Additive Migration from Plastics into Foods : A Guide for the Analytical Chemist 1847350569, 1847350577, 9781847350565, 9781847350572
Plastics are now being used on a large scale for the packaging of fatty and aqueous foodstuffs and beverages, both alcoh
270 83 3MB
English Pages 340 Year 2010-02-09
Contents......Page 5
Preface......Page 13
1.2 Principles of Extractability Testing......Page 17
1.3 Extractability Testing in the European Union......Page 19
1.5 Extractability Testing in the USA......Page 20
2.1.1 Polyethylene......Page 25
2.1.4 Polypropylene......Page 27
2.4 Ionomers......Page 28
2.5 Vinyl Plastics and Vinyl Copolymers......Page 29
2.6 Polystyrene and its Copolymers......Page 30
2.9 Lopac......Page 31
2.13.2 Polyethylene Terephthalate (Terylene)......Page 32
2.15 Polyacetals......Page 33
2.19 Phenol-formaldehyde......Page 34
2.23 Epoxy Resins......Page 35
2.26.1 Cellulose......Page 36
2.26.2 Cellulose Derivatives......Page 37
2.28.1 Rubber and Elastomers......Page 38
3 Non-Polymeric Components of Plastics......Page 39
3.2 Residual and Unreacted Starting Materials......Page 41
3.3 Polymerisation Medium......Page 42
3.6 Processing Aids......Page 43
3.6.4 Antistatic Agents......Page 44
3.6.6 Lubricants......Page 45
3.6.9 Plasticisers......Page 46
3.7 End-Use Additives......Page 47
3.7.6 Brighteners and Whiteners......Page 48
3.7.8 Expanding Agents (Blowing Agents, Foaming Agents)......Page 49
3.7.12 Ultraviolet Protective Agents......Page 50
3.7.15 Gas Barrier Packaging Oxygen Scavengers......Page 51
4.1.1 Method......Page 55
4.2 DLTDP in Aqueous and Non-aqueous Extractants......Page 57
4.3 Irganox 1076 (Octadecyl-3-(3,5-di-t-butyl-4-hydroxy phenylpropionate) in Non-aqueous Extractants......Page 76
4.4 Ionox 330 (1,3,5-trimethyl-2,4,6-tris(3,5 di tert-butyl-4-hydroxybenzyl) benzene) Antioxidant in Fatty Extractants......Page 77
4.5 Miscellaneous Antioxidants......Page 80
5.1 Uvitex OB (2,5-bis (5′-tert butyl-2-benzoxazolyl)thiophene) in Aqueous Extractants......Page 87
6.1.1 Phthalate Platicisers in Fatty Extractants......Page 93
6.1.2 Phthalates in Aqueous Alcoholic Extract......Page 103
6.2 Phthalates and Adipates in Aqueous and Fatty Extractants......Page 106
7.1 Organotin Compounds in Fatty Extractants......Page 117
8 Determination of Organic Sulfur Compounds in Extractants......Page 121
9.1 Wine and Olive Oil......Page 131
9.1.1 PDMS in Olive Oil and Wine......Page 132
10 Determination of Lubricants in Extraction Liquids......Page 137
11.1.1 Determination of Acrylonitrile in Aqueous-ethanol Extractants......Page 141
11.1.2 Determination of Acrylonitrile Monomer in Acidic and Alkaline Extractants......Page 142
11.1.4 Determination of Acrylonitrile Monomer in 5% Sodium Carbonate Extractant......Page 143
11.1.6 Separation of Acrylonitrile from Light Liquid-Paraffin andn-Heptane Extractants......Page 145
11.1.7 Determination of Acrylonitrile in Aqueous, Acidic and Alkaline Extractants......Page 147
11.1.9 Calculation of the Acrylonitrile Contents of the Extractants......Page 148
11.2.1 Determination of Styrene Monomer and Other Volatiles in Polystyrene......Page 150
11.3 Determination of Acrylate Monomers and Oligomers in Aqueous and Fatty Extractants......Page 153
12 Analysis of Polymer Extraction Liquids Containing More Than One Migrant......Page 165
12.1.1 Extraction Test (Assuming the Extraction Test is Carried Out on700/800 ml Scale)......Page 166
12.2 Separation of Individual Additives from Solvent Extract of Extractant Liquid......Page 167
12.2.1 Indirect Setermination of Additives on the Thin-layer Plate......Page 169
12.2.2 Scaling of Operations......Page 174
12.3 Ether Extraction of Extraction Liquid......Page 175
13 Determination of Additives and their Breakdown Products in Extractants......Page 183
13.1 Determination of Lauric Diethanolamide and its Degradation Products in Aqueous Fatty Extraction Liquids......Page 184
13.1.1 Determination of Lauric Diethanolamide and DEA in the Distilled Water Extractant......Page 187
13.1.3 Determination of Lauric Diethanolamide and DEA in the 50% w/v Aqueous Ethyl Alcohol Extractant......Page 188
13.1.4 Determination of Lauric Diethanolamide and Hydrolysis Productsin the 5% w/v Aqueous Citric Acid Extractant......Page 192
13.1.5 Determination of Lauric Diethanolamide in the Liquid Paraffin Extractant......Page 193
13.2 Polymeric Plasticisers......Page 207
13.3 Polybutylene Adipate, Poly(1,2-Propylene Adipate) and Polybutylene Succinate......Page 208
13.4 Organosulfur Vulcanising Agents......Page 210
14 Additive Migration Theory......Page 213
14.1 Polyethylene Naphthalate......Page 230
14.2 The Total Migration Concept......Page 260
15 Gas Barrier Properties of Food Packaging Plastic Films......Page 271
16.1 Regulatory System in the European Union......Page 285
16.3 Regulatory System Existing in the USA......Page 292
17.1 Antioxidants......Page 309
17.2.3 Meat......Page 313
17.3 Organotin Compounds......Page 314
17.7 Metals......Page 315
Abbreviations and Acronyms......Page 321
Subject Index......Page 325
Recommend Papers

![Microbiology for the Analytical Chemist [1 ed.]
0854045244, 9780854045242](https://ebin.pub/img/200x200/microbiology-for-the-analytical-chemist-1nbsped-0854045244-9780854045242.jpg)
![Practical Statistics for the Analytical Scientist: A Bench Guide (Valid Analytical Measurement) [2nd ed.]
0854041311, 9780854041312](https://ebin.pub/img/200x200/practical-statistics-for-the-analytical-scientist-a-bench-guide-valid-analytical-measurement-2nd-ed-0854041311-9780854041312.jpg)

![Analytical Chemistry: A Chemist and Laboratory Technician's Toolkit [1 ed.]
1118714849, 9781118714843](https://ebin.pub/img/200x200/analytical-chemistry-a-chemist-and-laboratory-technicians-toolkit-1nbsped-1118714849-9781118714843.jpg)
![Technology of reduced-additive foods [2nd ed]
9780632055326, 0632055324](https://ebin.pub/img/200x200/technology-of-reduced-additive-foods-2nd-ed-9780632055326-0632055324.jpg)




File loading please wait...
Citation preview
Additive Migration from Plastics into Foods A Guide for Analytical Chemists
T. R. Crompton
Smithers Rapra Technology Limited
Additive Migration from Plastics into Foods A Guide for Analytical Chemists
T.R. Crompton
Smithers Rapra Technology Limited A wholly owned subsidiary of The Smithers Group Shawbury, Shrewsbury, Shropshire, SY4 4NR, United Kingdom Telephone: +44 (0)1939 250383 Fax: +44 (0)1939 251118 http://www.rapra.net
First Published in 2007 by
Smithers Rapra Technology Limited Shawbury, Shrewsbury, Shropshire, SY4 4NR, UK
©2007, Smithers Rapra Technology Limited
All rights reserved. Except as permitted under current legislation no part of this publication may be photocopied, reproduced or distributed in any form or by any means or stored in a database or retrieval system, without the prior permission from the copyright holder. A catalogue record for this book is available from the British Library. Every effort has been made to contact copyright holders of any material reproduced within the text and the authors and publishers apologise if any have been overlooked.
