuated with a roughing pump, purged with nitrogen
nitriding system described by Chen and Douglass.* ) The system
again, and evacuated a second time. The tube was then purged
consists of a quartz reaction tube, the center portion of which
with the ammonia/hydrogen
passes through a tube furnace.
Following the purging cycles, the inlet and exhaust ports were
The tube and furnace are
gas mixture for 30 minutes.
oriented in the vertical position. The nitriding or purging gases
closed, and the samples and crucible were lowered to an
enter the bottom of the reaction tube, flow up through the tube,
intermediate position at which point the PVC was volatized.
and are exhausted at the top end. Temperature
The samples were held in the PVC vapor for 10 minutes.
measurement
The
was accomplished using a thermocouple placed within the
PVC
reaction tube in the hot zone of the furnace immediately adjacent
mixture introduced, and the samples were lowered into the hot
vapor was then exhausted, the
ammonia/hydrogen
135
zone of the furnace commencing the nitriding run.
typically observed below the Widmanstätten structure. In some
Sample Characterization After nitriding, a portion of each sample was removed and prepared for metallographic examination.
Optical and
scanning electron microscopy (SEM) were used for evaluation. Semiquantitative chemical evaluation was performed using energy dispersive x-ray (EDX)
analysis.
Microhardness
traverses, using a Vickers indentor, were performed across the nitrided regions on representative samples.
X-ray diffraction
(XRD), using copper Κ α radiation, was performed to identify nitrides on the exposed surfaces and within the samples using a step-grinding procedure.
3.
RESULTS
Microstructure: Ni-10Cr-5AI Micrographs of cross-sections of internally-nitrided zones in Ni-10Cr-5AI samples nitrided at 700,800 and 900'C are shown in Figs. 1 & 2.
XRD scans identified both CrN and AIN in
representative samples for the 800 and 900°C exposures, whereas only CrN was detected at 700'C. e
The 900 C samples exhibited a relatively coarse Widmanstätten structure composed of discrete, plate-like precipitates.
A secondary dispersion of smaller, irregularly-
shaped precipitates was observed interspersed within the Widmanstätten structure to a depth of approximately 2/3 the depth of the plate-like precipitates.
In some areas, the
Widmanstätten structure gave way to a very coarse dispersion of large blocky precipitates. The plate-like precipitates extended inward in a direction generally normal to the exposed surface, and tended to exist in colonies of parallel plates with one or two preferred orientations evident within most colonies. The large, blocky precipitates were
Fig. 1.
Microstructure of internal-nitridation zone in Ni-10Cr-5AI nitrided 96 hours at various temperatures.
136
TABLE I Matrix Alloy Compositions: Ni-10Cr-5AI Composition,
Area
Al
Shallow (1) Deep (2) Below Reaction-front Base Alloy (4)
1.0 0.1 3.0 3.2
(1 ) Fig. 2.
Variation of precipitate morphology in Ni-10Cr-5AI (2)
nitrided at 900*C for 48 hours.
(3) (4)
(2)
w/p
Cr 28 9.5 9.4 9.6
Ni 962 90.5 87.6 872
Shallow region of internally-nitrided zone where both CrN and AIN formed. Deep region of internally-nitrided zone where only AIN formed. Base alloy just below reaction-front. Base alloy well below reaction-front.
areas, the blocky precipitates were observed at shallower depths, but always in the absence of the plate-like precipitates. EDX analysis indicated the plate-like and the blocky
For the 800'C samples, the internally-nitrided zones were similar but much more finely dispersed as compared to the
precipitates to be rich in aluminum, while the interspersed
900'C samples.
precipitates were found to be rich in chromium. These results
observed, however the individual precipitates were much smaller
are in agreement with the observations from back-scattered-
and the dispersion much finer. The plate-like precipitates were
electron (BSE) images. As previously noted, XRD indicated the
visible only in the deeper regions of the internally-nitrided zones.
presence of CrN and AIN on representative samples.
The shallower regions consisted of a fine, unresolved dispersion.
The
Discrete, plate-like AIN precipitates were
metallographic observations combined with the EDX and XRD
The 800'C samples were found to have a dual-layer
results indicate the plate-like and the blocky precipitates to be
appearance in some areas, especially for the 24-hour exposure
AIN, and the interspersed rounded precipitates to be CrN.
sample as shown in Fig. 3. The dual-layer structure appears to
Additional EDX evaluation was performed on the matrix alloy within and just below the internally-nitrided zone.
be due to the formation of both AIN and CrN.
Visual
Results
observations indicated the inner layer to consist primarily of AIN.
are shown in Table I. The composition of the base alloy was
The outer layer was not resolvable microscopically, but XRD
found to be close to the normal Ni-10Cr-5AI composition. Within
results indicated both AIN and CrN on and just below the
the internally-nitrided zone in the area where both CrN and AIN were present, the matrix was completely denuded of aluminum and partially denuded of chromium. In the deeper region where only AIN formed, the matrix was again completely denuded of aluminum, but there was no measurable chromium depletion.
exposed surface. EDX analyses were performed on the two layers.
Due to the fine nature of the dispersions, it was not
possible to analyze individual precipitates, so area scans were made in both layers.
Results of the area scans indicated the
overall compositions to be nearly the same as the base alloy
137
temperature. EDX analysis indicated the surface protrusions to be rich in nickel with only minimal indication of chromium and aluminum.
For the 900'C samples, a thin external layer was
observed also along the exposed surfaces, including the protrusions. Windowless EDX analysis was used to evaluate the protrusions and the thin external layer. This technique has the capability to qualitatively identify low-atomic-number elements including nitrogen and oxygen. The outer layer was found to have a significant oxygen peak indicating the layer to apparently be an oxide. The protruded nodule below the layer was rich in nickel but showed no indication of oxygen or nitrogen. Standard Fig. 3.
Dual-layer nature of internal-nitridation zones of Ni1 0 O 5 A I nitrtided for 24 hours at 800'C.
EDX analyses of typical protruding nodules confirm the composition of the nodules to be essentially pure nickel and the
outer layer to be rich in nickel with a
slight
chromium content (on
the order of 10 wt%).
composition in both of the layers. For the 700'C samples, the internally-nitrided zones
Microstructure: Ni-20Cr-5AI
consisted of a very uniform, featureless dispersion. Individual
Typical photomicrographs of cross-sections through the
plate-like precipitates were barely resolvable in the deepest
internally-nitrided zones for the Ni-20Cr-5AI samples nitrided at
areas.
XRD scans on the exposed surfaces and after step-
700, 800 and 900'C are shown in Fig. 4. XRD scans identified
grinding on representative samples resulted in weak indications
both CrN and AIN in representative samples for 800 and 900'C
of CrN only. There was no indication of AIN on the surface or
exposures, but at 700'C only CrN was detected.
within the nitrided zones for any of the 700'C samples examined.
The general microstructural features for the Ni-20Cr-
Reaction-fronts for the Ni-10Cr-5AI samples nitrided at
5AI samples were found to be very similar to those for the Ni-
900'C were fairly planar in most areas.
The reaction-fronts
10Cr-5AI samples.
The internally-nitrided zones of the 900'C
were very uniform for the 700 and 800'C samples. There was
samples consisted of a Widmanstätten structure composed of
no evidence of intergranular nitride formation observed for any
large plate-like precipitates, a secondary dispersion of smaller
of the samples.
precipitates in the shallow regions, and a coarser dispersion of
For most of the Ni-10Cr-5AI samples, protrusions were
large, blocky precipitates in the deep regions.
observed along the exposed surfaces as can be seen in cross
The 800'C samples once again were seen to have a
section in Figs. 1-2. The protrusions tended to increase in size
dual-layer appearance similar to the Ni-10Cr-5AI samples. The
and in number density with increasing exposure time and
24-hour exposure sample had a distinct dual-layer appearance
138
Fig. 5.
Ni-20Cr-5AI nitrided for 24 hours at 800'C showing dual layers in the internal-nitridation zone.
The structure of the Ni-20Cr-5AI samples nitrided at 700'C consisted of a very uniform, unresolvable dispersion similar to that observed for all samples nitrided at 700'C.
XRD
indicated the presence of CrN only, both on the exposed surface and within the internally-nitrided zones. BSE imaging was again used to highlight contrast differences between the various phases in samples nitrided at 800 and 900'C.
As with the Ni-10Cr-5AI samples, the visual
observations from the BSE images, combined with EDX and XRD results, indicated the plate-like and the large blocky precipitates to be AIN, and the smaller, interspersed precipitates in the shallow regions of the internally-nitrided zones to be CrN. XRD scans through the internally-nitrided zones were Fig. 4.
Microstructure of internal-nitridation zones in Ni-20Cr5AI nitrided 96 hours at various temperatures.
again performed by step grinding. XRD scans of the as-exposed
surface and after very light grinding indicated the presence With
both
as shown in Fig. 5. The plate-like precipitates were visible in the
only CrN.
inner layer only.
detected, with the latter becoming more predominate with
The outer layer consisted of a very fine,
unresolved structure. As shown in Fig. 5, separation between the two layers was observed in some areas.
additional grinding,
of
CrN and AIN were
additional grinding steps. Energy dispersive x-ray maps of the internally-nitrided
139
zone for the sample nitrided at 900'C for 48 hours are shown in Fig. 6. The x-ray maps revealed a chromium-rich region along the exposed surface. Discrete chromium-rich areas were seen to extend from the exposed surface to a depth of approximately 1/2 of the internally-nitrided zone.
Aluminum-rich areas were
seen to extend from just below the exposed-surface to the reaction-front. Semiquantitative EDX results for the composition of the matrix alloy within and just below the internally-nitrided zone are shown in Table II. The results show that the composition of the base alloy is close to the nominal Ni-20Cr-5AI composition. Within the internally-nitrided zone, the matrix was completely denuded of aluminum and partially denuded of chromium in the shallower region where both AIN and CrN formed.
