Oxide Scale Behavior in High Temperature Metal Processing 9783527325184, 9783527630318
The result of a fruitful, on-going collaboration between academia and industry, this book reviews recent advances in res
275 64 3MB
English Pages 382 Year 2010
Content:
Chapter 1 Introduction (pages 1–6):
Chapter 2 A Pivotal Role of Secondary Oxide Scale during Hot Rolling and for Subsequent Product Quality (pages 7–27):
Chapter 3 Scale Growth and Formation of Subsurface Layers (pages 29–66):
Chapter 4 Methodology Applied for Numerical Characterization of Oxide Scale in Thermomechanical Processing (pages 67–104):
Chapter 5 Making Measurements of Oxide Scale Behavior under Hot Working Conditions (pages 105–148):
Chapter 6 Numerical Interpretation of Test Results: A Way toward Determining the Most Critical Parameters of Oxide Scale Behavior (pages 149–177):
Chapter 7 Physically Based Finite Element Model of the Oxide Scale: Assumptions, Numerical Techniques, Examples of Prediction (pages 179–205):
Chapter 8 Understanding and Predicting Microevents Related to Scale Behavior and Formation of Subsurface Layers (pages 207–269):
Chapter 9 Oxide Scale and Through?Process Characterization of Frictional Conditions for the Hot Rolling of Steel: Industrial Input (pages 271–366):
Recommend Papers

![Phase Equilibria Diagrams of High Temperature Non-oxide Ceramics [1st ed. 2018]
9789811304637, 9789811304620, 9811304637](https://ebin.pub/img/200x200/phase-equilibria-diagrams-of-high-temperature-non-oxide-ceramics-1st-ed-2018-9789811304637-9789811304620-9811304637.jpg)


![High Temperature Mechanical Behavior of Ceramic-Matrix Composites [1 ed.]
3527349030, 9783527349036](https://ebin.pub/img/200x200/high-temperature-mechanical-behavior-of-ceramic-matrix-composites-1nbsped-3527349030-9783527349036-j-2421046.jpg)
![2nd International Symposium on High-Temperature Metallurgical Processing [1 ed.]
1118029380, 9781118029381](https://ebin.pub/img/200x200/2nd-international-symposium-on-high-temperature-metallurgical-processing-1nbsped-1118029380-9781118029381.jpg)




- Author / Uploaded
- Dr. Michal Krzyzanowski
- Prof. John H. Beynon
- Dr. Didier C. J. Farrugia(auth.)
- Similar Topics
- Technique
- Metallurgy
File loading please wait...
Citation preview
Michal Krzyzanowski, John H. Beynon, and Didier C. J. Farrugia Oxide Scale Behaviour in High Temperature Metal Processing
Further Reading Maaß, P., Peißker, P., Ahner, C. (eds.)
Handbook of Hot-dip Galvanization 2010 ISBN: 978-3-527-32324-1
Hirsch, J., Skrotzki, B., Gottstein, G. (eds.)
Aluminium Alloys Their Physical and Mechanical Properties 2008 ISBN: 978-3-527-32367-8
Kainer, K. U. (ed.)
Magnesium 8th International Conference on Magnesium Alloys and their Applications
Heimann, R. B.
Plasma Spray Coating Principles and Applications
2010 ISBN: 978-3-527-32732-4
2008 ISBN: 978-3-527-32050-9
Bathias, C., Pineau, A. (eds.)
Pfeiler, W. (ed.)
Fatigue of Materials and Structures
Alloy Physics
2009 E-Book ISBN: 978-0-470-39401-4
2007 ISBN: 978-3-527-31321-1
Zehetbauer, M. J., Zhu, Y. T. (eds.)
Bulk Nanostructured Materials 2009 ISBN: 978-3-527-31524-6
A Comprehensive Reference
Michal Krzyzanowski, John H. Beynon, and Didier C. J. Farrugia
Oxide Scale Behaviour in High Temperature Metal Processing
The Authors Dr. Michal Krzyzanowski University of Sheffield Department of Engineering Materials Mappin Street Sheffield S1 3JD United Kingdom
All books published by Wiley-VCH are carefully produced. Nevertheless, authors, editors, and publisher do not warrant the information contained in these books, including this book, to be free of errors. Readers are advised to keep in mind that statements, data, illustrations, procedural details or other items may inadvertently be inaccurate. Library of Congress Card No.: applied for
Prof. John H. Beynon Swinburne University of Technology Faculty of Engineering & Industrial Sciences P.O. Box 218 Hawthorn, VIC 3122 Australia Dr. Didier C.J. Farrugia Swinden Technology Center Corus Research, Dev. & Techn. Moorgate, Rotherham South Yorkshire S60 3AR United Kingdom
British Library Cataloguing-in-Publication Data A catalogue record for this book is available from the British Library. Bibliographic information published by the Deutsche Nationalbibliothek The Deutsche Nationalbibliothek lists this publication in the Deutsche Nationalbibliografie; detailed bibliographic data are available on the Internet at http://dnb.d-nb.de. © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Cover © Flying-Tiger, fotolia All rights reserved (including those of translation into other languages). No part of this book may be reproduced in any form – by photoprinting, microfilm, or any other means – nor transmitted or translated into a machine language without written permission from the publishers. Registered names, trademarks, etc. used in this book, even when not specifically marked as such, are not to be considered unprotected by law. Composition Toppan Best-set Premedia Limited Printing and Bookbinding betz-Druck GmbH, Darmstadt Cover Design Schulz Grafik-Design, Fußgönheim Printed in the Federal Republic of Germany Printed on acid-free paper ISBN: 978-3-527-32518-4
V
Contents Preface IX
1
Introduction 1
2
A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality 7 Friction 8 Heat Transfer 12 Thermal Evolution in Hot Rolling 17 Secondary Scale-Related Defects 20 References 24
2.1 2.2 2.3 2.4
3 3.1 3.2 3.3 3.4 3.5
Scale Growth and Formation of Subsurface Layers 29 High-Temperature Oxidation of Steel 32 Short-Time Oxidation of Steel 36 Scale Growth at Continuous Cooling 41 Plastic Deformation of Oxide Scales 45 Formation and Structure of the Subsurface Layer in Aluminum Rolling 57 References 62
4
Methodology Applied for Numerical Characterization of Oxide Scale in Thermomechanical Processing 67 Combination of Experiments and Computer Modeling: A Key for Scale Characterization 67 Prediction of Mild Steel Oxide Failure at Entry Into the Roll Gap as an Example of the Numerical Characterization of the Secondary Scale Behavior 68 Evaluation of Strains Ahead of Entry into the Roll Gap 69 The Tensile Failure of Oxide Scale Under Hot Rolling Conditions 73 Prediction of Steel Oxide Failure During Tensile Testing 80 Prediction of Scale Failure at Entry into the Roll Gap 89
4.1 4.2
4.2.1 4.2.2 4.2.3 4.2.4
Oxide Scale Behaviour in High Temperature Metal Processing. Michal Krzyzanowski, John H. Beynon, and Didier C.J. Farrugia Copyright © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: 978-3-527-32518-4
VI
Contents
4.2.5
Verification Using Stalled Hot Rolling Testing 99 References 103
5
Making Measurements of Oxide Scale Behavior Under Hot Working Conditions 105 Laboratory Rolling Experiments 105 Multipass Laboratory Rolling Testing 112 Hot Tensile Testing 115 Hot Plane Strain Compression Testing 127 Hot Four-Point Bend Testing 135 Hot Tension Compression Testing 140 Bend Testing at the Room Temperature 143 References 146
5.1 5.2 5.3 5.4 5.5 5.6 5.7
6 6.1 6.2 6.3 6.4 6.5
7 7.1 7.2 7.3 7.4
8 8.1 8.2 8.3 8.4 8.5 8.6 8.7 8.8
Numerical Interpretation of Test Results: A Way Toward Determining the Most Critical Parameters of Oxide Scale Behavior 149 Numerical Interpretation of Modified Hot Tensile Testing 150 Numerical Interpretation of Plane Strain Compression Testing 156 Numerical Interpretation of Hot Four-Point Bend Testing 158 Numerical Interpretation of Hot Tension–Compression Testing 164 Numerical Interpretation of Bend Testing at Room Temperature 171 References 175 Physically Based Finite Element Model of the Oxide Scale: Assumptions, Numerical Techniques, Examples of Prediction 179 Multilevel Analysis 179 Fracture, Ductile Behavior, and Sliding 183 Delamination, Multilayer Scale, Scale on Roll, and Multipass Rolling 189 Combined Discrete/Finite Element Approach 195 References 203 Understanding and Predicting Microevents Related to Scale Behavior and Formation of Subsurface Layers 207 Surface Scale Evolution in the Hot Rolling of Steel 207 Crack Development in Steel Oxide Scale Under Hot Compression 211 Oxide Scale Behavior and Composition Effects 215 Surface Finish in the Hot Rolling of Low-Carbon Steel 226 Analysis of Mechanical Descaling: Low-Carbon and Stainless Steel 230 Evaluation of Interfacial Heat Transfer During Hot Steel Rolling Assuming Scale Failure Effects 244 Scale Surface Roughness in Hot Rolling 250 Formation of Stock Surface and Subsurface Layers in Breakdown Rolling of Aluminum Alloys 255 References 263
Contents
9 9.1 9.2 9.3 9.3.1 9.3.1.1 9.3.1.2 9.3.1.3 9.3.2 9.3.3 9.3.4 9.3.5 9.4 9.4.1 9.4.2 9.4.3 9.4.4 9.4.4.1 9.4.4.2 9.4.4.3 9.4.4.4 9.4.4.5 9.4.4.6 9.4.4.7 9.4.4.8
9.4.5 9.4.6 9.5 9.5.1 9.5.2 9.5.3 9.5.4 9.5.5 9.5.6 9.6
Oxide Scale and Through-Process Characterization of Frictional Conditions for the Hot Rolling of Steel: Industrial Input 271 Background 271 Brief Summary of the Main Friction Laws Used in Industry 278 Industrial Conditions Including Descaling 286 Rolling 286 Influence of Roll Gap Shape Factor 286 Influence of Pass Geometry and Side Restraints 293 Influence of Friction and Tension on Neutral Zone 294 Influence of High-Pressure Water Descaling 299 Influence of Oxide Scale During Rolling 305 Comparison of Processing Conditions Between Flat and Long Products 307 Summary 308 Recent Developments in Friction Models 308 Mesoscopic Variable Friction Models Based on Microscopic Effects 308 Anisotropic Friction 319 Application to Wear 320 Sensitivity and Regime Maps 321 The Effect of Draft on the Coefficient of Friction 325 The Effect of Roll Velocity on the Coefficient of Friction 326 The Effect of Roll Velocity on the Coefficient of Friction Including the Effect of the Thickness of Secondary Scale, hsc 326 The Effect of Interpass Time on the Coefficient of Friction for a Range of Secondary Oxide Scale Thickness 327 The Effect of Thickness of Secondary Oxide Scale on the Coefficient of Friction 328 The Effect of Roll Radius Rr (Effectively Contact Time) on the Coefficient of Friction 329 The Effect of Roll Surface Roughness on the Coefficient of Friction with Consideration of the Interpass Time 329 The Influence of Roll Surface Roughness and Secondary Oxide Scale on the Coefficient of Friction 330 Macro- and Micromodels of Friction 332 Implementation in Finite Element Models 334 Application of Hot Lubrication 336 The Effect of Stock Surface Temperature on COF for Different Lubricant Flow Rates 339 The Effect of Lubricant Flow Rate on COF 340 The Effect of Interstand Time, for the Purpose of Secondary Scale Growth, on COF Under Lubrication 340 The Effect of Reduction on COF Under Lubrication 341 The Effect of Roll Speed on COF Under Lubrication 342 Summary of Effect of Hot Lubrication 342 Laboratory and Industrial Measurements and Validation 343
VII
VIII
Contents
9.6.1 9.6.1.1 9.6.1.2 9.6.1.3 9.7 9.7.1 9.7.2 9.7.3 9.8
Typical Laboratory Experimental Procedure 343 The Effect of Contact Force and L/hm Ratio on COF 347 The Effect of Scale Thickness on Friction 347 The Effect of Lubrication on Friction 347 Industrial Validation and Measurements 354 Beam Rolling Example 354 Strip Rolling 355 Inverse Analysis Applied to the Evaluation of Friction 356 Conclusions and Way Forward 358 References 360 Index
367
IX
Preface The authors’ interest in oxide scale behavior during high-temperature metal processing began with a desire to have more accurate descriptions of friction and heat transfer during thermomechanical processing. This was needed for their modeling work on both microstructure evolution and shape changes, particularly for hot metal rolling operations. The evolution of microstructure is a major component of the research of the Institute for Microstructural and Mechanical Process Engineering: The University of Sheffield (IMMPETUS) in the UK, where Michael Krzyzanowski and John Beynon worked closely together. The research within IMMPETUS spans ferrous and nonferrous metals, particularly the important structural alloys of aluminum, iron (stainless and carbon steels), magnesium, nickel, and titanium. The boundary conditions describing the effects of thermal and mechanical loads on the metal are crucial for accurate prediction of the details of metal flow and the operating temperature fields. However, the research into these boundary conditions quickly revealed that the oxide scale on the hot metal would need to be treated as a detailed material in its own right, and not just a homogenous layer with nominal properties, traditionally described as a single friction or heat transfer coefficient. Thus began a major research effort to understand how oxide scale performs under the severe operating conditions that are typical of industrial metal forming at elevated temperatures, with their combination of large plastic deformations, often at high speeds, with sharp temperature gradients, all changing quickly with time. At the same time, Didier Farrugia, based at Corus’ Swinden Technology Centre nearby, was leading modeling activity into both microstructure evolution and shape changes. He became interested in extracting practical and simple algorithms for friction and heat transfer from the detailed research being undertaken in the university. He and his Marie Curie Fellows, Christian Onisa whose contribution to Chapter 9 has been invaluable and Quiang Liu, concentrated on friction in the hot rolling of long steel products and aligned their research with IMMPETUS. A long partnership with the University of Sheffield resulted, whereby the detailed research has been guided by the needs of industry, and the industry models have benefited from the insights gleaned during the research. Collaboration with other companies, particularly in steel and aluminum, also helped accelerate the progress of the research. These productive relationships were Oxide Scale Behaviour in High Temperature Metal Processing. Michal Krzyzanowski, John H. Beynon, and Didier C.J. Farrugia Copyright © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: 978-3-527-32518-4
X
Preface
aided by a seamless combination of techniques to tackle the various problems, bringing together computer-based models, laboratory experiments, and industrial trials and data. It is striking that work that began with a focus on being able to quantify friction and heat transfer more accurately, quickly evolved into a much richer field of investigation into surface quality. The greater understanding of how oxide scale performs under these severe operating conditions has allowed the evolution of surface quality to be much better understood, including the important issue of how to control the surface quality, not just predict it. This book is underpinned by the essential output from this work, enhanced by extensive reference to the excellent work of others in this field. It is the authors’ desire that this book will inspire yet more people to take up this vital field of research for both its inherent intrigue and industrial importance. The authors are indebted to colleagues from the Institute for Microstructural and Mechanical Process Engineering: The University of Sheffield (IMMPETUS), UK, where the main research results presented in this publication were obtained and to Corus Research, Swinden Technology Centre, in UK. They would also like to acknowledge the outstanding role of regular meetings and invaluable discussions with industrial partners; it was the guidance that effectively led this research over many years. Finally, the authors would like to express their appreciation to their various employers who allowed them some of the time needed to write this book. For the rest of the time we thank our partners. January 2010