ISBN: 978-1-84735-055-8 Typeset by Smithers Rapra Technology Limited Cover printed by Livesey Limited, Shrewsbury, UK Printed and bound by Smithers Rapra Technology Limited
Contents
Preface ...................................................................................................................1 1
2
Additive Migration from Plastics into Packaged Commodities ........................5 1.1
Introduction ..........................................................................................5
1.2
Principles of Extractability Testing.........................................................5
1.3
Extractability Testing in the European Union ........................................7
1.4
Extractability Testing in the UK .............................................................8
1.5
Extractability Testing in the USA ...........................................................8
Types of Polymers Used in Commodity Packaging.........................................13 2.1
Polyolefins and Copolymers .................................................................13 2.1.1
Polyethylene ............................................................................13
2.1.2
Polyethylene Naphthalate .......................................................15
2.1.3
Polyethylene co-methacrylic Acid ............................................15
2.1.4
Polypropylene .........................................................................15
2.2
Polymethyl Pentene ..............................................................................16
2.3
Ethylene-vinyl Acetate Copolymers .....................................................16
2.4
Ionomers .............................................................................................16
2.5
Vinyl Plastics and Vinyl Copolymers....................................................17 2.5.1
Polyvinyl Acetate ....................................................................18
2.6
Polystyrene and its Copolymers ...........................................................18
2.7
Polyacrylonitrile ..................................................................................19
2.8
Acrylic-based Multi Polymer Compounds ...........................................19 i
Additive Migration from Plastics into Foods 2.9
Lopac ..................................................................................................19
2.10 Borex ...................................................................................................20 2.11 Fluorocarbon Polymers........................................................................20 2.12 Polyamides ..........................................................................................20 2.13 Acrylics ...............................................................................................20 2.13.1 Polymethylmethacrylate ..........................................................20 2.13.2 Polyethylene Terephthalate (Terylene) .....................................20 2.14 Polycarbonates ....................................................................................21 2.15 Polyacetals ...........................................................................................21 2.16 Polyphenylene Oxide (PPO) .................................................................22 2.17 Polysulfone ..........................................................................................22 2.18 Thermosets ..........................................................................................22 2.19 Phenol-formaldehyde ...........................................................................22 2.20 Urea-formaldehyde ..............................................................................23 2.21 Melamine-formaldehyde ......................................................................23 2.22 Polyesters.............................................................................................23 2.23 Epoxy Resins .......................................................................................23 2.24 Polyurethanes ......................................................................................24 2.25 Silicones...............................................................................................24 2.26 Natural Polymers .................................................................................24 2.26.1 Cellulose .................................................................................24 2.26.2 Cellulose Derivatives ...............................................................25 2.27 p-Hydroxybenzoic Acid and 2-Hydroxy-6-naphthoic Acid ..................26 2.28 Polymers Used in Gas Barrier Applications ..........................................26 2.28.1 Rubber and Elastomers ...........................................................26 ii
Contents 3
Non-Polymeric Components of Plastics .........................................................27 3.1
Polymerisation Residues ......................................................................29
3.2
Residual and Unreacted Starting Materials ..........................................29
3.3
Polymerisation Medium .......................................................................30
3.4
Catalyst Decomposition Agents ...........................................................31
3.5
Other Impurities Introduced During Polymerisation ............................31 3.5.1
3.6
Chemicals Added During Polymerisation ................................31
Processing Aids ....................................................................................31 3.6.1
Antiblock Agents ....................................................................32
3.6.2
Antioxidants ...........................................................................32
3.6.3
Antisplit Agents ......................................................................32
3.6.4
Antistatic Agents .....................................................................32
3.6.5
Heat Stabilisers .......................................................................33
3.6.6
Lubricants ...............................................................................33
3.6.7
Melt Strength Improvers .........................................................34
3.6.8
Mould Release Agents.............................................................34
3.6.9
Plasticisers...............................................................................34
3.6.10 Slip Additives ..........................................................................35 3.6.11 Other Stabilisers......................................................................35 3.7
End-Use Additives ...............................................................................35 3.7.1
Antiblock Additives ................................................................36
3.7.2
Antifungal agents ....................................................................36
3.7.3
Antioxidants ...........................................................................36
3.7.4
Antistatic Agents .....................................................................36
3.7.5
Bactericidal Agents..................................................................36
3.7.6
Brighteners and Whiteners ......................................................36
3.7.7
Colorants ................................................................................37
3.7.8
Expanding Agents (Blowing Agents, Foaming Agents) ............37
3.7.9
Impact Improvers ....................................................................38
3.7.10 Lubricants ...............................................................................38 iii
Additive Migration from Plastics into Foods 3.7.11 Plasticisers...............................................................................38 3.7.12 Ultraviolet Protective Agents ...................................................38 3.7.13 Ultraviolet Screens ..................................................................39 3.7.14 Ultraviolet Degradation Inhibitors ..........................................39 3.7.15 Gas Barrier Packaging Oxygen Scavengers ..............................39 4
Determination of Antioxidants ......................................................................43 4.1
Santonox R (4,4′-thiobis-6-tert butyl m-cresol) in Aqueous and Non-aqueous Extractants ...................................................................43 4.1.1
4.2
Method ...................................................................................43
DLTDP in Aqueous and Non-aqueous Extractants ..............................45 (a) Thin-Layer Chromatography ........................................................46 Method .........................................................................................47 Procedure......................................................................................49 (b) Infrared Spectroscopy ...................................................................51 Method .........................................................................................52 Procedure......................................................................................55 (c) Oxygen Flash Combustion ............................................................58 Comparison of Infrared and Oxygen Flask Results ..............................60
5
4.3
Irganox 1076 (Octadecyl-3-(3,5-di-t-butyl-4-hydroxy phenyl propionate) in Non-aqueous Extractants .............................................64
4.4
Ionox 330 (1,3,5-trimethyl-2,4,6-tris(3,5 di tert-butyl-4hydroxybenzyl)benzene) Antioxidant in Fatty Extractants ...................65
4.5
Miscellaneous Antioxidants .................................................................68
Determination of Ultraviolet Stabilisers in Extractants ..................................75 5.1
6
Determination of Plasticisers in Extractants ..................................................81 6.1
iv
Uvitex OB (2,5-bis (5′-tert butyl-2-benzoxazolyl)thiophene) in Aqueous Extractants ........................................................................75
Phthalates in Oily and Aqueous Extractants ........................................81 6.1.1
Phthalate Platicisers in Fatty Extractants.................................81
6.1.2
Phthalates in Aqueous Alcoholic Extract .................................91
Contents 6.2 7
Phthalates and Adipates in Aqueous and Fatty Extractants .................94
Determination of Organotin Thermal Stabilisers in Extractants ..................105 7.1
Organotin Compounds in Fatty Extractants ......................................105
8
Determination of Organic Sulfur Compounds in Extractants ......................109
9
Determination of Polydimethyl Siloxanes in Extractants .............................119 9.1
Wine and Olive Oil ............................................................................119 9.1.1
PDMS in Olive Oil and Wine ................................................120
10 Determination of Lubricants in Extraction Liquids .....................................125 11 Determination of Monomers and Oligomers in Extractants ........................129 11.1 Determination of Acrylonitrile in Aqueous and Fatty (Liquid Paraffin) Extractants .............................................................129 11.1.1 Determination of Acrylonitrile in Aqueous-ethanol Extractants............................................................................129 11.1.2 Determination of Acrylonitrile Monomer in Acidic and Alkaline Extractants .......................................................130 11.1.3 Determination of Acrylonitrile in 6% Hydrochloric Acid Extractant .....................................................................131 11.1.4 Determination of Acrylonitrile Monomer in 5% Sodium Carbonate Extractant ...............................................131 11.1.5 Determination of Acrylonitrile in Light LiquidParaffin Extractant ................................................................133 11.1.6 Separation of Acrylonitrile from Light Liquid-Paraffin and n-Heptane Extractants ...................................................133 11.1.7 Determination of Acrylonitrile in Aqueous, Acidic and Alkaline Extractants .......................................................135 11.1.8 Determination of an Acrylonitrile in Aqueous Ethanol Extractant ................................................................136 11.1.9 Calculation of the Acrylonitrile Contents of the Extractants ......................................................................136 11.2 Determination of Styrene Monomer and Aromatic Hydrocarbons in Aqueous and Fatty (Liquid Paraffin) Extractants ...........................138 v