In the deeper region
where only AIN formed, the matrix was completely denuded of aluminum but was not depleted in chromium. Protrusions were observed again along the exposed surfaces of the Ni-20Cr-5AI samples, increasing in size and number with increasing alloy content. For the sample nitrided at
TABLE II Matrix Alloy Compositions: Ni-20Cr-5AI
Composition,
w/o
Area
Al
Cr
Ni
Shallow (1) Deep (2) Below Reaction-front (3) Base Alloy (4)
0.3 0.9 4.0 3.1
5.3 19.0 19.4 19.6
94.4 802 76.6 77.3
(1 ) (2) (3) (4)
Shallow region of internally-nitrided zone where both CrN and AIN formed. Deep region of internally-nitrided zone where only AIN formed. Base alloy just below reaction-front. Base alloy well below reaction-front.
Fig. 6.
EDX X-ray maps of Ni-20Cr-5AI nitrided for 48 hours at 900'C.
140
900'C for 96 hours, the surface protrusions formed a nearly continuous layer.
A thin external layer was observed also
similar to that observed on the Ni-10Cr-5AI sample nitrided at 900'C. The exposed surface of the sample nitrided at 900'C for 24 hours was examined in plan view in the SEM.
The surface
was found to be covered with a closely-packed array of rounded nodules as shown in Fig. 7.
EDX analysis was performed on
these nodules and compared with the underlying surface.
The
results indicated the nodules to be essentially pure nickel, while the composition of the underlying surface was found to be similar to the base-alloy composition.
Fig. 7.
SEM micrograph of nodules formed on the surface of Ni20Cr-5AI nitrided for 24 hours at 800'C.
Micrpstructure; Ni-SAI A single Ni-5AI sample was nitrided at 900'C for 48 hours to evaluate the characteristics of AIN formation in the absence of CrN. The internally-nitrided structure for this sample is shown in Fig. 8. The microstructure consisted of a relatively coarse dispersion of short, plate-like precipitates. In contrast to the AIN precipitates observed on the Ni-Cr-AI ternary alloys, which formed in parallel colonies oriented generally normal to the surface, the AIN precipitates for the binary alloy were randomly oriented with respect to the surface. The precipitates still had a plate-like morphology, but were short and wider than those observed in the ternary alloys. The exposed surface was again found to have a relatively dense distribution of protrusions.
Fig. 8.
Microstructure of Ni-5AI internally nitrided for 48 hours at 900'C.
Kinetics Kinetics plots, Figs. 9 and 10, are given in parabolic form, i.e., reaction zone thickness vs t
1 2/
for both ternary alloys at
positive values of the ordinate, whereas the 900'C curve for Ni-
three temperatures. The straight-line fit of the data shows that
10Cr-5AI extrapolates through a positive value on the abscissa.
the parabolic rate law was followed. However, none of the lines
The likely explanation for positive values of the ordinate is that
extrapolate through zero. All of the curves for Ni-10Cr-5AI and
a two-stage process occurred, involving a rapid initial stage
two for Ni-20Cr-5AI (700 an 800'C) extrapolate through some
followed by a slower second stage which is seen in Figs. 9 and
141
0 1
2
3
4
5
6
7
8
9
10
11
11 12
-9 -9.5 A
NÎ-20C
-10 CL
0 1
2 3 4 5 6 7 8 9 10 Exposure Time (square root hours)
11 12
Ο
-10.5
ο
20Cr-5Al
-11 A Fig. 9.
Parabolic plots of internal-nitride growth in Ni-10Cr-5AI
-11.5J
at various temperatures.
-12 0 1
2
3
4
5
6
7 8
9
10
9 10 1/T χ 10,000
11 12
11
Fig. 11. Arrhenius plot of internal-nitridation kinetics.
Microhardness 0 1
2 3 4 5 6 7 8 9 10 Exposure Time (square root hours)
11 12
Microhardness traverses of Ni-20Cr-5AI nitrided at three different temperatures are shown in Fig. 12. Several features of these plot are noteworthy.
First, there is no abrupt change in
hardness at the reaction fronts, the location of which are shown Fig. 10. Parabolic plots of internal-nitride growth in
by arrows on each plot. Second, the hardness is greater at the
Ni-20Cr-5AI at various temperatures.
10 for the times studied. The positive abscissa value is usually associated with an incubation period.
TABLE III Experimentally-Determined Activation Energies
The temperature dependence of the rate constants is shown in Fig. 11. This plot includes data for Ni-1 OCr and Ni1
Alloy
Q (kcal/mole 'Κ)
20Cr from previous work.( ) The rate of nitriding decreased, as
Ni-1 OCr
41.1
expected when 5% Al is added to the binary alloys. Activation
Ni-20Cr Ni-10Cr-5AI Ni-20Cr-5AI
27.4 50.3 42.5
energies for all four alloys are given in Table III.
142
desirable for abrasion resistance, then the Ni-20Cr-5AI alloy
700°C
nitrided at 7 0 0 Ό would provide the hardest case.
4.
DISCUSSION
Precipitate Morphology A marked difference existed in the morphologies of
Ο
10 20 30 40 50 60 70 80 90 100 Depth (microns)
precipitates formed in Ni-Cr binary alloys versus those found in Ni-Cr-AI ternary alloys. There was also a significant difference
800 700 ^600
I
800°C
between the morphology of AIN formed in Ni-5AI and that of CrN formed in either Ni-10Cr or Ni-20Cr.
CrN formed small
500
precipitates that were generally
spheroidal, or at
least
CO
S 400 200 100
approaching spheroids. On the other hand, AIN formed either Widmanstätten or blocky precipitates.
0
10 20 30 40 50 60 70 80 90 100 Oepth (microns)
Ternary alloys formed
both types of precipitates with the spheroidal CrN particles dominating near the surface, and the AIN platelets dominating near the reaction front. AIN is more stable thermodynamically
700 600 CO «500
900°C
within the reaction zone, and this was indeed the case.
υ
CO cu "§300 χο 200
100
than CrN, thus it is expected that AIN only would exist deep The
exterior portion of the zone, close to the surface, contained primarily CrN, whereas only AIN formed at the front.
40
60 80 100 Depth (microns)
120 140
The
shallow regions containing both CrN and AIN were exposed to a nitrogen activity sufficiently high to form both nitrides, but the lower nitrogen activity near the front was too low for CrN
Fig. 12. Microhardness profiles in Ni-20Cr-5AI nitrided for 96 hours at various temperatures. Arrows indicate the reaction fronts.
formation but still high enough for AIN to form. This effect was more noticeable in Ni-20Cr-5AI than in Ni-10Cr-5AI.
It is
apparent also that the alloy having 20Cr was very close to the critical value for the transition from internal nitridation to lower nitriding temperature and decreases significantly with
continuous-film formation, and the near-continuous nitride film
increasing nitriding temperature. Third, the hardness is greater
may inhibit nucleation of AIN which is known to have nucleation
in the alloy containing 20 wt% Cr compared to the 10-Cr alloy.
problems in Fe-base alloys, particularly at the lower
This is expected in view of the greater volume fraction of
temperatures.( )
precipitates in the higher-Cr alloy. If the high surface hardness is
3
143
There appeared to be two distinct morphologies for AIN:
large volume change associated with internal-oxide formation
Widmanstätten or blocky. However, these may very well be the
which in turn produced a stress gradient between the stress-free
same. If the Widmanstätten platelets are sectioned parallel to
surface and the reaction front. It was suggested that silver
the plane of the platelet rather than transversely, they will
transported to the surface by pipe-diffusion-controlled creep in
appear as blocky particles.
Thus the orientation of the
order to allow stress relief to occur. The nodules resulted from
precipitates with respect to the plane of polishing may determine
the excess silver arriving at the external surface. Nitridation
the appearance of the particles.
also results in a significant volume change which will create a
The precipitate size increased with increasing distance
stress gradient. Thus, Ni, the unnitrided element in the alloys,
from the surface, but the number density of particles decreased
diffuses to the surface via dislocation pipes.
with increasing distance. As noted in many other studies of
enables sufficient creep to occur so that the stress gradient is
internal oxidation and nitridation, this is consistent with
eliminated.
nucleation dominating near the surface and growth becoming
Kinetics
more important toward the reaction front. Nucleation of new particles depends on the degree of supersaturation in advance of
This process
The rate of thickening of the internal-reaction zone for 6
the limiting case of ΫΝ
is given by( )
(
Ν Β'
existing particles. This is determined by the relative magnitudes of nitrogen and solute fluxes. Near the surface, the nitrogen flux is high, and nucleation is relatively easy. As the front advances,
dt
=
the nitrogen flux decreases, and nucleation of new particles becomes increasingly difficult. Thus, growth of existing particles
where N ^ =
mole fraction of nitrogen at
becomes more favorable, resulting in larger, more-widely-spaced precipitates.