Michal Krzyzanowski, Sheffield, UK John Beynon, Melbourne, Australia Didier Farrugia, Rotherham, UK
1
1 Introduction Since all practical metal-working operations are conducted using equipment that is open to the atmosphere, oxidation of the metal surface is inevitable and, for high-temperature operations, of major significance. This oxidation is unwelcome since it represents a loss of metal and usually has to be removed at the end of the operation. Less obvious is the influence that the oxide scale has on the metalworking operation, in terms of forces and temperature, surface quality of the finished product once the scale has been removed and on the degradation mechanisms acting on the tools. These effects are fully appreciated by the metals industry, which has achieved a great deal to develop operations that cope with the oxidation problem by making their processes consistent, so that scale removal and surface quality are reasonably reproducible from piece to piece. However, such consistency is difficult to achieve with new operations, where the alloy or forming operation has not been trialed. It remains the case that the influence of oxide scale on processing conditions and product quality are variable, even under the best of conditions. If this situation is to improve, then the understanding and quantification of oxide scale behavior has to improve significantly. This can be achieved through a combination of detailed physical observation and computer-based modeling of both laboratory tests and factory operations. This book summarizes current work dealing with oxide scale behavior during high-temperature metal processing. Two main structural metals are considered, aluminum and steel, the latter easily dominating in terms of tonnages worldwide. The main industrial operation considered is rolling, which itself dominates forming operations. Although these are the main examples in the book, there is much of generic importance that can be applied to other forming operations, notably forging. The oxidation of metals has been investigated over many years, with the complexity of different types and structure of oxide, different degrees of adherence to the metals, and variable integrity of the oxide scale according to the alloy, atmosphere, and heating conditions that are employed. Less well understood is the way deformation alters the oxide scale and how that altered scale itself affects the deformation process. This is a complicated topic because of the inaccessibility of the interface between hot metal and the forming tool, which greatly restricts the ability to measure directly what is happening, particularly under industrial conditions. As a result, deduction based on partial evidence has Oxide Scale Behaviour in High Temperature Metal Processing. Michal Krzyzanowski, John H. Beynon, and Didier C.J. Farrugia Copyright © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: 978-3-527-32518-4
2
Introduction
become the main method for understanding the behavior of oxide scale under hot working conditions. More recently, this has been supplemented by computerbased modeling to help interpret the observations and to predict behavior in other circumstances. Even the basic properties of the oxide scale are poorly defined under hightemperature industrial processing conditions because the circumstances are usually far removed from laboratory conditions where relatively well-controlled experiments can be conducted. More realistic laboratory testing has its own problems of measurement access, so computer-based models are needed to analyze the test results so that “pure” material properties can be extracted for later application to industrial processes. This industrial application in turn requires a computer-based model so that the material properties can be inserted into a realistic description of the details of the stock-oxide-tool system. Even this chain of events is complicated by the need for several different types of laboratory test, each one contributing an element of the behavior that can be built up into a full description of the detailed complexity of the industrial operation. There are two main domains where understanding oxide scale behavior matters. First, the operating conditions of friction and heat transfer, particularly at the interface between stock and tool, need to have the oxide scale included in the modeling if accurate predictions of these important boundary conditions are to be achieved. This has profound implication in changing the tribological conditions in the contact area between the product and the tool as well as initiating degradation mechanisms such as wear and thermal fatigue on the tool. Accuracy in these boundary conditions is a requirement of most metal-forming modeling, where operating forces and temperatures are being calculated. Traditionally, single and approximate coefficients are used for friction and heat transfer. In many circumstances this can be accurate enough, but there are many other situations where more accuracy is needed, particularly in operations involving large areas of contact and long contact times with the tool, where friction and heat transfer will inevitably play a larger role. It is important to assess the need for detailed modeling before embarking on the assembly of such detailed information: both analytical and computer-based models can assist this preliminary assessment. The second main domain, where detailed knowledge of the oxide scale matters, is in the surface quality of the formed product. This applies particularly for metal rolling, where a high-quality surface finish is normally required, such as sheet metal for white goods (e.g., refrigerator cases) and plate for yellow goods (e.g., earth-moving equipment). At high temperatures, the oxide scale may be sufficiently ductile to deform along with the underlying hot metal. In this case, the surface of the metal is as smooth as the surface of the roll or die. However, in many cases the oxide is not hot enough to flow plastically, fracturing instead, such as steel at less high temperatures and aluminum throughout the hot working temperature range. In this case, the underlying hot metal can extrude up through the cracks to make contact with the tool. As well as sharply changing the local friction and heat transfer conditions, once the metal has been “descaled,” these extrusions become protrusions, or bumps, on the metal surface, degrading the
Introduction
metal’s smooth appearance. A more subtle effect concerns the ease of descaling, which may be affected by the thermomechanical processing conditions, which can make the oxide difficult to remove. Given that the metal-forming operation is run to optimize the shape change and microstructural refinement in the metal, changing the operating conditions to facilitate better control of the oxide scale is still rare. It is hoped that as understanding of oxide scale behavior improves, enabling good predictions of behavior during hot forming operations, an element of process control for surface quality will be introduced as standard. For the researcher, there remains a wealth of issues to be investigated into the behavior of oxide scale in high-temperature metal processing. Although this book lays down much guidance and presents many data, it is very clear to the authors that much needs to be done before an acceptable level of insight has been achieved across the range of commonly formed alloys. This is largely because the chemical composition of the alloy plays a major role in the behavior of the oxide scale. In addition to the major differences between alloy groups (aluminum alloys, carbon steels, and stainless steels) within these groups, particularly in carbon steels, small compositional changes have a large influence on oxide scale behavior, as will be discussed in this text. Although some inroads have been made to analyze and quantify the effect of composition, many more measurements need to be made. For the industrialist, the approach presented in this book opens the door to much more quantified insight into the complicated world of oxide scale, which for many years has relied on observations with too little underpinning theory. There is much to be gained from embracing the computer-based modeling approach, informed by measurements in the laboratory and factory, in achieving better quality products more reliably. Applications for this approach abound, across ferrous and nonferrous alloys, flat and long product rolling, and open- and closeddie forging. Although most of the book is devoted to the underpinning research, the metals and conditions reported are all industrially relevant and informed by current and anticipated practice. This makes the transfer of the research results to actual industrial practice relatively straightforward, as illustrated in the final chapter. The technical content of this book begins in Chapter 2 where the crucial role of the secondary oxide scale for hot rolling and subsequent descaling operations is highlighted. This chapter gives an introduction to friction, heat transfer, and scalerelated defects, thereby encompassing the main areas of influence of the oxide scale. As with the remainder of the book, friction and heat transfer information in the literature is presented in terms of relevance to industrial hot working operations. The third chapter is devoted to high-temperature oxidation and the formation of subsurface layers. High-temperature oxidation has been studied extensively for some time, although mainly for applications where critical components are submitted to prolonged high temperature in service, which requires a protective oxide scale. This field of research and domain of application is only briefly described in this chapter. The main focus of the chapter is to describe the complexity of oxides
3
4
Introduction
forming on carbon steels and aluminum alloys under industrial conditions, including the constraint of short times and the effect of concurrent deformation. This results in more complicated oxide structures than are observed for metals simply oxidized in furnaces. The chapter closes with the particularly complicated case of subsurface layers formed in aluminum alloys, which can leave the metal prone to later filiform corrosion. The methodology for quantitative characterization of oxide scale behavior in metal-forming operations is discussed in Chapter 4. This is illustrated by an important example, namely the prediction of oxide scale failure at entry into the roll gap. This is a crucial location for deformation of the scale, which can have considerable influence on its behavior in the roll gap and also on subsequent forming passes and descaling operations. The investigations that are reported illustrate how vital it is to make precise measurements of the most critical parameters of scale deformation and failure under hot working conditions for good accuracy in the subsequent modeling. A range of recently developed laboratory-based experimental techniques, each providing a partial insight, is discussed in Chapter 5. The wide range of experimental methods presented in this chapter illustrates the complexity of the behavior of oxide scale in hot forming operations, including descaling, whereby so many tests are needed to build up sufficient evidence to understand the fine details of events under industrial conditions. Interpretation of such experimental results is often accompanied by serious difficulties due to inhomogeneities in the tests, very small measured loads and other various disturbances. Sometimes the measured data cannot be directly applied to mathematical modeling of the scale-related effects. For such cases, application of a physically based finite element model to provide numerical analysis of experimental results becomes a necessity. Several examples of such numerical interpretations are discussed in Chapter 6 for various laboratory techniques. It is worth highlighting the value of the finite element method in such modeling, with its capacity to encompass a wide range of phenomena and allow them to interact to provide realistic, coupled solutions to complicated problems. The main assumptions, numerical techniques, and experimental verifications of the physically based model for oxide scale failure under hot rolling conditions are presented in Chapter 7. The chapter opens with the challenging issue of dealing with a wide range of length scales that are pertinent to these solutions. The analysis usually needs to go no finer a level than the microstructural scale of the order of microns, but this has to be tackled within a macroscale operation about five orders of magnitude larger, around a meter. To address this large range while continuing to encompass much of the details of the metal-oxide-tool interaction, as well as oxide microstructure, requires ingenuity if tolerable computation times for the modeling are to be maintained. Most of the modeling complexity is at the microscale, such as the range of failure modes for oxide scale, including brittle and ductile fracture. The finite element method can tackle these issues, as well as multiple sequences of deformation, common to industrial practice. The
Introduction