Additive Migration from Plastics into Foods 11.2.1 Determination of Styrene Monomer and Other Volatiles in Polystyrene........................................................................138 11.3 Determination of Acrylate Monomers and Oligomers in Aqueous and Fatty Extractants ..........................................................141 12 Analysis of Polymer Extraction Liquids Containing More Than One Migrant ................................................................................................... 153 12.1 Preliminary Solvent Extraction of Gross Additives from Aqueous and Alcoholic Extractants ...................................................154 12.1.1 Extraction Test (Assuming the Extraction Test is Carried Out on 700/800 ml Scale) ........................................154 12.1.2 Ether Extraction....................................................................155 12.2 Separation of Individual Additives from Solvent Extract of Extractant Liquid ..............................................................................155 (a) Mixture of Santonox R, Ionol CP and DLTDP ...........................155 12.2.1 Indirect Setermination of Additives on the Thin-layer Plate.....157 (b) Mixture of Butylated Hydroxy Toluene (BHT) Antioxidant and 2-Hydroxy-4-n-octoxybenzophenone Light Stabiliser in Extractants .............................................................................161 12.2.2 Scaling of Operations ............................................................162 12.3 Ether Extraction of Extraction Liquid .................................................163 13 Determination of Additives and their Breakdown Products in Extractants .....171 13.1 Determination of Lauric Diethanolamide and its Degradation Products in Aqueous Fatty Extraction Liquids ...................................172 13.1.1 Determination of Lauric Diethanolamide and DEA in the Distilled Water Extractant ...........................................175 13.1.2 Determination of Lauric Diethanolamide and DEA in the Aqueous 5% Sodium Carbonate Extractant ................176 13.1.3 Determination of Lauric Diethanolamide and DEA in the 50% w/v Aqueous Ethyl Alcohol Extractant ...............176 13.1.4 Determination of Lauric Diethanolamide and Hydrolysis Products in the 5% w/v Aqueous Citric Acid Extractant .....................................................................180 vi
Contents 13.1.5 Determination of Lauric Diethanolamide in the Liquid Paraffin Extractant ................................................................181 13.2 Polymeric Plasticisers .........................................................................195 13.3 Polybutylene Adipate, Poly(1,2-Propylene Adipate) and Polybutylene Succinate ......................................................................196 13.4 Organosulfur Vulcanising Agents ......................................................198 14 Additive Migration Theory..........................................................................201 14.1 Polyethylene Naphthalate .................................................................218 14.2 The Total Migration Concept ............................................................248 15 Gas Barrier Properties of Food Packaging Plastic Films ...............................259 16 Legislative Aspects of the Use of Additives in Packaging Plastics .................273 16.1 Regulatory System in the European Union .........................................273 16.2 The Regulatory System Existing in the UK ........................................280 16.3 Regulatory System Existing in the USA ..............................................280 FDA compliance for Ultraviolet Electron Beam (EB) Coatings and Adhesives ....................................................................................290 17 Direct Determination of Migrants from Polymers into Foodstuffs ...............297 17.1 Antioxidants ......................................................................................297 17.2 Plasticisers .........................................................................................301 17.2.1 Olive Oil ...............................................................................301 17.2.2 Vegetables .............................................................................301 17.2.3 Meat .....................................................................................301 17.2.4 Miscellaneous Foods .............................................................302 17.2.5 Hydrocarbons .......................................................................302 17.3 Organotin Compounds ......................................................................302 17.4 Polyvinylpyrrolidone .........................................................................303 17.5 Benzoic Acid ......................................................................................303 vii
Additive Migration from Plastics into Foods 17.6 Alkyl Citrates ....................................................................................303 17.7 Metals ...............................................................................................303 Abbreviations and Acronyms .............................................................................309
viii
Preface
Plastics are now being used on a large scale for the packaging of fatty and aqueous foodstuffs and beverages, both alcoholic and non-alcoholic. This is evident for all to see on the supermarket shelves, namely margarine packed in polystyrene tubs, wine and beer in PVC bottles and meats and bacon in shrink-wrap film. As well as at the point of sale, foods are increasingly being shipped in bulk in plastic containers. Additionally, there is the area of use of plastics utensils, containers and processing equipment in the home and during bulk preparation of food in producing factories, at home and in restaurants and canteens. Contact between plastics packaged commodities also occurs in the products of the pharmaceutical and cosmetics industries and similar considerations apply to these where direct contact occurs between the packed commodity and the container, this is likely that some transfer will occur of polymer additives, adventitious impurities such as monomers, oligomers, catalyst remnants and residual polymerisation solvents and of low molecular weight polymer fractions from the plastic into the packaged material with the consequent risk of a toxic hazard to the consumer. The actual hazard arising to the consumer from any extractable material is a function of two properties, namely, the intrinsic toxicity of the extracted material as evaluated in animal feeding trials (not dealt with in this book) and the amount of extracted from the polymer which enters the packed commodity under service conditions, i.e., during packaging operations and during the shelf life of the packaged commodity at the time of the consumption. The principles covering the design of extraction tests proposed by various authorities are reviewed in Chapter 1. Chapters 2 and 3 review the types of polymers and elastomers, respectively, used in the packaging and the types of deliberately added or adventitious compounds that can occur in plastics and can be extracted into the packaged commodity. The analysis of aqueous or fatty foods, beverages, food simulent liquids, pharmaceuticals and cosmetics which have been contacted with plastics either in extraction tests or during the shelf life of a packaged commodity presents many fascinating and all too difficult analytical problems. Thus, the substance to be determined usually occurs at 1
Additive Migration from Plastics into Foods extremely low concentrations and in complex matrix and several extracted substances may be present in the extraction liquid with mutually interfering effects on the analysis. For example, the extract of a polystyrene may contain an antioxidant, an ultraviolet stabiliser, antistatic agent, mineral oil and plasticiser. Although the analyst may not be required to analyse for all of these substances it would be necessary to be aware of any interference effects that these substances may have on the determination of any particular component. Chapter 4 to 11 discuss methods available for the determination polymer extractants of antioxidants, UV stabilisers, plasticisers, organotin heat stabilisers, organosulfur vulcanising agents, siloxanes and monomers and oligomers, respectively. In order to give an idea of the care with which such methods have to be developed several detailed examples are given of previously unpublished methods developed in the Author’s laboratories for the determination of particular types of extractables in extraction liquids, e.g., dilaurylthiodipropionate, Nonox CI, antioxidants and Ethylon (lauric diethanolamide). The analysis of extraction liquids containing several extracted compounds is reviewed in Chapter 12. Next, there is the question of the analysis of additive breakdown either during polymer manufacture or upon contact with the packaged commodity or simulent liquid. Here there are two considerations, possible interference effects of breakdown products on the determination of the polymer migrant and the necessity to identify such breakdown products, as these too, must be considered from the toxicity point of view. These aspects are discussed in Chapter 13. Chapter 14 reviews modern migration theory as it applies to polymer extraction tests. Currently theory is being developed which given certain basic parameters of the polymer-extractant system would enable extraction data to be predicted theoretically thereby obviating the need for lengthy extraction tests. Eventually it is hoped that such an approach in certain cases might be accepted by the governing authorities. Much more work is needed in this field. The introduction of tailored polymer-based structures as packaging materials for foodstuffs has been increasing over the last decades. The main commercial appeal of the materials lies in their ability to offer a broad variety of tailor-made properties and yet to be cheap and easily processed. A large number of technologies have been put into place, i.e., multilayer structure, modified and equilibrium modified atmosphere packaging, active packaging and so on. The development of resins with high permeability properties for gases e.g., oxygen scavenging, and water and organic vapour is reviewed in Chapter 15. 2
Preface Over the past decade, there have been considerable changes in European and Food and Drug Administration legislation regarding migration of polymer components into packaging commodities. This is discussed in detail in Chapter 16. Finally, for completion, Chapter 17 reviews methodology for the determination of migrants in actual foodstuffs. This book will be of interest to those engaged in the implementation of packaging legislation, including management, analytical chemists and the manufacturers of foods, beverages, pharmaceuticals and cosmetics and also scientific and toxicologists in the packaging industry.
Roy Crompton June 2007
3
Additive Migration from Plastics into Foods
4
1
Additive Migration from Plastics into Packaged Commodities
1.1 Introduction Plastics are now being used on a large scale for the packaging of fatty and aqueous foodstuffs and beverages, both alcoholic and non-alcoholic. This is evident for all to see on the supermarket shelf, namely margarine packed in polystyrene tubs, wine and beer in polyvinylchloride (PVC) bottles, and meats and bacon in shrink wrap film. As well as at the point of sale, foods are increasingly being shipped in bulk in plastic containers. Additionally, there is the area of use of plastics utensils, containers and processing equipment in the home and during bulk preparation of food in processing factories, at home and in restaurants and canteens. Contact between plastics and package commodities also occurs in the products of the pharmaceutical and cosmetics industries and similar considerations apply to these. Where direct contact occurs between the packaged commodity and the container, it is likely that transfer will occur of polymer additives, adventitious impurities such as monomers, oligomers, catalyst remnants and residual polymerisation solvents and of low molecular weight polymer fractions from the plastic into the package material with the consequent risk of a toxic hazard to the consumer. The actual hazard arising to the consumer from any extractable material is a function of two properties, namely the intrinsic toxicity of the extracted material as evaluated in animal feeding trials (not dealt with in this book) and the amount of extracted from the polymer which enters the packed commodity under service conditions, i.e., during packaging operations and during the shelf life of the packaged commodity. The principals governing the design of extraction tests proposed by various authorities are now reviewed.