(1)
(0
2 v N B) t
the surface DN
=
diffusivity of nitrogen in the
t
=
time
ν
=
ratio of nitrogen to metal in
substrate
Surface Protrusions Nearly pure Ni surface nodules formed on all samples,
the nitride
increasing in size and density with increasing solute concentration and/or exposure time. Other investigators have
N
mole fraction of solute in the alloy
4
noted similar behavior. For example, Stott and Wood( ) noted
The parabolic rate constant, kp, is expressed as
nodules of nickel virtually depleted in solute during internal 5
oxidation of Ni-AI alloys. Guruswamy et al( ) found nodules of Ag on Ag-ln alloys after internal oxidation. The appearance of
S
kp
t
2NN( ) DN ν NB(°)
(2)
the protrusions on Ag-ln alloys was nearly identical to the
The temperature dependence of the Arrhenius plot can
protrusions observed as a result of internal nitridation in this
be attributed to two factors-the variation of nitrogen solubility
study. Guruswamy et al attributed the nodule formation to a
with temperature and the temperature variation of the nitrogen
144
diffusivity. The solubility of nitrogen in Ni is reportedly very small and shows little variation.with temperature. Wriedt and 7
TABLE IV Comparison of Some Diffusivities of Interstitial Elements
Gonzalez* ) measured nitrogen solubilities in Fe-Ni alloys ranging 2
Diffusion Coefficient, cm /sec
from pure Fe to pure Ni. The very low solubilities in high-Ni alloys is within the range of experimental scatter, but if data for
Ν in Fe-20Ni (Ref8)
T.'C
Ν in Ni-Alloys (This Studvl
700
9.5x10-^xlO"
have a decreasing solubility of nitrogen with increasing
800
3.2x10-β-δ,δχΙΟ-
temperature, whereas Ni-rich alloys show increasing solubilities
900
1.4x10- -4.Ox1O"
more dilute alloys are considered, it is seen that Fe-rich alloys
8
8
1.17X10"
8 7
8
3.86X10" 7
7
1.4x10"
Oin Ni (Ref 12)
Cin Ni (Ref 9) 9
3.19x10"
8
1.47Χ10"
7
0.55X10
11
7.48x10'
10
5.05x10"
9
2.38x10"
with increasing temperature. The temperature dependence is quite small, about 3 Kcal/mol for Fe-40Ni. No diffusivity data of nitrogen in Ni are available,
attributed to the plate-like morphology of AI2O3 precipitates
however some approximations can be obtained from the values
which enabled boundary diffusion to occur between the particles
of the N n D n product and of N n mentioned above. The lowest
and the matrix.
value of N n reported by Wriedt and Gonzalez for nearly pure
An Arrhenius plot of log N n D n and N q D o obtained from
nickel is 0.0001. Using this figure, one obtains Dn values ranging
internal nitridation, internal oxidation, and No Do values
9
8
8
8
from 9.5 χ 10' to 2.3 χ 10" at 700'C, 3.2 χ 10' to 8.5 χ 10" at 7
7
calculated from solubility and diffusivity data in the literature is
800'C, and 1.4 χ 10* to 4.0 χ 1 0 at 900'C, depending upon the
given in Fig. 13.
particular alloy. Comparison of these results with other relevant
permeabilities for nitriding are significantly greater that those for
data is shown in Table IV. The values obtained from the N n D n
internal oxidation, even though rapid interfacial diffusion of
8
product compare very closely to nitrogen diffusion in Fe-20Ni( ) 9
Several features are obvious.
First, the
oxygen in Ni-AI alloys is reportedly orders of magnitude greater 10
and for carbon diffusion in nickel.* ) The lattice parameter of Fe-
than lattice diffusion.* ) Second, there was little difference
20Ni is about 1.7% larger than that of pure nickel, thus it is
between the various alloys for internal nitridation with the
expected that nitrogen diffusion in Fe-20Ni should be slightly
exception of Ni-10Cr-5AI which appears to have lower
faster than in pure nickel due to the larger interstitial sites. On
permeabilities at all temperatures. On the other hand, the alloy
the other hand, nitrogen is slightly smaller than carbon, thus the
with 5AI but a higher Cr content, Ni-20Cr-5AI, appeared to have
diffusivity of nitrogen should be slightly higher than carbon.
permeabilities about the same as the binary Ni-Cr alloys except
It is interesting to compare values of N n D n to NoDo in 1011
for the datum point at 800'C.
Third, although only one
Ni-base alloys. Stott and co-workers* ' ) have studied internal
temperature was studied, NÎ-5AI had a slightly lower
oxidation in various Ni-base alloys, including Ni-AI alloys. There
permeability for nitrogen than for oxygen at 900'C. Although
was virtually no difference (with one exception) in their values
AIN formed as Widmanstätten platelets in all cases which were
of No Do among the various alloys, the exception being that
very similar to those formed during internal oxidation, the
much larger values were found in Ni-AI alloys.
presence of the interfaces apparently did not result in enhanced
This was
145
Temp.
10
" ' V
(°C)
fastest and the largest species slowest. This same behavior
—
Ni-20Cr-5A ! (int. nitrd. ) :
was noted between carbon and oxygen in FCC γ-Fe as reported
V
13
by Hauffe.( ) The only explanation, which is unsubstantiated, is that oxygen is trapped in the FCC lattices of Fe and Ni. Transition from Internal reaction to Continuous-Film Formation It was observed previously^) that much higher solute levels appeared necessary for continuous films to form during nitriding than during oxidation. The critical mole fraction of Cr, Ncn to form CrN on Ni-Cr alloys is between 0.3 and 0.4, whereas the amount required to form
&2Ο3
during oxidation is
about 0.15, depending upon temperature and oxygen pressure. -j 8.0
,
9.0
1/T x10
Fig.
13.
1
,
4
1
1 10.0
1 11.0
(Ί/Κ)
Arrhenius plot of permeabilities,
NnDn
Oxidation in air of the two ternary alloys reported in this study resulted in continuous-film formation, as seen in Fig. 14. The
and
NoDq
difference in the values of Ncr for oxidation and nitridation is
determined from internal nitridation, internal oxidation,
attributed to the large difference in the permeabilities as already
and measured values for oxygen.
noted. Wagner proposed( ) that the transition occurs from
14
internal to external oxidation when the solute concentration is interfacial diffusion during internal nitriding, unlike the behavior
sufficient to form some critical volume of oxide particles at the
noted in internal oxidation.
reaction front. Assuming that diffusion of the oxidant in the
On the basis of permeabilities it is not surprising that
oxide particles is slow compared to diffusion in the matrix, one
internal nitridation in Ni-base alloys is more rapid than internal
concludes that diffusion can occur only in the channels between
oxidation. What is surprising, however is the much higher
particles. Growth of particles at the reaction front can proceed
permeability of nitrogen compared to oxygen. It appears that
by sidewise growth, or new particles may nucleate. Sidewise
the oxygen solubility is slightly higher than the nitrogen solubility
growth of the particles would favor continuous-film formation,
12
on the basis of Park and Alstetter's results( ) and those
whereas rapid diffusion of the oxidant between the particles
mentioned previously by Wriedt and Gonzalez.^) Thus, the
would cause supersaturation in advance of the front and
diffusivity of nitrogen appears to be nearly two orders of
nucleation of new particles. Thus rapid diffusion of the oxidant
magnitude greater than that of oxygen, as noted in Table IV.
favors formation of new particles, but slower diffusion of the
The diffusivity of carbon in nickel is likewise nearly two orders
oxidant enables sidewise growth of existing particles to occur.
of magnitude greater than that of oxygen. The respective
Because nitrogen diffusion in Ni and Ni-base alloys is so much
atomic radii of carbon, nitrogen, and oxygen are 0.77, 0..70, and
more rapid than oxygen diffusion, a higher concentration of
0.61 Â. It is expected that the smallest species would diffuse
solute is necessary to achieve the critical particles density for
146
continuous-film formation.
4
WagnerO ) also notes that if the
10.
F. H. Stott, G. C. Wood, D. P. Whittle, B. D. Bastow, Y. Shida and A. Martinez-Villafane, Solid State Ionics, iZ (1984) 365.
11.
F. H. Stott, A. Martinez-Villafane and G. C. Wood, Proceedings, Internal Congress on Metallic Corrosion, Toronto 1984, National Reserach Council of Canada, Vol. Ill, 317.
12.
Jong-Wan Park and Carl J. Alstetter, Met. Trans A, 18A (1987) 43.
13.
K. Hauffe, Oxidation of Metals. Plenum Press, N.Y., (1965) 45.
14.
Carl Wagner, Corr. Sei., 5, (1965) 751.
oxygen diffusivity is decreased (low partial pressure of O2 for Ag-ln alloys), the outward diffusion of solute becomes significant and leads to a higher particle density and easier transition from internal oxidation to continuous-film formation. Rapid diffusion of the oxidant inward causes precipitation of the solute before it (a much slower diffuser than the oxidant) can diffuse outward. In some respects, the slower diffusivity of an oxidant is analagous to "internal gettering" proposed by Wagner to explain continuousfilm formation on ternary alloys in which the concentration of the first solute is less than the critical value for transition. The second solute, which must have an intermediate affinity for oxygen to that of the first solute and the solvent, forms its oxide which reduces the oxidant level sufficiently so that the first solute may form its own oxide.
REFERENCES 1.
R. P. Rubly and D. L. Douglass, Internal Nitridation of Ni-Cr Alloys, Oxid. Met., 35, (1991) 269.
2
I. Chen and D. L. Douglass, The Internal-Nitriding Behavior of 310 Stainless Steel with and without Al and Ti Additions," Oxid. Met., 34, (1990) 473.
3.
Η. H. Podgurski and Η. E. Knechtel, Trans. Met. Soc. AIME, 245, (1969)1595.
4.
F. H. Stott and G. C. Wood, Mat. Sei. and Tech., 4, (1988)1072.
5.
S. Guruswamy, S. M. Park, J. P. Hirth and R. A. Rapp, Oxid. Met., 25, (1986) 77.
a
R. A. Rapp, Corrosion, 21, (1965) 382.
7.
H. A. Wriedt and 0. D. Gonzalez, Trans., AIME, 221 (1961)532.
a
H. J. Grabke and Ε. M. Peterson, Scripta Met., 12 (1978) 1111.
9.
P. L. Gruzin, Y. A. Polikarpov and G. B. Federov, Fiz. Metal, i Metalloved., 4 (1) (1957) 94.
Fig. 14. Microstructure of scales formed during oxidation of Ni10Cr-5AI and Ni-20Cr05AI for 48 hours at 900'C, showing continuous scales and no internal oxidation.
High Temperature Corrosion of Advanced Materials and Protective Coatings Y. Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
147
INTERNAL BROMINE CORROSION OF DILUTE Ni-Cr ALLOYS
BULENT ONAY , YASUTOSHI SAITO
and
TOORU ATAKE
Research L a b o r a t o r y o f Engineering Materials, Tokyo I n s t i t u t e o f Technology, 4259 N a g a t s u t a , M i d o r i - k u , Yokohama 227, Japan. * »Research L a b o r a t o r y f o r Nuclear Reactors, Tokyo Institute o f Technology, 2-12-1 O-okayama, Meguro-ku, T o k y o 152, Japan.