chapter closes with a new method which combines discrete and finite elements, which appears to be particularly well suited to complicated patterns of metal flow and oxide fracture without the need to guess beforehand where the fracture might occur. Chapter 8 illustrates how advanced modeling can be used for prediction of micro events related to the oxide scale behavior on the surface of hot metal being rolled, including the formation of subsurface layers and how these events influence both the rolling process and the quality of the rolled product. This chapter discusses the important topic of the influence of minor changes in chemical composition on the behavior of oxide scale on carbon steels; an influence that is surprisingly large. Preliminary investigations attempting to provide a scientific rationale for the effect of chemical composition are presented based on simply binary alloys. Although well removed from the complicated industrial alloy compositions, there are clear indications how such compositions should be tackled in future research. Surface quality also features strongly in this chapter, beginning with the problematic issue of roll pick-up, whereby oxide scale detaches from the stock surface and is carried round by the roll to embed a surface defect in the following stock surface. Descaling is also discussed, particularly room temperature descaling by bending of the metal, and what can be done during the preceding hot rolling to make this process more efficient. The chapter closes with a discussion of the formation of subsurface layers in aluminum rolling during breakdown rolling, which appears to be the root cause of filiform corrosion. As mentioned earlier, the whole book is approached from the viewpoint of industrial metal processing conditions. Thus the research reported is usually conducted under industrial or near-industrial conditions. Nevertheless, the laboratory investigations are just that, and there will always remain a need to translate that work into terms that relate directly to industrial practice. Chapter 9 provides this vital industrial input. After an introduction to industrial practice, particularly focused on long product rolling, the ways friction is normally characterized during industrial rolling are summarized. Chapter 9 then goes through a range of important industrial conditions, such as the influence of rolling geometries and descaling operations. Rolling geometry is particularly important for long product rolling, which is much more three-dimensional than flat rolling. The chapter then presents a new way of taking some of the fine details presented earlier in the book and creating a more representative and accurate friction law for use in industry. This is not a trivial exercise, but it is a pioneering development in the translation of the complexity observed into practical friction descriptions. It also includes anisotropic friction and the effect on roll wear. Creating such models is the first step, but knowing what to include and what to exclude requires a quantified appreciation of the sensitivity of the process to the detail. This is addressed next in Chapter 9, including the important addition of hot lubrication, which is used in long product rolling for complex sections and rails, though much less in flat rolling. As with so much modeling that feeds off practical measurements, the shortcomings of the modeling are revealed and the chapter includes further off-line measurements to
5
6
Introduction
provide greater insight into factors such as the effect of lubricant flow rate. It is important to validate such modeling with industrial measurements, and these are presented for both beam rolling and strip rolling with carbon steels, including mention of how inverse analysis can be used with industrial data. The chapter closes with a discussion of the lessons learnt from the work presented in this book for improving industrial practice and argues the need for yet more research.
7
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality An important role of the oxide scale in determining friction and heat transfer during thermomechanical processing, as well as the quality of the formed product, arises from its pivotal position on the interface between tool and workpiece, at the heart of a complex set of events. The oxide scale can deform plastically or fracture, behavior that will have a considerable impact on the interaction between tool and workpiece, and on the surface finish of the formed product. In the hot strip mill, the slab is brought to the temperature in the reheating furnace and discharged for rolling. To break the primary scale, the slab is passed through a slab descaler before the reversing roughing mill. Between successive rolling passes a secondary scale is formed, which is further removed by high-pressure water jets before the subsequent passes during reversing rolling or before the strip enters the tandem finishing mill. This secondary scale grown after passing the first slab descaler, its characterization and behavior under hot rolling conditions, is the main topic of this publication. In the hot rolling of long products, especially for a bar mill, the lack of space between the furnace and the first rolling stands means that installation of a scale breaker is difficult. Therefore, removing the primary scale was relied on box passes, on the first or two stands. The introduction of steel qualities having a thin adhesive oxide scale meant that a new method of removing the scale had to be implemented. Since the 1950s, hydraulic power descaler is used for spraying the steel surface with jets of water at high pressure leading to breakup and removal/flushing of the scale. Principles of the descaling of long products follow similar patterns to the flat rolling, except that clearances can be reduced and fewer nozzles can be used to remove the oxide scale around the billet/bloom perimeter. Typical pressure is up to 200 bars (three to four pumps) with impingement of 1 to 2 MPa. There are new systems on the market these days, such as rotary headers, working at pressure in excess of 400 bars. Most of the long product mills have lower accumulator water/air with lower capacity pumps than strip mills. The strain imposed on the metal surface when the strip enters the roll gap, which arises because of drawing in of the stock by frictional contact with the roll, produces longitudinal tensile stresses on the metal surface ahead of contact with the roll. It is important to know whether this kind of stress results in oxide failure.
Oxide Scale Behaviour in High Temperature Metal Processing. Michal Krzyzanowski, John H. Beynon, and Didier C.J. Farrugia Copyright © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: 978-3-527-32518-4
8
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality
One reason is that the thermal conductivity of the nonfractured oxide scale is a factor of about 10–15 less than that of the steel [1] and the fractured scale can enable direct contact of hot metal with the cold tool, due to extrusion of the hot metal through fractured scale up to the cool roll surface [2]. Aluminum oxide is also a good thermal insulator and similar effects have been observed during the hot rolling of aluminum alloys [3]. The behavior of steel’s oxide scale passing through a sequence of hot rolling stands is complex and not a well understood process. In spite of the significant effort that has been made during the recent years towards understanding and predicting this behavior, it still remains a research topic. At higher temperatures, there have been indications that the oxide/ metal interface is weaker than the oxide itself, and sliding of the nonfractured oxide raft is observed during uniaxial tension of an oxidized specimen [4]. The location of the plane of sliding is determined by the cohesive strength at different interfaces within the metal/inhomogeneous oxide and by the stress distribution when delamination within the scale takes place. Both fracture and sliding will produce sharp changes in heat transfer and friction in the roll gap. The size and shape of these oxide islands and the subsequent metal flow around them are likely to depend on the alloy, the hot working conditions – such as load, speed, and temperature – and the previous scale deformation. The complexity of events between stock and tool in hot (or warm) working immediately becomes evident. An additional point of consideration is the demand for increasingly small final thicknesses of the hot rolled steel strip, approximately 1.2 mm during conventional rolling and 0.8–1.0 mm for ultrathin hot rolled strips produced on mini-mills using endless rolling technology. Not only does this emphasize the importance of the surface, given how much of it there is, but in such extreme conditions, the formation of oxide-related defects can affect the structure of the subsurface layers of the metal within the strip.
2.1 Friction
Off-line mathematical models are widely used in the rolling industry for the development of draft schedules in their product and process design. When modeling hot rolling, the resulting grain distribution, the retained strain, the amount of recrystallization, and precipitation can all be calculated. To a large extent, the accuracy of this modeling depends on the appropriate formulation of the boundary conditions, which can be as sophisticated as the models themselves. The boundary conditions are often expressed in terms of the coefficient of friction and the coefficient of heat transfer. In 1997, Roberts commented that of all the variables associated with rolling, none is more important than friction in the roll bite [5]. Since the trend in modern strip rolling is to produce thinner strips of higher strength metals, the control of friction in the roll bite is the most important variable, according to Yuen et al. [6].
2.1 Friction
The usual choice of friction coefficient is the Coulomb–Amonton definition (or just “Coulomb” for brevity), µ = τ / p, which is the ratio of the interfacial shear stress τ to the interfacial pressure p. There is a view that this coefficient of friction may not be the best description of interfacial phenomena in between the roll and the roll metal [7]. For example, in flat rolling the normal pressure p may increase significantly beyond the material’s flow strength. The interfacial shear stress, τ, may also increase but it cannot rise above the metal’s yield strength in pure shear; this imbalance leads to unrepresentative ratios. The problem may be overcome by the use of the Tresca friction factor instead. The friction factor, m, is defined as the ratio of the interfacial shear stress to the metal’s flow strength, k, in pure shear, m = τ / k. Nevertheless, the Coulomb friction coefficient is widely used and understood by engineers in the metal forming and the flat rolling industry, and is also often used in the mathematical modeling. There are different formulas for the friction coefficient in hot rolling proposed by various authors, which attempt to take account of operating conditions such as temperature. Those by Roberts (1983), by Geleji, quoted by Wusatowski in 1969, Rowe (1977) and also some later results published by Munther and Lenard (1997), Yu and Lenard (2002) and by Fedorciuc-Onisa and Farrugia (2003–2004) are presented below. Roberts gave an increasing relation between the coefficient of friction and the temperature T [8]:
µ = 2.7 × 10 −4 T − 0.08, for T (°F)
(2.1)
It can be rewritten for T in °C as follows:
µ = 4.86 × 10 −4 T − 0.07136
(2.2)
Roberts combined the data from experimental 84 inch (2.13 m) and 132 inch (3.35 m) wide 2-high hot strip mills obtained for well-descaled strips. Geleji’s formula indicates the opposite trend with respect to the influence of temperature [9]:
µ = 1.05 − 0.0005T − 0.056ν
(2.3)
where T is the temperature in °C and ν is the rolling velocity in m/s. The relation was obtained for steel rolls by applying an inverse method matching the measured and calculated roll forces. For doubled poured and cast rolls the formula for the friction coefficient is slightly different:
µ = 0.94 − 0.0005T − 0.056ν
(2.4)
and it changes again for ground steel rolls:
µ = 0.82 − 0.0005T − 0.056ν
(2.5)
These relations, indicating a decreasing friction coefficient with increasing temperature, accord with the experimental results obtained by Rowe [10]:
µ = 0.84 − 0.0004T
(2.6)
9
10
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality
Equation (2.6) was obtained for temperatures higher than 700 °C. A comparison of the friction coefficients obtained using formulas (2.1)–(2.6) indicates that the relations can give large differences for different rolling temperatures and therefore may not be completely reliable. The evolution of secondary oxide scale and its failure during hot rolling and interpass cooling with respect to its thickness, composition, ductile/brittle behavior, and thermal properties, play a significant role in affecting the tribological behavior. In 1984, Felder characterized oxide scale behavior during hot rolling as being highly influenced by the temperature [11]. He defined H, the ratio of the scale thickness h to the scale thickness thermally affected by the contact with the tool ht, as follows: H=
h = h × (6ac ∆t )−0.5 ht
(2.7)
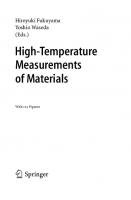
where ac is the thermal diffusivity of the oxide scale and ∆t is the contact duration. According to Felder, there are three different tribological regimes related to the ratio. The first one is for H > 2 when the oxide scale is insignificantly cooled by the cold roll surface. For this regime, the scale can be characterized as ductile, softer than the metal and strongly adherent to the metal surface. The friction is then described by the Tresca friction factor, which is not sensitive to the pressure and the contact time. For the second regime, when H < 0.05, the oxide scale is considered to be significantly cooled due to contact with the roll; it is then harder than the metal and can be considered as quasirigid. The scale is brittle, has a low adherence, and can be considered as abrasive. The Coulomb friction coefficient, proportional to the shearing and not very sensitive to the contact time, is applied for this regime. In between these two extremes, for 0.05 < H < 2, the friction behavior can become a complicated function of the contact time and pressure. In 1997, Munther and Lenard combined the data from rolling samples on a laboratory rolling mill with different oxide scale thicknesses at various temperatures [12]. Experimentally measured data, such as the roll separating force, torque, and forward slip, coupled with finite element analysis led to the determination of the friction coefficient. They found that the friction coefficient increased with increasing reduction and decreasing temperature, and it increased with decreasing velocity and decreasing scale thickness (Figure 2.1). They put the experimental evidence of the effect of the scale thickness on the friction coefficient into the following formula:
µ = 0.369 − 0.0006hexit
(2.8)
where hexit is the scale thickness at the exit from the roll gap. Li and Sellars reported that the forward slip increases significantly with the scale thickness for the same reduction [13]. The forward slip was measured for a relatively wide range of oxide scale thickness, 20–670 µm, during their experimental hot rolling of steel. They attributed the change in the forward slip to the variations of the scale temperature and, as a result, to changes in the roll/scale contact conditions. The real contact area between rolls and the oxide scale will be less for a thick
2.1 Friction 0.6
Coefficient of Friction
0.5
Red. = 25% red. Roll Velocity = 170 mm/s AISI 1018
0.4
0.3
0.2
0.1 1.59 mm 0 700
800
0.29 mm
0.015mm
900 1000 Temperature (°C)
1100
Figure 2.1 Influence of the rolling temperature on the friction coefficient for 25% reduction, 170 mm/s rolling speed and different oxide scale thicknesses, 1.59, 0.29, and 0.015 mm [12].