1.2 Principles of Extractability Testing The extractability of an additive or adventitious substance from a plastic can be determined by contacting the plastic for a specified time and temperature under standard test conditions with either the packed commodity or with a range of oily, 5
Additive Migration from Plastics into Foods alcoholic and aqueous extracts which simulate various types of packed commodities. At the end of the extraction test the extraction liquid or packaged commodity is analysed for extracted substances of interest by approved analytical techniques. However, low molecular weight additives frequently possess a high mobility in plastics materials and, in contrast to macromolecules, are capable of migrating from the packaging material into the packed product. The use of such substances in food packaging is, therefore, subject to strong legal controls. In order to decide whether a plastics packaging material complies with the requirements of the food law, two sets of questions should be considered. Concerning the plastics materials, one must ask whether the type to be used in contact with food is approved for packaging foodstuffs and whether it contains only approved additives in the allowed concentrations. The system, plastics plus foodstuffs to be packed, must also be considered, particularly the extent to which the individual plastics additives or their secondary products and plastics monomers migrate from the packaging material into the food and the extent to which low molecular polymer components similarly migrate. The questions concerning the plastics can in most cases be answered by the manufacturer of the materials. For selecting some packaging materials, it is more important to answer the questions regarding the system - plastics plus foodstuff to be packed. The toxicity of plastics packages, particularly those kept in contact with food for a prolonged period or heated during the pasteurisation, sterilisation or preparation of the foodstuff is first of all determined by the extent to which the additives migrate into the packed foodstuff. It would be ideal if the migration of each additive into the packed material could be determined when the package has been filled and stored under normal conditions of use. This would ensure that no physiologically objectionable plastics material would be admitted and, on the other hand, that no suitable plastics material would be rejected because of a hypercritical assessment. However, quantitative determination of the migrated additives in the heterogeneous foodstuff is extremely difficult. Therefore, natural migration must be simulated in model tests to determine the migrated or extracted additives in food simulants which can more easily be analysed. In this connection, the term ‘migration’ covers the transition of additives under storage conditions, (e.g., at and below 20 °C and 65% relative humidity) from packaging materials into packed foodstuffs or their simulants, while ‘extraction’ is the elimination of additives from a packaging material under extreme experimental conditions, (e.g., at 65 °C or at boiling heat) frequently with low boiling point liquids. Both of the classes of substances mentioned previously, (i.e., additives and impurities) must be considered in polymer extractability investigations and the higher the 6
Additive Migration from Plastics into Packaged Commodities concentration of these substances present in the polymer, then the more of them is likely to extract from the polymer in an extraction test. Obviously, it is advantageous from the point of view of the polymer manufacturer to aim at producing grades of materials intended for food packaging applications with the lowest possible content of contaminants such as unreacted monomer. Efficient control of the manufacturing process will often forestall subsequent difficulties in obtaining acceptance of polymers in food and beverage packaging applications. For this reason it is also desirable to have available, methods for determining the concentration of these impurities in polymers so that the amount of impurity left in the final polymer can be controlled to a suitably low level which is known to produce an acceptable material from the point of view of extractability. The specified conditions of the plastic extraction test and food simulating extraction solvents prescribed in the test by various authorities differ considerably. As an example of the type of test procedure recommended, those of the European Union (EU) and those of the Food and Drug Administration (FDA) of the USA are discussed next in some detail as examples of procedures which receive recognition in countries other than the country of origin.
1.3 Extractability Testing in the European Union The food simulating extraction liquids recommended by the EU include a range of aqueous and fatty extractants. EU Directive 2002/72 EEC [1] and its amendments 2004/19 EC which will be superceded after 2006 by a super directive to cover all aspects of migration testing, for further details, see Chapter 1.6. Aqueous extraction liquids discussed in EU Directives include 10% ethanol, 15% ethanol, 3% aqueous acetic acid, 5% aqueous citric acid and 5% aqueous sodium carbonate. Oily extractants include olive oil triglycerides (tributyrin, tricaprylin), sunflower oil or a synthetic mixture of triglycerides known as HB307. When use of these extractants is not practical due to problems in chemical analysis, the EU decided in 1996 to accept the use of alternate volatile simulents such as isooctane or 95% ethanol. Other fatty simulent liquids that have been considered include isopropanol, ethyl acetate and cyclohexane [2]. Numerous variants exist in the detail of the extraction test, some of these are covered in Chapter 14 (additive migration). A good starting point when organising an extraction 7
Additive Migration from Plastics into Foods test is to refer to original EU Directives [1] (see Chapter 16 on the Legislative Aspects of the use of Additives in Food Grade Plastics). Extraction test durations can vary over a wide range from as low as 2 hours to 60 days. Similarly, the test temperatures used should reflect the conditions that the packaged commodity is subjected to during manufacture and storage life, for example, O’Brien and co-workers [3] in their study of the migration of 2-hydroxy 4-N-octyloxy benzophenone UV stabiliser and octadecyl-3-(3,5-di-tert-4-hydroxyphenyl)propionate antioxidant from high-density polyethylene, polypropylene, high-impact polystyrene and PVC into olive oil used migration test temperatures of 2 hours at 120 °C, 6 hours at 70 °C, 2 hours at 70 °C, 2 hours at 60 °C and 10 days at 40 °C to represent shortterm exposure at high temperatures and room temperature storage.
1.4 Extractability Testing in the UK In the UK, the EU Framework Directive 76/893/EEC, the EU Framework Directive 89/109/EEC and 2002/71/EEC have all been incorporated into UK Statutory Instruments 2006 No.1401, Plastic Materials and Articles in Contact with Food Regulations, 2006 [4]. To assist plastics manufacturers and users in the UK in the interpretation of Statutory Instrument 3145, the British Plastics Federation has published Plastics in Contact with Food – A Guide [5]. There is also the PIRA publication: Food Packaging Migration and Legislation [6].