In o r d e r t o g e n e r a t e b o t h b a s i c and e n g i n e e r i n g d a t a o n bromine corrosion of a l l o y s at e l e v a t e d t e m p e r a t u r e s , internal bromidation of Ni alloys containing 1 and 5 mass % Cr was s t u d i e d . A t 1073 K, u n i f o r m r e a c t i o n z o n e s w e r e o b s e r v e d i n Ni-5Cr a l l o y s , whereas g r a i n b o u n d a r y precipitates f o r m e d in N i - l C r a l l o y s . The b r o m i n e p e r m e a b i l i t y p r o d u c t c a l c u l a t e d was in t h e same o r d e r as t h o s e reported f o r f l u o r i n e and c h l o r i n e in t h e l i t e r a t u r e . This r e s u l t suggested that bromine diffuses substitutional^ in N i - C r a l l o y s due to its relatively larger atomic s i z e . The results also provided evidence that engineering a l l o y s used at elevated temperatures in bromine-containing gaseous environments may suffer from intergranular corrosion.
1. INTRODUCTION
Furthermore,
Recently, research
a
University
group
has
thermochemical and
Oxygen
chemical
reactions oxides
and
bromides
containing
bromide
and
must by
resist the
data alloys are
corrosion
the
in
halogen
temperatures.
Because
as of
Fe-base authors'
has
not
that some
in
been
conducted
on
very
*Present address: T e c h n o l o g y , 2-12-1
in
studied
as
a
research
corrosion
has
of
on
been
the
dilute
of
elevated
In
of Ni-
initiated this
Internal
Ni-Cr
in
paper, bromine
alloys
are
presented.
in
EXPERIMENTAL PROCEDURE Internal
conducted
fluorine-
containing
studies
has have
corrosion
alloys.
2.
Although
environments
bromine
Fe-base
alloys
oxygen.
few
behavior at
purposes,
laboratory.
and
temperature
been
alloys
corrosion
are are
interpretation
bromine
obtained
metals
corrosion
alloys
bromine
however,
service
the
the
results
the
to
in
data,
the
these on
and
reliable
engineering
investigated,
and
high
For project
of
caused
be
diffusion
during
reactor
atmospheres
been
Ni-
gas
a
bromine-containing
chlorine-containing
common
alloys
related
Such
for
prediction
the
may
and
and
1
environment,
However,
necessary
Hydrogen
data
available.
iron
engineering
gases
corrosion
that
corrosion
of
extensively
for
solubility not
via
of
required.
corrosion
and
materials
process
for
produce
under
vapor.
a
water
Bromine,
water
constructional
to from
between
mixture
Tokyo
proposed
process
Hydrogen
calcium
of
of
samples
corrosion using 1
was
sealing
in
5
cut
electropolished sample
Ni-Cr
and
were
binary
mass from
quartz
Research Laboratory for Nuclear Reactors, O - o k a y a m a , M e g u r o - k u , T o k y o 152, J a p a n .
with
%
were alloys
Cr.
Small
annealed
sheets.
cleaned a
experiments
and
Each
alloy
acetone
before
tube
Tokyo
with
a
mixture
Institute
of
148
of Ni and
NiBr 2 powders. The
prepared
in
a
high-purity bromides quartz argon
argon
are
tube and
flushed
period
test,
was
filled
because
with metal
hygroscopic. with
The
high-purity
Upon
in a preheated
predetermined
and
Figure
experiments.
2 shows
zone
developed
1073K
after
21
the Ni-NiBro
the in
internal
a
hours
Ni-5Cr of
corrosion alloy
reaction
at with
pack.
for
a
of time. Following
analyses
optical
internal corrosion
sealing, it furnace
microstructural
compositional using
gas
very
was
mixture
box
evacuated.
was placed the
glove
were
and
performed
scanning
by
electron
microscopes. This
"Rhines
pack"-type
was used to generate in
the
tube
bromine alloy
to
arrangement
a bromine
sufficient
react
with
constituent;
the
less
chromium,
forming a chemical c o m p o u n d the base
activity
enough
for noble
without
(scale) with
metal.
3. RESULTS Figure 1 shows a
typical
Ni-Cr
the microstructure alloy
sample
used
of for
the experiments.
FIGURE 2 (A) Microstructure of a Ni-5Cr alloy sample reacted with the Ni-NiBr« mixture for 21 hours at 1073 Κ, (B) ^different area from the same sample. The precipitates were observed non-spherical. to be
higher
Their
close
density
to
surface.
Relatively
continious
precipitates
The sample
Fig. 2, a continious
along visible was
upon
light
single-phase
second-phase
large and
grains etching. did
not
precipitates
which The
were
to
grain
were
metallic
over
any
reaction
with
the
kind of a layer was observed
the
alloy
and
observed
boundaries. As
the
alloy
larger,
observed
alloy
contain
prior
alloy
to be found
the original
FIGURE 1 Microstructure of a Ni-5Cr alloy sample before the internal corrosion experiment. (Etched) had
was
seen
layer
sample
Ni-NiBr2
after
pack. for
in was
This
all the
149
Ni-5Cr samples used
in this study. Parts
of
deformed
this
away
layer
from
before
were
the
the
samples
and
during
microscopical
broke
polishing
observation
(Fig.3). Figure
3 shows
morphology zone
of
the
developed
sample
after
both
the
internal
in a n o t h e r
50
extent
and
corrosion
Ni-5Cr
alloy
hours.
FIGURE 4 Grain boundary precipitate formed in the Ni-lCr sample at 1073 Κ after reaction with the Ni-NiBr2 mixture for 16 hours.
FIGURE 3 Microstructure of a Ni-5Cr alloy reacted with the Ni-NiBr 0 mixture Δ hours at 1073 Κ. The was
morphology
observed
observed times.
for
to
samples
However,
precipitates deep
in
sample.
this
lower
Cr
%),
be
significantly
samples, alloy
large
grain
Figures
4
grain
boundary reaction scans
The
both
obtained
bromine
precipitate
was
at
(Fig.
and
with
found
formed
along
1073
shown of
in the
increased K.
one the
chromium
5 B,C).
to
these
amount
from
of
In
precipitates time
higher
samples
as
larger precipitates s h o w e d of
was
different.
5.
the
original
morphology
zone
precipitates
with line
alloy
boundaries
and
of
the
alloy
that
shorter
amount
the
the internal corrosion
to
for
from
the
of the
(1 mass
precipitates
reacted
the
into
case
the
similar
extending
surface
In the
of be
sample for 50
X-ray of
the
presence in
the
FIGURE 5 ( A ) Grain boundary precipitates formed in the N i - l C r sample at 1073 Κ after reaction with the N i - N i B r 2 mixture for 25 hours. X-ray line scans across a precipitate; ( B ) for Cr, ( C ) for Br.
150
4. DISCUSSION Both
the
compositional samples
morphological analysis
yielded
this
study.
expected
the
reacted
evidence
internal bromidation in
of
of the
Such
a
and
for
the
alloys
used
result
was
thermodynamically.
For
the
reaction
alloy. This
dependency
related
the
to
diffusivity By
=
CrBr 2 (s)
(1)
bromine the zone
a function in
is
given
as:
the
that
necessary
AG°(
= RT lniaçj. . P , ^ )
1)
(2)
the
formation
of pure
activity. Equation to
give
N Cr
CrBr2
(2) can be
at
unit
rearranged
as:
is
f
fraction) of Y£
and
Cr
as
Br^
activity
NiBr2
pack,
about
5.7xl0"
6
alloy
equilibrium by
ppm).
Nçr with
By for
the Ni-
calculated
5.7
with
to react
the
Y C r( 2 . 7 ) ,
and ten
is (
mole
data '
established
Nçr
alloys
expected
in
(in
coefficient.
J/mole) p
taking
Ni-Cr
amount
available
A G ° ( 1 )( - 1 9 8 5 4 7 bromine
the
dissolved
the
and
where
is the activity
using
>
to
discussed 4 -6
internal
a
diffusion-
expressed
which
the
by
the
1 /2
5.7
ppm
are
to
form
higher
than
Therefore,
the
contained
this
critical
bromine-rich precipitates in the
s
_ exp( η
x
φ
b
Ν
δ χ
the
surface,
samples
the
reactive
precipitates
was
found of the
N°
B
fraction
nitrogen,
the
alloy
function
φ = D X/ D B of the
mole
like) dissolved
error
of the
the
1/2 θΓίοίηψ )
φ)
the
complementary
to be dependent on the Cr content
from
(5)
(oxygen,
is thermodynamical ly justified. H o w e v e r , the
conditions, the
calculated
2
is X
the
2-5,
Upon
equation
erf η
β χ Ρ( η
and
Figures
)
1/2 n°
as
in
time.
2 N
of
formation
the
diffusion
diffusion
be
internal
equation
much
study
can
the
dimensionless
oxygen
(t)
Fick's
η
parameter
Cr
this
and
of a
for the proper b o u n d a r y
oxidant
in
^he
the
(4)
depth
(^Q)
be
Therefore,
bromine
solving
alloys
morphology
is
be
(f|)
coefficient
Cr
observed
are
that
zone,
parameter,
where
amount.
the
for
( £ ) is the
oxidation
C r B r 2 precipitates in the alloy. The Niused
and
satisfy
relation
2 Nq
which
obtained
literature.
£ = 2 η (D 0 t )
where
as
system
process can
the
gaseous
be
parameters
alloys
controlled
of
the
may
showed of
kinetics
alloys
time, diffusivity for
alloy-gas
in the
Wagner oxidation
for
depth
alloy the
conditions
extensively
Ni-Cr
be and
in the sample
data
the experimental Ag°q|
in
of reaction
solubility
provided
to
solubility
later.
internal reaction
species B r 2 (g)
low
measuring
and
Çr (s) +
of
as discussed
is believed
very
in the mole
and
where
oxidant
and
alloy
erfc
erf is
function.