scale than for a thin one under similar contact pressure. This is because the oxide scale fills the valleys of the roll surface asperities during a rolling pass. A smaller contact area means an easier relative movement between the roll and the oxide scale that, coupled with a low surface oxide temperature, should lead to a high forward slip. For a similar scale thickness, the measured forward slip for a higher reduction was larger than that measured for the lower reduction. The lubrication behavior of the thin oxide scales described above is in agreement with the load and torque measurements made by El-Kalay and Sparling during laboratory hot rolling of mild steels [14]. A decrease in the friction coefficient as a result of the temperature increase in the roll gap was noticed by Ekelund in 1927 during hot rolling of carbon steels [15]. This effect can also be related to the lubrication behavior of the “soft” oxide scale. During multipass hot rolling of long products, the magnitude of the coefficient of friction within the roll bite varies due to the complicated pressure-slip variations along and across the interface between the profiled roll and stock. While the Coulomb friction models consider the shear stresses to be functions of the normal stress or yield stress, other models like the Norton model have constructed the shear stresses as functions of the relative velocities between the surfaces. A new Coulomb–Norton-type friction model for long products and bar sections has been developed recently at Swinden Technology Centre (Corus RD&T, UK) [16]. Among other assumptions, the model takes into consideration some complex interactions at the stock–roll interface due to the presence of secondary oxide scale, as has been discussed above. The different modes of oxide scale failure, such as through-
11
12
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality
thickness cracking and scale sliding, depending on the temperature and steel composition, have been implemented into the mathematical model. The friction force occurs either between the roll surface and oxide scale; or between the roll surface, the oxide scale fragments, and eventually fresh steel extruded through the scale gaps depending on the relative magnitude of the shear stresses inside the scale layer and at the oxide scale/stock interface. The coefficient of friction is a function of the contact force fNormal, the sliding velocity vrel, the stock temperature T, the roll surface roughness Ra, and the factor Hsc, which depends on the state of the secondary oxide scale at the roll gap: − log
µ = k1Hsc
( )a tan R 1200 T
Tk3 1200 a
log (1 + f Normal ) log (k2 + vrel )
(2.9)
where k1, k2, and k3 are constants established experimentally. The factor Hsc is a function of the thickness of the secondary scale hsc, the thermal diffusion coefficient ac, and the contact time ∆t; thus, Hsc = hsc (6ac ∆t )−0.5
(2.10)
The model has been implemented as a VFRIC subroutine in the commercial ABAQUS/Explicit finite element code and used to represent the effect of each variable on the coefficient of friction [17]. For example, an increase in the roll velocity results in a reduction of the coefficient of friction, particularly at relatively low temperature when bonds formed between metal and oxide scale are weak. It was also found that the thickness of the secondary oxide scale alters the influence of the roll velocity due to its capacity to lubricate the interface in the ductile (“sliding”) regime (Figure 2.2). In the case of rolling with a thin oxide scale (about 10 µm), assuming that the temperature is above the sliding ductile transition (see Sections 4.2.2 and 4.2.3, for instance, or Section 6.1 for a detailed explanation of this transition), an increase of the roll velocity should lead to the corresponding decrease of the coefficient of friction. For rolling with thicker scales (about 80 µm) the effect becomes negligible. Although the aim is to reduce the secondary scale thickness, some decrease in friction could be achieved by secondary scale growth to compensate for the negative effect of rolling with lower roll velocities (Figures 2.7c and d). In practice, the operational parameters act simultaneously and the model highlights the circumstances where the friction coefficient may achieve its undesirable values, indicating the need for the introduction of lubricant, such as a water–oil emulsion, when extreme conditions are reached. Recent enhancement of the friction model with a lubrication component now allows the same type of predictive analysis when lubricant is applied during hot rolling [18].
2.2 Heat Transfer
In thermomechanical processing (TMP) the thermal history of the workpiece has a profound influence on the final properties of the product. There is strong indus-
2.2 Heat Transfer hH (µm) 0.5
0.5
80
c)
0.3
0.2 0
µ1200(fn) 0.3
1·104
5000
0.2 0
1.5·104
Contact force, F n (N)
0.5
T=930°C
a)
0.3
1.5·104
b)
µ930(fn) 0.4 µ1200(fn) 0.3
0.2 0
1·104
5000
Contact force, F n (N)
0
1·104
0.5
T=1200°C
µ1200(fn)
5000
Contact force, F n (N)
µ930(fn)0.4
10
d)
µ930(fn) 0.4
µ930(fn) 0.4 µ1200(fn)
7
1.5·104
0.2 0
5000
1·104
1.5·104
Contact force, Fn (N) ωr (rad/s)
20
Figure 2.2 Effect of the roll velocity on the friction coefficient for different thicknesses of the oxide scale, hsc; roll radius 152.5 mm; draft 8 mm; roll roughness 1.5 µm [17].
trial need for more accurate, predictive, computer-based models of the TPM of metals. These models are handicapped by the inadequate definition of two boundary conditions, friction and heat transfer. Radiation to the environment, convection to descaling and backwash sprays, and heat conduction to the work rolls have been considered to be the main modes of heat loss during hot strip rolling. The complexity of the interface between tool and stock makes measurements very difficult. The direct measurement of friction and heat transfer is impractical for most industrial hot metal-forming operations, and even for many conducted in the laboratory. The difficulties of making laboratory measurements, combined with the complexity of the tool–stock interface, result in a wide range of reported values for the heat transfer coefficient (HTC), Table 2.1 [19]. In the absence of detailed insight and with a lack of fundamental understanding of the mechanism of heat transfer at a moving interface, most modelers assume a simple description, or an average value, of the heat transfer coefficient. It has been observed that the contacting points between two surfaces serve as paths of lower resistance for heat flow in comparison to adjacent regions where heat
13
14
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality Table 2.1 Measured heat transfer coefficient (HTC) between roll and stock for the hot rolling of steel and aluminum.
Steel
Aluminum
HTC (kW/m2 K)
Reference
HTC (kW/m2 K)
Reference
10–50 15 15–20 19–22 100–350 200–450
[20] [21] [22] [23] [24] [25]
2–20 5–50 10–260 18–38 23–81 200
[26] [27] [28] [29] [30] [31]
transfer occurs by conduction through air gaps [32]. Thus, it was assumed that the link between friction and heat transfer at the interface is the fraction of the total area, εA, that involves direct contact. It was postulated that the real contact area depends on both the interfacial pressure, p, and the shear strength, k, in the real contact zone: p=
mc ε A k µf
(2.11)
where mc is an empirical constant within the range of 0 to 1 and µf is the friction coefficient at the interface [33]. Based on experimental results [34], it was concluded that the variation in the HTC with reduction, rolling speed, and lubrication observed through pilot mill tests on 316 L stainless steel could be explained on the basis of the influence of these rolling parameters on actual contact area. As expected, the interface heat transfer coefficient increases during rolling because the real area of contact between two surfaces under applied load increases with higher pressure. The influence of other factors, such as roll reduction, rolling temperature, roll speed, roll and rolled material and their roughness, can be related to their effect on the roll pressure distribution through the roll gap. It has been found that the average HTC is linearly related to mean pressure (Figure 2.3) [35]. The relationship presented in Figure 2.3 can be used to determine the magnitude of the HTC in industrial rolling from an estimate of the rolling load. According to the estimation, the heat losses to the work rolls during rough rolling (i.e., shortly after the stock leaves the reheating furnace) can be more than 30%. This shows the significance of accurately characterizing the interface HTC in the roll bite. The application of lubricants or the presence of oxide scale introduces an additional thermal resistance between the roll surface and the material. During strip rolling, for example, the scale layer that is adhered to the surface of the metal strip attempts to elongate in the rolling direction with the same ratio as the substrate driven by the shear stresses generated in the substrate. In many cases, with increased reduction and decreased rolling temperature, through-thickness cracks will appear with different widths and lengths oriented mostly perpendicular to the
2.2 Heat Transfer
Heat Transfer Coefficient (kw/m2 K)
300 Low-carbon steel (0.05%C)
250
Stainless Steel (304L)
200 Microalloyed Steel (0.025%Nb) 150 Best fitting line 100 50 0 5
10
15
20 25 30 35 Mean Pressure (kg/mm 2)
40
45
Figure 2.3 Influence of the mean roll pressure on the average heat transfer coefficient during hot rolling of low carbon, stainless, and microalloyed steels [35].