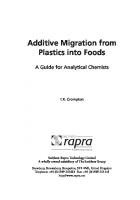
1.5 Extractability Testing in the USA The US legislation has been adopted outright or in a modified form by other countries. In the US food law is strongly inclined to Statute Law. Although each state can legislate separately, in practice the Federal Law usually prevails which has considerable advantages in interstate commerce. Many states have their own law which is identical to the Federal Law. Details of the US migration test procedures have been published [7-12]. A typical example of the application of a migration test procedure has been described by Lin and co-workers [13]. Migration studies were performed by determining acrylate monomers and oligomers in extractants from electron beam curable acrylate coatings. The cell extraction method used was that proposed by the FDA Centre for Food Safety and Applied Nutrition (www.cfsan.fda.gov). Stainless steel extraction cells with Teflon spacers of 30 ml volume and 50 cm2 opening for the extraction solvent 8
Additive Migration from Plastics into Packaged Commodities
Figure 1.1 Cross section of an extraction cell. (Reproduced with permission from Lin and co-workers, in Proceedings of the Tappi PLACE Conference, Boston, MA, USA, 2002, Session 13, Paper No. 48 [13]. © 2002, Tappi Press)
were used for the extraction test. A test sample, approximately 6.5 cm × 12.5 cm was placed in the extraction cell with the side (direct or indirect) to be extracted facing the cavity where the extracting solvent would be placed (see Figure 1.1). The cell/sample was conditioned with the appropriate extraction solvent (10% or 45% ethanol), temperature schedule (20-100 °C) and dwell time (30 minutes to 10 days) as outlined in FDA Migration Testing Protocols [12]. The cell was allowed to cool to room temperature before handling. The principal United States law is the FDA Food, Drug and Cosmetic Act 1938 and its numerous amendments [14]. This is designed to provide food that is safe and wholesome to the people, honestly labelled and properly packaged. Decisions have to be made as to the appropriate extraction liquids, test temperatures and whether the extraction test is carried out by single or double sided exposure of the test panels to the extractant liquid. Nerin and co-workers [15] in their study of migration of various phthalate plasticisers from paper board into FDA extraction liquids used various test conditions including 10 days at 40 °C, 1 hour at reflux temperature for all aqueous stimulants, 10 days at 40 °C and 1 hour at 175 °C for olive oil and 2 days at 20 °C and 3 hours at 60 °C for the isooctane stimulant. The decision between single or double sided extraction is based upon the construction of the test material, and its thickness. Structures greater than 0.05 cm thick are considered by the FDA to be infinitely thick. Single-sided extractions are most often used for coated materials or structures less than 0.05 cm thick. Two pieces of materials are separated by an inert spacer, thus defining a volume. This layered construction is secured so that the volume can be filled with the food simulating solvent. Double-sided extractions are by far the most common type, i.e., when specimen thickness exceeds 0.05 cm. FDA requirements stipulate that the ratio of food simulating solvent volume to surface area of extracted material must be near to 0.3 ml/cm2. 9
Additive Migration from Plastics into Foods Various extraction liquids are recommended by the FDA including distilled water, 3% aqueous acetic acid, 3% aqueous sodium bicarbonate, 3% aqueous sodium chloride, aqueous ethyl alcohol of the appropriate concentration, 20% sucrose solution containing 1% citric acid adjusted to pH 3.5 (aqueous extractants) and a liquid food fat, e.g., olive oil, vegetable oil, heptane and diethyl ether (fatty extractants). In deciding on the extractant test conditions to be used, the FDA distinguishes between the following conditions of use of the plastic food wrapping or container: 1. High temperature, heat sterilised, 2. Boiling water sterilised, 3. Hot water filled or pasteurised above 65 °C, 4. Hot water filled or pasteurised below 65 °C, 5. Room temperature filled and stored, i.e., no thermal treatment of food in the container, 6. Refrigerated storage, no thermal treatment of food in the container, 7. Frozen storage, no thermal treatment of food in the container, and 8. Frozen or refrigerated storage, a) ready-prepared foods intended to be reheated in container at time of use, b) aqueous, high or low free oil or fat.
References 1.
Commission Directive 2002/72/EC of 6th August 2002, Relating to Plastics Materials and Articles Intended to Come into Contact with Foodstuffs, Official Journal of the European Communities, No.1, 220/18, 8-58, 2002.
2.
I.E. Helmroth, M. Dekker and T. Hankemeier, Food Additives and Contaminants, 2002, 19, 1, 176.
3.
A. O’Brien, A. Goodson and I. Cooper, Food Additives and Contaminants, 1999, 16, 9, 367.
4.
UK Statutory Instrument No.1401, Plastic Materials and Articles in Contact with Food Regulations, HMSO, London, UK, 1992.
5.
Plastics in Contact with Food: A Guide, 2nd Edition, British Plastics Federation, London, UK, 1996.
10
Additive Migration from Plastics into Packaged Commodities 6.
R. Ashby, Food Packaging Migration and Legislation, 2nd Edition, PIRA International, Leatherhead, Surry, UK, 1997.
7.
Food Additives: Food Contact Substance Notification System, US Food and Drug Administration, Federal Register, May 21st 2002, 67, 98 (Rules and Regulations), p.35724-35731.
8.
US Food and Drug Administration, Centre for Food Safety and 38 Applied Nutrition, Office of Premarket Approval, September 1999, Guidance for Industry, Preparation Premarket Notifications for Food Contact Substances Toxicology Recommendations, 2002.
9.
US Food and Drug Administration, Centre for Food Safety and Applied Nutrition, Office of Premarket Approval, May 2002, Guidance for Industry, Preparation of Premarket Notifications for Food Contact Substances Chemistry Recomendations, 1999.
10. US Food and Drug Administration, Centre for Food Safety and Applied Nutrition, Office of Food Additive Safety, August 2002, Inventory of Effective Premarket Notifications for Food Contact Substances, FCN No. 103, 2002. 11. US Food and Drug Administration, Centre for Food Safety and Applied Nutrition, Office of Food Additive Safety, August 2002, Inventory of Premarket Notification Limitations, Specifications and use for Food Contact Substances, FCN No103, 2002. 12. Section 11 D (C) Food Simulents, Appendix 11, Selected Migration Testing Protocols Guidance for Industry Preparation of Pre-Market Notification for Food Contact Substances Chemistry Recommendations, April 2002. 13. A Lin, H. Gao, G. Wind and T. Wornick in Proceedings of the Tappi PLACE Conference, Boston, MA, USA, 2002, Session 13, Paper No.48. 14. Federal Food, Drug and Cosmetics Act, Section 201, USC, 321. 15. C. Nerin, E. Arseno and C. Jiminez, Analytical Chemistry, 2002, 74, 22, 5831.
11
Additive Migration from Plastics into Foods
12
2
Types of Polymers Used in Commodity Packaging
A high proportion of the wide range of polymers manufactured nowadays are used in applications which involve contact with food or beverages particularly in foodstuff packaging applications, utensils, kitchenware and in processing equipment in food factories and other establishments where food is handled in large quantities. In addition to packaging applications, plastics are used extensively in the food and drink vending market and in the manufacture of pre-packed meals, and also in the packaging of pharmaceuticals and cosmetics. In this Chapter, the types of plastics that are being used in these applications are briefly reviewed. The variants of these polymers such as copolymers and blends are discussed together with a brief general discussion of the properties of the polymers which are most relevant from the point of view of their use in applications involving contact with food.
2.1 Polyolefins and Copolymers 2.1.1 Polyethylene There are two distinct forms of polyethylene, namely low-density (high pressure synthesis) and high-density (low pressure synthesis, e.g., the Ziegler route). Also available are a range of copolymers of intermediate density made by either blending or by the copolymerisation of ethylene with other olefins such as propene, butane or hexene. The density range for polymers produced by the low pressure route is about 0.945 to 0.965 g/cm3, whereas the high pressure process produces material with densities between 0.918 and 0.935 g/cm3. Crystallinities are also different for the two types of polyethylene. The high-density polyethylene (HDPE) with its linear structure favours parallel configuration of the chains and hence a high degree of crystallinity (75-90%). The low-density polyethylene (LDPE) has appreciable chain branching which disturbs the regularity of the arrangement of atoms and hence produces a low degree of crystallinity (55-70%). The greater linearity of HDPE also increases the softening point of this grade relative to that of LDPE. This in turn increases the flex resistance of the high-density polymer. Due to its 13
Additive Migration from Plastics into Foods high softening point, HDPE unlike the LDPE can be steam sterilised, a property which is of importance in the food packaging field. Both forms of polyethylene are fairly inert chemically and are not attacked by solvents at temperatures up to 60 °C. However, they do absorb certain hydrocarbon solvents with swelling at room temperature. The HDPE is more resistant in this respect. Both types of polymers are resistant to water and salt solutions and water absorption is negligible at room temperature. Water vapour permeability is fairly low in the HDPE, as would be expected due to its lower permeability. Gas permeabilities are not particularly low, and LDPE, in particular, is not to be recommended as an oxygen barrier, i.e., it would not be used for the packaging of types of foods where oxygen ingress is undesirable. Water and oxygen permeabilities have important implications in the consideration of these polymers as food packaging materials. Both HDPE and LDPE exhibit the phenomenon of environmental stress cracking. This can occur when the material is multiaxially stressed when in contact with certain polar liquids or vapours. These liquids need not be solvents for polyethylene or even be more than slightly absorbed by it, and if the polymer is unstrained, (i.e., no moulding strains) no cracking occurs, no matter how long the contact time with the liquids. Environmental stress cracking has implications in the food packaging field as certain foodstuffs, such as vegetable oils and alcoholic beverages can act as stress cracking agents. Various types of additives can occur in polyethylene used in food packaging. These include, pigments, carbon black (for ultraviolet light resistance), slip additives (e.g., silica) to lower coefficient of friction of film and improve the rate of movement of film through printing and wrapping equipment, antistatic additives (to reduce dust attraction caused by build up of static changes), antiblock additives (used in film grades used for the manufacture of bags in order to overcome difficulties in separating them from a pile) and also to facilitate rapid opening of the bags on automatic filling equipment, and antioxidants (to prevent degradation during processing and during service life of the article). The biggest single application for LDPE is in packaging of food and vegetables. Food contact applications include the household use of polyethylene bags for storing food, especially in the refrigerator, or freezer, polyethylene coated cartons for frozen foods, bags for pre-packed fresh produce and bags for frozen poultry and hams. Blow moulded polyethylene containers are used for the packaging of table salt and sauces. In the injection moulding field, however, LDPE and HDPE are used in many types of food containers, particularly as closures and dispensers. Another very large use is in pots, tubs, beakers and bowls used as food storage containers. There is also an increasing use of extruded LDPE pipe for domestic cold water supplies. 14
Types of Polymers Used in Commodity Packaging
2.1.2 Polyethylene Naphthalate This is a relatively new polymer that has good barrier properties and which has been used in the packaging of olive oil. It is alos ideal for making amber coloured bottles suitable for packaging drinks such as beer. It can also be used for the manaufacture of high-performance fibres that have very high modulus and better dimensional stability than polyester or polyamide.