Dx
is the
DR
the
the
fraction
component,
error
of
bromine,
is
at of the the
Also,
diffusivity diffusivity
151
FIGURE 6 Concentration profiles for the oxidant, X, and the reactive alloy component, B, for internal reactions (after ref.4). Refer text for details. of
the
reactive
Equation
(5) can
special Figure For
(N
limiting
followed by the laser irradiation.
Electroplated Ni
80
The laser
irradiation is useful to convert the precursor Fe
films and fuse them with the alloy surface, though the power used here was too large to
ίΟ
60
form only the dispersed layer. Fused layer Alloy >
> 40
be distinguishable in the oxidation tests, as the structure and composition of the formed La(x2) Cr
20
layers were similar as described above.
The
performance of the layer was mainly dependent
(Ο
Ni
Β
on the number of imperfections. After the oxidation at 1000°C in a 0.20 atm
Ο
I
0
1 ι
ι
ι
1
ι
ι
50 Distance / μΐη
H 20 - a i r , the surface treated Type 430 specimens showed a very small mass gain and no accelerated oxidation, as shown in Fig. 8.
The mass
gain after 24.5 h is mostly due to an oxide nodFIGURE 6 Composition profiles in the depth direction cross section of Type 304 specimen (by XMA)
ule formed on a corner (Fig. 8(B)), and if this part is excluded the total mass gain is esti2
mated to be less than 2 g / m .
The mass gain was
so small that accurate oxidation curves were not obtained with the electric balance used. The oxide scale is composed of C r 20 3 and spinels (mostly MnCr2Ûi+) .
The apparent parabolic
oxidation rate constant for 8 h oxidized speci5 2
4
men (Fig. 8(A)) is about 3 χ 1 0 " g / ( m s ) whereas the initial rate constant for untreated speci3
2
men is about 4 χ 1 0 ~ g / ( m ^ s ) ^ : untreated Type 430 stainless steel shows accelerated oxidation after 76 min (average) and the mass gain exceeds 20 g/m
2
within 2 h , the formed oxides are FesOi^. 6
and F e C r 20 i + . When L a C r 0 3 has been coated on stainless steels by pyrolysis, decomposition of L a C r 0 3 is not observed by XRD even after prolonged oxidation tests'^, but here the results of XRD indi50 Distance / ym
FIGURE 7 Composition profiles in the depth direction cross section of Type 430 specimen (by XMA)
cate that a part of the dispersed L a C r 0 3 particles decompose slowly (Fig. 8 ) .
This seems un-
usual, since L a C r 0 3 is reported to be stable at least to the oxygen partial pressure, p n , of 7 1Q-I5pa m S 0 f a r> the decomposition mechanism is unknown, but it may occur through intermedi-
182
(1 cm / division) FIGURE 8 Surface photographs and XRD patterns for the surface treated Type 430 specimens after oxidation a t 1000°C in 0.20 atm H 20 - air. ate compounds which probably correspond to unidentified peaks in Fig. 8,
and eventually
L a 20 3
having different crystalline systems are formed. With the coated layer, there was no indication that La ions were in full play as reactive eleg ments , but the L a C r 0 3 layer functioned as a barrier hindering outward diffusion of metal ions and leading to a low oxidation rate"*: this is similar to the spontaneously formed protective C r 20 3 layer, though the L a C r 0 3 layer is much more protective. After 24.5 h oxidation at 1000°C in a 0.20 atm H 20 - air atmosphere, the composition profiles in the depth direction of the laser treated Type 430 specimen changed as shown in Fig. 9.
From
the mass gain, the thickness of the newly formed oxide layer should be no more than 1.5ym, but 50 Distance / μιη
it appears much thicker.
face roughness. FIGURE 9 Composition profiles in the depth direction cross section of the surface treated Type 430 specimen after oxidation a t 0.20 atm H 20 - air for 24.5 h (by XMA)
This must be attrib-
uted to the low resolution of XMA and the surIt can be observed that Cr is
concentrated in the outermost part and that it is followed by Cr depleted zone.
Small amounts
of Si and Mn also concentrate in the outermost
183
part.
There is a random Cr enrichment coupled
the additional effects of L a 20 3 particles form-
with Fe deficiency, indicating that internal
ed by the decomposition.
grain boundary oxidation is taking place.
however, reduces electric conductivity.
These
The decomposition, If con-
concentration profiles and oxidation behaviour
version of the precursor and sintering can be
are similar to those for the surface coated and
carried out at the very surface, the formed
oxidized specimens^.
L a C r 0 3 layer will not decompose during oxida-
The dispersion of L a C r 0 3
particles into the surface layer, however, is
tion.
more effective to improve oxidation resistance
tion condition used here was too powerful.
In this aspect, again, the laser irradia-
than surface coatings: this may be ascribed to
ditions which enable L a C r 0 3 to sinter at the
Con-
surface must be established. The results of cyclic oxidation at 1100°C for 60 min and cooling to room temperature in air are shown in Fig. 10.
The photographs were
taken after the final cycle for each specimen. With Type 304 specimens, excellent oxidation resistance was observed as shown in the photograph (A) which is well contrasted with the violent spalling of the blanV: specimen (B) . 1—I—I—I—I
I
I
I
I
I
Γ
The
final mass gain after 10 cycles was 3.2 g/m
2
(D)
which corresponds to the apparent parabolic oxi-
Type 430 blank
dation rate constant of 2.8 χ 1 0
-t L
2
g /(m^s) : this
value is extremely low for Type 304 stainless steel, even though the mass loss due to the sublimation of chromium species must be taken into account.
With Type 430 specimens, the mass gain
was much smaller than with the blank specimen, but fairly large due to pinhole imperfections at the surface and on the sides, as can be seen in
Type 430 treated
the photograph (C).
ß (C)
(A)
4. CONCLUDING REMARKS
Type 304 treated
The L a C r 0 3 particles dispersed alloy layers are formed by electrodeposition of LaOHCrO^
Type 304 blank
ηH20
films followed by laser irradiation, which enables the precursor films to convert to L a C r 0 3
Ο -150 (Β) J
I
I
I
I
I
5
I
I
L
10
Number of cycles
particles and to fuse with the alloy surface. It is obvious that the L a C r 0 3 particle dispersed alloy layer is very effective to improve oxidation resistance of alloys.
FIGURE 10 Results of cyclic oxidation test a t 1100°C for 6 0 m i η and cooling to room temperature in air (Photographs were taken after the final cycle for each specimen)
For high temperature
oxidation tests, however, the whole area of the specimen must be perfectly treated, since a single imperfection leads to large mass gains after prolonged oxidation.
A high yield of per-
184
Singhal (Electrochemical Society, Pennington, N. J., 1989).
fectly treated specimens has not been achieved by the present method.
This is mainly due to
(i) the difficulty of laser irradiation of the sides of thin specimens, and (iL) the ununiform-
2. H. Konno, M. Tokita, S. Kitazaki and R. Furuichi, J. Surf. Finish. Soc. Jpn., 40 (1989) 825.
ity of the precursor film created during handling and laser irradiation.
We believe it possi-
3. H. Konno, M. Tokita and R. Furuichi, J. Electrochem. S o c , 137 (1990) 361.
ble to overcome these technical problems. 4. M. Tokita, H. Konno and R. Furuichi, Ext. Abs. 82nd Ann. Meeting Surf. Finish. Soc. Jpn., (1990) 272.
ACKNOWLEDGEMENT A part of this work was carried out under the Visiting Researcher's Programme of the Institute for Materials Research, Tohoku University.
The
authors wish to express their appreciation to Prof. K. Hashimoto and Mr. T. Sato for their cooperation in the laser experiments.
5. H. Konno, S. Kitazaki and R. Furuichi, Boshoku Gijutsu (Corr. Engr.), 39 (1990) 544. 6. H. Konno, I. Saeki and R. Furuichi, Boshoku Gijutsu (Corr. Engr.), 37 (1988) 338. 7. T. Nakamura, G. Petzow and L. J. Gauckler, Mat. Res. Bull., 14 (1979) 649. 8.
REFERENCES 1.
Solid Oxide Fuel Cells, ed. S. C.
D. P. Whittle and J. Stringer, Phil. Trans. R. London, A295 (1980) 309.
HOT CORROSION OF ENGINEERING ALLOYS AND CORROSION OF NUCLEAR ENERGY - RELATED MATERIALS
This page intentionally left blank
High Temperature Corrosion of Advanced Materials and Protective Coatings Y. Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
187
THE ROLE OF APPLIED CREEP STRESS ON HOT CORROSION BEHAVIOR OF A NICKEL-BASE SUPERALLOY
Masayuki YOSHIBA Department of Mechanical Engineering, Faculty of Technology, Tokyo Metropolitan University 2 - 1 - 1 Fukazawa, Setagaya-ku, Tokyo 1 5 8 , Japan
In order to clarify the role of an applied creep stress on the hot corrosion behavior of nickelbase superalloys, the creep rupture tests were performed of the wrought nickel-base alloy 751 at 800°C in the hot corrosive environment simulated both by coating with a given amount of 9 0 % N a 2S 0 i + 10%NaCl synthetic salt mixture and by controlling the oxygen partial pressure ( p 0 2) of gaseous atmosphere in a wide range from 0 to 1 atm. The metallographic surface loss as a measure of a general corrosion was found to increase in accordance with a quasi-parabolic kinetics, independently of an applied stress. On the contrary, a preferential intergranular attack was much stimThen the simultaneous ulated under the creep stress, particularly in the higher p 0 2 atmospheres. action of an applied stress and the hot corrosion associated with high p 0 2 atmosphere tends to bring about the most significant reduction of the creep rupture life. From the metallographic examinations using a X-ray microanalysis, it was revealed that both a general corrosion and an intergranular attack propagate through an essentially similar reaction process of a successive sulfidation-oxidation mechanism. Furthermore an enhanced corrosion rate in the higher p 0 2 atmospheres should be attributed to a rapid propagation of the Ni-rich sulfides drived into an alloy interior by the following oxidation. An applied creep stress should play a primarily important role in developing an active short circuit path such as a microchannel or a crack along the grain boundary across the thick surface scale layer so as for a substantial amount of the corrosive species such as S and 0 to be introduced directly from the molten salt environment into an alloy interior by the manner different from a simple grain boundary diffusion.