rolling direction. This will lead to extrusion of fresh hot steel through the gaps forming within the scale under the influence of the roll pressure. As a result of such extrusion, a direct contact between the relatively cold roll and the hot strip metal surface can be established. This type of scale behavior was observed in the hot rolling of both aluminum [3] and steel [2]. Based on the experimental observations of oxide scale behavior, analysis of real contact area and thermal resistance, combined with experimentally derived interfacial HTC values, a physical model has been developed by Li and Sellars to represent the heat transfer during hot steel rolling [13]. According to the model assumptions, the heat transfer within the roll gap consists of two parallel heat flow systems: through the oxide scale, called a “two-layer” zone, and directly between the roll/fresh metal interface, a “one layer” zone. Thus, the total thermal resistance over the entire apparent contact area is expressed as follows: Aa As Aox = + Re Re 1 Re 2
(2.12)
where Aa, As, and Aox are the overall apparent contact area, and the apparent areas occupied by the extruded fresh steel and by the oxide scales in the roll gap, respectively. The effective interfacial HTC, Ce, can be derived from Equation (2.12) as Ce = Ce1α s + Ce 2 (1 − α s )
(2.13)
where Ce1 and Ce2 are HTCs for the “one layer” and “two layer” zones, respectively; αs is the area fraction of the gaps formed from the through-thickness cracks at the interface and filled with fresh metal. The area fraction is defined as αs = As/Aa. In order to obtain the effective interfacial HTC for the entire rolling pass, it is
15
16
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality
therefore necessary to obtain not only the HTC components for the individual contact zones and thermal barriers, but also to know the mean area fraction of the fresh steel in the roll gap. The mean area fraction of the fresh steel extruded through the gaps within the oxide scale can be obtained approximately as [13] 2 1 α s = ∆h + 3ho 8R
(2.14)
where ∆h is the absolute reduction in the thickness, ho is the initial slab thickness, and R is the roll radius. The equation for the interfacial heat transfer coefficient (2.13) can be rewritten depending on HTCs for the individual contact zones and thermal barriers as Ce = Cb1α s +
C oxCb2 (1 − α s ) C ox + Cb2
(2.15)
where Cb1, Cb2, and Cox are the HTCs for the partial contacts at the “one layer” and the “two layer” zone, respectively, usually called contact conductance, and Cox is the HTC through the oxide scale. The coefficient Cox can be approximately obtained for a given oxide scale thickness δox and the scale thermal conductivity kox by using the following equation: C ox =
kox δ ox
(2.16)
No systematic analysis has been found for quantitative variations of the conduct conductance with surface, interface, and deformation conditions during metalforming operations. However, it has been shown that the contact conductance is related to the apparent contact pressure, pa, and the hardness of the softer contacting material, HV, in addition to the surface roughness and thermal conductivity of two contacting solids under normal static contact conditions [36–38]. Assuming the above-mentioned equation and also the relationship between the degree of real contact and the dimensionless contact pressure obtained on the basis of experimental measurements and mathematical analysis by Pullen and Williamson [39] and later by Mikic [40], Li and Sellars established an exponential relationship between the contact conductance and the contact pressure during hot rolling [13]. They assumed the same contact and heat transfer states at the scale layer/tool interface for forging and rolling. According to them, the contact conductance for a “two-layer” zone Cb2 during hot steel rolling can be calculated by using the same equation developed earlier for hot forging of steel, namely Cb2 = A
kh 2 Rar
1 − exp −0.3 pa HVox
B
(2.17)
where A and B are empirical constants, whose values are 0.4 × 10−3 and 0.392, respectively; Rar is the roll asperity height; kh2 is the harmonic mean of the thermal conductivity of the oxide scale kox and the steel roll kr and is determined by 1 1 1 = + 2 kh 2 kr kox
(2.18)
2.3 Thermal Evolution in Hot Rolling 400
300
scale: ~30 mm ~250 mm
Reduction: ~18.9% ~38.9% 250 IHTC (kw/m2 K)
IHTC (kw/m2 K)
300 200 150 100
200
100 50 0 0
200 400 600 Initial oxide scale thickness (mm)
800
0
0
10
a
20 30 Rolling reduction (%)
40
50
b
Figure 2.4 Interfacial heat transfer coefficient for steel hot rolling with initial temperature around 1000 °C derived for different scale thicknesses (a) and rolling reduction (b) [13].
The Vickers hardness of the oxide scale HVox is considered to vary with the surface temperature of the oxide scale Toxs according to the following equation developed on the basis of available experimental data [41]: HVox = 7075 − 538 Toxs
(293 K ≤ Toxs ≤ 1273 K )
(2.19)
Equation (2.17) can be replaced by the following for low pressures: Cb2 = A
B kh 2 p 0.3 a . Rar HVox
(2.20)
For a “one layer” zone and for the rolling conditions where the initial rolling temperature is around 1000 °C, the scale thickness is within 25–700 µm, the rolling reduction is between 10 and 50%, and the corresponding average rolling pressure is between 130 and 200 MPa, then the contact conductance can be calculated using Equations (2.17) and (2.20), where the constants A and B are set to 0.405 and 1.5, respectively. Figure 2.4 illustrate changes of the interfacial HTC derived for the different scale thicknesses and rolling reductions. As can be seen, the interfacial HTC decreases dramatically once the scale thickness increases because of the relatively poor thermal conductivity of the oxide scale. At the same time, the interfacial HTC increases rapidly with rolling reduction. This is physically consistent with the variation of the real contact area and the high contact conductance in the fresh steel zone that dominates the overall high values of the HTC at the interface during steel rolling, even though the area fraction of the fresh steel zone is less than that of the oxide scale for rolling passes with a reduction of less than 50%.
2.3 Thermal Evolution in Hot Rolling
The surface temperature of the strip experiences large variations as it passes through the mill. Hydraulic descaling of the oxide from the steel surface sets up
17
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality
Temperature (°C)
1200
Predicted
1100 Measured
Distance From Surface (mm) Surface 0.45 0.89 Centerline Surface
1000 900 800
500
0
5
10
15
Stand 4 Stand 3 Stand 2
Descale Sprays
600
Stand 1
700
Backwash Sproy
Temperature (°C)
18
20 25 Time (s)
30
35
40
Figure 2.5 Comparison of model predictions with measured temperatures during industrial hot rolling of 0.34% C steel rolled to a finished gage of 3.56 mm [34].
large thermal gradients thorough the thickness. Figure 2.5 illustrates the surface temperature evolution in the finishing mill at Stelco’s Lake Erie Works in Canada. The small downward spike in surface temperature that is calculated to occur after the two initial large spikes that are related to descale sprays is due to a set of backwash sprays situated before entry to the finishing mill. The next four sharp drops represent the four finishing stands. In spite of a significant chilling effect due to the contact with the work rolls, the effect is limited to a thin surface layer and the surface temperature recovers rapidly in the interstand regions due to recalescence by the heat within the body of the metal being rolled. Li and Sellars applied mathematical modeling to examine the evolution of the secondary oxide scale during multipass hot rolling of a plain carbon steel strip at the British Steel (now CORUS) Port Talbot works in the UK [42]. They considered two models of the secondary oxide scale growth, according to a “scale deformation” or “scale cracking” model. The first model assumes that the oxide scale undergoes only plastic flow during hot rolling and that the integrity of the scale remains the same as before rolling. According to the second model, oxide scale growth after a rolling pass is started from different places. In the scaled zones the oxide grows from the existing scale in a way similar to model one, while in the cracked zone, the scale grows faster on the freshly created steel surface. The average thickness of the oxide scale is then calculated at any stage after the rolling passes. Figure 2.6 illustrates the temperature changes calculated for a sequence of 12 hot rolling passes. After reheating to around 1250 °C in the reheating furnace, the slab is discharged and passed through a roughing descaler to break the primary oxide
2.3 Thermal Evolution in Hot Rolling center
Temperature (°C)
1,200
center
mean
mean
surface
1,000 800
surface
1st descaling
RP2 RP3
600 0
2nd descaling
RP1
(a) roughing mill 20
40
F7 F1
RP4 RP5
F2
F5 F6 F3 F4
(b) finishing mill
60 80 Time (s)
100
120
125
130 Time (s)
135
140
35
120 100
scale deforming scale cracking no rolling effect
scale deforming scale cracking no rolling effect
30 25
80
20
60
RP1
40
RP3
F2
RP4
F3
RP5
20 0 0
15
RP2
F1
(a) roughing mill 20
40
60 80 Time (s)
100
120
F4 F5 F6 F7
10 5
(b) finishing mill 125 130 Time (s)
135
0 140
Oxide scale thickness, mm
Oxide scale thickness, mm
Figure 2.6 The temperature changes of the front end of the plain carbon steel strip predicted for 12-pass hot rolling based on the industrial rolling schedule [42].
Figure 2.7 The secondary oxide scale thickness predicted for 12-pass hot rolling based on an industrial rolling schedule; five roughing passes followed by seven finishing passes [42].
scale. The broken scale is then removed by high-pressure water jets. A secondary oxide scale is formed on the exposed slab surface during multipass reverse rolling in the roughing mill. The secondary scale is then removed by another hydraulic descaling operation just before the strip enters the 7-stand tandem finishing mill. The evolution of the secondary oxide scale thickness computed for the industrial process is shown in Figure 2.7. It can be seen that both the rolling operation and scale deformation patterns have significant influence on the scale thickness. This is in spite of the strong sensitivity of the scale growth to the surface temperature of the strip and interpass delay time. When the scale is broken, the average thickness of the oxide scale before secondary descaling is about 16% higher than that when the scale deforms in a ductile manner. The rapid scale growth in the freshly exposed steel areas contributes significantly to the scale thickness. Figure 2.8 illustrates the evolution of oxide scale thickness computed for three constant interfacial HTCs for the front end of the slab during roughing rolling. The average thickness of the oxide scale is reduced with an increase in the interfacial HTC.
19
140
IHTC 20 kW/m2 K 100 kW/m2 K 300 kW/m2 K
120 100
no rolling effect
80 60 40
scale deforming
20 0
20
40
60 80 Time (s)
100
Oxide scale thickness, (mm)
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality Oxide scale thickness (mm)
20
(a) 120
140
IHTC 20 kW/m2 K 100 kW/m2 K 300 kW/m2 K
120 100
no rolling effect
80 60 40
scale cracking
20 0
(b) 20
40
60 80 Time (s)
100
120
Figure 2.8 The secondary oxide scale thickness predicted for the front end of the slab during roughing rolling and the different interfacial heat transfer coefficients assuming the scale deformation (a) and the scale cracking (b) model [42].
Temperature 26% Sliver 17%
Scale defects 30%
Scratches 27%
Related to descaling 26% Others Relatede to rolls 35% 21% Related to temperature 18%
Figure 2.9 Yield drop in the hot-rolled steel sheet. Note that about 30% of yield drops are related to the oxide scale [43].
It has to be noticed that the “scale deformation” model can principally be applied to low reduction hot rolling with very thin and hot scale layers. In many other rolling conditions, “plastic” deformation of the oxide scale is impossible. The surface temperature of the oxide scale, which is in contact with the cold roll surface, is low and the scale is brittle. As a result, a number of through-thickness cracks perpendicular to the rolling directions appear in the secondary scale, which would lead to the “scale cracking” model.
2.4 Secondary Scale-Related Defects
The scale-related defects on the product finish are chronic defects. They have a great impact on a hot-rolling operation. According to some observations made at Kimitsu Works, Nippon Steel Corporation and compiled by the Iron and Steel Institute of Japan, approximately 30% of yield drops can be related to the scale defects (Figure 2.9) [43].