2.1.3 Polyethylene co-methacrylic Acid This polymer has been used as an additive in long chain branched polyethylene used in food packaging.
2.1.4 Polypropylene Polypropylene manufactured by the low pressure route gives a polymer which is largely isotactic (pendant methyl groups all on same side of carbon backbone). The crystallinity of low pressure polypropylene at 65 to 70% is somewhat lower than that of HDPE. Polypropylene, unlike the polyethylenes, is not subject to environmental stress cracking, which gives it an advantage in the food packaging field. It also has a lower density (0.90 g/cm3) than either LDPE or HDPE. Although the impact strength of polypropylene is lower than that of HDPE, especially at temperatures below 0 °C, this can be improved by incorporating various synthetic rubbers into polypropylene or by copolymerisation with ethylene and propylene. Two important properties of polypropylene are its resiliance and its resistance to fatigue by flexing. This makes it a suitable material for moulding screw cap closures used extensively in food and beverage packaging. A thin section diaphragm or fin is moulded into the inner surface of the closure in such a position that it bears down on the upper surface of the bottle neck. A rigid material would not have enough ‘give’ to take up imperfections in the glass surface and so would not form as good a seal. On the other hand, a more flexible material, such as LDPE, would ‘give’ but would not press back strongly enough to form a seal. The good fatigue resistance of popypropylene is utilised in the manufacture of snap fit lid food containers. Injection moulded polypropylene is used extensively in the manufacture of food storage containers either thick walled or thin walled. Polypropylene, due to its higher softening point when compared to polyethylene, is useful in food packaging applications where 15
Additive Migration from Plastics into Foods hot filling temperatures are involved. Polypropylene film is used extensively in food packaging applications because of its low water vapour and oxygen permeabilities. Examples include: biscuits, potato crisps and snack foods. Animal feeding stuffs are packed in polypropylene woven sacks, as are grains, sugar and vegetables.
2.2 Polymethyl Pentene This is a polymer of 4-methyl-1-pentene and is better known as TPX (Mistsui Chemicals). It is a low specific gravity (0.83 g/cm3) polymer of high clarity and softening point. It is still rather expensive. It has a lower impact strength and a very much higher permeability to gas and water vapour than either polyethylene or polypropylene. It is highly resistant to aqueous salt solutions, acids, alkalies and organic solvents. It is subject to environmental stress cracking. One of its few applications in which it comes into contact with food is as a coating on trays used in bakery ovens. In general, its outstanding properties compared to the other polyolefins are resistance to hot fillings and outstanding clarity.
2.3 Ethylene-vinyl Acetate Copolymers These polymers are very similar to LDPE in many of their characteristics. They are more transparent than polyethylene and have a high flexibility and impact resistance and good resilience. These polymers have a high permeability to water vapour and gases and are rather more susceptible to oil/hydrocarbon attack than is LDPE. When made into film, ethylene-vinyl acetate has a greater tendency towards blocking than LDPE and consequently it is necessary to incorporate a rather high percentage of antiblocking additive. Applications are mainly in the fields where flexibility and resilience are useful, particularly at low temperatures. This makes these copolymers attractive, for example, for the stretch wrapping of deep frozen poultry in which application they require a close contour wrap of the bird.
2.4 Ionomers The only ionomer produced in commercial quantities is produced under the trade name Surlyn A by DuPont. Ionomers are in effect ionic polymers which are solid at normal temperatures but which soften as do thermoplastics, upon heating. Surlyn A is basically a polymer of ethylene containing carboxylate groups and which is similar in many ways to LDPE. The ionic forces, due to the carboxylate groups give it a high melt strength so 16
Types of Polymers Used in Commodity Packaging that it has excellent drawing characteristics. Surlyn A is useful as an extrusion material and very thin coatings with a low ‘neck-in’ can be obtained. Skin packaging is another application with obvious attractions in the food packaging industry. It is resistant to strong and weak alkalies and is slowly attacked by acids. It is resistant to alcohol but swells in contact with oils and hydrocarbons. It is however, more resistant to oils than LDPE and has in fact been used for the packaging of olive oil.
2.5 Vinyl Plastics and Vinyl Copolymers Polyvinylchloride (PVC) is much less crystalline than the polyolefins. The base polymer is very hard and for most applications it has to be plasticised to make it flexible enough for use. There are many plasticisers available for PVC. Food contact applications, of course, impose their own requirements of intrinsic safety and low migration rate of the plasticiser. Due to the nearness of its decomposition and processing temperatures, PVC has to be stabilised against heat by the addition of 1-2% of heat stabiliser and this, in turn, has food contact implications. PVC has a density of about 1.4 g/cm3 which makes it appreciably denser than any of the unchlorinated polyolefins. It is resistant to alcohol and to many fats and this encourages its applications in the packaging of wine, beer, and fatty foods. For food contact uses PVC usually has a low plasticiser content in which form it has good rigidity and can be moulded into sections and film down to 75 mm thick. It has the merit of clarity, which is useful in many food uses. PVC film can be thermoformed into various packages including tubs, trays for foodstuffs, inserts for chocolate boxes and biscuit tins and other confectioneries. Very thin film is used for shrink wrapping of prepackaged meat, fruit and vegetables. PVC bottles are increasingly being used for the packing of foodstuffs and alcoholic beverages, including wine and beer. It is used extensively in the UK for the packaging of fruit squashes and to some extent for edible cooking oils. PVC can be fabricated into jars suitable for the packaging of coffee and chocolate drinks. PVC is also copolymerised with other monomers such as vinyl acetate, vinylidene chloride propylene and acrylonitrile. Copolymerisation with vinyl acetate tends to soften the polymer to the point that plasticiser addition may be unnecessary. For low temperature applications, plasticiser addition may still be desirable and in this form the copolymer is used in the fabrication of refrigerator trays. Vinyl chloride - vinylidene chloride copolymers are used for the manufacture of films which have a very low permeability to water vapour and gases. Such film is used for 17
Additive Migration from Plastics into Foods wrapping cheese and other commodities which require the absence of oxygen for their preservation. Vinyl chloride - vinylidene chloride is also applied as a coating to improve the barrier properties of other food packaging materials such as paper, polypropylene and cellulose film. Propylene - vinyl chloride copolymers are used mainly as bottle blowing materials. Copolymers of vinyl chloride and acrylonitrile have no food packaging applications.
2.5.1 Polyvinyl Acetate This rubbery, synthetic, polymer is used in the food industry, mainly as an adhesive in laminating operations.
2.6 Polystyrene and its Copolymers This is a hard fairly brittle material. Chemically it is unaffected by acids, alkalies, lower alcohols and most paraffinic hydrocarbons. It is attacked by certain foodstuffs, e.g., orange peel oil. It is a reasonably good barrier to gas but a poor one to water vapour. The brittleness of polystyrene can be overcome by incorporation of a synthetic rubber, such as polybutadiene or styrene-butadiene rubber in amounts up to 10%. The increase in impact strength and flexibility thus acquired is accompanied by some loss in clarity, so that only opaque or translucent grades of toughened polystyrene are available. This does not however, limit its uses in food packaging. Polystyrene is also available in an expanded (cellular) form and as such is used extensively in the fabrication of vending machine drinking cups. Polystyrene is used extensively in food packaging and in the home. The toughened polymer is injection moulded into tubs and containers for yogurt, dairy cream, cut peel, ice cream, cottage cheese, honey and syrup. Transparent untoughened polystyrene is used for the fabrication of jam and marmalade containers. Thermoformed thin section toughened polystyrene is used for the fabrication of vending cups, and thicker sections are used to manufacture refrigerator cabinets and door liners where food contact is likely. Biaxially orientated untoughened polystyrene film is also used in the manufacture of transparent food containers. Moulded expanded polystyrene boxes are used extensively for the transport of fruit, vegetables and fish and thermoformed expanded sheet to produce supermarket trays for the prepackaging of meat, fruit and vegetables. 18
Types of Polymers Used in Commodity Packaging The physical properties of polystyrene are improved by copolymerisation with acrylonitrile or acrylonitrile and butadiene. Styrene - acrylonitrile (SAN) is tough and transparent and is used in the manufacture of measuring jugs, orange and lemon squeezers and food homogenisers. Acrylonitrile - butadiene - styrene (ABS) can be manufactured to have a range of properties, depending on the ratio of the monomers present and the order in which the monomers are polymerised. ABS has an improved impact resistance and toughness over polystyrene and also superior chemical resistance. It can be injection moulded, blow moulded and extruded. Applications in food packaging include injection moulded cake and bread trays and margarine tubs. Polystyrene-6-polydimethyl siloxane has been used as an additive to long chain branched polyethylene and narrow molecular weight polystyrene to control barrier properties.