1.
INTRODUCTION
degradation has been found to become more seri-
High temperature materials such as nickel-
ous in general in the case associated with a
base superalloys are usually subjected to the
localized attack, for instance with an inter-
simultaneous effect of both thermomechanical
granular penetration of sulfides followed by
damages due to creep and/or fatigue and thermo-
oxides, rather than a general corrosion-dominat-
chemical damages mainly due to hot corrosion.
ing case, depending strongly on the environ-
Thus it has been often pointed out that from a
mental conditions.
practical viewpoint the high temperature strength
Inversely, an applied stress also seems to
properties should be appropriately evaluated in
affect the hot corrosion behavior in the aspects
such aggressive environments together with in
of corrosion kinetics and morphologies, which in
the basic environments such as air, since an
turn brings about a change both in the lifetime,
interaction between the mechanical stress and
with a general importance for the life shorten-
corrosive environment is able to become a life
ing, and in the failure mode of the components.
limiting factor for the hot section components
However its phenomenology is hardly clarified
of various heat engines such as gas t u r b i n e s
1 - 6
.
consistently because of the variety and complex-
In fact many numbers of studies including a se-
ity of the affecting factors to be considered,
ries of the authors studies have been reported,
although several studies have been recently
referring to a significance of the corrosion-
carried o u t »
induced strength degradation, particularly in the 7
11
creep rupture p r o p e r t i e s " .
According to
these studies, a corrosion-induced
strength
12
1 3
.
In the present study, both kinetics and morphologies of hot corrosion were investigated mainly from a microstructural viewpoint for a
188
nickel-base superalloy simultaneously
sustaining
Table 1
Chemical composition of Inconel 751. (mass %)
a mechanical creep stress, and the role of the applied stress in the hot corrosion behavior was discussed.
C Si Mn Ni Cr Ti AI Fe Cu Nb+Ta 0.04 0.17 0.17 Bal. 15.42 2.14 1.03 7.87 0.11 0.99
2. MATERIAL AND EXPERIMENTAL PROCEDURES The wrought nickel-base superalloy Inconel 751 was used in this study. try is shown in Table 1.
This alloy chemisThis alloy is known
After the corrosion test, the metallographic examinations were made for both the cross- and longitudinal-sections of the ruptured specimens by means of an optical microscopy, a scanning
to be poor in the hot corrosion resistance be-
electron microscopy, and a X-ray microanalysis
cause of an insufficient Cr content of approxi-
(ΕΡΜΑ) with the careful preparation of specimens
mately 1 5 %
l i +1 6
~ .
Heat treatment adopted was
10
for an a n a l y s i s .
the simple solution and aging treatment as follows :
3. RESULTS
1200°Cx2h+WQ + 750°Cx24h+AC.
3.1. Hot corrosion kinetics
The smooth bar specimens with 5mm in a dia-
Figure 1 shows the hot corrosion kinetics in
meter and 30mm in a gage length were machined
terms of a surface loss at 800°C under different
from the heat-treated rods, and were emery-
levels of the creep stresses.
polished through 500 grit.
was determined from a metallographic measurement
Thereafter they
were cleaned ultrasonically in aceton. In order to simulate an actual hot corrosive
A surface loss
at the cross-sections of the ruptured specimens 9/
1 7
, and the testing time corresponds to the
environment in this laboratory test, the speci-
rupture time.
mens were coated with a given amount of the
with a creep deformation was negligible in this
A reduction of area associated
synthetic salt mixture composed of 90%Na2S0^-10%
study, since the tested alloy has ruptured in a
NaCl.
markedly brittle manner in hot corrosive environ-
The amount of salt precoated was 40 2
mg/cm , and the same amount of salt mixture was
ment with a rupture elongation less than 3% at
repeatedly coated at every 200h to keep a cor-
most.
rosive action for the prolonged test duration.
fairly large scatter bands, it can be seen that
Gas atmospheric condition also was controlled
Although the kinetics data are in the
a general corrosion tends to proceed in
by using different compositions of N2-O2 gas mixtures including pure N2 and O2 gases, because
S t r e s s X P, o
(MPa)\(atm)
it should be one of the important environment
250 200 150 100
factors affecting the hot corrosion behavior. Then the oxygen partial pressure (pÛ2) of gas
0 0.05 0.2
1
Ο Φ
m
φ-
•
•
3
Œ
Ψ τ
P o 2= 1 a t m
τ •
atmosphere was varied widely from 0 to 1 atm, under a given total pressure 1 atm, as follows: p 0 2 = 0, 0.05, 0.2, 1 atm A creep load was applied on the specimens
0.1 P o 2< 0 . 0 5 a t m
coated with salt mixture in the stress range of 100 to 250MPa, using the single lever type creep testing machines.
0.03
The hot corrosion test under
the applied stress was carried out at 800°C until the specimen is ruptured.
10
100 Time (h)
Fig. 1
1000
Hot corrosion kinetics in terms of a surface loss at 800°C.
189
accordance with a q u a s i - p a r a b o l i c r a t e l a w . Such a l a r g e data s c a t t e r
appears t o be a t t r i b -
uted p a r t l y t o the ununiformity of a g e n e r a l c o r r o s i o n through the specimen gage l e n g t h , d e pending on the s i t e of s e c t i o n i n g .
Furthermore
the c o r r o s i o n r a t e i s found t o depend on the pCh of the gas atmosphere; i n c r e a s i n g in the p Û 2 r e s u l t s in an enhanced surface l o s s , of an a p p l i e d s t r e s s .
regardless
Fig.
2
However the prolonged
c o r r o s i o n t e s t s a s s o c i a t e d w i t h bearing the r e l a t i v e l y low s t r e s s r e s u l t e d i n a s i m i l a r e x t e n t of surface l o s s even in d i f f e r e n t p Û 2 of
Micrograph o f a p r e f e r e n t i a l i n t e r granular a t t a c k observed i n the specimen creep-ruptured f o r 21.7h under an a p p l i e d s t r e s s 200MPa i n the hot c o r r o s i v e environment w i t h 1 atm p0 2 gas atmosphere. Stress axis i s v e r t i c a l .
the gas atmosphere, probably due t o a consumption of the molten s a l t .
So f a r as a surface
loss
i s concerned, anyhow, i t can be said t h a t i t hardly promoted by an a p p l i e d creep s t r e s s , it
is since
a l s o has been confirmed i n the p r e v i o u s study
by the author using the same s a l t mixture as i n t h i s study but heating i n a i r t h a t a surface
Type A
loss
was almost e q u i v a l e n t whether a creep s t r e s s was
Fig.
3
9
a p p l i e d or n o t . 3.2.
Feature o f a g g r e s s i v e i n t e r g r a n u l a r attack
I t has been found by a number of s t u d i e s
that
Table 2
s t r e n g t h degradation i s a s s o c i a t e d i n many cases granular a t t a c k s
7 - 1 1
.
In p a r t i c u l a r
interi t has been
that only a l i m i t e d number of such an
(MPa)\(atm)
inter-
granular a t t a c k can propagate so r a p i d l y t h a t the most predominant one i s capable o f causing d i r e c t l y a premature f r a c t u r e ner
9 - 1 1
.
C l a s s i f i c a t i o n of t h r e e t y p e s of creep rupture morphologies observed i n hot c o r r o s i v e environments w i t h d i f f e r e n t p0 2 of gas atmospheres. Numerals in the parentheses i n d i c a t e the a v e r a g e v a l u e s of the rupture l i f e i n hour.
Stress\Po2
r e v e a l e d from the p r e v i o u s s t u d i e s by the author
Type C
Schematic drawing of t h r e e t y p e s of the creep rupture morphologies observed i n the hot c o r r o s i v e environment w i t h d i f f e r e n t p 0 2 gas atmospheres (from ref. 11).
a c o r r o s i o n - i n d u c e d s e r i o u s creep rupture with an occurrence of the p r e f e r e n t i a l
Type Β
0
0.05
0.2
1 C(14)
200
A (93)
Β (40)
C(37)
150 100
A(161)
C(91)
C(93)
C(28)
A (193)
C(265)
C(218)
C(219)
in a b r i t t l e man-
Furthermore the g r a i n
boundaries
rupture morphology was c l a s s i f i e d i n t o
three
undergone such an a g g r e s s i v e a t t a c k i s l i m i t e d t o
t y p e s , as i l l u s t r a t e d
those l y i n g roughly normal t o the s t r e s s a x i s ,
Type A suggests t h a t an i n t e r g r a n u l a r
as shown i n F i g . 2 .
hardly promoted by an a p p l i e d s t r e s s because
However i t i s very
c u l t t o obtain the l o n g i t u d i n a l s e c t i o n
diffisuitable
f o r a q u a n t i t a t i v e measurement of such an a g g r e s sive intergranular imen.
a t t a c k from the ruptured s p e c -
In order t o e v a l u a t e q u a l i t a t i v e l y a s i g -
n i f i c a n c e of an a g g r e s s i v e i n t e r g r a n u l a r in t h i s study,
attack
c o n s e q u e n t l y , the c o r r o s i o n creep
schematically in F i g . 3 attack
1 1
.
is
the creep rupture morphology i s e s s e n t i a l l y s i m i l a r t o i n the n o n - a g g r e s s i v e environment such as i n a i r .
On the c o n t r a r y ,
suggests f o r an i n t e r g r a n u l a r
type C
attack
t o be s i g -
n i f i c a n t l y enhanced by an a p p l i e d s t r e s s so that it
causes d i r e c t l y a premature f r a c t u r e
prior to
190
an initiation of the creep-induced internal grain boundary cracks.
Type Β also is essentially
sectional surface zone of the specimens undergone a general corrosion in the different p 0 2 gas at-
similar to type C, which suggests a fairly
mospheres of 0, 0.05 and 1 atm, respectively.
stress-enhanced intergranular attack.