2.4 Secondary Scale-Related Defects Table 2.2 Classification of the main scale marks.
Defect
Reason
Explanation
Flaky scale
High temperature in finishing rolling
Originated from blistering and rolling-in of the secondary scale generated between stands
Sand-like scale
Roll surface degradation
Originated from satin-like roughening of the roll surface at the finishing stand and the rolled-in secondary scale
Meteor-like scale
Roll surface degradation
Originated from meteor-like roughening at the finishing stand and rolled-in secondary scale
Spindle-shaped scale
Imperfect descaling
Originated from imperfect descaling in roughing and localized rolling in of the remaining scale
Red scale
Silicon scale
Originated from imperfect descaling due to melting to above the eutectic point in the reheating furnace and wedge-like inclusions of fayalite into the underlying metal
Some changes in operational conditions can lead to the generation of different patterns on the surface of the product. The appearance of these new patterns causes confusion and demands for clarification and countermeasures. However, insufficient understanding of defect generation mechanisms combined with some shortcomings in operating conditions and control factors results in the lack of necessary control in hot rolling operations. At present, there is no unanimous classification of the product defects related to the presence, deformation, and failure of oxide scale during hot metal-forming operations. As an example of such an approach, classification of the main scalerelated marks made on the basis of data compiled by the Iron and Steel Institute of Japan is presented in Table 2.2 [43]. It is difficult to distinguish origins and mechanisms of the product defects that can be related directly to the secondary oxide scale. This is partly because degradation of the work rolls contributes to the formation of the defects. The roll material undergoes high surface temperature fluctuations that induce deterioration of the roll work surface by fatigue and surface oxidation. The roll surface is very important for the surface quality of the rolled product. As has been shown [44–46], the roll surface progressively deteriorates during a production campaign. At the beginning, the oxide layer on the roll surface decreases by wear. In the course of the rolling campaign, small pits can be observed on the roll surface. The pit number progressively increases and there may be peeling around them, followed by the formation of “comet tails” that eventually leads to “banding” when 100–300 µm
21
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality Banding
Friction coefficent m
22
0.30 0.29 0.28 0.27 0.26 0.25 0.24 0.23 0.22 0.21 0.20
Roll oxidation Comet tails New oxide layer
Roll degradation 0
50
100 Strip number
150
200
Figure 2.10 Effect of roll evolution and the number of rolled strips on the friction coefficient during hot rolling [44].
thick oxide scale can be removed from the roll surface together with some roll material. Pitting, thermal cracks, and peeling can also appear during the wear stage. However, these latter defects, in terms of the strip surface quality or friction, are not as significant compared with the initiation of comet tails and banding. Figure 2.10 illustrates the influence of the roll surface evolution on the friction coefficient. In different cases, the maximum of the friction coefficient is reached with different strip numbers [44] but it is always reached as banding appears. “Streak coating” is a banded condition caused by nonuniform adherence of the roll coating to a work roll. It can be created during hot or cold rolling [47, 48]. If generated in the hot rolling process, it is also called “hot mill pick-up.” A streak on the sheet surface in the rolling direction can also be caused by transfer from the leveler rolls. This phenomenon is also quite common in aluminum hot rolling. The formation of secondary oxide scale can be considered as a useful phenomenon for its contribution as a thermal barrier between the hot strip and cold work roll during a rolling operation. However, the scale undergoes deformation and failure during the process. The scale fragments cannot always be fully removed by a descaling operation. Moreover, the residues can also be transferred to the roll surface then embedded into the surface layer of the strip under the pressure of the degraded work rolls. These events would lead toward so-called rolled-in-scale defects on the strip surface [49]. The embedding depth can reach 20 µm and can affect significant areas of the strip surface (Figure 2.11). The oxide particles embedded into the metal surface can be removed during a subsequent descaling procedure but they leave a rough surface. Cold rolling can smooth out the surface again, if the roughness is not significant. Otherwise the metal sheet will present surface depressions. Those particles that are not totally removed during the descaling operation and remain on the strip are particularly harmful in subsequent processing and use.
2.4 Secondary Scale-Related Defects Secondary scale
Degraded work roll
Scale/substrate interface perturbation a Work roll
Descaling residue
Secondary scale
Oxide incrustation b
Figure 2.11 Schematic representation of the printing effects due to degraded rolls (a) and descaling residues (b) [47].
Secondary scale
Crack
Oxide reformation
Work-roll
Crack Oxide opening embedding
Substrate extrusion
Work-roll
a
Oxide reformation
Secondary scale
Buckling
Oxide embedding
Substrate extrusion b
Figure 2.12 Schematic representation of the oxide scale embedding due to fragmentation (a) and buckling (b) at entry into the roll gap [47].
If the oxide scale is fragmented at the entry into the roll gap due to cooling or longitudinal tension, hot metal will extrude into the crack openings under the roll pressure (Figure 2.12a) changing the profile of the metal surface after the rolling pass. If the oxide/scale interface is relatively week, it can lead to the local buckling followed by embedding into the metal surface (Figure 2.12b). According to Tominaga, some rolled-in scale defects can be influenced by growth stresses within the secondary scale [49]. Blistering can occur when the
23
24
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality Between Stands
Entrance’ of Stand
Growing Secondary Scale
Growing Stress
Sticking Stress
Scale Growing Stress
Strip
Blistering
Growing Stress
Sticking Stress Blister
a
b
Roll Bite
Exit of Stand
Destruction and Stack of Scale
Scale Defect
Roll c
d
Figure 2.13 Schematic representation of the consecutive stages of scale defect formation due to blistering when the scale/metal interface is “weak” [49].
scale/metal interface is relatively week (Figure 2.13). In such cases, “growing stresses” can exceed “sticking stresses” and blisters can be developed. Then, the blisters are embedded into the surface layer of the metal during hot rolling, which would lead to the formation of scale-related defects. This mechanism is more pronounced for the rolling at high temperatures when the probability of blistering is high and that would occur during rough rolling rather then at the finishing stands because of the temperature differences (Figure 2.6). Oxide scale-related defects, in spite of having a significant impact on metalforming operations, remain inadequately understood because of the complexity of physical events behind them. Insufficient understanding of the defect formation mechanisms coupled with a limited capacity to monitor and control operating conditions has led to the situation when more research and technological solutions are needed.
References 1 Krzyzanowski, M., Beynon, J.H., and Sellars, C.M. (2000) Analysis of secondary oxide scale failure at entry into the roll gap. Metallurgical and Materials Transactions B, 31, 1483–1490. 2 Li, Y.H., and Sellars, C.M. (1996) Evaluation of interfacial heat transfer and friction conditions and their effects on hot forming process. Proceedings of
37th MWSP Conference, ISS, vol. 133, pp. 385–393. 3 Ball, J., Treverton, J.A., and Thornton, M.C. (1994) Evaluation of the effects of stresses in hot rolling mills on oxide films on aluminium. Lubrication Engineering, 50, 89–93. 4 Krzyzanowski, M., and Beynon, J.H. (1999) The tensile failure of mild steel
References
5
6
7
8 9 10
11
12
13
14
15
16
oxides under hot rolling conditions. Steel Research, 70, 22–27. Roberts, C.D. (1997) Mechanical principles of rolling. Iron and Steelmaker, 24, 113–114. Yuen, W.Y.D., Popelianski, Y., and Prouten, M. (1996) Variations of friction in the roll bite and their effects on cold strip rolling. Iron and Steelmaker, 23, 33–39. Lenard, J.G. (2002) An examination of the coefficient of friction, in Metal Forming Science and Practice (ed. J.G. Lenard), Elsevier, Oxford, pp. 85–114. Roberts, W.L. (1983) Hot Rolling of Steel, Marcel Dekker, New York. Wusatowski, Z. (1969) Fundamentals of Rolling, Pergamon Press, Oxford. Rowe, G.W. (1977) Principles of Industrial Metalworking Processes, Edward Arnold, London. Felder, E. (1985) Interactions cylindremétal en laminage, rapport CESSID, Session Laminage, Centre de Mise en forme des Matériaux, Ecole des Mines de Paris. Munther, A., and Lenard, J.G. (1997) A study of friction during hot rolling of steels. Scandinavian Journal of Metallurgy, 26, 231–240. Li, Y.H., and Sellars, C.M. (1996) Modelling deformation behaviour of oxide scales and their effects on interfacial heat transfer and friction during hot steel rolling, in Proceedings of 2nd Int. Conf. on Modelling of Metal Rolling Processes (eds J.H. Beynon, P. Ingham, H. Teichert, and K. Waterson), The Institute of Materials, London, UK, pp. 192–206. El-Kalay, A.K.E.H.A., and Sparling, L.G.M. (1968) Factors affecting friction and their effect upon load, torque, and spread in hot flat rolling. Journal of the Iron and Steel Institute, 206, 152–163. Ekelund, S. (1927) Några Dynamiska Förhållanden vid Valsning (Some Dynamic Relationships in Rolling), Jernkontorets Annalen, 111, 39–97. Fedorciuc-Onisa, C., and Farrugia, D.C.J. (2003) Simulation of frictional conditions during long product hot rolling, in Proceedings of the 6th
17
18
19
20
21
22
23
24
ESAFORM Conference on Material Forming (ed. V. Brucato), Salermo, Italy, pp. 763–766. Fedorciuc-Onisa, C., and Farrugia, D.C.J. (2004) Through process characterisation of frictional conditions for long product hot rolling. Steel Grips, 2, 331–336. Liu, Q., Fedorciuc-Onisa, C., and Farrugia, D.C.J. (2006) Through process characterization of frictional conditions under lubrication for long product hot rolling. Proceedings of Steel Rolling 2006 – 9th International & 4th European Conferences, Paris, June 19–21, CD-Rom. Beynon, J.H. (1999) Modelling of friction and heat transfer during metal forming, in Proceedings of KomPlasTech’99 (eds A. Piela, F. Grosman, M. Pietrzyk, and J. Kusiak), 17–20 January, Szczyrk, Akapit, Krakow, pp. 47–54. Chen, B.K., Thomson, P.F., and Choi, S.K. (1992) Temperature distribution in the roll-gap during hot flat rolling. Journal of Materials Processing Technology, 30, 115–130. Timothy, S.P., Yiu, H.L., Fine, J.M., and Ricks, R.A. (1991) Simulations of single pass of hot rolling deformation of aluminium alloy by plane strain compression. Materials Science and Technology, 7, 255–261. Semiatin, S.L., Collings, E.W., Wood, V.E., and Altan, T. (1987) Determination of the interface heat transfer coefficient for non-isothermal bulk forming process. Journal of Engineering for Industry – Transactions of the ASME, 109, 49–57. Pietrzyk, M., and Lenard, J.G. (1989) A study of thermal mechanical modelling of hot flat rolling. Journal of Materials Shaping Technology, 7, 117–126. Hlady, C.O., Samarasekera, I.V., Hawbolt, E.B., and Brimacombe, J.K. (1993) Heat transfer in the hot rolling of aluminium alloys, in Proceedings Int. Symp. on Light Metals Processing and Applications; 32nd Annual Conf. of Metallurgists (eds C. Bickert, R.A.L. Drew, and H. Mostaghaci), CIMM, Quebec City, PQ, Canada, pp. 511–522.