2.7 Polyacrylonitrile This polymer has good chemical and oil and grease resistance. Its only application in which it might come into contact with food is as a filter cloth in food manufacturing equipment.
2.8 Acrylic-based Multi Polymer Compounds This compound is a copolymer of acrylic acid and two other monomers and known as XT Polymer (Cyro Industries). It has excellent oil and grease resistance and has, in fact, been used for the fabrication of containers for peanut butter and medicinal mineral oil.
2.9 Lopac Lopac (Monsanto) is the trade name for a copolymer of methacrylonitrile with small percentages of styrene and methyl styrene. It has been used as a material for the fabrication of carbonated soft drink bottles. It has excellent clarity and barrier properties. 19
Additive Migration from Plastics into Foods
2.10 Borex This is the trade name of a product made by copolymerising acrylonitrile and methyl acrylate in the presence of butadiene - acrylonitrile rubber. It is clear, has good barrier properties and impact strength. This polymer may also, have future applications in the bottle blowing field for carbonated soft drinks bottles.
2.11 Fluorocarbon Polymers Due to its chemical inertness polytetrafluoroethylene is used for pump and pipe lining and gaskets, seals and washers and as such, may be used in applications which involve contact with food. In addition, it is used as a non-stick coating in pans and frying pans and is used in the food industry for the coating of a wide range of mixing equipment. Due to its high price, this material would not be used as a food packaging material.
2.12 Polyamides Various polyamides (Nylon) are manufactured by the condensation of amino acids. Polyamides can be blown into film and here they find many applications in the packaging of oils, fats and greases. The high softening point of polyamides have lead to their extensive use in boil-in-the-bag food packs. The low gas permeability of the film has been utilised in sachets for vacuum packed foods, such as cheese slices and bacon. Moulded articles in polyamide are widely used in food manufacturing processes. The fact that polyamides are self lubricating and consequently do not require the addition of a lubricant additive is a particularly important factor in the food industry where contamination by lubricants cannot be tolerated.
2.13 Acrylics 2.13.1 Polymethylmethacrylate This is a very clear plastic with good light exposure properties. Chemically it is resistant to water, alkalies, many dilute acids and aqueous salt solutions. This polymer is too expensive for packaging. It does however have one application as a food quality plastic, namely the fabrication of artificial dentures.
2.13.2 Polyethylene Terephthalate (Terylene) Polyethylene terephthalate is a condensation product of ethylene glycol and terephthalic acid and one of its trdaenames is Terylene (ICI). It is fabricated as film 20
Types of Polymers Used in Commodity Packaging and fibre and can be injection moulded. Terylene film has excellent strength and transparency but tends to lose strength at the heat seals. Bags are, therefore, often made up using adhesives. It has a high softening point. As a moulded material its important properties are low moisture pick-up, high yield strength and high surface hardness. It has good creep and abrasion resistance. Terylene film is used mainly in the manufacture of food packaging. It is expensive but due to its high strength, it can be used as a very thin film which keeps costs down. When used as a thin film it is sometimes laminated with other lower cost film. Its high softening point renders it attractive in the boil-in-the-bag food market. It is used extensively in drink bottling applications.
2.14 Polycarbonates These polymers are, in effect, linear polyesters of carbonic acid made by reacting aromatic dehydroxy compounds such as bisphenol A with diphenylcarbonate or phosgene. Polycarbonates are hard, rigid and transparent with a very high impact and tensile strength. They have good low temperature properties and are resistant to acids but not alkalies. Polycarbonates are stain resistant and have been found to be satisfactory after long periods in contact with coffee, fruit juices and tea. An additional bonus with this material is its non-flammability. Because of its high strain resistance, high temperature resistance and impact strength, this polymer is used for the fabrication of household items such as plates, cups and saucers and baby’s feeding bottles. It has also been used in the fabrication of food processing equipment.
2.15 Polyacetals A polyacetal homopolymer is essentially a polymer of formaldehyde. Copolymers with cyclic ethers, such as ethylene oxide are also available commercially. These polymers have good abrasion resistance and stand up well to repeated impacts. The range of applicability extends from –40 °C to 80 °C. They have a low water absorption and are creep and fatigue resistant. Chemically they are very resistant to weak and strong alkalies and detergents but are attacked by strong acids. They are affected by ultraviolet light but can be protected with carbon black. The properties of polyacetal have lead to a particular specialised food contact application such as the meat hooks for handling meat carcasses. 21
Additive Migration from Plastics into Foods
2.16 Polyphenylene Oxide (PPO) This is a linear polymer made by the catalytic oxidative coupling of 2,6 dimethylphenol. PPO has a use temperature range of –55 to 175 °C. It is transparent but yellow in colour and is rather expensive being used mainly in engineering applications. Its resistance to repeated steam sterilisation makes it a useful plastic in food engineering applications. It is also used in the fabrication of domestic food mixers. A modified form of PPO is available with the trade name Noryl (General Electric Company). This is cheaper than PPO and has excellent mechanical properties over the range –40 to 120 °C. This polymer is used extensively in food contact applications where an impact strength slightly inferior to that of PPO is acceptable.
2.17 Polysulfone This is another engineering plastic used in food engineering. It is a tough rigid transparent plastic with very high tensile strength, creep resistance and low mould shrinkage and water absorption. It is resistant to acids, alkalies, aqueous salt solutions, alcohols, detergents and oils, even at elevated temperatures and under moderate stress. It has also been used in kitchen hardware and as a replacement for stainless steel in the manufacture of milking machines.
2.18 Thermosets Various thermosets are used in contact with food in significant commercial amounts. Thermosets are distinguished from thermoplastics in that they undergo an irreversible chemical change on heating during moulding. Thermosets are discussed later in Chapter 3.
2.19 Phenol-formaldehyde As manufactured, these polymers usually contain various types of fillers and this has obvious food contact implications. The fillers are used to reduce cost, improve shock resistance and to reduce mould shrinkage. Phenol-formaldehyde resins are resistant to common solvents, acids, aqueous salt solutions and hot oils, although water and alcohols cause slight swelling. As far as food contact applications are concerned the main use of these resins is in the manufacture of closures for containers such as jars and bottles. Direct contact is less likely in these applications because of the interposition of a liner between the closure and the container. The resins are also used for moulding the handles of kitchen implements. 22
Types of Polymers Used in Commodity Packaging
2.20 Urea-formaldehyde This resin produces mouldings which are resistant to common solvents but are attacked by strong acids. This resin is slightly less resistant to water than phenolformaldehyde. The impact strength of urea-formaldehyde resins depend on the type of filler used. Frequently, bleached wood pulp is used as a filler. The main interest to the food industry is again that of container closures and in the domestic field they are used as casings for domestic food mixers.
2.21 Melamine-formaldehyde Colourless white or pastel coloured mouldings can be produced from this resin using bleached wood pulp as a filler. Melamine-formaldehyde mouldings are more resistant to water than urea-formaldehyde resins and are not attacked by weak alkalies and they have a high heat resistance. Due to their superior water resistance, mouldings made in this resin have good staining resistance and have consequently been widely used in tableware. Their high heat resistance has lead to their extensive use as the top layer of decorative laminates for table tops and working surfaces.