The result of Al is eliminated in these figures
The result of the metallographic observation on the longitudinal section of the specimen rup-
in spite of an analysis carried out, since only 1% of Al was found to occupy no important posi-
tured in hot corrosive environment is summarized
tion in hot corrosion behavior.
in Table 2, in associating with the p 0 2 of gas
from Figs. 4-6 that a general corrosion proceeds
atmosphere and an applied stress level.
It is
It can be seen
by almost similar process regardless of the p 0 2
clear that an aggressive intergranular attack is
of gas atmospheres; a sulfide formation precedes
apt to play more important role in the 0 2-bearing
an oxide formation.
atmospheres rather than in the 0 2-free (p0 2= 0
an image analysis using the ΕΡΜΑ color mapping
atm) one.
Furthermore, a combination of high
p 0 2 atmosphere and high creep stress is found to
It has been confirmed by
that Ni sulfides; perhaps the low melting NiN i 3S 2 eutectic, were formed at the front of the
result in the most significant reduction of the
general corrosion, although they tend to be con-
creep rupture life.
verted quickly to Cr sulfides probably due to a
This suggests for an aggres-
18
sive intergranular attack to be significantly
thermodynamical s t a b i l i t y .
enhanced by an applied stress so as to cause
a potential for the oxide scale formation is
directly a premature fracture.
strongly dependent on the p 0 2 of the gas atmos-
3.3. Morphology and thermochemistry of hot corrosion Figures 4-6 show both the backscattered electron and characteristic X-ray images at the cross-
Fig. 4
On the other hand,
phere; increasing in the p 0 2 leads to the more intensive and thick oxide scale formation toward the internal sulfide layer.
Furthermore, a
nodule-like scale morphology is characteristic
Backscattered electron and characteristic X-ray images at the cross-sectional surface zone of the specimen undergone a general corrosion in the hot corrosive environment with the 0 atm p 0 2 gas atmosphere. (applied stress :250MPa, time to rupture : 24.2h)
191
'ig. 5
Backscattered electron and characteristic X-ray images at the cross-sectional surface zone of the specimen undergone a general corrosion in the hot corrosive environment with the 0.05 atm p 0 2 gas atmosphere. (applied stress :200MPa, time to rupture : 39.6h)
'ig. 6
Backscattered electron and characteristic X-ray images at the cross-sectional surface zone of the specimen undergone a general corrosion in the hot corrosive environment with the 1 atm p 0 2 gas atmosphere. (applied stress :150MPa, time to rupture : 12.3h)
f the hot corrosive environment with relatively
ward along the alloy surface to form a continu-
ow p 0 2 gas atmosphere; for instance of 0.05 atm
ous scale layer.
s shown in Fig. 5, which appears to grow after-
Figures 7 and 8 show both the secondary
192
electron and characteristic X-ray images at the
sion.
Since an image analysis has revealed for
tip portion of an aggressive intergranular attack
the preceding sulfides to be associated with Ni,
developed in the specimen undergone a hot corro-
a penetration of Ni sulfides should always pre-
sion in the 0.05 and 1 atm p 0 2 of gas atmospheres,
dominate the intergranular attack process.
respectively.
was also found that an occurrence of such an ag-
No aggressive intergranular at-
tack was observed for the specimen corroded in the 0 atm p 0 2 gas atmosphere.
It can be seen
It
gressive intergranular attack is limited only beneath the scale grown sufficiently, including
that such an aggressive intergranular attack also
a nodule-like scale as in the case of the rela-
propagates by a successive
tively low p 0 2 gas atmosphere.
sulfidation-oxidation
process similar to the case of a general corro-
Fig. 7
Secondary electron and characteristic X-ray images at the tip of an aggressive intergranular attack developed in the specimen undergone a hot corrosion in the 0.05 atm p 0 2 gas atmosphere, (applied stress :200MPa, time to rupture : 39.6h, stress axis is horizontal)
Fig. 8
Secondary electron and characteristic X-ray images at the tip of an aggressive intergranular attack developed in the specimen undergone a hot corrosion in the 1 atm p 0 2 gas atmosphere, (applied stress :150MPa, time to rupture : 12.3h, stress axis is horizontal)
193
11
the Ni s u l f i d e s .
4. DISCUSSION It was shown that hot corrosion principally through a successive
An applied creep stress was found to affect
proceeds
sulfidation-
significantly on the aggressive
intergranular
oxidation process whichever forms of a general
attack behavior.
corrosion and an intergranular attack.
role in the two stages of intergranular attack
This
situation can be illustrated schematically shown in Fig. 9.
as
Such a successive sulfidation-
process.
It should play an important
The first is at an initiation process
of the predominant intergranular attack capable
oxidation process seems to be accounted for by a
of causing directly a premature fracture,
modification of the early sulfidation model pro-
corresponding to at an onset of the rapid propa-
posed by Simons et a l .
1 9
, as also shown in Fig.
gation of it.
In the present study, the pre-
9, although for a general corrosion the other
dominant intergranular attack showed a morpholo-
mechanisms such as an electrochemical
gy characteristic of sustaining a creep stress,
20
may be also o p e r a t i v e .
reaction
Furthermore the rather
in particular at the portion of scale layer.
enhanced corrosion rate in hot corrosive environ-
Figure 10 shows a typical microstructure of the
ment with the increased p 0 2 gas atmosphere should
predominant intergranular attack together with
become reasonable by taking into account both of
the surface scale layer.
a difference in the penetration (diffusion) rate
a grain boundary crack is formed across the
It can be seen that
between S and 0, and of a driving effect by the
scale layer to provide a microchannel
following oxidation on the inward propagation of
between a molten salt environment and the alloy
N 2- 0 2
connecting
Atmosphere
Proposed "Sulfidation-Oxidation" Reaction Process Molten Salt
N a 2 S 0 4 - N a 2 0 + S 0 3 (or S 0 2 + 1 / 2 0 2) - * N a 20 + S + 3 0
Oxide Layer 3Ni +
Sulfide Layer
_l
ll Ni +
I
2 S - N i 3S 2 N i 3S 2— N i - N i 3S 2( e u t e c t i c )
N i - N i 3S 2 + 2 x C r - 2 C r x S + 4 N i
t
—
i
=
=
i
together with 0 2 " from atomosphere
—
2 C r xS + 3 x 0 ^ x C r 2 0 3 + 2 S
D°: Ο Volume Diffusion, Dg b: Ο Grain Boundary Diffusion s D : S Volume Diffusion, D | b: S Grain Boundary Diffusion Fig. 9
Schematic illustration showing a typical corrosion morphology together with the corrosion products associated, the affecting factors and the proposed reaction process in hot corrosion behavior of nickel-base superalloy under a creep stress.
194
a) by simple grain boundary diffusion Fig. 10
Scanning electron micrograph of the cross-sectional surface scale layer with a short circuit path for an aggressive intergranular attack. ( p 0 2: 1 atm, applied stress :150MPa, time to rupture : 12.3h, stress axis is horizontal)
Fig. 11
b) by direct penetration
;
( in the present study ) Schematic illustration showing a difference in the morphology of the intergranular attack developed by two ways of processes.
an aggressive penetration also takes place by the mechanism essentially different from a
interior.
Therefore it is reasonable to con-
simple grain boundary diffusion.
Provided an
sider that a substantial amount of the corrosive
intergranular attack occurs mainly by a grain
species such as S and 0 can be introduced direct-
boundary diffusion mechanism, the rather network-
ly and so rapidly through such a short circuit
like corrosion morphology must be developed, by
path by the mechanism different from a simple
virtue of only a chemical concentration gradient
grain boundary diffusion, as shown schematically
of the corrosive species as an effective driving
in Fig. 11.
force .
An applied stress should be capable
of causing such a grain boundary crack in the
16
Then a stress-enhanced intergranular
attack should be attributed to some thermomechan-
scale layer by some ways; for example either by
ically induced mechanism.
a brittle cleavage fracture or by a rather duc-
be possible for the grain boundary microcracks
tile grain boundary sliding, although it remains
to be introduced by a grain boundary sliding so
unclear which mechanism is dominating.
that along such a defective region the corrosive
The second is at a propagation process of such a predominant intergranular attack.
As already
For instance, it may
species are able to penetrate rapidly into an alloy interior.
However this is unrealized in
shown in Fig. 2, the morphology of the predomi-
the present study by the fact that an aggressive
nant intergranular attack is characterized by
intergranular attack has propagated too rapidly
having an extremely preferential orientation for
prior to reaching a steady-state creep stage to
a rapid propagation; in particular favoring the
cause the creep-induced m i c r o c r a c k s .
grain boundary in the nearly normal direction
it may be reasonable to consider that the grain
with respect to the stress axis, in a macroscopic
boundary dislocations induced by the creep defor-
scale.
mation can provide the penetration path available
This suggests that a propagation of such
11
Instead,
195
for the corrosive species, being associated with
study was competently carried out by M.Eng. T.
a sort of pipe diffusion, although its certainty
Mizoguchi, Messrs. H. Enomoto, F. Nakao and H.
1 2 2 1
has to be p r o v e d ' .
Anyhow, an applied
stress should be essential to both a premature
Tanabe, who were formerly undergraduates at Tokyo Metropolitan University.
initiation and a rapid propagation of the aggressive intergranular attack.
5. CONCLUDING REMARKS (1) A general corrosion was found to be hardly enhanced by an applied creep stress, but is increased its rate as the p02 of gas atmosphere becomes higher in hot corrosive environment. It increased in general in accordance with a
REFERENCES 1. P. Hancock, Summary of the Mechanisms of Hot Corrosion in Marine Gas Tubines and the Role of Scale Failure, in: Proc. 1974 Gas Tubine Materials in the Marine Environment Conference, eds. J. W. Fairbanks and I. Machlin (MCIC 75-27, Columbus, 1975), pp.225-236. 2. V. Guttmann and M. Merz (eds), Corrosion and Mechanical Stress at High Temperatures (Elsevier, London, 1981).
quasi-parabolic kinetics. (2) Aggressive intergranular attack was found to be significantly enhanced not only in the higher p02 of gas atmosphere, but also under the applied creep stress.