25
26
2 A Pivotal Role of Secondary Oxide Scale During Hot Rolling and for Subsequent Product Quality 25 Hlady, C.O., Brimacombe, J.K., Samarasekera, I.V., and Hawbolt, E.B. (1995) Heat transfer in the hot rolling of metals. Metallurgical and Materials Transactions B, 26, 1019–1027. 26 Malinowski, Z., Lenard, J.G., and Davies, M.E. (1994) A study of heat transfer coefficient as a function of temperature and pressure. Journal of Materials Processing Technology, 41, 125–142. 27 Pietrzyk, M., and Lenard, J.G. (1989) A study of boundary conditions in hot/cold flat rolling, in Proceedings of the Int. Conf. Computational Plasticity: Models, Software and Applications (eds D.R.J. Owen, E. Hinton, and E. Onate), Pineridge Press, Wales, pp. 947–958. 28 Chen, W.C., Samarasekera, I.V., and Hawbolt, E.B. (1992) Characterisation of the thermal field during rolling of microalloyed steels. Proceedings of the 33rd Mechanical Working and Steel Processing, Conf. Proc. XXIX, USA, Iron & Steel Soc., pp. 349–357. 29 Stevens, P.G., Ivens, K.P., and Harper, P. (1971) Increasing work-roll life by improved roll-cooling practice. Journal of the Iron and Steel Institute, 209, 1–11. 30 Murata, K., Morise, H., Mitsutsuka, M., Haito, H., Kumatsu, T., and Shida, S. (1984) Heat transfer between metals in contact and its application to protection of rolls. Transactions of Iron and Steel Institute of Japan, 24, B309. 31 Sellars, C.M. (1985) Computer modelling of hot working processes. Materials Science and Technology, 1, 325–332. 32 Samarasekera, I.V. (1990) The importance of characterizing heat transfer in the hot rolling of steel strip. Proceedings of the Int. Symp. on the Mathematical Modelling of the Hot Rolling of Steel, 29th Annual Conference of Metallurgists, CIMM, Hamilton, ON, Canada, 1990, Pergamon Press, New York, NY, pp. 145–167. 33 Wanheim, T., and Bay, N. (1976) A model for friction in metal forming processes. Annals of the CIRP, 27 (1), 189–194. 34 Devadas, C., Samarasekera, I.V., and Hawbolt, E.B. (1991) The thermal and
35
36
37
38
39
40
41 42
43
44
45
metallurgical state of steel strip during hot rolling: part I. characterization of heat transfer. Metallurgical Transactions A, 22, 307–319. Chen, W.C., Samarasekera, I.V., and Hawbolt, E.B. (1993) Fundamental phenomena governing heat transfer during rolling. Metallurgical Transactions A, 24, 1307–1320. Cooper, M.G., Mikic, B.B., and Yovanovich, M.M. (1969) Thermal contact resistance. International Journal of Heat and Mass Transfer, 12, 279–300. Yovanovich, M.M., and Schneider, G.E. (1976) Thermal Constriction Resistance Due to A Circular Annular Contact, AIAA Paper 76-142, American Institute of Aeronautics and Astronautics, New York. Williamson, M., and Majumdar, A. (1992) Effect of surface deformations on contact conductance. Journal of Heat Transfer-Transactions of the ASME, 114, 802–810. Pullen, J., and Williamson, J.B.P. (1972) The contact of nominally flat surfaces. Proceedings of the Royal Society London, A327, 159–173. Mikic, B.B. (1974) Thermal contact conductance: theoretical considerations. International Journal of Heat and Mass Transfer, 17, 205–214. Samsonov, G.V. (1973) The Oxide Handbook, IFI/Plenum, New York. Li, Y.H., and Sellars, C.M. (1997) Effect of scale deformation pattern and contact heat transfer on secondary oxide growth, Proceedings of the 2nd Int. Conf. on Hydraulic Descaling in Rolling Mills, October 13–14, 1997, Cavendish Conf. Centre, London, UK (ed. ), The Institute of Materials, London, pp. 1–4. Yoshida, K. (2005) Influence of scale properties on surface characteristics of steels, in The Iron and Steel Institute of Japan (ed.), pp. 3–4. Y. Kondo (English translation). Uijtdebroeks, H., Franssen, R., Sonck, G., and Van Schooten, A. (1998) On-line analysis of the work roll surface deterioration. La revue de métallurgie-CIT, 95 (6), 789–799. Uijtdebroeks, H., Franssen, R., Vanderschueren, D., and Philippe, P.M.
References (2002) Integrated on-line work roll surface observation at the SIDMAR HSM. Proceedings of the 44th MWSP Conf. Proc., Orlando, September 2002, Vol. XL, pp. 899–908. 46 Beverley, I., Uijtdebroeks, H., de Roo, J., Lanteri, V., and Philippe, J.M. (2001) Improving the Hot Rolling Process of Surface-Critical Steels by Improved and Prolonged Working Life of Work Rolls in the Finishing Mill Train, EUR 19871 EN, European Commission, Brussels.
47 Picqué, M.B. (2004) Experimental Study and Numerical Simulation of Iron Oxide Scales Mechnical Behaviour in Hot Rolling, PhD thesis, Ecole Des Mines De Paris, Paris, France. 48 Garcia-Villan, M. (1998) Défaut calamine finisseur, Raport de Stage Université de technologie de Compiègne/Sollac (USINOR). 49 Tominaga, K. (1995) Prevention of secondary scale defect at H.S.M in Mizushima Works. Camp ISIJ, 8, 1242–1247.
27
29
3 Scale Growth and Formation of Subsurface Layers Oxide scale growth is a process that cannot be ignored in the high-temperature processing of metals. The typical conventional semicontinuous hot strip mill comprises a primary descaler, reheat furnace, a reversing roughing mill, a coil box or delay table, a secondary descaler, a multistand tandem finishing mill, and a down-coiler [1, 2]. A preheated slab is reduced in thickness considerably by the roughing mill to become a so-called transfer bar, which is then rolled in smaller increments to the final strip thickness by the finishing mill. The strip surface temperature is in the range of 1000–1100 °C at entry to the finishing mill and within the range of 840–920 °C at the exit from the last finishing stand. The oxide scale on the transfer bar is removed by a hydraulic descaler as the strip passes through just in front of the finishing mill. After the descaling, oxide scale grows back and is deformed at each stand while the bar is progressively rolled through the finishing mill into a thin strip. The oxide scale continues to grow on the strip surface during cooling on the run-out table, primarily between the exit from the finishing mill and the start of water sprays. The time available for scale growth during and after finishing rolling is usually very short, normally less than 30 s. The strip temperature decreases during rolling, and the cooling rate can vary from strip to strip, and also along the length of the same strip. The scale thickness can reach 20–100 µm before entering the finishing mill and is reduced to 5–12 µm at the exit [2–4]. The typical scale structure at the time of coiling is three layered: a surface hematite (Fe2O3), an intermediate magnetite (Fe3O4), and an inner wüstite (FeO) layer [5]. The coiling temperature of the hot-rolled strip is within the range 500–740 °C. Once coiled, the strip cools slowly due to the relatively small surface area. Strip edges are usually slightly thinner (∼0.1 mm) than the inner parts of the strip, which allows better access of air to these regions. As a result of the oxygen supply, additional scale can form around the edges during coiling. The thickness of this scale increases with increasing coiling temperature and decreasing cooling rate [5, 6]. In particular, a thick hematite layer develops within 10–20 mm of the edges. The scale at the edges essentially consists of two layers, an outer hematite and an inner magnetite layer. The scale adheres well to the steel and no macro- or microseparations are visible under optical or scanning electron microscopes. This scale is difficult to remove by the conventional pickling process. Oxide Scale Behaviour in High Temperature Metal Processing. Michal Krzyzanowski, John H. Beynon, and Didier C.J. Farrugia Copyright © 2010 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim ISBN: 978-3-527-32518-4
30
3 Scale Growth and Formation of Subsurface Layers Hematite Fe2O3 Magnetite Fe3O4
Fe3O4 + Fe3O4 /Fe + FeO
Steel Figure 3.1 Schematic illustration of the oxide scale formed across the width of a hot-rolled strip (after [5]).
The scale structures developed at different locations across the width of a hotrolled strip are schematically illustrated in Figure 3.1 [5]. The final structure depends on the coiling temperature. For strips coiled at lower temperatures, such as 500–520 °C, the scale structure at the edge regions is three layered, with an outer hematite layer, an intermediate magnetite layer, and an inner layer comprising a mixture of magnetite and iron. For strips coiled at 600 °C and above it becomes essentially a two-layered structure with an outer hematite layer and an inner magnetite layer. The wüstite layer, initially present in the scale, is largely oxidized to magnetite during cooling. The total scale thickness and the thickness of the hematite layer increased with coiling temperature. Further oxidation of the steel substrate at the strip-center regions can take place at the expense of the higher oxides because of the lack of an oxygen supply. The hematite layer is consumed first, followed by the consumption of the magnetite layer during further oxidation. The wüstite layer is then transformed into a mixture of magnetite and iron due to proeutectoid and eutectoid reactions. Some wüstite can be retained until room temperature, particularly for strips coiled at high temperatures, such as 720–740 °C. The wüstite layer becomes more homogeneous through the scale thickness and relatively rich in iron during cooling from the high coiling temperatures. It is known that wüstite rich in iron is more stable than wüstite rich in oxygen. Therefore, a larger amount of wüstite can be retained to room temperature in the center regions. Metallic iron particles have also been observed on the surface of samples taken from the center regions of a strip [5]. There were several mechanisms proposed for this phenomenon. According to one, the metallic iron particles were formed by the reduction of the scale as a result of a reducing atmosphere between the strip wraps, in conjunction with both crack development within the scale and a small amount of steel surface decarburization. They may also be formed as part of the eutectoid reaction product, with the preferential precipitation of iron particles along the wüstite grain boundaries. The grain boundaries are usually the channel for fast solid phase diffusion and iron would prefer to diffuse along these channels, which would lead to iron enrichment at the wüstite grain boundaries. The enriched iron would precipitate prior to the onset of the Fe3O4–Fe eutectoid reaction at temperatures below 570 °C.
3 Scale Growth and Formation of Subsurface Layers
The typical mild steel secondary oxide scale is significantly different from that observed on aluminum, and should be considered separately. The oxide formed on hot-rolled aluminum alloys is of considerable interest to the aluminum industry because of the effect of the fine subsurface layers on product quality, such as subsequent filiform corrosion resistance [7, 8]. The work rolls exert a normal load and a shear stress on the surface of the work piece, causing severe shear deformation of the near-surface region compared to the bulk microstructure during rolling. This results in the development of a surface layer, a few microns thick, which has different morphological, optical, microstructural, and electrochemical properties compared with the bulk. The surface layer can control many important properties such as corrosion resistance, adhesion, and optical appearance, and hence it is important to understand both its electrochemical behavior and microstructural details. High shear processing of aluminum alloys significantly transforms the surface microstructure. Hot rolling is particularly effective due to asperity contact between the sheet surface and the work rolls under the boundary lubrication conditions that can prevail in the latter stages of the hot rolling operation. Subsequent cold rolling, under hydrodynamic lubrication, smears out and reduces the thickness of the transformed layers. Although the layers are characterized by an ultrafine grain size, it is not only this or the magnesium oxide that promotes surface reactivity and susceptibility to corrosion [9]. The main contributing factors to the electrochemical reactivity of the surface layer are differences in intermetallic particle distribution and solid solution content. The break-up of primary intermetallic particles can result in a higher density of cathodic sites in the surface layer. It has been concluded that the more significant effect is the preferential nucleation and growth of dispersoids in the surface layers during heat treatment due to the influence of strain [10]. The presence of the ultrafine grained surface layers on the aluminum sheet after rolling is a relatively recent finding. However, the surface layers developed by sliding wear, grinding, or machining have been known for many years [11–13]. They were even believed to be amorphous metal. More recent studies have revealed the redistribution of the intermetallic particles in the deformed surface layer, and these particles were concluded to be the main controlling factor of the corrosion susceptibility. The dispersoid density depends on the level of manganese supersaturation in a solid solution. Although most of the available iron is already out of solid solution, the dispersoids are of the α-AlMnSi type. Preferential precipitation can be prevented by reduction of the level of manganese solid solution prior to hot rolling. The reduction of the manganese level in the alloy or a suitable homogenization treatment prior to hot rolling can be appropriate for this reason. It is important for continuously cast alloys where the levels of supersaturation are higher in the as-cast state and where there may be no formal homogenization step. This detrimental effect of manganese on filiform corrosion resistance is distinct from the beneficial effects of manganese in reducing the susceptibility to pitting corrosion [14]. High-temperature oxidation has been studied extensively, mainly for the cases of components for high-temperature service where oxide scales provide protection
31
32
3 Scale Growth and Formation of Subsurface Layers
[15, 16]. The main definitions and obtained findings can also be applied to oxide scale formation under conditions relevant to hot metal processing.
3.1 High-Temperature Oxidation of Steel
According to the Fe–O equilibrium phase diagram, the following three kinds of oxides exist at temperatures higher than 570 °C: wüstite (FeO), magnetite (Fe3O4) and hematite (Fe2O3) [17]. However, the diagram represents only equilibrium conditions while, in hot working, circumstances can be greatly affected by kinetics. The typical morphology of the oxide scale formed on low-carbon steel at hot rolling temperatures is illustrated in Figure 3.2. Generally, three types of scale can be distinguished with low, middle, and high porosity [18]. The extent of porosity depends closely, but not exclusively, on the temperature at which the oxide scale was grown. Different types of the scale morphology have been observed, namely duplex or the one comprising three different layers of scale. The relative thickness of each layer varies. Typically, the inner layer has a large number of evenly distributed small pores. Iron oxidation consists mainly of the outward diffusion of iron ions and the inward diffusion of oxygen [19]. Such an inner layer is most
Figure 3.2 SEM photographs showing cross-sections of the oxide scale formed on mild steel: (a) different sublayers and voids; (b) relatively big void in the middle of the oxide scale.