2.22 Polyesters A whole range of these resins is available. They are produced by the reaction of polyhydric alcohols and polybasic acids. An important use of these resins is in the manufacture of glass fibre reinforced polyester laminates which, in addition to their great strength, have a high heat and corrosion resistance. Thermosetting polyesters are resistant to most solvents and acids and alkalies. Glass reinforced plastics are widely used in the manufacture of semi-bulk containers for all types of liquid and solids and for storage tanks.
2.23 Epoxy Resins This range of resins, made by the condensation of bisphenol A and epichlorohydrin (or another compound containing the epoxy group) have many similarities with the polyesters. These are extremely tough materials with good heat and chemical resistance. They have low impact strength and when used as coatings are usually modified with flexibilising agents such as low molecular weight polyamides. 23
Additive Migration from Plastics into Foods Epoxy resins, such as polyesters, are used in the manufacture of laminates and reinforced structures. They are used as lacquers in a wide variety of food cans.
2.24 Polyurethanes These resins are formed by the reaction of isocyanates such as toluene diisocyanate and methylene diisocyanate with polyols. This resin can be produced in a rigid form or as a rigid or flexible foam. Applications of polyurethane foam in food packaging are likely to be confined to cushioning, for example, glass jars in outer containers, since polyurethanes must not be used in contact with food because of the great difficulty in removing the last traces of the diisocyanate which is highly toxic.
2.25 Silicones There are three main forms of silicones, namely liquids, solids (resins) and rubbers. The resins are the most important from the food contact point of view. A major application is in the bakery industry where the resin is used to coat bread baking tins.
2.26 Natural Polymers Various natural materials such as cellulose and cellulose acetate are used in applications which involve contact with food. These are discussed in Section 2.26.1.
2.26.1 Cellulose Cellulose film is manufactured by a rather complicated process involving the casting of the film and impregnation with plasticisers and flexibilisers such as glycerol or ethylene glycol to produce uncoated film which is non-moistureproof and non-heat sealable. To make it moisture-proof and heat sealable, a coating of nitrocellulose is applied. To obtain a superior moisture barrier a coating of vinyl chloride-vinylidene copolymer (Saran) is applied. A wide variety of grades of such film are manufactured. There are many possible variations with regenerated cellulose film. These include various degrees of moisture-proofness and single sided coatings. Variants which are in regular production include the following types: nitrocellulose coated on both sides (moisture-proof), heat sealable, non moisture-proof, nitrocellulose coated on one side only and copolymer coated on both sides. Regenerated cellulose film has a light transmission equal to that of glass. Dry cellulose film is practically impermeable to the permanent gases but becomes permeable when wet. Moisture vapour permeability is very high unless the film is coated. 24
Types of Polymers Used in Commodity Packaging Both moisture-proof and non-moistureproof film have a wide variety of uses including important applications in the food packaging field. Non-moistureproof films are used when protection from grease and dirt is required but where mould growth would be a problem if a good moisture barrier were used. Examples of its use in this area include packaging of meat pies, cakes, fondants, chocolate coated sweets and fresh sausages. Moisture-proof films are used for the wrapping of hygroscopic foodstuffs such as biscuits, sugar, confectionary, potato crisps, bread and shelled nuts. Moisture-proof film is also used for the packaging of hygroscopic sweets, pharmaceuticals and dried milk. Single side coated film is used for the packaging of fresh meat with the uncoated side in contact with the meat. The moistening of the film by the meat raises its permeability to gases including oxygen and so gives it the right combination of conditions to preserve the fresh colour of the meat. A single-sided coated film is also used when extrusion coating with polyethylene is required. The polyethylene readily adheres more securely to the base cellulose film than to the nitrocellulose coating. This type of laminate is used for the vacuum packing of bacon, cheese and coffee.
2.26.2 Cellulose Derivatives • Cellulose triacetate and diacetate (secondary cellulose acetate) This is a hard tough material made by the acetylation of cellulose. It is sensitive to moisture pickup and is dimensionally unstable. It is resistant to weak acids and alkalies but is decomposed by strong ones. Both the triacetate and the secondary cellulose acetate give crystal clear films with high gas and water vapour permeabilities. Cellulose triacetate has limited use in applications involving contact with food (cutlery handles). The secondary acetate film is widely used in packaging, principally as a laminate. It is not readily heat sealed. It does, however, readily accept printing inks. Cellulose secondary acetate is normally used as the outer layer of a laminate with an inner heat scalable coating. Printing is carried out on the inside of the acetate thus giving a glossy decoration. Secondary acetate film is also used as the window in cartons as it has good adhesion to cardboard. The high permeability of cellulose acetate film to water vapour and oxygen limits its uses in fresh food packaging. It is, however, particularly useful if a breathable film is required allowing the inward passage of carbon dioxide. This renders it particularly useful in certain specific food packaging applications. Thicker section secondary acetate film is used for the manufacture of rigid food containers and vacuum drawn cellulose acetate containers are used in packaging sweets and chocolates at the high price end of the market. 25
Additive Migration from Plastics into Foods • Ethyl cellulose This is manufactured by reacting cellulose with ethyl chloride. It is tough and retains flexibility and impact strength down to –40 °C and has a similar moisture pickup to cellulose acetate. It is widely used as a moulding material and in film manufacture.
2.27 p-Hydroxybenzoic Acid and 2-Hydroxy-6-naphthoic Acid These polymers have been used as coating on non-plastic substrates for the packaging of fatty commodities.
2.28 Polymers Used in Gas Barrier Applications These polymers, some of which are listed next are used to modify the atmosphere within packaged foods, beverages, pharmaceuticals and cosmetics and to control the ingress of, for example, oxygen, ethylene-vinyl alcohol, perfectly alternating polyketones, thermoformable ethylene-vinyl, alcohol blends, polylactide, and polyethylene terephthalate.
2.28.1 Rubber and Elastomers These contain additives and their breakdown products such as: benzothiazole, 2-mercaptobenzothiazole, N-cyclo-2-benzothiazole sulfonamide and 2-mercaptobenzothiazyl disulfide. There are two main types of rubbers/elastomers used in packaging and processing: natural rubbers and nitrile rubbers. Both of these are used to produce seals, gaskets, valves, diaphragms and hoses. Natural rubbers are used in latex dipping to form feeding teats and rubber gloves. Filled natural rubbers are used to produce hoses and conveyor belts used in food production. Nitrile rubbers are synthetic copolymers of butadiene and acrylonitrile. These are used more widely than natural rubbers to produce hoses, dairy equipment, seals, gaskets, car seals and bottle closures. Other synthetic rubbers used in packaging include ethylene - propylene - diene terpolymers and vinylidene fluoride - hexafluoropropylene copolymer. Use in food production includes the packaging of milks, yoghurts, infant formulae and beverages. 26
3
Non-Polymeric Components of Plastics
All polymers, in addition to the basic plastic, usually contain several, if not a multiplicity, of non-polymeric components in amounts from less than one part per million to several percent. The presence of these substances obviously have an implication in the suitabilities or otherwise of the plastic for applications involving contact with foodstuffs. Thus, although the plastic itself, due to its very high molecular weight, might not contaminate the foodstuff, it is apparent that certain additives, which are usually of relatively low molecular weight, and therefore of higher solubility, will be transferred from the plastic to the foodstuff during storage. This raises questions regarding the toxicity of the additives, the amounts which transfer and the possible implications of this, from the toxicity point of view, as far as the food consumer is concerned. Non-polymeric components are present in plastics either unavoidably as a result of the process of manufacture, or as the result of deliberate additions to the plastic in order to improve some aspect of ease of manufacture or final polymer properties. Thus, non-polymeric components can be subdivided into three groups: • Polymerisation residues, • Processing aids, and • End-product additives. Polymerisation residues cover substances whose presence is to a large extent unavoidable, such as low molecular weight polymers, oligomers, catalyst remnants, and polymerisation solvents. Raw material non-polymerisable impurities, are impurities picked up from plant materials. Processing aids include such substances as thermal antioxidants and heat stabilisers added to prevent decomposition of the polymer during moulding and slip additives to facilitate moulding. End-products are deliberately added to the polymer either during manufacture or subsequently to improve the properties of the final polymer. As discussed next, a very wide range of non-polymeric substances are used in this category ranging from secondary thermal antioxidant to impact improvers, plasticisers, ultraviolet stabilisers, antistatic agents, and so on. 27
Additive Migration from Plastics into Foods
Table 3.1 Non Polymeric Components Found in a Sample of Polypropylene Determined
Concentration (ppm) Origin
Polymerisation residues Aluminium
40
Titanium
5
Chlorine
230
Sodium
30
Potassium
18
Silicon