3. H. W. Grünling, W. Hartnagel, R. Bürgel and R. Bauer, Hot Corrosion Effects on Creep and Fatigue, in: Proc. 9th International Congress on Metallic Corrosion, Vol.2 (NRCC, Ottawa, 1984), pp.54-63.
Then a combination of the
higher p02 atmosphere and higher creep stress resulted in the most serious reduction of the creep rupture life by virtue of the most enhanced intergranular attack. (3) Both a general and an intergranular attacks were confirmed to proceed by the almost similar reaction process of a successive sulfidation-oxidation accompanied by the low melting Ni sulfide formation at the corrosion front. (4) An applied creep stress is essential to develop a microchannel as a short circuit path across the thick scale layer so as for a substantial amount of the corrosive species such as S and 0 to be introduced directly and rapidly along there. (5) An applied stress appears to be also effective to enhance the propagation of such an
4. V. Guttmann and M. Schutze, Interaction of Corrosion and Mechanical Properties, in: High Temperature Alloys for Gas Turbines and Other Applications 1986, eds. W. Betz, R. Brunetaud et al. (D. Reidel Publ., London, 1986), pp.293-326. 5. B. F. Dyson and S. Osgerby, Mater. Sei. and Technol., 3 (1987), 545. 6. M. Schutze, Mater. Sei. and Eng., A121 (1989), 563. 7. H. Huff and F. Schreiber, Werkstoffe Korrosion, 23 (1972), 370. 8. Kh. G. Schmitt-Thomas, H. Meisel and H. J. Dorn, Werkstoffe Korrosion, 29 (1978), 1. 9. M. Yoshiba, 0. Miyagawa, T. Sakaki and H. Fujishiro, J. Iron Steel Inst. Japan, 68 (1982), 120. 10. M. Yoshiba, 0. Miyagawa, H. Mizuno and H. Fujishiro, Trans. Japan Inst. Metals, 29 (1988), 26.
aggressive intergranular attack at the rate more than that of a simple grain boundary diffusion.
ACKNOWLEDGMENTS The author wish to acknowledge Mr. T. Masaki of Shimadzu Corp. for the valuable analyses by ΕΡΜΑ.
The experimental work in the present
11. M. Yoshiba and 0. Miyagawa, Environmental Effects of Hot Corrosion on the Creep Rupture Properties of Nickel-Base Superalloys, in: High Temperature Materials for Power Engineering 1990, Part II, eds. E. Bachelet et al. (Kluwer Academic Publ., Dordrecht, 1990), pp.1215-1224. 12. J. K. Solberg and H. Thon, Met. Trans., 14A (1983), 1213.
196
13. Β. Pieraggi, Mater. Sei. and Eng., 88 (1987), 199. 14. R. Viswanathan, Corrosion, 24 (1968), 359. 15. G. C. Clark, Sulfidation Corrosion of NickelBase Exhaust Valves, SAE Paper 750044 (SAE, Warrendale, 1975). 16. M. Yoshiba, 0. Miyagawa and H. Fujishiro, J. Iron Steel Inst. Japan, 67 (1981), 996. 17. P. A. Bergman, C. T. Sims and A. N. Beltran, Development of Hot-Corrosion-Resistant Alloys for Marine Gas Turbine Service, in: Hot Corrosion Problems Associated with Gas Turbines, ASTM STP 421 (ASTM, Philadelphia, 1967), pp.38-60.
18. G. J. Danek, Naval Eng., 77 (1965), 859. 19. E. L. Simons, G. V. Browning and H. A. Liebhafsky, Corrosion, 11 (1955), 505t. 20. F. S. Pettit and C. S. Giggins, Hot Corrosion, in: Superalloys II, eds. C. T. Sims, N. S. Stoloff and W. C. Hagel (J. Wiley & Sons., New York, 1987), pp.327-358. 21. B. Ralph, Grain Boundaries in Engineering Materials, in: Grain Boundary Structure and Kinetics (ASM, Ohio, 1980), pp.181-208.
High Temperature Corrosion of Advanced Materials and Protective Coatings Y . Saito, B. Önay and T. Maruyama (Editors) © 1992 Elsevier Science Publishers B.V. All rights reserved.
197
CORROSION RESISTANCE O F ADVANCED TUBE MATERIALS IN COAL-FIRED
BOILERS
S.Kihara*, K.Nakagawa*, W.Wolowodiukt, J.L.Blought, and W.T.Bakker§
To select alloy f o r superheater tube of advanced coal fired boilers, laboratory coal-ash corrosion tests were done for candidate alloys and coatings. Following conclusions were obtained; (1) T h e corrosion resistance is significantly improved when the steels contain more than 2 0 % Cr. Some highly alloyed austenitic steels have both of excellent high temperature strength and high coal-ash corrosion resistance, and are promising f o r superheater tube of advanced boilers. (2) Isocorrosion diagrams, which show corrosion rates as a function of % SÛ£ in gas and % alkali sulfate in ash deposit, c a n be used to estimate the approximate corrosion rate for each alloy. 1. INTRODUCTION Under fossil
program.
the recent fuel
difficult
supply
preservation,
situations of
and
the trend
environment
in
fossil
power
tube
high
efficient
units
and
conditions:
operated
at super-high
temperatures
(ex. steam
31 M P a , 593°C)
surpassing 1
present levels (ex. 16.6 M P a , δ Β β ^ ) . » To
realize
the advanced
units,
the
2
paper
alloys
done
for the EPRI
oxidation
accompanied
with
ash
deposited
o n the tube
corrosivity
of e n v i r o n m e n t
quality
t h e coal
are
required
pressure
and temperature
for superheater
a n d reheater
1985 the Electric
Institute program
of
laboratory
(EPRI) (RP1403)
embarked 3
Power on an
extensive
from
Previous
operating
at
advanced
steam
conditions.
fireside
like
corrosion
of
superheater and
reheater areas of coal-fired boilers, extensive of materials
resistant
to
coal-ash
corrosion is being conducted, as part of this
kinds
in
The corrosion
sulfates
in coal 6 8
surface. " depends
being tests
were
The
o n the
burned.
of coals
studies high
have
have
strength
17Cr-14Ni-Cu-Mo
steels
Since coal-ash corrosion is most significant
testing
corrosion
various
conventional
in
sulfidation
done
The under
to be used in
actual boilers.
components for improved coal-fired power plants of
to develop
Research
materials a n d
capable
are
conditions simulating the atmospheres resulting
tubes. In
4
is mainly governed by the concentrations of SO2
to
higher
program
molten alkali iron trisulfates.^ in combustion gas and alkali
materials
of
Coal-ash corrosion is considered catastrophic
which exhibit strength and corrosion resistance withstand
the results
mainly reported.
generation technology is toward the adoption of pressure
In this
laboratory corrosion tests for various kinds of
a
indicated austenitic
that steels
and 16Cr-12Ni-Mn-Mo-Nb-V
poor
coal-ash
corrosion
resistance and high corrosion resistance steels like
25Cr-20Ni
temperature
steel
strength.^
have
a
poor
Therefore,
high the
utilization of co-extruded tubes (high strength tube
cladded
* Ishikawajima-Harima Heavy Industries Co., Ltd. Tokyo, Japan t Foster Wheeler Development Corporation, Livingston, NJ § Electric Power Reserarch Institute, Palo Alto, CA
with
high
corrosion
resistant
198
alloy) been
and coated considered,
(chromized
etc.) tubes has
as
as
well
the
Ash composition:
alloys
Alkali sulfate: 2.5, 5, and 10 w t %
specially developed for advanced boilers.
( N a 2S 0 4/ K 2S 0 4= l : l ) Balance:
2. EXPERIMENTAL
PROCEDURE
2.1 Materials Tested Three
groops
S 0 2: 0.05, 0.1, 0.25, and 1.0 v o l %
of materials
were
tested;
tube alloy (can be used as a stress 2) cladding material
alloy
for
(can be used
co-extruded
(chromizing).
lMo steel) were
0 2: 2 and 4 v o l %
component)
3)
(347H
steel
selected
1)
coating
stainless)
2
The
amount of ash coated was 40 m g / c m .
gas
flow
to each
and T91 (Mod.9Cr-
the
as base material for
100
hrs exposure,
chemically
cladding
descaled.
alloys
tested
here
the test
The
one test After
coupon
The descaling
was
treatment
Primary; Boiling in 18% Na0H+3% K M n 0 4 solution
are shown in
Secondary; Boiling in
Table 1.
10%
Ammonia
Citrate
solution
2.2 Test Procedure coupons
synthetic
2.3 Evaluation of corrosion
(15*25x3
ash were
mm) coated
placed
in
a
with the
report
at the test temperatures.
The test
the
weight
variables
occurred
under
materials
Metal temperatures: 600, 650, 700, and 750°C
^^\Element
descaling
all
tested,
from
the
Since general
test
conditions
the weight
represents the corrosion loss.
initial
corrosion
loss
for all properly
To estimate the
Identification and chemical composition of alloys tested
C
Si
18-12-Nb (347H)
0.08
17-14-Cu-Mo
0.11
16-12-Mn-Mo-Nb-V 22-35 (Alloy 800H)
Mn
Ρ
S
0.49
1.48
0.025
0.45
0.75
0.025
0.11
0.41
6.00
0.08
0.55
1.17
Fe
Ti
Al
Nb
Co
V
-
-
0.78
-
-
Bal
15.5
2.41
0.21
-
0.41
-
Bal
12.2
16.1
1.19
-
-
0.87
-
0.22
Bal
-
32.7
21.1
0.50
0.52
-
-
-
Bal
0.49
-
-
Cr
0.006
-
12.6
18.4
0.004
2.97
14.0
0.021
0.005
-
0.019
0.001
22-35-Mo-Nb
0.06
0.52
1.20
0.004
0.001
-
35.7
22.8
1.22
-
-