3.1 High-Temperature Oxidation of Steel
probably formed due to inward transport of oxygen along grain boundaries. In contrast, the larger crystals of the outer layers are formed as a result of outward diffusion of metal cations through the oxide layer. As a result, large voids about 1 mm in length can develop, as shown in Figure 3.2b. It has been shown that the formation of wüstite and magnetite is controlled mainly by the outward diffusion of metal cations, while hematite is formed mainly due to the inward diffusion of oxygen [20]. The thickness ratios of hematite, magnetite, and wüstite layers at high temperatures can deviate depending on the oxidation conditions. However, the typical values are at about 1:4:95. The predominance of wüstite is due to the diffusion coefficient of iron in wüstite is much higher than that in magnetite and the diffusion coefficients of oxygen and iron in hematite are extremely small [21–26]. The relative thicknesses of the hematite and magnetite layers increase below 650 °C, but the wüstite layer is still the major component of the scale above 580 °C [27, 28]. At temperatures below 570 °C, wüstite is not stable and the scale becomes two layered with a thick inner magnetite and a relatively thin outer hematite layer. The scale structure may deviate from the above “classic” structure due to the separation of the scale from the iron substrate, resulting in lower oxidation rates and thicker magnetite and hematite layers [29]. Normally, the following three types of oxidation rates are observed in high temperature oxidation: parabolic, linear, and intermediate [30, 31]. Oxidation obeys a parabolic rate law when the rate controlling step is diffusion within the oxide. If the rate controlling step is either the metal surface or the phase boundary interface reaction, then the oxidation is described by a linear law. The logarithmic or exponential rate can represent the initial stages of oxidation or low-temperature rate. The presence of alloying elements in steel also significantly modifies the full range of oxides that might be possible at a particular temperature. Because of the presence of various alloying and impurity elements in steel, the oxidation behavior and the developed scale structure are more difficult to interpret than simple iron oxidation. Carbon, for instance, can facilitate or hinder the transport of diffusing ions, thereby increasing or decreasing oxidation [32, 33]. Carbon diffuses to the scale/metal interface and reacts with iron oxide, evolving CO gas and creating gaps. In high carbon steels at high temperatures, through-thickness cracks can occur in the scale due to gas pressure in the gaps, allowing access to the core for air and, hence, increasing the oxidation rate. If there are no cracks formed in the scale, the stabilized gaps can hinder the outward diffusion of iron ions and decrease the oxidation rate. As has been summarized in a review on high-temperature oxidation, the main effect of alloying elements less noble than iron on the oxidation, such as aluminum, silicon, and chromium, is the formation of a protective layer at the scale/ metal interface enriched in alloying elements [34]. For such steels, the initial oxidation kinetics are parabolic and then deviate from the parabolic law as the protective layer, rich in alloying elements, is established. However, aluminum, as an alloying element, can increase the temperature of wüstite formation and thus can contribute toward oxidation resistance [35]. Among these three elements, silicon acts as the most protective element, and chromium the least. Nickel and copper are more
33
34
3 Scale Growth and Formation of Subsurface Layers
noble elements than iron and should be rejected at the scale-base metal interface. In addition, the iron matrix of such alloys is selectively oxidized [36]. However, nickel, for instance, does not diffuse rapidly into the core since the diffusion coefficient of nickel in iron is low. Instead, its concentration at the interface becomes higher than that in the bulk of the metal. For example, Fe–Ni alloy containing only 1.0 wt.% Ni and oxidized in oxygen at 1000 °C exhibited significant nickel enrichment at the surface, about 70 wt.% [37]. The selective oxidation of iron and concentration of nickel in the thin surface layer result in interpenetration of the oxide scale and metal that produces an additional mechanical oxide–metal bond which increases the oxidation resistance. If the diffusion coefficient of the alloying element is higher than the oxidation rate, the concentration of the element increases, mainly within the bulk rather than at the surface of the metal. However, some of these elements, for instance copper in the iron alloy containing 2 wt.% Cu, can concentrate at the surface promoting formation of the interlocked scales similar to those formed on nickel alloys [38]. Manganese can substitute for iron in wüstite and magnetite [39]. It has also been observed that manganese together with silicon can combine with iron oxide to develop iron-manganese-silicate in the oxide scale of the silicon killed steels [40]. Generally, the oxidation of carbon steels is slower than that of iron. The oxidation kinetics and scale structure exhibit significant deviations from the classical oxidation kinetics and scale structure observed for pure iron. For instance, the scale thickness reaches a maximum at a temperature within the range 980–1060 °C during long-term oxidation (2 h, which is long in industrial terms). Thereafter, the scale thickness decreases with increasing oxidation temperature for the same time [41–43]. The effect is assigned to the loss of scale/steel adhesion coupled with blistering of the scale when the steel is oxidized at very high temperatures. It has been assumed that it is the formation of carbon monoxide (CO) or carbon dioxide (CO2) at the scale/metal interface that is responsible for the loss of adhesion between the scale and the steel substrate [44]. Other elements, such as silicon, manganese, and phosphorous, may also affect the oxidation rate and scale structure that develops. The microstructure of oxides has not been well described. The results of an application of electron backscattered diffraction (EBSD) to the detailed investigation of microstructure and microtexture of oxide scale formed on pure iron, low carbon, and Si steel have been reported relatively recently [45, 46]. Based on the Kikuchi diffraction patterns, image quality (IQ) maps coupled with orientation imaging maps (OIM) were analyzed to describe both the orientation and shape of grains forming in wüstite, magnetite, and hematite layers. Despite different texture and grain size of the metal substrate, wüstite exhibited a columnar cell structure with a nonrandom crystallographic texture with the scale growth direction being normal to the sample surface for all specimens. Magnetite was identified as a cubic cell-type microstructure having a 〈001〉//GD texture (GD stands for the growth direction of oxide normal to the sample surface) while hematite formed as a very thin wedge shape layer on the top of the oxide scale. At the interface between wüstite and pure iron, small granular-type grains of wüstite are observed
3.1 High-Temperature Oxidation of Steel
[010] FeO
111
Fe a
max 15.06 12.00 7.30 4.44 2.70 1.64 1.00 0.61 min 0.00
Initial stage
101
001 [010] b
c
111 max 24.52 19.00 10.54 5.85 3.25 1.80 1.00 0.55 min 0.00
Grain growth stage
50.00 µm = 50 steps 001
35
101
Figure 3.3 The IQ map and the GD inverse pole figures (IPFs) of the wüstite layer: (a) the microstructure of the initial stage and (b) the grain growth stage; (c) IPF at the initial stage and (d) at the growth stage [46].
(Figure 3.3) [46]. No crystallographic relationship between substrate texture and iron oxide texture was established in this research. It seems that the microstructure of oxide scale layers depends mainly on the content of alloying elements rather than microstructure of the substrate. For example, silicon has a strong effect on the microstructure of the oxide scale layer in high temperature oxidation. It allows the formation of a mixture of wüstite and fayalite (Fe3SiO4) on the substrate surface covered by the relatively thick hematite layer having a bamboo-type microstructure during oxidation of 2 wt.% Si steel at 950 °C. The same oxidation of steels containing 0.4 and 0.98 wt.% of Si allowed instead the formation of magnetite, wüstite, and the composite of wüstite and SiO2. The wüstite layer comprises columnar cells grown from the substrate, but the interface between wüstite and substrate shows a different, more complex structure. A thin layer of tiny grains at the wüstite/substrate interface is observed. Details of such microstructure can be revealed by the IQ maps but not by the secondary electron or backscattered image. These grains are wüstite, as analyzed by indexing Kikuchi patterns. They are roughly granular in shape with longer axes parallel to the substrate surface. No special orientation relationship has been observed between these grains and the substrate. It can be speculated that these wüstite grains are formed in the initial stage of high-temperature oxidation. Assuming that the growth rate for wüstite grains formed in the initial stage of
d
36
3 Scale Growth and Formation of Subsurface Layers Fe2O3
Fe2O3
Fe3O4
Figure 3.4 The IQ map of the magnetite/wüstite interface for pure iron [45].
oxidation is low, it can be concluded that iron diffusion at high temperatures through the initial oxide layer is very fast. The grains that formed first are left alone. It is possible that carbon or other alloying elements may be concentrated at the interface. This is the case for both low-carbon and 0.4% Si steels. The silicon content is also high at the wüstite/metal interface. Based on the Kikuchi diffraction patterns, IQ and OIM maps also allow the observation of details of the microstructure at the interface between magnetite and wüstite following the high-temperature oxidation of iron [45]. The magnetite layer was observed to have a cubic cell structure (Figure 3.4). The hematite layer was located in the shape of a sharp edge. It was unexpected that hematite can be grown with a certain angle to the magnetite grains. It can be explained by some sort of stress relief at the interface. The origin of this stress is the difference of the thermal expansion coefficient between magnetite and hematite. The formation of particular oxide phases depends on the conditions and the atmosphere used for oxidation.
3.2 Short-Time Oxidation of Steel
Most of the research results on the oxidation of steel discussed in the previous section were based on long-time oxidation. However, the time available for secondary and tertiary oxidation during the hot rolling of steel, that is, after primary and secondary descaling, is much less than that concerns classical oxidation studies. Details of steel oxidation under conditions that are more relevant to hot rolling are discussed next, based on studies related to oxidation at elevated temperatures within a very short time [47–50]. Two sweeping actions were observed when monitoring the surface morphology of low-carbon steel during oxidation within the first 30 s at 880 °C and 1050 °C [48]. It was assumed that the two were the result of phase transformations. Wüstite was transformed to magnetite during the first stage and the magnetite was transformed to hematite during the second. Another possibility was that the magnetite was transformed to pseudomagnetite (a slightly crystallographically distorted magnetite) during the first sweeping action that was subsequently reduced back to wüstite during further growth following the formation of a final stable magnetite during the second sweeping action. Another study
3.2 Short-Time Oxidation of Steel
Figure 3.5 Average thickness of the oxide scale grown on a steel sample during 60 s oxidation exposure at different temperatures [47].
found that a layer of wüstite formed on pure iron during short-time oxidation at 1200 °C [26]. The layer was smooth after 30 s of exposure then, after 210 s, it was transformed into a single-phase irregular wüstite. It has been concluded that during short-time oxidation, up to 480 s at a temperature within the range 950– 1150 °C, a single layer of wüstite invariably developed on ultralow-carbon steel in dry air [49, 50]. The results were supported by monitoring the oxide scale structure at different stages in a laboratory simulation of finishing rolling, cooling, and coiling of steel [51]. Using high-temperature X-ray diffraction, it was found that wüstite grows first after secondary descaling, that is, during the start of tertiary scale formation. Magnetite is formed after a longer time. A series of experiments have been carried out to examine the oxidation of lowcarbon, low-silicon steel in flowing air within 30–60 s in the hot rolling temperature range [47]. The observed oxidation kinetics are illustrated in Figure 3.5 and it was assumed that only wüstite formed within the oxide scale. It is just the target temperatures that are indicated in Figure 3.5 because there is a rapid increase in surface temperature within the first few seconds once the oxidation reaction has started due to the sudden heat release. The temperature of the metal surface was registered by a thermocouple that was spot welded in the middle of the sample surface. The rapid increase in surface temperature was observed in all cases. The highest temperature reached was about 20–25 K above the target temperature. For shorter reaction durations (